- Статистическое управление процессами

Содержание
- 2. Состав системы ISO/TS 16949 ООО "Бизнес Консалтинг Групп" v.1.4/2014 ISO/TS 16949
- 3. ООО "Бизнес Консалтинг Групп" Что такое SPC? метод мониторинга производственного процесса с целью управления качеством продукции
- 4. Назначение SPC Определить, находится ли процесс в рамках технических требований. Поскольку в любом процессе присутствует собственная
- 5. Цели SPC ПРОАНАЛИЗИРОВАТЬ процесс: Добиться статистически управляемого состояния. Определить возможности. ПОДДЕРЖИВАТЬ статистически управляемое состояние (стабильность): Выявить
- 6. Терминология
- 7. Изменчивость процесса Любой производственный процесс, окончательно утвержденный для производства одинаковых деталей, подвержен изменчивости. Если изменчивость случайная,
- 8. Управляемость процесса При анализе изменчивости выделяют: Обычные причины (принадлежат системе); Особые причины. Вклад каждой обычной причины
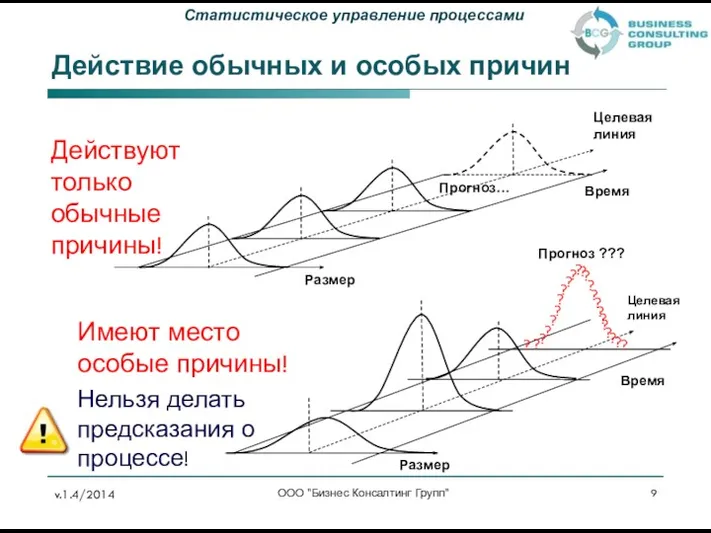
- 9. ООО "Бизнес Консалтинг Групп" Прогноз ??? Время Размер Целевая линия Действуют только обычные причины! Имеют место
- 10. Локальные действия и действия над системой Локальные (оперативные) действия: устраняют особые причины; выполняются рабочим персоналом; исправляют
- 11. Воспроизводимость и пригодность процесса Воспроизводимость процесса определяется изменчивостью, которая происходит от обычных причин, – это наилучшие
- 12. Управление и возможности процесса ООО "Бизнес Консалтинг Групп" Доведение процесса до статистически управляемого состояния (исключение особых
- 13. Центр и Разброс Два важнейших свойства (характеристики) любого множества данных – это: Центр (среднее) Разброс ООО
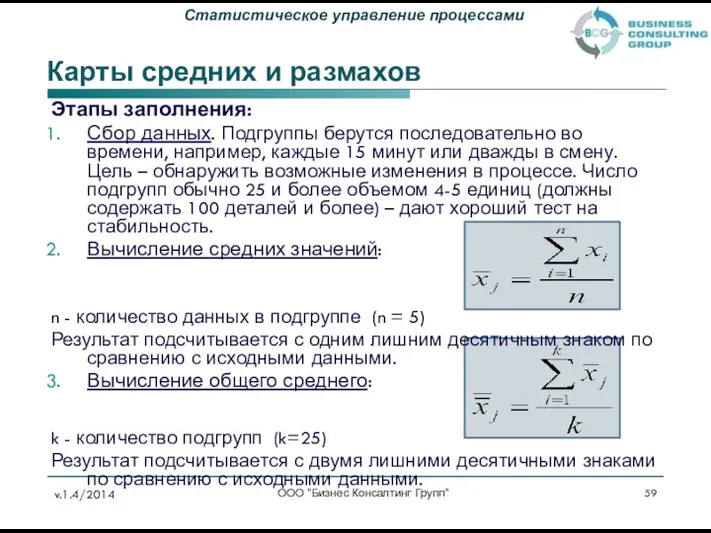
- 14. Среднее (Центр) Среднее арифметическое (усредненное) – это сумма данных, поделенная на количество частных значений. Средняя величина
- 15. Медиана (Центр) Это средняя точка множества данных, в том случае, если ряд чисел упорядочен по возрастанию:
