- Методы организации производства

Содержание
- 2. 1. Характеристика поточного производства Поточное производство – форма организации производства, основанная на ритмичной повторяемости времени выполнения
- 3. Поточный метод характеризуется: сокращением номенклатуры выпускаемой продукции до минимума: расчленением производственного процесса на операции; специализацией рабочих
- 4. Структурной единицей поточного производства является поточная линия. Поточная линия представляет собой совокупность рабочих мест, расположенных по
- 5. Классификация поточных линий
- 6. Для поточного метода производства используются следующие нормативы: Такт поточной линии (r) (в мин.) – интервал времени
- 7. Если длительность операции равна или меньше времени такта, то число рабочих мест и единиц оборудования равно
- 8. Время, обратное такту, называется ритмом поточной линии(R). Ритм характеризует количество изделий, выпускаемых в единицу времени: R
- 9. Скорость движения поточной линии (v) зависит от шага и такта поточной линии, м/мин: v = I/
- 10. Недостатки поточной организации производства: отработанность и относительная стабильность конструкций, большие масштабы производства, не всегда соответствует потребностям
- 11. совершенствование поточных методов: организация работы при переменных в течение дня такте и скорости поточной линии; перевод
- 12. 2. Характеристика непоточного производства К непоточным методам организации производства относят: партионный; индивидуальный методы
- 13. Партионный метод организации производства характеризуется изготовлением разной номенклатуры продукции в количествах, определяемых партиями их запуска-выпуска. Партией
- 14. Партионный метод организации производства имеет следующие характерные черты: запуск в производство изделий партиями; обработка одновременно продукции
- 15. Наибольшее распространение партионные методы организации получили в серийном и мелкосерийном производствах, заготовительных цехах массового и крупносерийного
- 16. Для анализа партионного метода организации производства используются следующие нормативы: Основной норматив – размер партии (П). Чем
- 17. П = Тпз /(tшт * Кп.о ) Тпз — подготовительно-заключительное время; tшт — время обработки детали
- 18. При партионном методе организации производственного процесса размер партии может быть равен: месячной производственной программе (М/1); 0,5
- 19. Периодичность запуска-выпуска партии деталей (Пз.в) — это период времени между двумя запусками очередных партий деталей. Она
- 20. Размер запаса незавершенного производства (задел) — это запас незаконченного продукта внутри производственного цикла. Выделяют 3 вида
- 21. Размер циклового задела (Зц) определяют по формуле: Зц = Сд *Тц Сд — среднедневной выпуск деталей
- 22. Размер страхового задела (Зстр) определяют по формуле: Зстр = Сд * tср.изг.пр tср.изг.пр - время срочного
- 23. Коэффициент серийности производства (Ксер) определяется по формуле: Ксер = Nд /Роб Nд — количество деталей (операций),
- 24. По показателям экономической эффективности (росту производительности труда, использованию оборудования, снижению себестоимости, оборачиваемости оборотных средств) партионные методы
- 25. Но появляются возможности для более полного удовлетворения спроса потребителей на различные разновидности продукции, увеличения доли на
- 26. Единичный метод организации производства характеризуется изготовлением продукции в единичных экземплярах или небольшими неповторяющимися партиями. Единичный метод
- 27. особенности единичного метода организации производства: неповторяемость номенклатуры изделий в течение года; использование универсального оборудования и специальной
