- Нормирование технологических процессов

Содержание
- 2. Технологические процессы … Техническое нормирование - важнейший элемент организации производства, имеет своей целью способствовать повышения производительности
- 3. Технологические процессы … Основной задачей технического нормирования труда является установление для конкретных организационно-технических условий: - норм
- 4. Технологические процессы … - норм выработки, т.е. количества единиц продукции (шт., м, т), которое должно быть
- 5. Технологические процессы … - норм численности, т.е. регламентированной численности рабочих, ИТР или служащих, необходимой для выполнения
- 6. Технологические процессы … Техническое нормирование является основой: технико-экономического планирования; оперативного планирования; проектирования технологических процессов.
- 7. Нормы и классификация затрат рабочего времени Технологические процессы … В машиностроении нормы затрат труда устанавливают, как
- 8. Технологические процессы … Нормы времени и нормы выработки должны быть технически обоснованы. Под технически обоснованной нормой
- 9. Методы установления норм времени Технологические процессы … Основными методами установления технически обоснованных норм времени, базирующимися на
- 10. Технологические процессы … А. Метод расчёта норм времени на основе изучения затрат рабочего времени наблюдением основан
- 11. Технологические процессы … Б. При определении норм времени по нормативам длительность нормируемой операции находят расчётным путём.
- 12. Технологические процессы … В. Метод сравнения и расчёта по типовым нормам сводится к определению норм на
- 13. Технологические процессы … В массовом и крупносерийном производстве при нормировании операции расчленяют на отдельные приёмы и
- 14. Технологические процессы … В условиях серийного производства технически обоснованные нормы должны устанавливаться главным образом методом расчёта
