- Проектирование системы ремонтного обслуживания производства (тема № 7)

Содержание
- 2. II. Расчет учебного времени
- 3. Наиболее важным эксплуатационным показателем является надежность. Остальные эксплуатационные показатели работы оборудования (производительность, класс точности, степень механизации
- 4. Надежность : — свойство изделия выполнять заданные функции, — сохраняя эксплуатационные показатели в заданных назначением пределах
- 5. Виды технических состояний исправное – неисправное работоспособное – неработоспособное правильное функционирование – неправильное функционирование предельное. Виды
- 6. В процессе работы отдельные части машин и оборудования подвергаются износу. Восстановление их работоспособности и эксплуатационных свойств
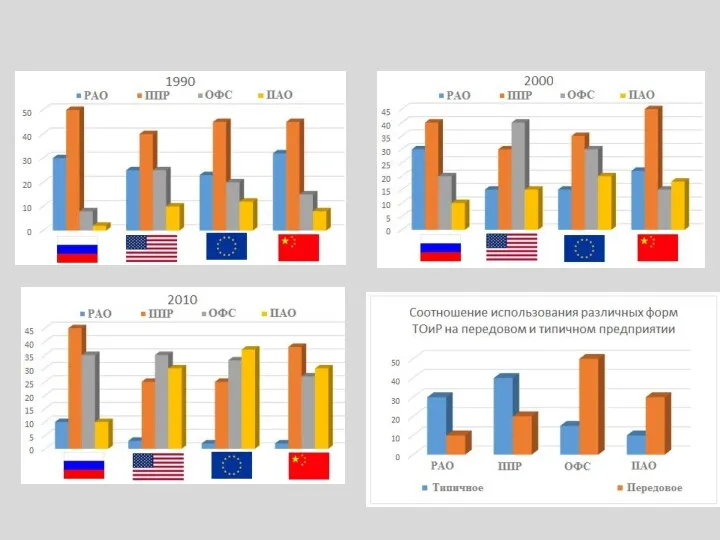
- 7. Для повышения эффективности и рентабельности предприятия необходима перестройка производственных процессов, в первую очередь процессов, связанных с
- 8. В различных отраслях промышленности эксплуатационные затраты составляют 6 - 18% стоимости конечной продукции! Доля эксплуатационных затрат
- 9. В полном соответствии с законом о переходе количества в качество постепенные изменения в отдельных составляющих механизма
- 10. Техническая эксплуатация – комплекс мероприятий, который осуществляет обслуживающий персонал по обеспечению нормального функционирования оборудования при сохранении
- 11. Одним из распространенных принципов ремонта простых машин и приборов (например, машин бытового применения) является ремонт после
- 12. Для сложных машин такой принцип нерационален, так как в момент отказа возможно дополнительное повреждение ее деталей.
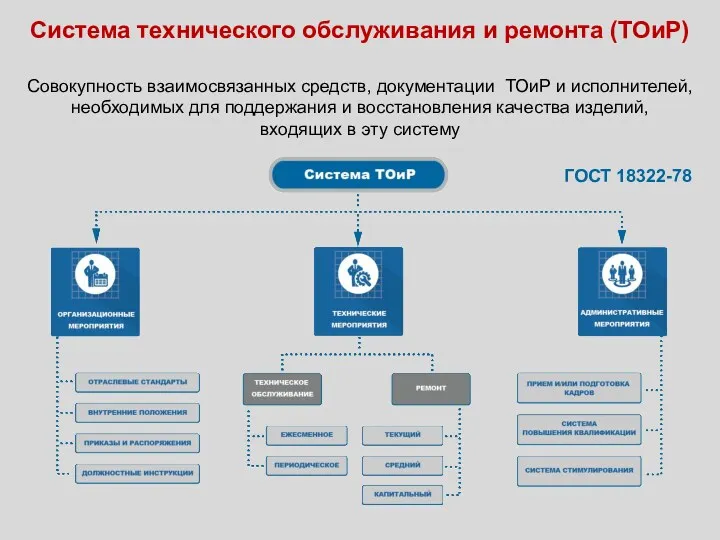
- 13. Система технического обслуживания и ремонта (ТОиР) Совокупность взаимосвязанных средств, документации ТОиР и исполнителей, необходимых для поддержания
- 14. Задачи и структура ремонтного и технического обслуживания Система ремонтного и технического обслуживания механосборочного производства предусматривается для
- 15. Основными задачами являются: надзор и уход за действующим оборудованием с целью предупреждения поломок, своевременный (плановый предупредительный)
- 16. Основные направления в организации ремонта: изготовление деталей для ремонта заранее, введение системы планового предупредительного ремонта (ППР)
- 17. На машиностроительных предприятиях используются три основные формы организации выполнения ремонтных работ: - централизованная; - децентрализованная; -
- 18. 2. На крупных заводах массового производства применяют децентрализованную форму организации ремонтных работ ремонтники и материально-технические средства
- 19. Децентрализованная форма управления ТОиР Недостатки – весь объем ремонтных работ выполняется цеховыми ремонтными базами;
- 20. 3. Смешанную форму организации ремонтных работ применяют на заводах с числом станков от 600 до 800.
- 21. Неплановая После отказа Плановая Регламентированное По календарным периодам По календарным периодам с корректировкой объема работ По
- 22. Реактивное (реагирующее) обслуживание Дешевое вспомогательное оборудование при наличии его резервирования Эксплуатация оборудования до выхода его из
- 23. Обслуживание по регламенту (ППР) Некачественный ремонт повышает риск внепланового останова оборудования До 50% работ проводится без
- 24. УПУЩЕНИЯ: сразу после ТО всегда вероятность отказа резко поднимается!
- 25. Система планово-предупредительного ремонта (ППР) Сущность системы планово-предупредительного ремонта (ППР) – после наработки определенного количества часов производятся
- 26. Любая система ремонта, при которой реализуется принцип ремонта после выработки фиксированного ресурса, называется планово-предупредительной. Плановой она
- 28. Виды ремонтов - техническое обслуживание; - текущий ремонт; - средний ремонт; капитальный ремонт. Характеристики видов ремонта
- 29. Техническое обслуживание (ТО)- это комплекс операций по поддержанию исправности или работоспособности оборудования при его использовании по
- 30. Текущий (малый) ремонт – минимальный по объему вид ремонта, при котором обеспечивается нормальная эксплуатация изделия до
- 31. Средний ремонт заключается в восстановлении эксплуатационных характеристик изделия ремонтом или заменой только изношенных или поврежденных составных
- 32. Капитальный ремонт (КР) – выполняется полный комплекс работ, обеспечивающих восстановление технико-экономических и эксплуатационных параметров оборудования: точности,
- 33. Планирование ремонтов 1. Ремонт по потребности. Практически полное отсутствие ТО оборудования, которое ограничивалось только смазкой, а
- 35. Переходы видов технического состояния в зависимости от дефектов и видов ТОиР
- 36. Если сокращать время между очередными работами по уходу за машиной, то есть плановый период профилактики Тпл,
- 37. Это значит, что существует наиболее выгодный (с точки зрения суммарных затрат на эксплуатацию машины) плановый период
- 38. Ремонтный цикл – это период работы оборудования от начала эксплуатации до капитального ремонта или между двумя
- 39. Основной характеристикой системы ППР является структура ремонтного цикла, которая определяет перечень и последовательность выполнения ремонтных работ.
- 40. Структура ремонтного цикла включает перечень и последовательность циклически повторяющихся плановых ремонтов, выполняемые на протяжении ремонтного цикла.