- 16. Как измеряется разброс Размах – разброс от наибольшего до наименьшего значения. Стандартное отклонение – разброс относительно
- 17. Стандартное отклонение Для генеральной совокупности Для выборки - стандартное отклонение совокупности S – выборочное стандартное отклонение
- 18. Стандартные отклонения от среднего ООО "Бизнес Консалтинг Групп" v.1.4/2014
- 19. Обзор семи простых методов
- 20. Семь простых методов – семь инструментов качества: Контрольные листки; Гистограммы; Диаграмма Парето; Диаграмма Исикавы «Причина-следствие»; Диаграмма
- 21. 1. Контрольные листки ООО "Бизнес Консалтинг Групп" Контрольный листок служит средством сбора и упорядочения первичных данных.
- 22. Виды контрольных листков (КЛ) ООО "Бизнес Консалтинг Групп" Виды различных КЛ исчисляются сотнями, и, в принципе,
- 23. Оформление контрольных листков ООО "Бизнес Консалтинг Групп" Правила составления контрольных листков: Решить, какие данные будут собираться,
- 24. Контрольный листок видов дефектов ООО "Бизнес Консалтинг Групп" v.1.4/2014
- 25. Контрольный листок причин дефектов Используется для регистрации информации о дефектах, допущенных не только по вине рабочего
- 26. Контрольный листок причин дефектов ООО "Бизнес Консалтинг Групп" v.1.4/2014
- 27. КЛ по месту расположения дефектов ООО "Бизнес Консалтинг Групп" v.1.4/2014
- 28. КЛ распределения измеряемого параметра Контрольный листок для регистрации распределения измеряемого параметра в ходе производственного процесса –
- 29. КЛ распределения измеряемого параметра ООО "Бизнес Консалтинг Групп" v.1.4/2014
- 30. 2. Гистограммы Гистограмма дает визуальное представление о виде генеральной совокупности. При этом количество данных может быть:
- 31. Нормальное распределение Какой рисунок соответствует нормальному распределению? ООО "Бизнес Консалтинг Групп" 1 2 3 4 5
- 32. Классификация гистограмм Симметричная (обычная) –должна стремиться к закону Гаусса (нормальное распределение) Гребенка (мультимодальная) – когда количество
- 33. Гистограмма с обрывом (слева или справа): если сортируются данные; регулировка. «Плато» – после отбраковки. Бимодальная –