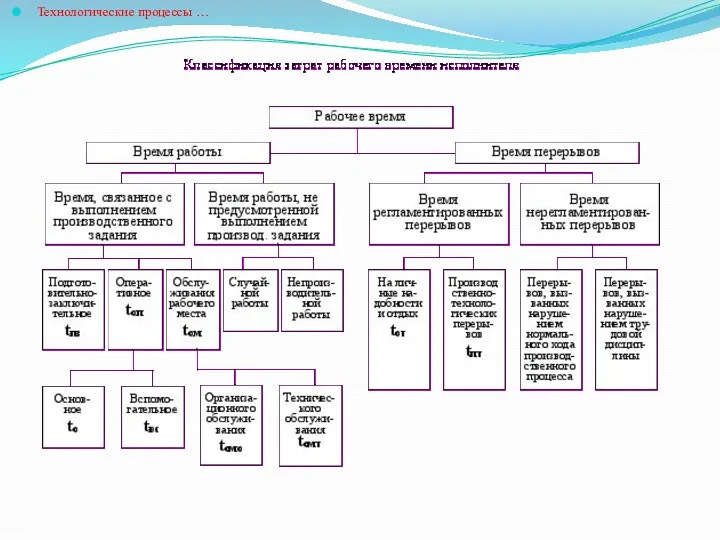
- 15. Классификации затрат времени в машиностроении Технологические процессы … Все затраты рабочего времени на протяжении рабочего дня
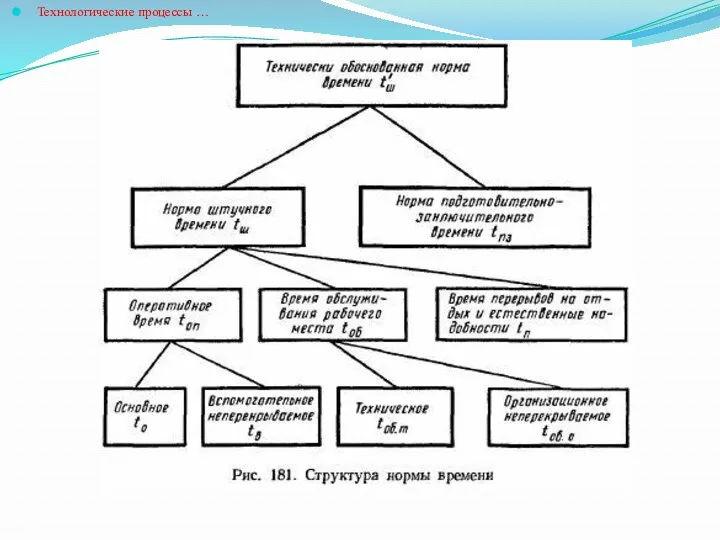
- 16. Технологические процессы …
- 17. Классификации затрат времени в машиностроении Технологические процессы … Время перерывов подразделяется на: время перерывов, не зависящих
- 18. Классификации затрат времени в машиностроении Технологические процессы … Подготовительно-заключительное время (tпз) затрачивается рабочим на ознакомление с
- 19. Классификации затрат времени в машиностроении Технологические процессы … Основное время (tо) представляет собой время, в течение
- 20. Классификации затрат времени в машиностроении Технологические процессы … Вспомогательное время (tв) затрачивается на действия, непосредственно обеспечивающие
- 21. Классификации затрат времени в машиностроении Технологические процессы … Время обслуживания рабочего места (tобсл) охватывает время, затрачиваемое
- 22. Классификации затрат времени в машиностроении Технологические процессы … Время технического обслуживания (tтех) рабочего места затрачивается на
- 23. Классификации затрат времени в машиностроении Технологические процессы … Во времени перерывов, не зависящих от рабочего, необходимо
- 24. Технологические процессы …
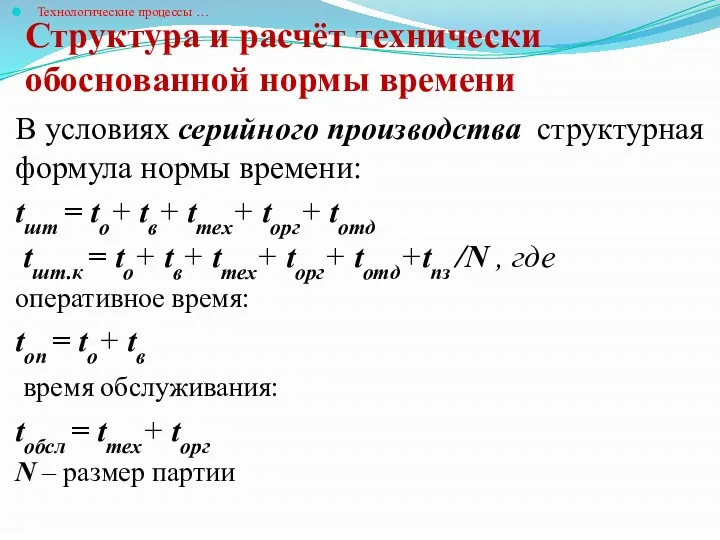
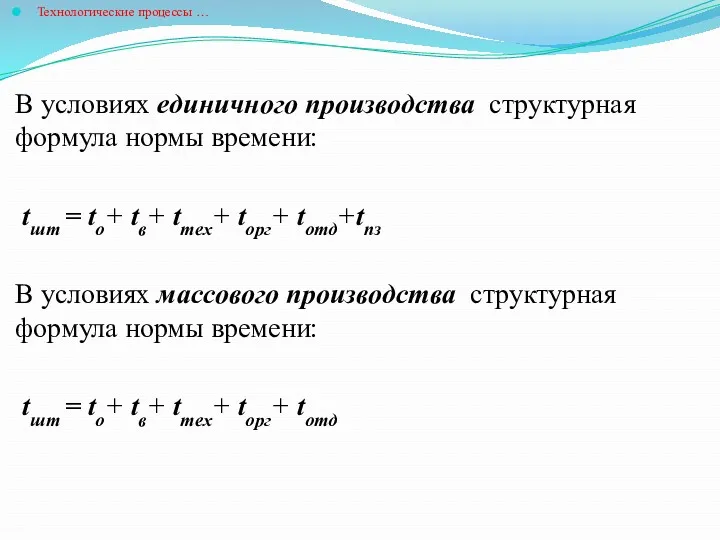
- 25. Структура и расчёт технически обоснованной нормы времени Технологические процессы … В условиях серийного производства структурная формула
- 26. Технологические процессы … В условиях единичного производства структурная формула нормы времени: tшт = tо+ tв+ tтех+
- 27. Технологические процессы … Вспомогательное время и подготовительно-заключительное рассчитывается в соответствии с установленными для данного предприятия нормативами.