- 41. Каждая группа оборудования имеет свою структуру ремонтного цикла. Структура ремонтного цикла для токарных, фрезерных и других
- 42. где К — это капитальный ремонт (или ввод оборудования в эксплуатацию); С — средний ремонт; М
- 43. Межремонтный период определяется по формуле: Тмр = ------------- где: Тмр – межремонтный период; Трц - ремонтный
- 44. Периодичность технического обслуживания определяется по формуле: То = ---------------------- где: nо – число технических обслуживаний Трц
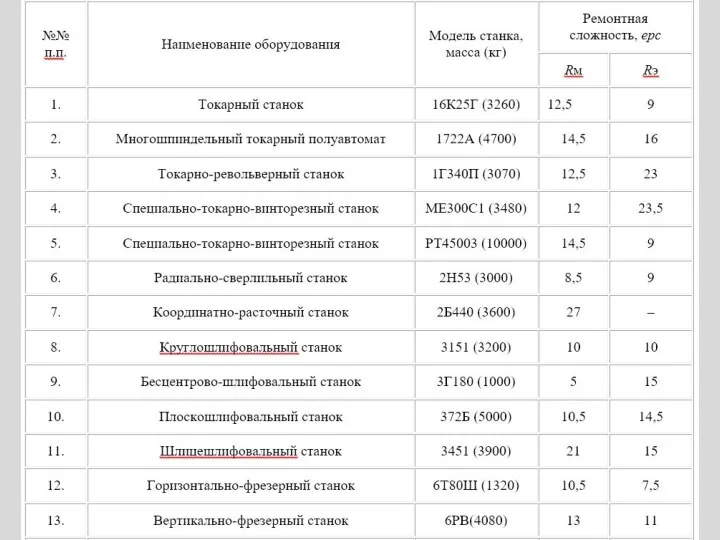
- 45. Категория ремонтной сложности – отношение трудоемкости капитального ремонта рассматриваемого вида оборудования Ткр к нормативной трудоемкости ремонта
- 46. Трудоемкость ремонта имеет единую структуру за базу которой принята условная единица – единица сложности ремонта обозначается
- 48. Для единицы ремонтной сложности рассчитаны нормативы в часах для ремонтов по видам работ: 1 единица =
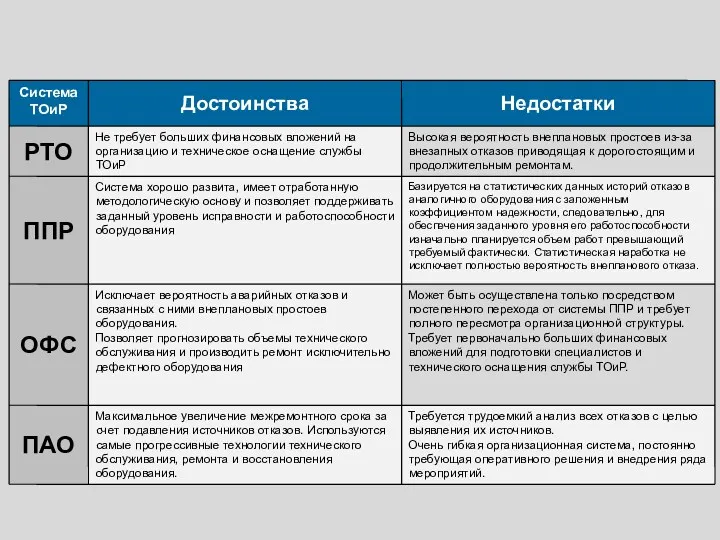
- 49. Планово-предупредительный ремонт (ППР) ставит своей целью полное исключение неплановых простоев оборудования в ремонте.
- 50. НЕДОСТАТКИ системы ППР Базовый принцип «Остаточный ресурс механизма определяется только временем его эксплуатации» Технология «Строгая привязка
- 51. Причины по которым система ППР существует: Наследственность «Отработанный механизм» Получило развитие в период плановой экономии. Наиболее
- 52. При такой планово-предупредительной системе ремонта межремонтный ресурс определялся по ресурсу наиболее слабых узлов, что приводило к
- 53. ЗАКЛЮЧИТЕЛЬНАЯ ЧАСТЬ Система обслуживания по фактическому состоянию (ОФС)
- 54. Обслуживание по фактическому состоянию Контроль технического состояния оборудования следует проводить разными методами НК в зависимости от
- 55. Переход осуществляется в три этапа
- 56. Наиболее рационально эксплуатацию каждого экземпляра машины, доводить до предельно допустимого состояния. Под этим (предельно допустимым) состоянием
- 57. Система ремонта по фактическому техническому состоянию предполагает подробное планирование только необходимого объема ТО, а ремонтные работы
- 58. Реализация принципа ремонта по предельно допустимому техническому состоянию возможна только тогда, когда разработаны надежные методы определения
- 59. Преимущества ОФС
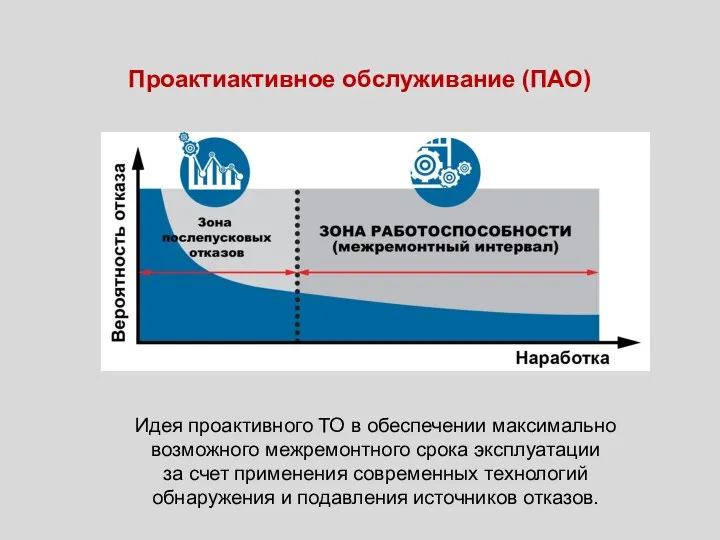
- 60. Проактиактивное обслуживание (ПАО) Идея проактивного ТО в обеспечении максимально возможного межремонтного срока эксплуатации за счет применения
- 61. Увеличение межремонтного интервала и срока эксплуатации за счет проведения монтажных, наладочных и ремонтных работ в точном
- 63. Настройка системы ТОиР Механизмы учета и выявления причин отказов оборудования Механизмы контроля за соблюдением правил эксплуатации
- 64. Возможность использования системы капитальных ремонтов по фактическому техническому состоянию должна быть заложена в процессе конструирования и