- 34. Выбор размаха (диапазона) Определение числа интервалов (классов) n – величина выборки Определение размера интервала (класса) Определение
- 35. Построение гистограммы На горизонтальной оси откладываются интервалы (классы) в соответствии с масштабом. Важно правильно выбрать масштаб
- 36. Построение гистограммы ООО "Бизнес Консалтинг Групп" На гистограмму наносятся линии, соответствующие номиналу N, границам допусков SL,
- 37. 3. Диаграмма Парето В 50-х годах 20-го века Джозеф Джуран применил эти наработки в области качества
- 38. Диаграмма Парето Построение диаграмм Парето – метод определения немногочисленных существенно важных факторов. Различают два вида таких
- 39. Методика построения диаграммы Парето Собрать данные. Разработать и заполнить таблицу Парето. Построить оси, нанести шкалы. Построить
- 40. Пример таблицы Парето ООО "Бизнес Консалтинг Групп" v.1.4/2014
- 41. Пример диаграммы Парето Анализ: A – 75% (70-80) B – 20% (15-20) C – 5-10% ООО
- 42. 4. Диаграмма «Причина – следствие» Каору Исикава говорил, что те, кто преуспел в решении проблем качества
- 43. Диаграмма «Причина – следствие» Отправной точкой служит правило 5М: М1 – machine (оборудование); М2 – material
- 44. Диаграмма «Причина – следствие» Порядок составления диаграммы Исикавы: Определяется показатель качества, и он записывается в прямоугольник
- 45. ООО "Бизнес Консалтинг Групп" Операция Резец Качество материалов Настрой к работе Скорость резания Оснастка Квалификация Здоровье
- 46. 5. Диаграмма разброса (рассеяния) Диаграмма разброса – инструмент, позволяющий определить вид и тесноту связи между парами
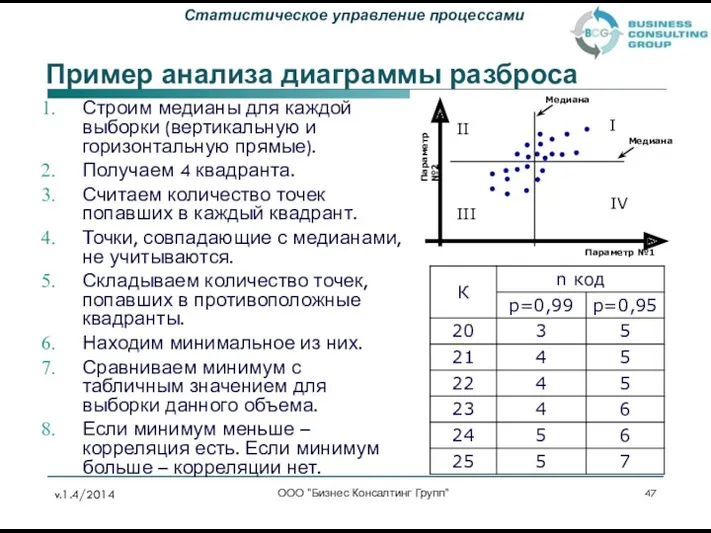
- 47. Пример анализа диаграммы разброса ООО "Бизнес Консалтинг Групп" Строим медианы для каждой выборки (вертикальную и горизонтальную
- 48. 6. Стратификация ООО "Бизнес Консалтинг Групп" Стратификация – процесс сортировки данных согласно некоторым критериям или переменным,