- 28. Расчет основного времени Технологические процессы …
- 29. Технология машиностроения
- 31. Скачать презентацию
Технологические процессы …
Техническое нормирование - важнейший элемент организации производства, имеет
Технологические процессы …
Техническое нормирование - важнейший элемент организации производства, имеет
Технологические процессы …
Основной задачей технического нормирования труда является установление для конкретных
Технологические процессы …
Основной задачей технического нормирования труда является установление для конкретных
Технологические процессы …
- норм выработки, т.е. количества единиц продукции
Технологические процессы …
- норм выработки, т.е. количества единиц продукции
Технологические процессы …
- норм численности, т.е. регламентированной численности рабочих, ИТР
Технологические процессы …
- норм численности, т.е. регламентированной численности рабочих, ИТР
Технологические процессы …
Техническое нормирование является основой:
технико-экономического планирования;
оперативного планирования;
проектирования технологических процессов.
Технологические процессы …
Техническое нормирование является основой:
технико-экономического планирования;
оперативного планирования;
проектирования технологических процессов.
Нормы и классификация затрат рабочего времени
Технологические процессы …
В машиностроении нормы
Нормы и классификация затрат рабочего времени
Технологические процессы …
В машиностроении нормы
Технологические процессы …
Нормы времени и нормы выработки должны быть технически
Технологические процессы …
Нормы времени и нормы выработки должны быть технически
Методы установления норм времени
Технологические процессы …
Основными методами установления технически обоснованных норм
Методы установления норм времени
Технологические процессы …
Основными методами установления технически обоснованных норм
Технологические процессы …
А. Метод расчёта норм времени на основе изучения затрат
Технологические процессы …
А. Метод расчёта норм времени на основе изучения затрат
Технологические процессы …
Б. При определении норм времени по нормативам длительность нормируемой операции
Технологические процессы …
Б. При определении норм времени по нормативам длительность нормируемой операции
Технологические процессы …
В. Метод сравнения и расчёта по типовым нормам сводится к
Технологические процессы …
В. Метод сравнения и расчёта по типовым нормам сводится к
Технологические процессы …
В массовом и крупносерийном производстве при нормировании операции расчленяют на отдельные приёмы
Технологические процессы …
В массовом и крупносерийном производстве при нормировании операции расчленяют на отдельные приёмы
Технологические процессы …
В условиях серийного производства технически обоснованные нормы должны устанавливаться главным
Технологические процессы …
В условиях серийного производства технически обоснованные нормы должны устанавливаться главным
Классификации затрат времени в машиностроении
Технологические процессы …
Все затраты рабочего
Классификации затрат времени в машиностроении
Технологические процессы …
Все затраты рабочего
Технологические процессы …
Технологические процессы …
Классификации затрат времени в машиностроении
Технологические процессы …
Время перерывов подразделяется на:
время перерывов,
Классификации затрат времени в машиностроении
Технологические процессы …
Время перерывов подразделяется на:
время перерывов,
Классификации затрат времени в машиностроении
Технологические процессы …
Подготовительно-заключительное время (tпз) затрачивается
Классификации затрат времени в машиностроении
Технологические процессы …
Подготовительно-заключительное время (tпз) затрачивается
Классификации затрат времени в машиностроении
Технологические процессы …
Основное время (tо) представляет
Классификации затрат времени в машиностроении
Технологические процессы …
Основное время (tо) представляет
Классификации затрат времени в машиностроении
Технологические процессы …
Вспомогательное время (tв)
Классификации затрат времени в машиностроении
Технологические процессы …
Вспомогательное время (tв)
Классификации затрат времени в машиностроении
Технологические процессы …
Время обслуживания рабочего
Классификации затрат времени в машиностроении