- 65. Увеличение межремонтного интервала и срока эксплуатации за счет проведения монтажных, наладочных и ремонтных работ в точном
- 68. Критерий оптимальности Достижение конечной цели технического обслуживания и ремонта – исправное состояние техники – должно сопровождаться
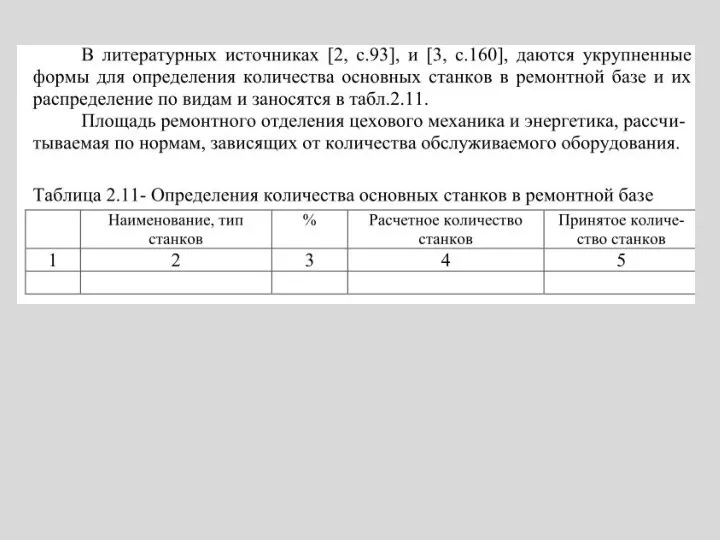
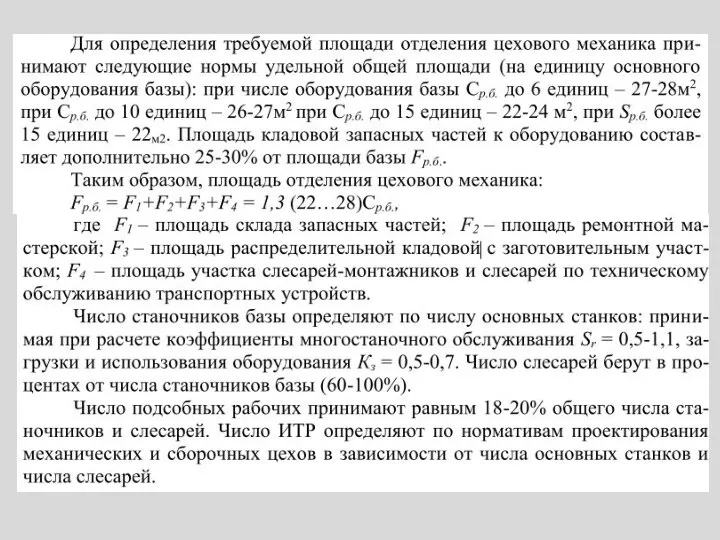
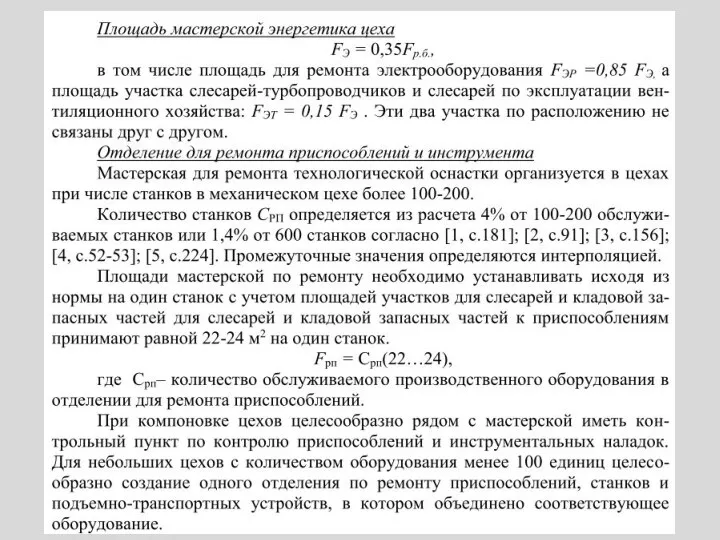
- 69. Расчет системы технического обслуживания и ремонта
- 73. Контрольные вопросы Дайте определение технической эксплуатации. Что такое планово-предупредительный ремонт? Что такое ремонтный цикл? Что такое
- 74. Возможные неисправности При длительной эксплуатации токарного оборудования детали его механизмов теряют свои первоначальные качества, что приводит
- 75. Возможные неисправности основных элементов токарного станка: Корпусные детали. Трещины, сколы, износы отверстий, повреждение резьб, отклонение от
- 76. Виды ремонта Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик промышленного оборудования и бывают двух видов:
- 77. Средний ремонт В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а
- 78. Ежедневный уход Самый надёжный уход за токарным станком – это не допустить его повреждения. Подготовка к
- 79. Как происходит смазка станка в автоматическом режиме Смазка токарно-винторезного станка, вернее движущихся его частей, должна происходить
- 80. Как снять фильтр Сетчатый фильтр состоит из нескольких элементов. Чтобы достать его из резервуара, который служит
- 81. Смазки и выбор масла в зависимости от узла
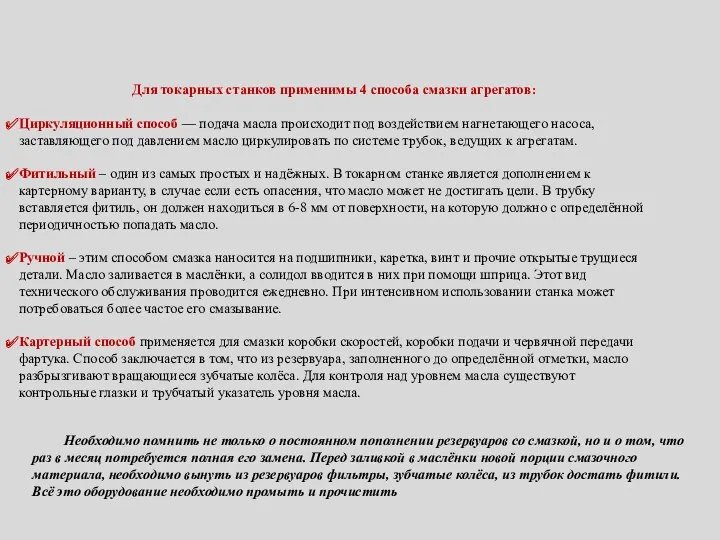
- 83. Для токарных станков применимы 4 способа смазки агрегатов: Циркуляционный способ — подача масла происходит под воздействием
- 84. В соответствии с графиком ППР, составленным на основании режима эксплуатации агрегата, производятся: Технический уход – чистка,
- 86. Скачать презентацию
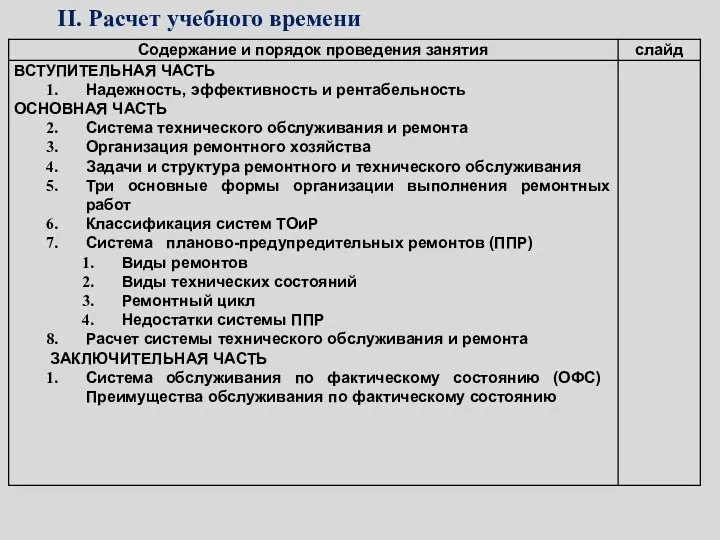
II. Расчет учебного времени
II. Расчет учебного времени
Наиболее важным эксплуатационным показателем является надежность.
Остальные эксплуатационные показатели работы оборудования
Наиболее важным эксплуатационным показателем является надежность.
Остальные эксплуатационные показатели работы оборудования
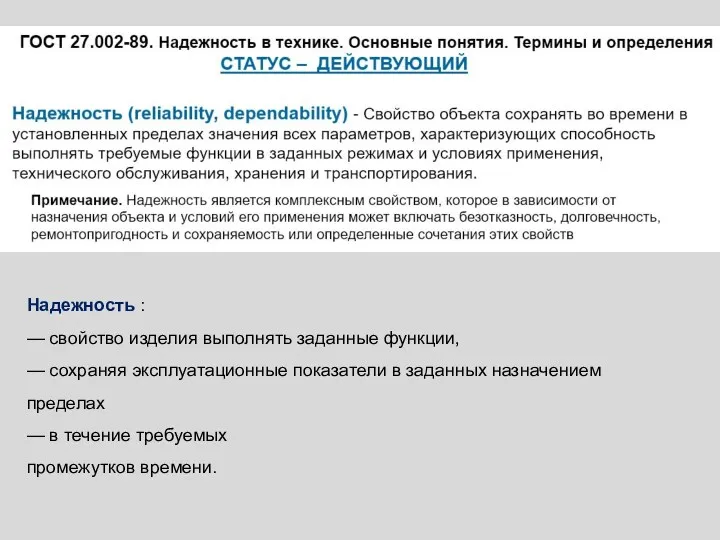
Надежность :
— свойство изделия выполнять заданные функции,
— сохраняя эксплуатационные показатели
— свойство изделия выполнять заданные функции,
— сохраняя эксплуатационные показатели
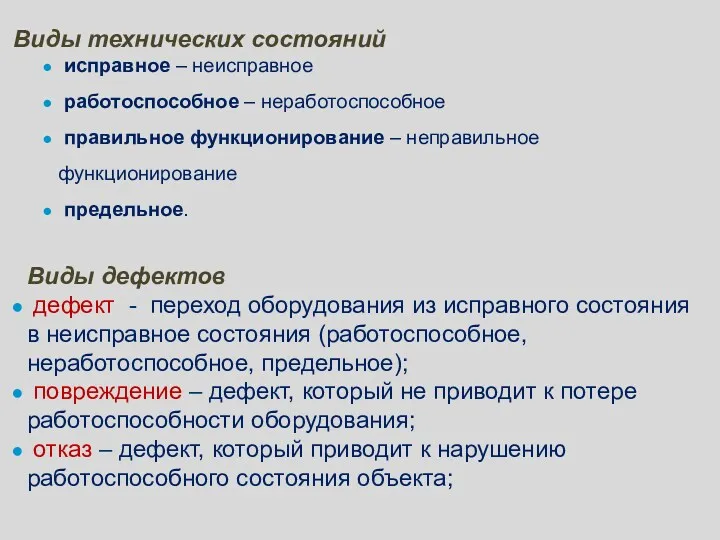
Виды технических состояний
исправное – неисправное
работоспособное – неработоспособное
Виды технических состояний
исправное – неисправное
работоспособное – неработоспособное
В процессе работы отдельные части машин и оборудования подвергаются износу.
Восстановление
В процессе работы отдельные части машин и оборудования подвергаются износу.