- 49. Критерии сортировки ООО "Бизнес Консалтинг Групп" Расслаивание может осуществляться по следующим критериям: расслаивание по исполнителям —
- 50. Пример использования стратификации ООО "Бизнес Консалтинг Групп" На рисунке приведен пример анализа источника возникновения дефектов. Все
- 51. 7. Контрольные карты и анализ возможностей процесса
- 52. ООО "Бизнес Консалтинг Групп" Контрольные карты Контрольные карты (контрольные карты Шухарта) – инструмент, позволяющий отслеживать изменение
- 53. Контрольные карты Наиболее универсальным, эффективным и удобным средством решения задач определения особых причин изменчивости процессов среди
- 54. До начала применения КК должно быть Создана благоприятная окружающая среда (условия для проведения измерений). Определен процесс
- 55. Виды контрольных карт Существует 2 основных вида контрольных карт: Карты по количественному признаку: используются при наличии
- 56. Виды контрольных карт I. Контрольные карты Шухарта для количественных данных: Хср-R – КК средних значений и
- 57. I.Количественные контрольные карты Достоинства количественных КК: Численное значение содержит больше информации, чем простое отображение альтернативной информации
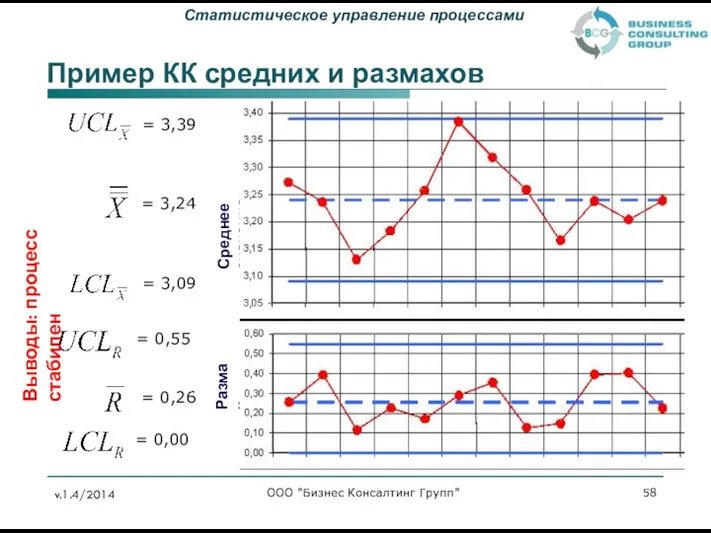
- 58. ООО "Бизнес Консалтинг Групп" Пример КК средних и размахов Среднее значение Размах Выводы: процесс стабилен v.1.4/2014
- 59. Карты средних и размахов Этапы заполнения: Сбор данных. Подгруппы берутся последовательно во времени, например, каждые 15
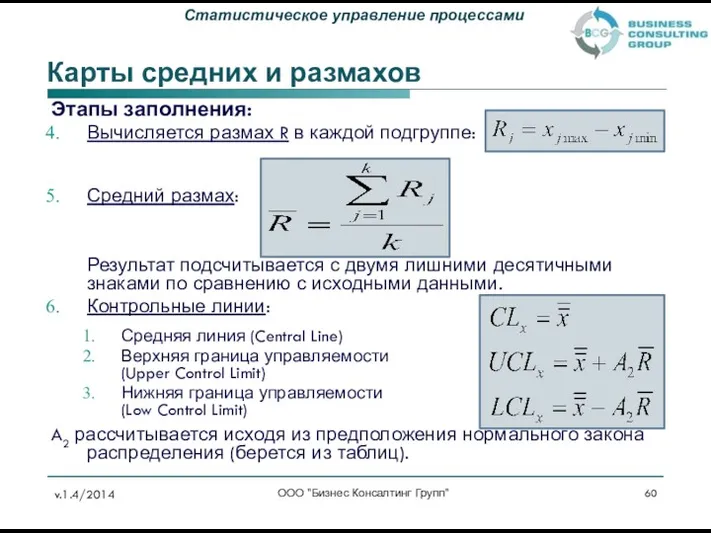
- 60. Карты средних и размахов Этапы заполнения: Вычисляется размах R в каждой подгруппе: Средний размах: Результат подсчитывается
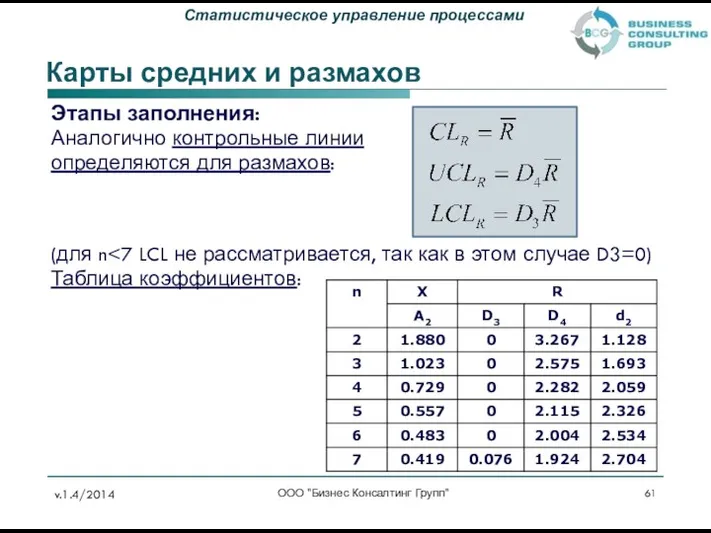
- 61. Карты средних и размахов Этапы заполнения: Аналогично контрольные линии определяются для размахов: (для n Таблица коэффициентов:
- 62. Карты средних и размахов Нанесение контрольных линий. На вертикальной оси нужно построить шкалу так, чтобы верхний
- 63. Изучение карты размахов Сначала изучается карта разбросов. Устраняются особые причины – процесс приводится в стабильное состояние.