- 28. Нормативами единичного метода организации производства являются: Расчет длительности производственного цикла изготовления заказа в целом и отдельных
- 29. вопрос: Автоматическое и автоматизированное производство Автоматизированное производство — это система машин, оборудования, транспортных средств, обеспечивающая строго
- 30. Различают частичную и комплексную автоматизацию При частичной автоматизации работник полностью освобожден от работ, связанных с выполнением
- 31. В основе автоматизированного производства лежат автоматические линии, которые обладают всеми преимуществами поточного производства, позволяют непрерывность производственных
- 32. Автоматическая линия (АЛ) — это система машин-автоматов, размещенных по ходу технологического процесса и объединенных системой управления
- 33. В комплекс АЛ входит транспортная система, предназначенная для подачи заготовок со склада к стендам, перемещения подвесного
- 34. Выделяют жесткие (синхронные) автоматические линии с жесткой межагрегатной связью и единым циклом работы станков и гибкие
- 35. Классификация АЛ Автоматические линии из агрегатных станков отличаются высокой эффективностью, сокращенными сроками проектно-монтажных работ, высоким уровнем
- 36. Автоматические линии из универсальных станков – автоматов и полуавтоматов – проектируются на базе поточных линий с
- 37. Автоматические линии с программируемым устройством оснащены числовым программным управлением, делающим их экономически эффективными не только в
- 38. Роторные линии являются разновидностью АЛ из специального оборудования, создаются на основе роторных машин и роторных транспортирующих
- 39. В зависимости от способа обеспечения ритмичности различают синхронные(жесткие) АЛ, для которых характерна жесткая межагрегатная связь и
- 40. В зависимости от использования приспособлений-спутников различают спутниковые и бесспутниковые АЛ, а от количества технологических потоков –
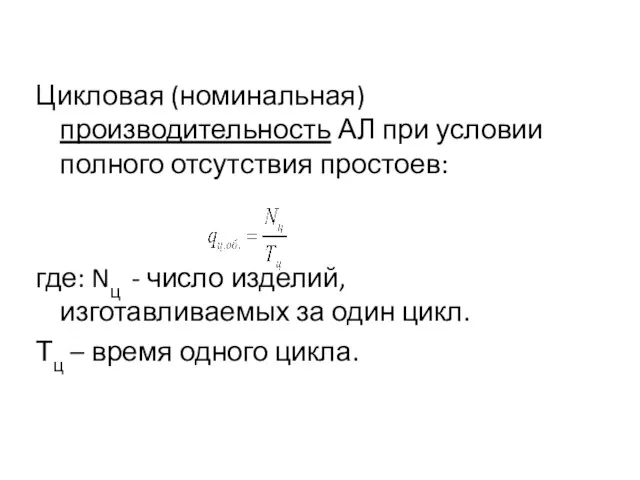
- 41. Цикловая (номинальная) производительность АЛ при условии полного отсутствия простоев: где: Nц - число изделий, изготавливаемых за
- 42. где tо и tв - основное и вспомогательное время.
- 43. С учетом простоев и затрат времени на регулировку и подналадку механизмов потенциальная производительность АЛ: где tоб.т.
- 44. Учет потерь времени по организационным причинам позволяет определить фактическую производительность: где tоб.о. – время организационного обслуживания.
- 45. Технический уровень АЛ определяется коэффициентом технического использования: Данный коэффициент отражает уровень цикловых непроизводительных затрат времени и
- 46. Организационно-технический уровень определяется коэффициентом общего использования: Тогда:
- 47. Важной характеристикой АЛ является равномерный выпуск продукции в единицу времени, особенно обеспечение ритмичности работы. Такт (или
- 48. Автоматические линии расчленяются на участки, и синхронизация обеспечивается по группам операций на каждом участке. Для этого
- 49. Т.о., допустимая величина отклонения тактов на смежных участках:
- 51. Скачать презентацию
1. Характеристика поточного производства
Поточное производство – форма организации производства, основанная на
1. Характеристика поточного производства
Поточное производство – форма организации производства, основанная на
Поточный метод характеризуется:
сокращением номенклатуры выпускаемой продукции до минимума:
расчленением производственного процесса на
Поточный метод характеризуется:
сокращением номенклатуры выпускаемой продукции до минимума:
расчленением производственного процесса на
Структурной единицей поточного производства является поточная линия.
Поточная линия представляет собой
Структурной единицей поточного производства является поточная линия.