Восстановление
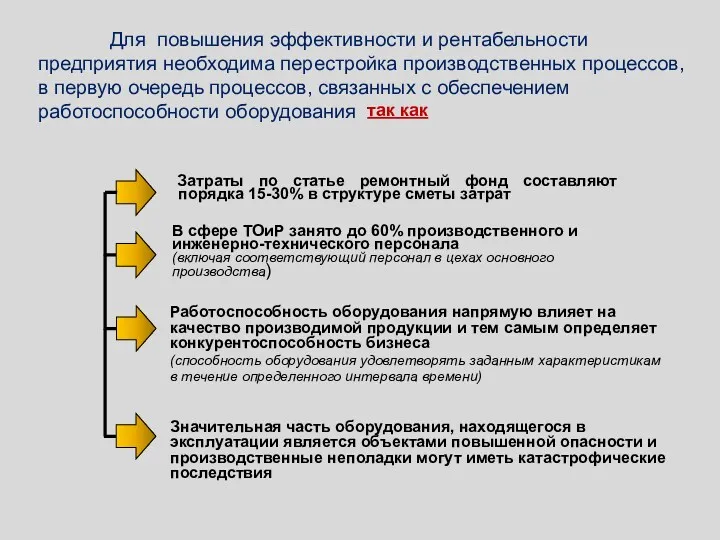
Для повышения эффективности и рентабельности предприятия необходима перестройка производственных процессов, в
Для повышения эффективности и рентабельности предприятия необходима перестройка производственных процессов, в

В различных отраслях промышленности эксплуатационные затраты составляют 6 - 18% стоимости
В различных отраслях промышленности эксплуатационные затраты составляют 6 - 18% стоимости
В полном соответствии с законом о переходе количества в качество постепенные
В полном соответствии с законом о переходе количества в качество постепенные
Техническая эксплуатация – комплекс мероприятий, который осуществляет обслуживающий персонал по обеспечению
Техническая эксплуатация – комплекс мероприятий, который осуществляет обслуживающий персонал по обеспечению

Одним из распространенных принципов ремонта простых машин и приборов (например, машин
Одним из распространенных принципов ремонта простых машин и приборов (например, машин

Для сложных машин такой принцип нерационален, так как в момент отказа
Для сложных машин такой принцип нерационален, так как в момент отказа
Система технического обслуживания и ремонта (ТОиР)
Совокупность взаимосвязанных средств, документации ТОиР и
Система технического обслуживания и ремонта (ТОиР)
Совокупность взаимосвязанных средств, документации ТОиР и
Задачи и структура ремонтного и технического обслуживания
Система ремонтного и технического обслуживания
Задачи и структура ремонтного и технического обслуживания
Система ремонтного и технического обслуживания
Основными задачами являются:
надзор и уход за действующим оборудованием с целью
надзор и уход за действующим оборудованием с целью
Основные направления в организации ремонта:
изготовление деталей для ремонта заранее,
введение
Основные направления в организации ремонта:
изготовление деталей для ремонта заранее,
введение
На машиностроительных предприятиях используются три основные формы организации выполнения ремонтных работ:
-
На машиностроительных предприятиях используются три основные формы организации выполнения ремонтных работ:
-
2. На крупных заводах массового производства применяют децентрализованную форму организации ремонтных
2. На крупных заводах массового производства применяют децентрализованную форму организации ремонтных
Децентрализованная форма управления ТОиР
Недостатки –
весь объем ремонтных работ выполняется
Децентрализованная форма управления ТОиР
Недостатки –
весь объем ремонтных работ выполняется
3. Смешанную форму организации ремонтных работ применяют на заводах с числом
3. Смешанную форму организации ремонтных работ применяют на заводах с числом

Неплановая
После отказа
Плановая
Регламентированное
По календарным периодам
По календарным периодам с корректировкой объема
После отказа
Плановая
Регламентированное
По календарным периодам
По календарным периодам с корректировкой объема

Реактивное (реагирующее) обслуживание
Дешевое вспомогательное оборудование при наличии его резервирования
Эксплуатация оборудования до
Реактивное (реагирующее) обслуживание
Дешевое вспомогательное оборудование при наличии его резервирования
Эксплуатация оборудования до
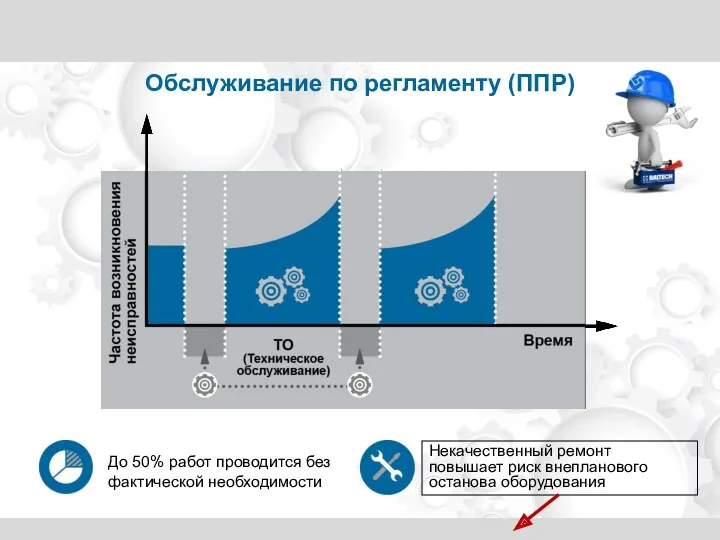
Обслуживание по регламенту (ППР)
Некачественный ремонт повышает риск внепланового останова оборудования
До 50%
Обслуживание по регламенту (ППР)
Некачественный ремонт повышает риск внепланового останова оборудования
До 50%

УПУЩЕНИЯ:
сразу после ТО всегда вероятность отказа
резко поднимается!
УПУЩЕНИЯ:
сразу после ТО всегда вероятность отказа
резко поднимается!
Система планово-предупредительного ремонта (ППР)
Сущность системы планово-предупредительного ремонта (ППР) –
Система планово-предупредительного ремонта (ППР)
Сущность системы планово-предупредительного ремонта (ППР) –
Любая система ремонта, при которой реализуется принцип ремонта после выработки фиксированного
Любая система ремонта, при которой реализуется принцип ремонта после выработки фиксированного

Виды ремонтов
- техническое обслуживание;
- текущий ремонт;
- средний ремонт;
капитальный ремонт.
Характеристики видов ремонта
Виды ремонтов
- техническое обслуживание;
- текущий ремонт;
- средний ремонт;
капитальный ремонт.
Характеристики видов ремонта
Техническое обслуживание (ТО)- это комплекс операций по поддержанию исправности или работоспособности
Техническое обслуживание (ТО)- это комплекс операций по поддержанию исправности или работоспособности
Текущий (малый) ремонт – минимальный по объему вид ремонта, при котором
Текущий (малый) ремонт – минимальный по объему вид ремонта, при котором
Средний ремонт заключается в восстановлении эксплуатационных характеристик изделия ремонтом или заменой
Средний ремонт заключается в восстановлении эксплуатационных характеристик изделия ремонтом или заменой
Капитальный ремонт (КР) – выполняется полный комплекс работ, обеспечивающих восстановление технико-экономических
Планирование ремонтов
1. Ремонт по потребности.
Практически полное отсутствие ТО оборудования, которое ограничивалось
Планирование ремонтов
1. Ремонт по потребности.