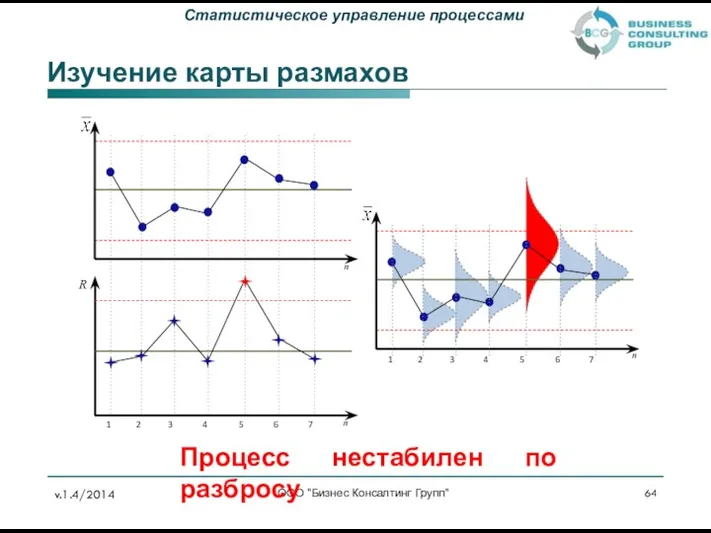
- 64. Изучение карты размахов ООО "Бизнес Консалтинг Групп" Процесс нестабилен по разбросу v.1.4/2014
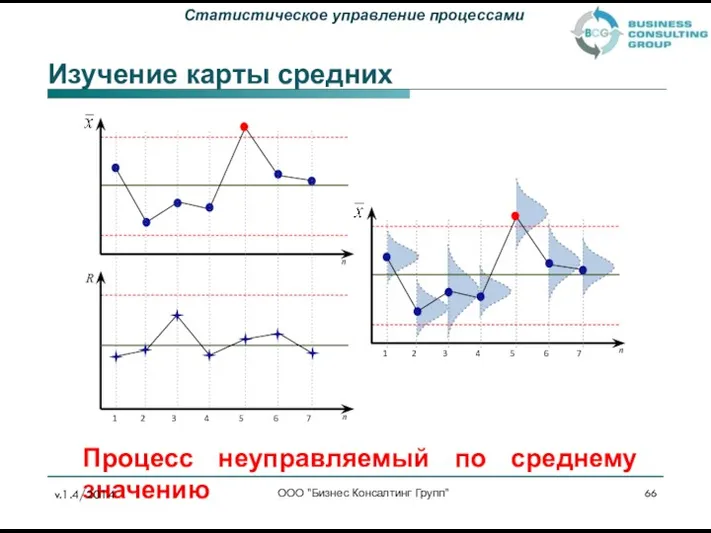
- 65. Изучение карты средних После изучения и устранения особых причин, влияющих на разброс процесса, переходят к анализу
- 66. Изучение карты средних ООО "Бизнес Консалтинг Групп" Процесс неуправляемый по среднему значению v.1.4/2014
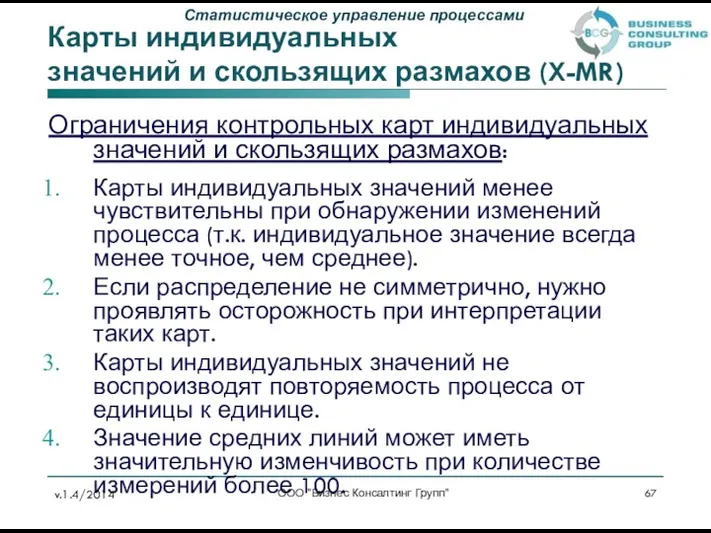
- 67. Карты индивидуальных значений и скользящих размахов (X-MR) Ограничения контрольных карт индивидуальных значений и скользящих размахов: Карты