Поточная линия представляет собой
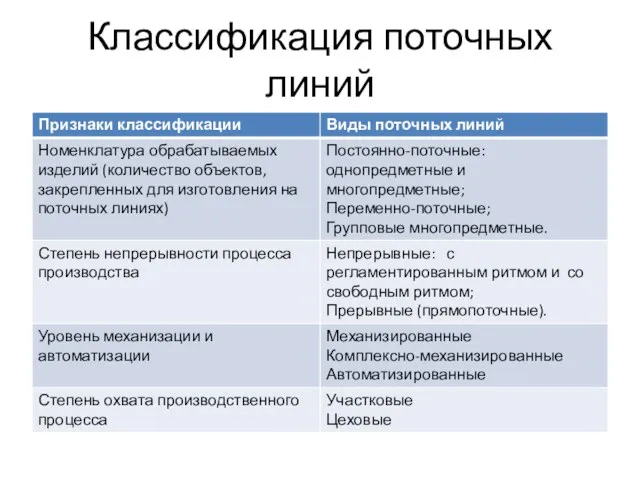
Классификация поточных линий
Классификация поточных линий
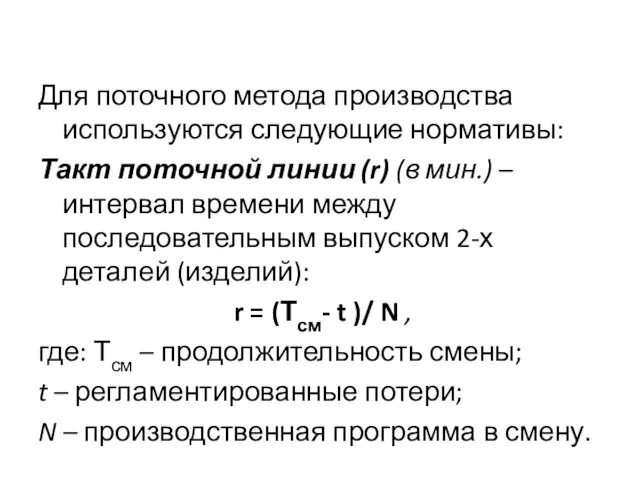
Для поточного метода производства используются следующие нормативы:
Такт поточной линии (r)
Для поточного метода производства используются следующие нормативы:
Такт поточной линии (r)
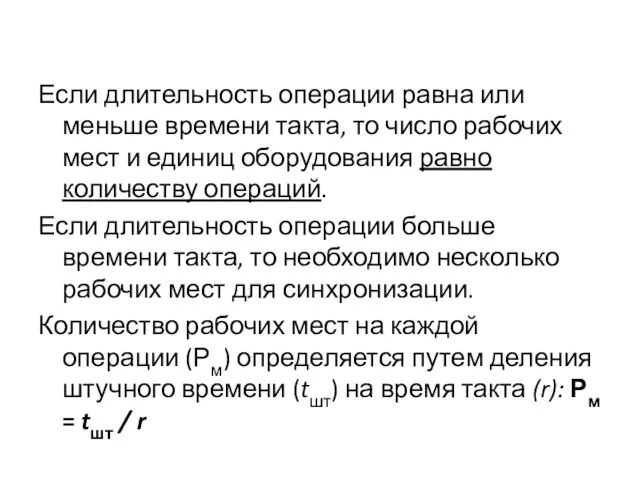
Если длительность операции равна или меньше времени такта, то число
Если длительность операции равна или меньше времени такта, то число
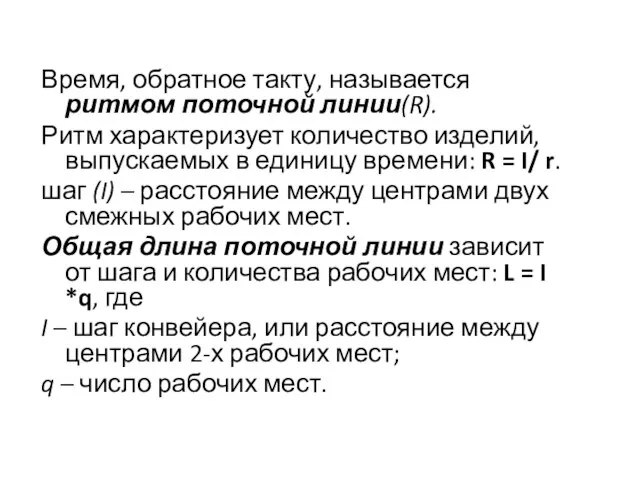
Время, обратное такту, называется ритмом поточной линии(R).