Практически полное отсутствие ТО оборудования, которое ограничивалось

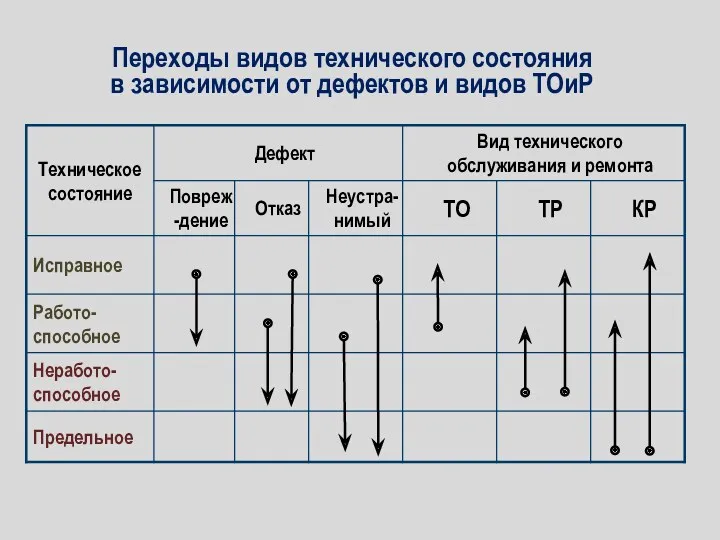
Переходы видов технического состояния
в зависимости от дефектов и видов ТОиР
Переходы видов технического состояния в зависимости от дефектов и видов ТОиР
Если сокращать время между очередными работами по уходу за машиной, то
Если сокращать время между очередными работами по уходу за машиной, то
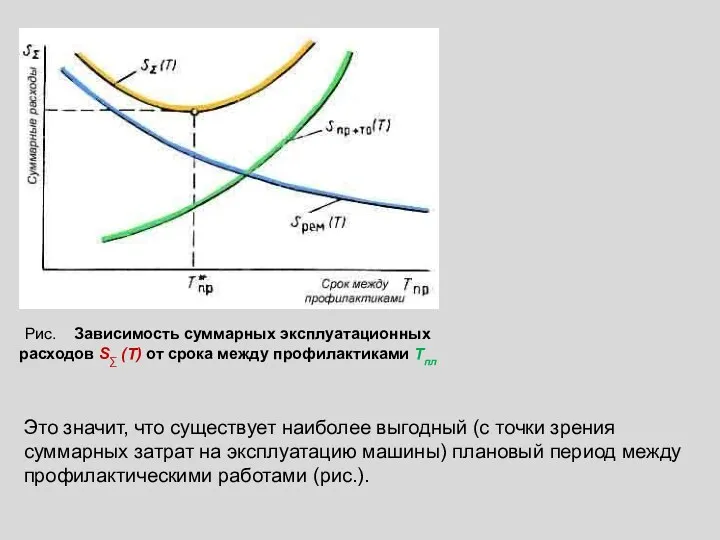
Это значит, что существует наиболее выгодный (с точки зрения суммарных затрат
Это значит, что существует наиболее выгодный (с точки зрения суммарных затрат
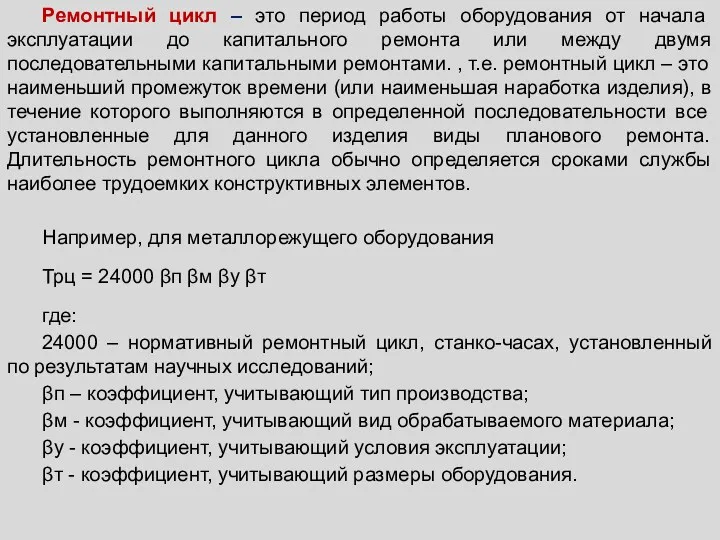
Ремонтный цикл – это период работы оборудования от начала эксплуатации до
Ремонтный цикл – это период работы оборудования от начала эксплуатации до
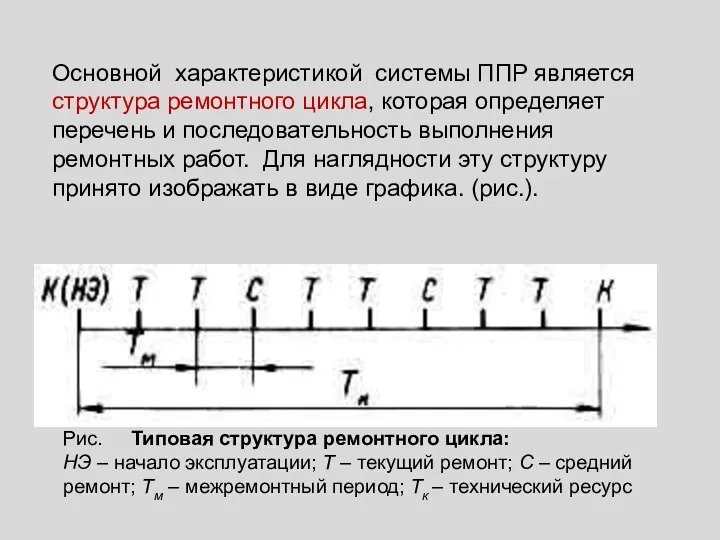
Основной характеристикой системы ППР является структура ремонтного цикла, которая определяет перечень
Основной характеристикой системы ППР является структура ремонтного цикла, которая определяет перечень
Структура ремонтного цикла включает перечень и последовательность циклически повторяющихся плановых ремонтов,
Структура ремонтного цикла включает перечень и последовательность циклически повторяющихся плановых ремонтов,
Каждая группа оборудования имеет свою структуру ремонтного цикла.
Структура ремонтного цикла
Каждая группа оборудования имеет свою структуру ремонтного цикла.
Структура ремонтного цикла
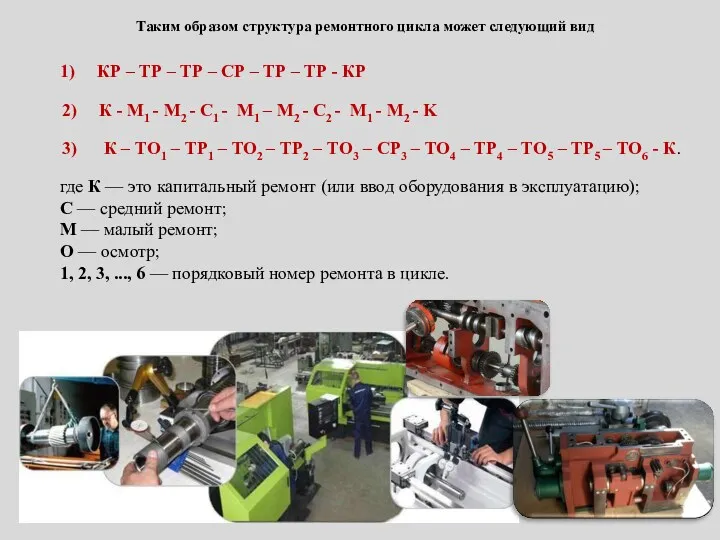
где К — это капитальный ремонт (или ввод оборудования в эксплуатацию);
С
где К — это капитальный ремонт (или ввод оборудования в эксплуатацию);
С
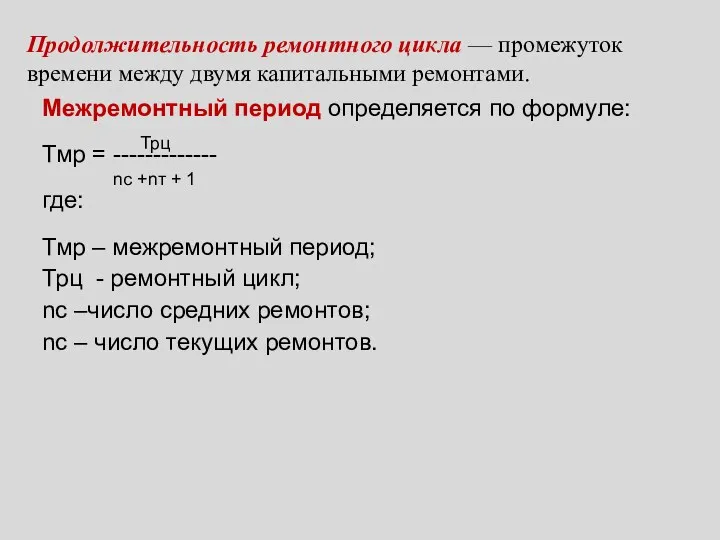
Межремонтный период определяется по формуле:
Тмр = -------------
где:
Тмр – межремонтный период;
Трц -
Межремонтный период определяется по формуле:
Тмр = -------------
где:
Тмр – межремонтный период;
Трц -
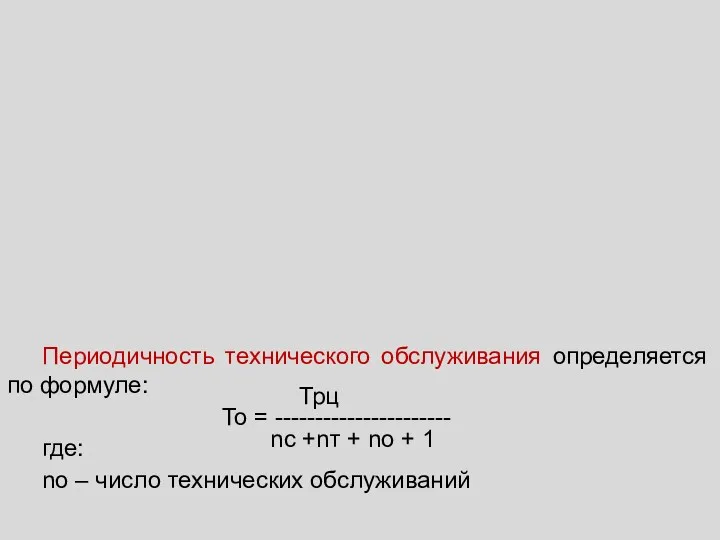
Периодичность технического обслуживания определяется по формуле:
То = ----------------------
где:
nо –
Периодичность технического обслуживания определяется по формуле:
То = ----------------------
где:
nо –
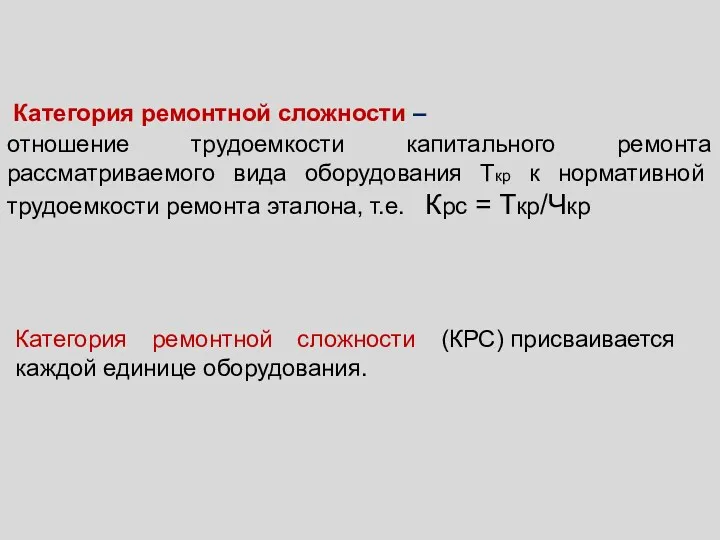
Категория ремонтной сложности –