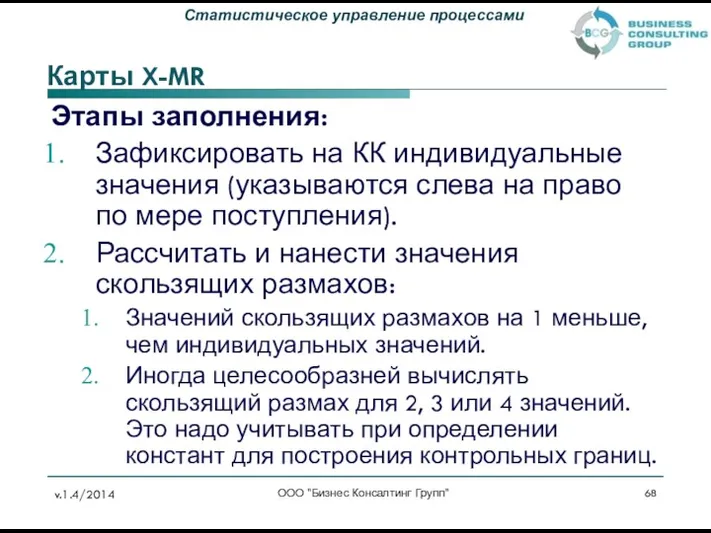
- 68. Карты X-MR Этапы заполнения: Зафиксировать на КК индивидуальные значения (указываются слева на право по мере поступления).
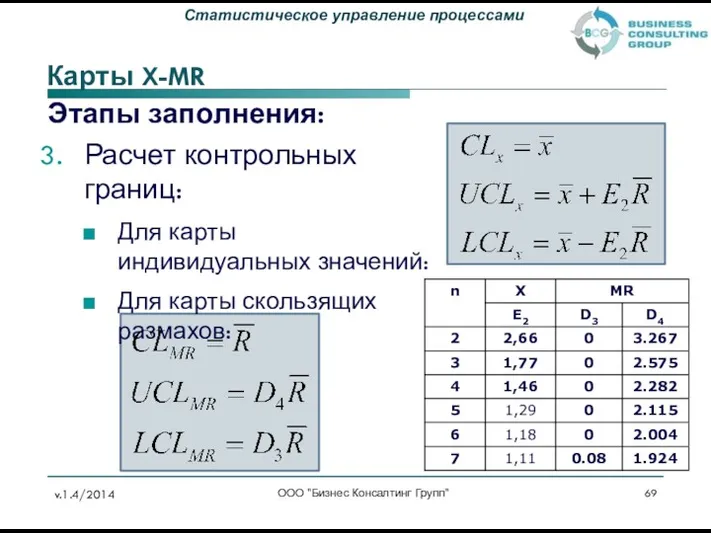
- 69. Этапы заполнения: Расчет контрольных границ: Для карты индивидуальных значений: Для карты скользящих размахов: Карты X-MR ООО
- 70. Анализ процесса Для цеховых условий – управляемый процесс – такой процесс, у которого только малый процент
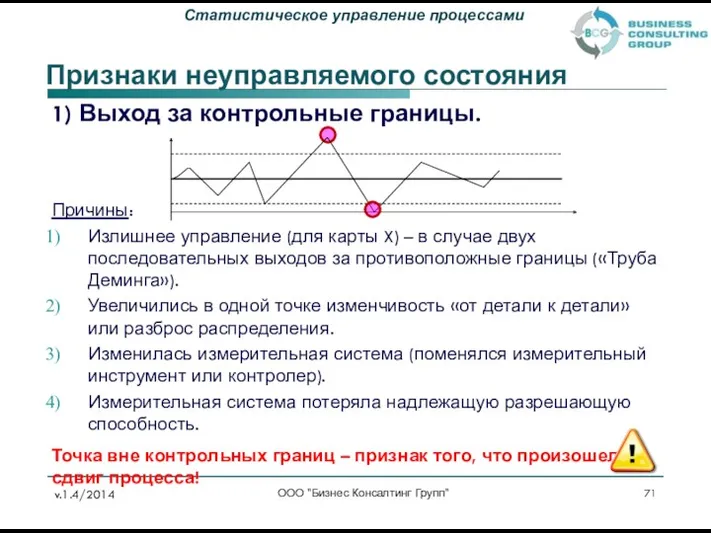
- 71. Признаки неуправляемого состояния 1) Выход за контрольные границы. Причины: Излишнее управление (для карты X) – в