Ритм характеризует количество изделий,
Время, обратное такту, называется ритмом поточной линии(R).
Ритм характеризует количество изделий,
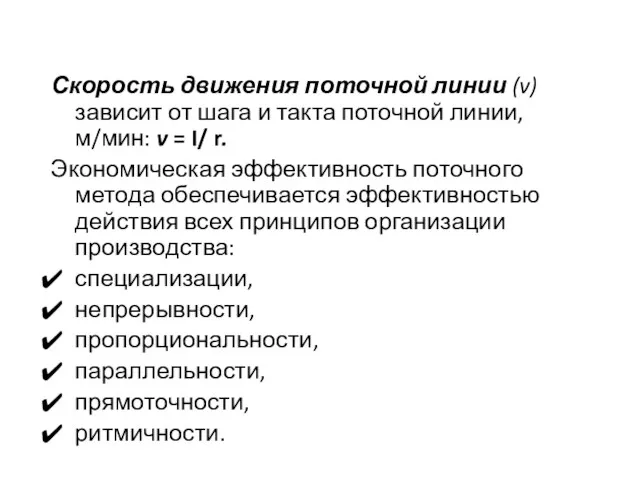
Скорость движения поточной линии (v) зависит от шага и такта поточной
Скорость движения поточной линии (v) зависит от шага и такта поточной
Недостатки поточной организации производства:
отработанность и относительная стабильность конструкций, большие масштабы производства,
Недостатки поточной организации производства:
отработанность и относительная стабильность конструкций, большие масштабы производства,
совершенствование поточных методов:
организация работы при переменных в течение дня такте и
совершенствование поточных методов:
организация работы при переменных в течение дня такте и
2. Характеристика непоточного производства
К непоточным методам организации производства относят:
партионный;
индивидуальный методы
2. Характеристика непоточного производства
К непоточным методам организации производства относят:
партионный;
индивидуальный методы
Партионный метод организации производства характеризуется изготовлением разной номенклатуры продукции в количествах,
Партионный метод организации производства характеризуется изготовлением разной номенклатуры продукции в количествах,
Партионный метод организации производства имеет следующие характерные черты:
запуск в производство изделий
Партионный метод организации производства имеет следующие характерные черты:
запуск в производство изделий
Наибольшее распространение партионные методы организации получили в серийном и мелкосерийном производствах,
Наибольшее распространение партионные методы организации получили в серийном и мелкосерийном производствах,
Для анализа партионного метода организации производства используются следующие нормативы:
Основной норматив –
Для анализа партионного метода организации производства используются следующие нормативы:
Основной норматив –
П = Тпз /(tшт * Кп.о )
Тпз — подготовительно-заключительное время;
tшт
П = Тпз /(tшт * Кп.о )
Тпз — подготовительно-заключительное время;
tшт
При партионном методе организации производственного процесса размер партии может быть равен:
месячной
При партионном методе организации производственного процесса размер партии может быть равен:
месячной
Периодичность запуска-выпуска партии деталей (Пз.в) — это период времени между двумя
Периодичность запуска-выпуска партии деталей (Пз.в) — это период времени между двумя
Размер запаса незавершенного производства (задел) — это запас незаконченного продукта внутри
Размер запаса незавершенного производства (задел) — это запас незаконченного продукта внутри
Размер циклового задела (Зц) определяют по формуле: Зц = Сд *Тц
Сд
Размер циклового задела (Зц) определяют по формуле: Зц = Сд *Тц
Сд
Размер страхового задела (Зстр) определяют по формуле: Зстр = Сд *
Размер страхового задела (Зстр) определяют по формуле: Зстр = Сд *
Коэффициент серийности производства (Ксер) определяется по формуле: Ксер = Nд /Роб
Nд
Коэффициент серийности производства (Ксер) определяется по формуле: Ксер = Nд /Роб
Nд
По показателям экономической эффективности (росту производительности труда, использованию оборудования, снижению себестоимости,
По показателям экономической эффективности (росту производительности труда, использованию оборудования, снижению себестоимости,
Но появляются возможности для более полного удовлетворения спроса потребителей на различные
Но появляются возможности для более полного удовлетворения спроса потребителей на различные
Единичный метод организации производства характеризуется изготовлением продукции в единичных экземплярах или
Единичный метод организации производства характеризуется изготовлением продукции в единичных экземплярах или