отношение трудоемкости капитального ремонта рассматриваемого вида
Категория ремонтной сложности –
отношение трудоемкости капитального ремонта рассматриваемого вида
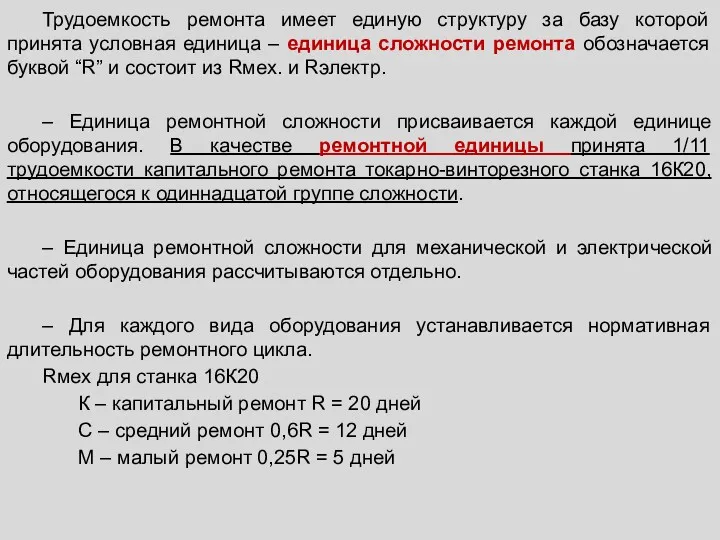
Трудоемкость ремонта имеет единую структуру за базу которой принята условная единица
Трудоемкость ремонта имеет единую структуру за базу которой принята условная единица
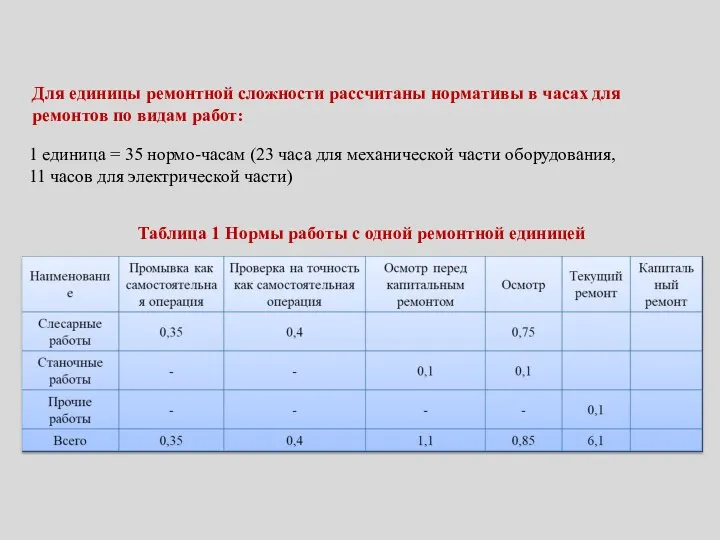
Для единицы ремонтной сложности рассчитаны нормативы в часах для ремонтов по
Для единицы ремонтной сложности рассчитаны нормативы в часах для ремонтов по
Планово-предупредительный ремонт (ППР) ставит своей целью полное исключение неплановых простоев оборудования
Планово-предупредительный ремонт (ППР) ставит своей целью полное исключение неплановых простоев оборудования

НЕДОСТАТКИ системы ППР
Базовый
принцип
«Остаточный ресурс
механизма определяется
только временем
его эксплуатации»
Технология
«Строгая
НЕДОСТАТКИ системы ППР
Базовый
принцип
«Остаточный ресурс
механизма определяется
только временем
его эксплуатации»
Технология
«Строгая
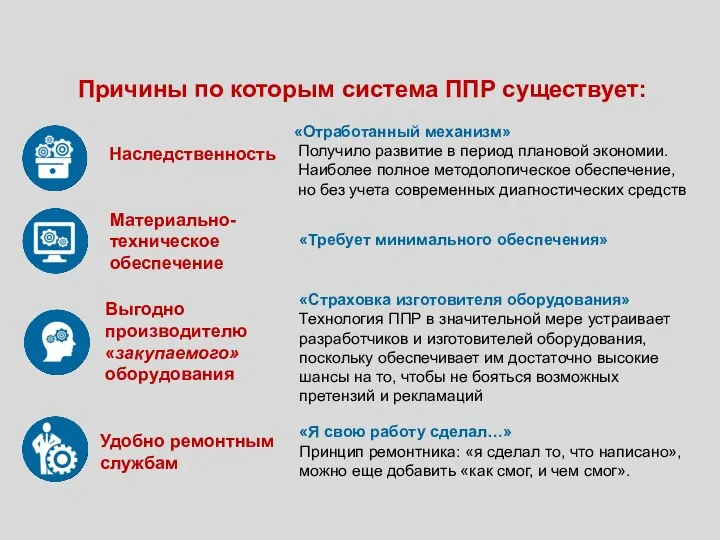
Причины по которым система ППР существует:
Наследственность
«Отработанный механизм»
Получило развитие в период
Причины по которым система ППР существует:
Наследственность
«Отработанный механизм»
Получило развитие в период
При такой планово-предупредительной системе ремонта межремонтный ресурс определялся по ресурсу наиболее
При такой планово-предупредительной системе ремонта межремонтный ресурс определялся по ресурсу наиболее
ЗАКЛЮЧИТЕЛЬНАЯ ЧАСТЬ
Система обслуживания по фактическому состоянию (ОФС)
ЗАКЛЮЧИТЕЛЬНАЯ ЧАСТЬ
Система обслуживания по фактическому состоянию (ОФС)

Обслуживание по фактическому состоянию
Контроль технического состояния оборудования следует проводить разными методами
Обслуживание по фактическому состоянию
Контроль технического состояния оборудования следует проводить разными методами

Переход осуществляется в три этапа
Переход осуществляется в три этапа
Наиболее рационально эксплуатацию каждого экземпляра машины, доводить до предельно допустимого состояния.
Наиболее рационально эксплуатацию каждого экземпляра машины, доводить до предельно допустимого состояния.