Технологические процессы …
Время обслуживания рабочего
Классификации затрат времени в машиностроении
Технологические процессы …
Время технического обслуживания (tтех)
Классификации затрат времени в машиностроении
Технологические процессы …
Время технического обслуживания (tтех)
Классификации затрат времени в машиностроении
Технологические процессы …
Во времени перерывов,
Классификации затрат времени в машиностроении
Технологические процессы …
Во времени перерывов,
Технологические процессы …
Технологические процессы …
Структура и расчёт технически обоснованной нормы времени
Технологические процессы …
В условиях серийного производства
Структура и расчёт технически обоснованной нормы времени
Технологические процессы …
В условиях серийного производства
Технологические процессы …
В условиях единичного производства структурная формула нормы времени:
tшт
Технологические процессы …
В условиях единичного производства структурная формула нормы времени:
tшт
Технологические процессы …
Вспомогательное время и подготовительно-заключительное рассчитывается в соответствии
Технологические процессы …
Вспомогательное время и подготовительно-заключительное рассчитывается в соответствии

Расчет основного времени
Технологические процессы …
Расчет основного времени
Технологические процессы …
Технология машиностроения
Технология машиностроения
 Задачи стратегического менеджмента. (Лекция 2)
Задачи стратегического менеджмента. (Лекция 2) Организация работы службы приема и размещения
Организация работы службы приема и размещения Мейрамханада қызметкерлерді басқару
Мейрамханада қызметкерлерді басқару Принципы организации деятельности СМИ. (Тема 2)
Принципы организации деятельности СМИ. (Тема 2) Эффективные коммуникации по телефону для внутреннего пользования. eCall
Эффективные коммуникации по телефону для внутреннего пользования. eCall Примеры внедрения momentum operations. Схема использования на заводе Puffin
Примеры внедрения momentum operations. Схема использования на заводе Puffin Основные понятия логистики
Основные понятия логистики Pr-технологии в государственном и муниципальном управлении
Pr-технологии в государственном и муниципальном управлении Сущность, цели и задачи кадрового планирования
Сущность, цели и задачи кадрового планирования Реинжиниринг, как метод управления изменениями. (Лекция 4)
Реинжиниринг, как метод управления изменениями. (Лекция 4) Управління робочим часом працівників та створення сприятливих умов праці
Управління робочим часом працівників та створення сприятливих умов праці Стандартизация, сертификация
Стандартизация, сертификация Управление запасами
Управление запасами Лекция 1. Основы организационного поведения
Лекция 1. Основы организационного поведения The Secrets of Great Customer Service
The Secrets of Great Customer Service Создание и продвижение музыкального проекта
Создание и продвижение музыкального проекта Роль кадровой службы в обучении и развитии персонала
Роль кадровой службы в обучении и развитии персонала Бизнес-план периодического издания
Бизнес-план периодического издания Инновационный менеджмент. Инновации и инновационная деятельность
Инновационный менеджмент. Инновации и инновационная деятельность Управление знаниями в организациях. Основные принципы
Управление знаниями в организациях. Основные принципы Проектная деятельность и социальное проектирование
Проектная деятельность и социальное проектирование Управление персоналом: место и роль в системе управления предприятием и организациями
Управление персоналом: место и роль в системе управления предприятием и организациями Руководство и лидерство
Руководство и лидерство Типы гостиничных предприятий в зависимости от назначения
Типы гостиничных предприятий в зависимости от назначения Факторы эффективности менеджмента. Управленческую деятельность эффективна
Факторы эффективности менеджмента. Управленческую деятельность эффективна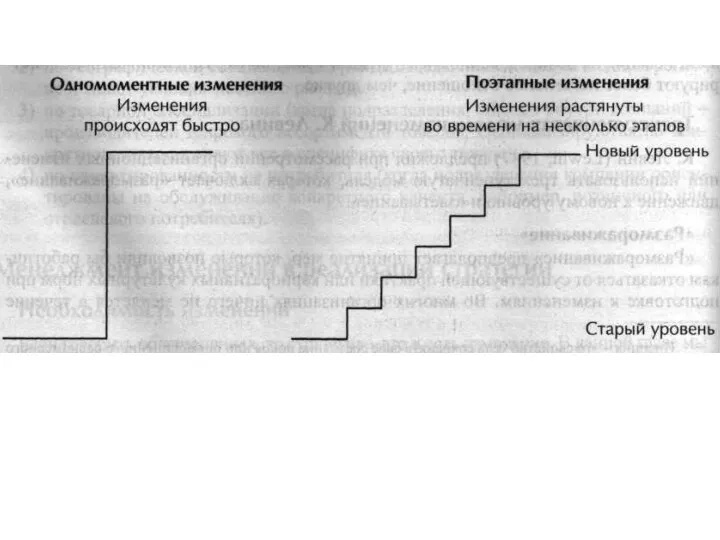 Изменения в организации и расходование ресурсов
Изменения в организации и расходование ресурсов Социально-психологический климат в коллективе
Социально-психологический климат в коллективе SWOT-анализ (strengths, weaknesses, opportunities, threats)
SWOT-анализ (strengths, weaknesses, opportunities, threats)