особенности единичного метода организации производства:
неповторяемость номенклатуры изделий в течение года;
использование универсального
особенности единичного метода организации производства:
неповторяемость номенклатуры изделий в течение года;
использование универсального
Нормативами единичного метода организации производства являются:
Расчет длительности производственного цикла изготовления заказа
Нормативами единичного метода организации производства являются:
Расчет длительности производственного цикла изготовления заказа
вопрос: Автоматическое и автоматизированное производство
Автоматизированное производство — это система машин, оборудования, транспортных
вопрос: Автоматическое и автоматизированное производство
Автоматизированное производство — это система машин, оборудования, транспортных
Различают частичную и комплексную автоматизацию
При частичной автоматизации работник полностью освобожден от
Различают частичную и комплексную автоматизацию
При частичной автоматизации работник полностью освобожден от
В основе автоматизированного производства лежат автоматические линии, которые обладают всеми преимуществами поточного
В основе автоматизированного производства лежат автоматические линии, которые обладают всеми преимуществами поточного
Автоматическая линия (АЛ) — это система машин-автоматов, размещенных по ходу технологического процесса
Автоматическая линия (АЛ) — это система машин-автоматов, размещенных по ходу технологического процесса
В комплекс АЛ входит транспортная система, предназначенная для подачи заготовок со
В комплекс АЛ входит транспортная система, предназначенная для подачи заготовок со
Выделяют жесткие (синхронные) автоматические линии с жесткой межагрегатной связью и единым
Выделяют жесткие (синхронные) автоматические линии с жесткой межагрегатной связью и единым
Классификация АЛ
Автоматические линии из агрегатных станков отличаются высокой эффективностью, сокращенными сроками
Классификация АЛ
Автоматические линии из агрегатных станков отличаются высокой эффективностью, сокращенными сроками
Автоматические линии из универсальных станков – автоматов и полуавтоматов – проектируются
Автоматические линии из универсальных станков – автоматов и полуавтоматов – проектируются
Автоматические линии с программируемым устройством оснащены числовым программным управлением, делающим их
Автоматические линии с программируемым устройством оснащены числовым программным управлением, делающим их
Роторные линии являются разновидностью АЛ из специального оборудования, создаются на основе
Роторные линии являются разновидностью АЛ из специального оборудования, создаются на основе
В зависимости от способа обеспечения ритмичности различают синхронные(жесткие) АЛ, для которых
В зависимости от способа обеспечения ритмичности различают синхронные(жесткие) АЛ, для которых
В зависимости от использования приспособлений-спутников различают спутниковые и бесспутниковые АЛ, а
В зависимости от использования приспособлений-спутников различают спутниковые и бесспутниковые АЛ, а
Цикловая (номинальная) производительность АЛ при условии полного отсутствия простоев:
где: Nц -
Цикловая (номинальная) производительность АЛ при условии полного отсутствия простоев:
где: Nц -
где tо и tв - основное и вспомогательное время.
С учетом простоев и затрат времени на регулировку и подналадку механизмов
С учетом простоев и затрат времени на регулировку и подналадку механизмов
Учет потерь времени по организационным причинам позволяет определить фактическую производительность:
где tоб.о.
Учет потерь времени по организационным причинам позволяет определить фактическую производительность:
где tоб.о.