Система ремонта по фактическому техническому состоянию предполагает
подробное планирование только необходимого объема
Система ремонта по фактическому техническому состоянию предполагает
подробное планирование только необходимого объема
Реализация принципа ремонта по предельно допустимому техническому состоянию возможна только тогда,
Реализация принципа ремонта по предельно допустимому техническому состоянию возможна только тогда,
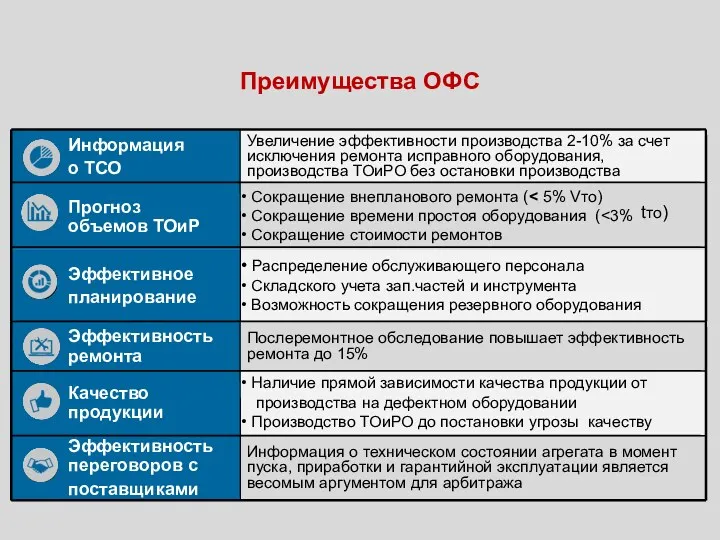
Преимущества ОФС
Преимущества ОФС
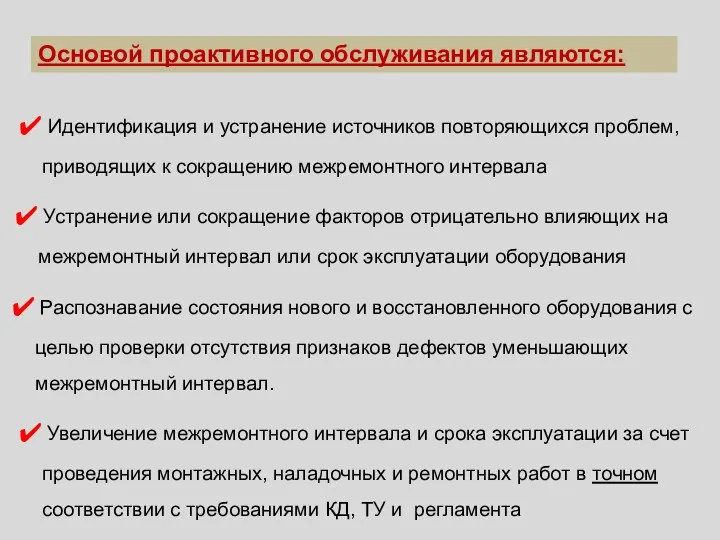
Проактиактивное обслуживание (ПАО)
Идея проактивного ТО в обеспечении максимально
возможного межремонтного срока
Проактиактивное обслуживание (ПАО)
Идея проактивного ТО в обеспечении максимально возможного межремонтного срока
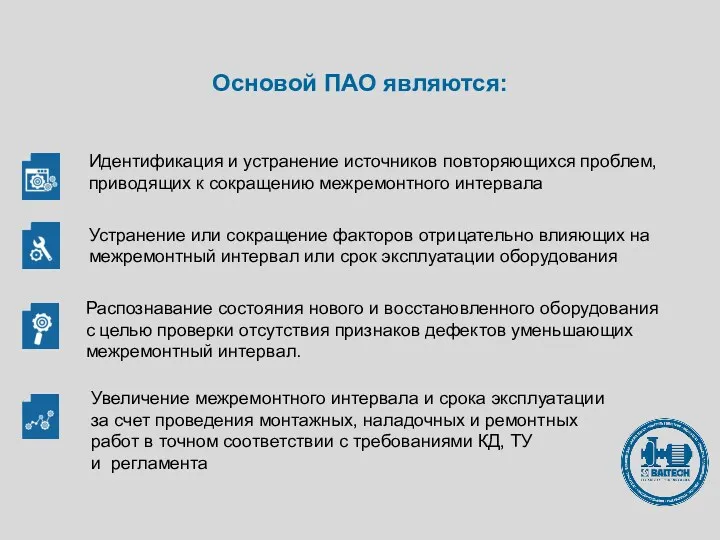
Увеличение межремонтного интервала и срока эксплуатации
за счет проведения монтажных, наладочных
Увеличение межремонтного интервала и срока эксплуатации за счет проведения монтажных, наладочных

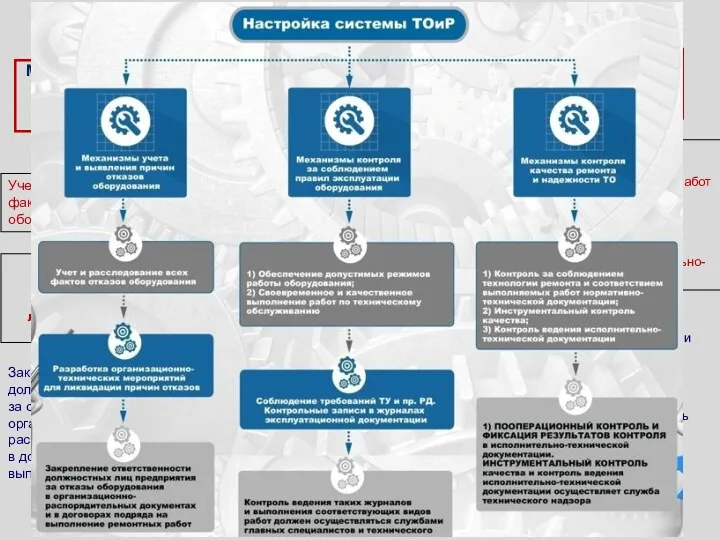
Настройка системы ТОиР
Механизмы учета и выявления причин отказов оборудования
Механизмы контроля
Настройка системы ТОиР
Механизмы учета и выявления причин отказов оборудования
Механизмы контроля
Возможность использования системы капитальных ремонтов по фактическому техническому состоянию должна быть
Возможность использования системы капитальных ремонтов по фактическому техническому состоянию должна быть
Увеличение межремонтного интервала и срока эксплуатации за счет проведения монтажных,
Увеличение межремонтного интервала и срока эксплуатации за счет проведения монтажных,
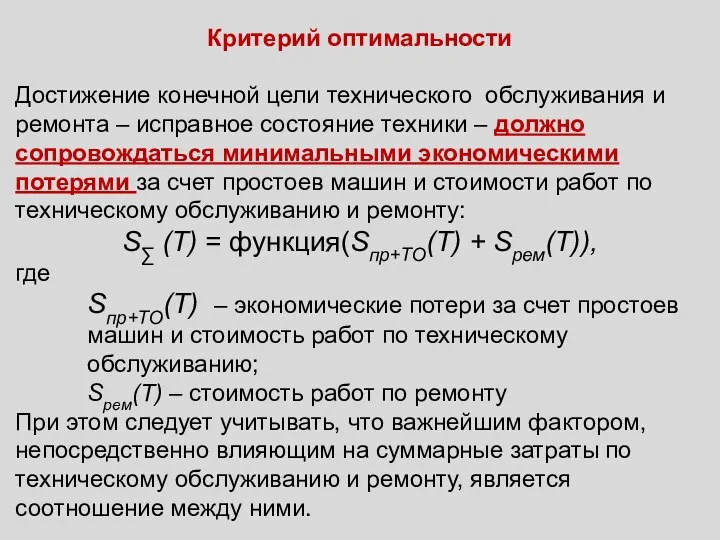
Критерий оптимальности
Достижение конечной цели технического обслуживания и ремонта – исправное состояние
Критерий оптимальности
Достижение конечной цели технического обслуживания и ремонта – исправное состояние
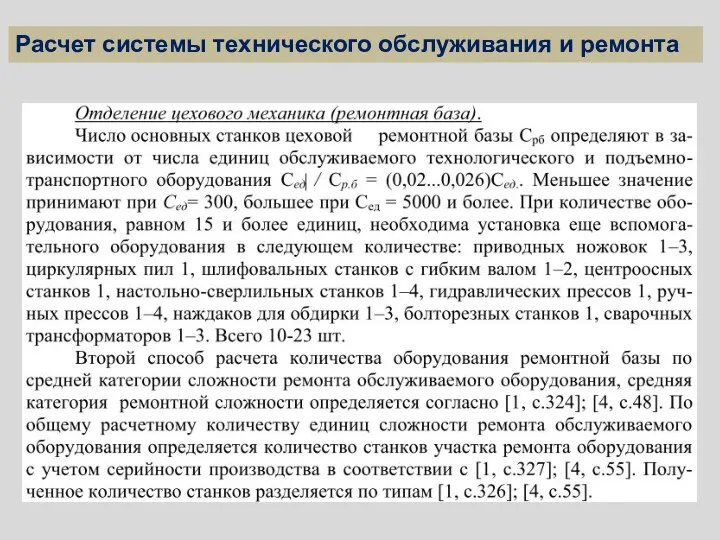
Расчет системы технического обслуживания и ремонта
Расчет системы технического обслуживания и ремонта
Контрольные вопросы
Дайте определение технической эксплуатации.
Что такое планово-предупредительный ремонт?
Что такое ремонтный цикл?
Что
Контрольные вопросы
Дайте определение технической эксплуатации.
Что такое планово-предупредительный ремонт?
Что такое ремонтный цикл?