Технический уровень АЛ определяется коэффициентом технического использования:
Данный коэффициент отражает уровень цикловых
Технический уровень АЛ определяется коэффициентом технического использования:
Данный коэффициент отражает уровень цикловых
Организационно-технический уровень определяется коэффициентом общего использования:
Тогда:
Организационно-технический уровень определяется коэффициентом общего использования:
Тогда:
Важной характеристикой АЛ является равномерный выпуск продукции в единицу времени, особенно
Важной характеристикой АЛ является равномерный выпуск продукции в единицу времени, особенно
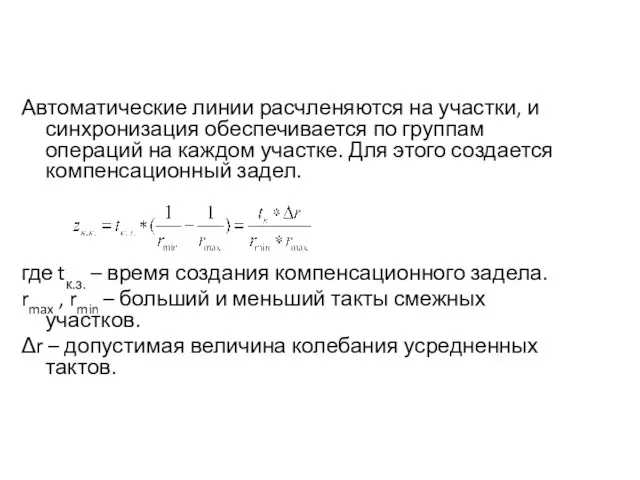
Автоматические линии расчленяются на участки, и синхронизация обеспечивается по группам операций
Автоматические линии расчленяются на участки, и синхронизация обеспечивается по группам операций
Т.о., допустимая величина отклонения тактов на смежных участках:
Т.о., допустимая величина отклонения тактов на смежных участках:
 Стратегическое планирование и управление: общие понятия
Стратегическое планирование и управление: общие понятия Как оптимизировать управление финансами на предприятии
Как оптимизировать управление финансами на предприятии Кадровая политика предприятия: состояние и направления совершенствования (на примере ОАО МАЗ)
Кадровая политика предприятия: состояние и направления совершенствования (на примере ОАО МАЗ) Расширение кругозора
Расширение кругозора Планирование производства и реализации продукции
Планирование производства и реализации продукции Проект DPD
Проект DPD Міжнародний бізнес та міжнародний менеджмент. Тема 1
Міжнародний бізнес та міжнародний менеджмент. Тема 1 Основы тайм-менеджмента
Основы тайм-менеджмента Корпоративная культура
Корпоративная культура Zachowania organizacyjne
Zachowania organizacyjne SWOT-анализ предприятия ООО ЭлектропультГрозный
SWOT-анализ предприятия ООО ЭлектропультГрозный Точно-в-срок (Just-in-time)
Точно-в-срок (Just-in-time) The KPI report from the Logistic Company VESTA
The KPI report from the Logistic Company VESTA Инновационная деятельность предприятия
Инновационная деятельность предприятия Делегирование полномочий как метод управления
Делегирование полномочий как метод управления Философия управления персоналом
Философия управления персоналом Қазақстан республикасындағы көлік логистикасы және оларды жетілдіру жолдары
Қазақстан республикасындағы көлік логистикасы және оларды жетілдіру жолдары Інтегрована автоматизована система управління підприємством
Інтегрована автоматизована система управління підприємством Информационное обеспечение организационной деятельности
Информационное обеспечение организационной деятельности Chapter 2. Global e-business and collaboration
Chapter 2. Global e-business and collaboration Системи сертифікації та акредитації
Системи сертифікації та акредитації Управление материальным потоком. Практическое занятие 3
Управление материальным потоком. Практическое занятие 3 Модель учителя как управляющего учебно-познавательной деятельностью учащихся
Модель учителя как управляющего учебно-познавательной деятельностью учащихся Key Performance Indicators (KPI). Основные правила KPI
Key Performance Indicators (KPI). Основные правила KPI Rozwój technologji w logistyce zaopatrzenia
Rozwój technologji w logistyce zaopatrzenia Формирование складской сети предприятия. (Лекция 2)
Формирование складской сети предприятия. (Лекция 2) Методы реализации и корректировки стратегий. (Часть 6)
Методы реализации и корректировки стратегий. (Часть 6) Тестовая документация. Планы тестирования
Тестовая документация. Планы тестирования