Что
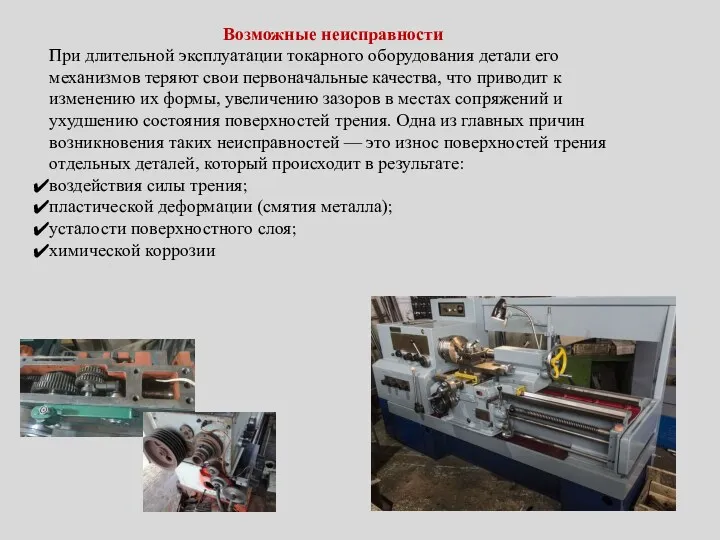
Возможные неисправности
При длительной эксплуатации токарного оборудования детали его механизмов теряют свои
Возможные неисправности
При длительной эксплуатации токарного оборудования детали его механизмов теряют свои

Возможные неисправности основных элементов токарного станка:
Корпусные детали. Трещины, сколы, износы отверстий,
Возможные неисправности основных элементов токарного станка:
Корпусные детали. Трещины, сколы, износы отверстий,
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик промышленного оборудования
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик промышленного оборудования
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку
Ежедневный уход
Самый надёжный уход за токарным станком – это не допустить
Ежедневный уход
Самый надёжный уход за токарным станком – это не допустить
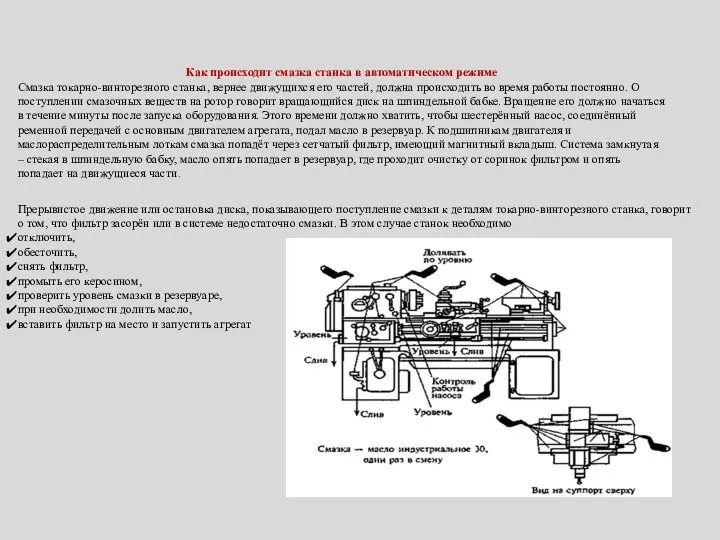
Как происходит смазка станка в автоматическом режиме
Смазка токарно-винторезного станка, вернее движущихся
Как происходит смазка станка в автоматическом режиме
Смазка токарно-винторезного станка, вернее движущихся
Как снять фильтр
Сетчатый фильтр состоит из нескольких элементов. Чтобы достать его
Как снять фильтр
Сетчатый фильтр состоит из нескольких элементов. Чтобы достать его
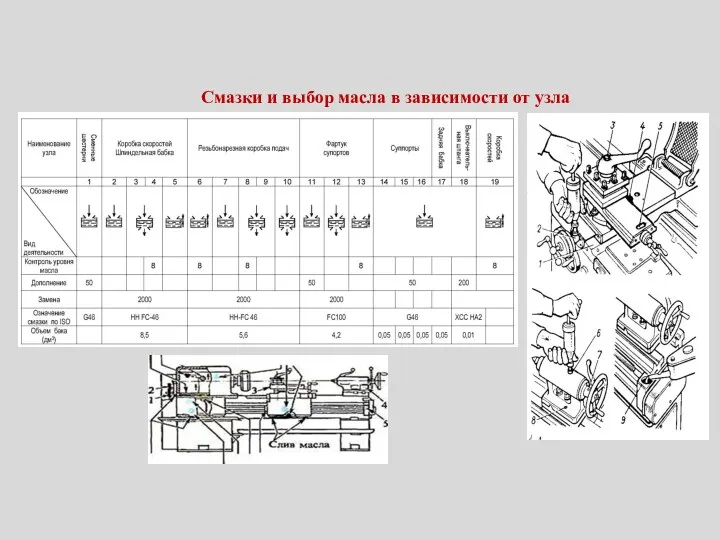
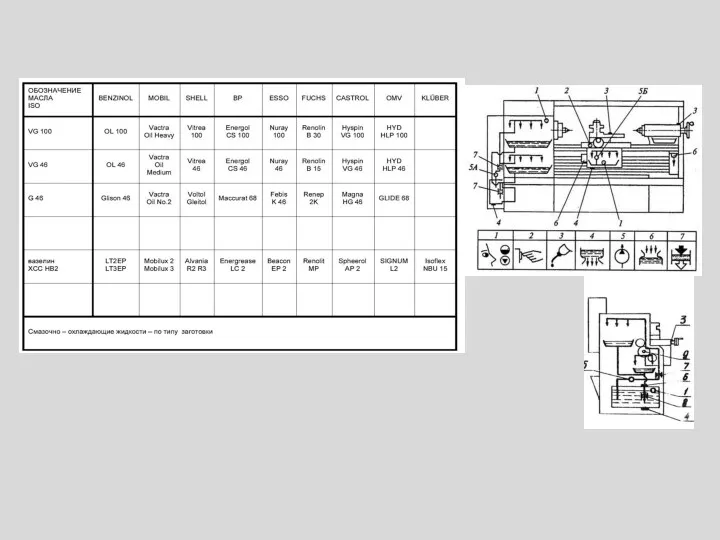
Смазки и выбор масла в зависимости от узла
Смазки и выбор масла в зависимости от узла
Для токарных станков применимы 4 способа смазки агрегатов:
Циркуляционный способ — подача
Для токарных станков применимы 4 способа смазки агрегатов:
Циркуляционный способ — подача
В соответствии с графиком ППР, составленным на основании режима эксплуатации агрегата,
В соответствии с графиком ППР, составленным на основании режима эксплуатации агрегата,
 Цикл Деминга
Цикл Деминга Лидерство, основанное на принципах. 7 навыков, которые определяют лидера. На базе подхода Стивена Р. Кови
Лидерство, основанное на принципах. 7 навыков, которые определяют лидера. На базе подхода Стивена Р. Кови Мотивация как функция менеджмента
Мотивация как функция менеджмента Евент-менеджмент
Евент-менеджмент Добування й обробка документів міжнародної інформації
Добування й обробка документів міжнародної інформації Syspro Integration
Syspro Integration презентация ОМ
презентация ОМ Организация и ее деловая среда
Организация и ее деловая среда Тренинг тренеров. Наставничество в продажах
Тренинг тренеров. Наставничество в продажах Організація роботи служби прийому і розміщення у готелях
Організація роботи служби прийому і розміщення у готелях Особенности делового общения в США
Особенности делового общения в США Комплекс транспортно-экспедиционного обслуживания
Комплекс транспортно-экспедиционного обслуживания Японская школа. Специфика японского менеджмента
Японская школа. Специфика японского менеджмента Создание организаций. (Тема 10)
Создание организаций. (Тема 10) Организационная структура таможенных органов
Организационная структура таможенных органов Описание архивных документов
Описание архивных документов Бизнес-план инвестиционного проекта (тема 3)
Бизнес-план инвестиционного проекта (тема 3) Логистическая стратегия. Влияние внутренней и внешней среды на логистическую стратегию фирмы
Логистическая стратегия. Влияние внутренней и внешней среды на логистическую стратегию фирмы SCRUM. Система управления проектами
SCRUM. Система управления проектами Модернизация кадровой политики в учреждениях культуры. Эффективный контракт
Модернизация кадровой политики в учреждениях культуры. Эффективный контракт Основи організації бізнесу
Основи організації бізнесу Коммуникации с персоналом
Коммуникации с персоналом Системный анализ в исследовании управления
Системный анализ в исследовании управления Эффективность управленческого решения. Методы оценки эффективности управленческого решения
Эффективность управленческого решения. Методы оценки эффективности управленческого решения Как создать команду мечты
Как создать команду мечты Тренинг GCS WMS
Тренинг GCS WMS Управление рисками, системный анализ и моделирование. Лекции 1-2-3-4
Управление рисками, системный анализ и моделирование. Лекции 1-2-3-4 Логистика на транспорте
Логистика на транспорте