- 72. 2) Отсутствие вариабельности (видимых изменений) – 15 точек подряд в пределах одного стандартного отклонения от центральной
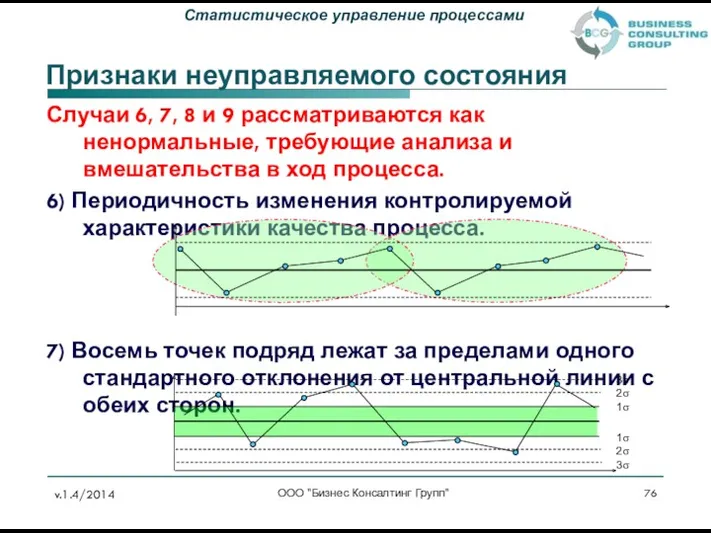
- 73. 3) Тренд. Шесть и более точек последовательно возрастают или убывают. 4) Серия точек. Семь или более
- 74. Причины серий и трендов: Для Х и R-карт может быть признаком нестабильного состояния процесса. Для p-карт
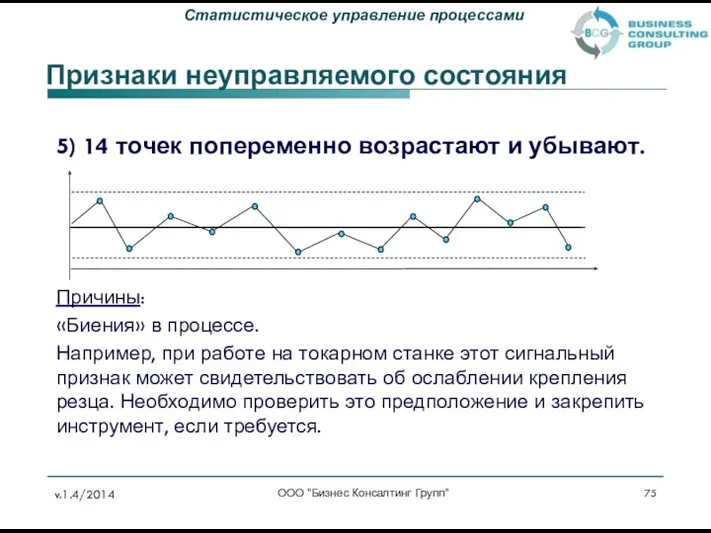
- 75. 5) 14 точек попеременно возрастают и убывают. Причины: «Биения» в процессе. Например, при работе на токарном
- 76. Случаи 6, 7, 8 и 9 рассматриваются как ненормальные, требующие анализа и вмешательства в ход процесса.
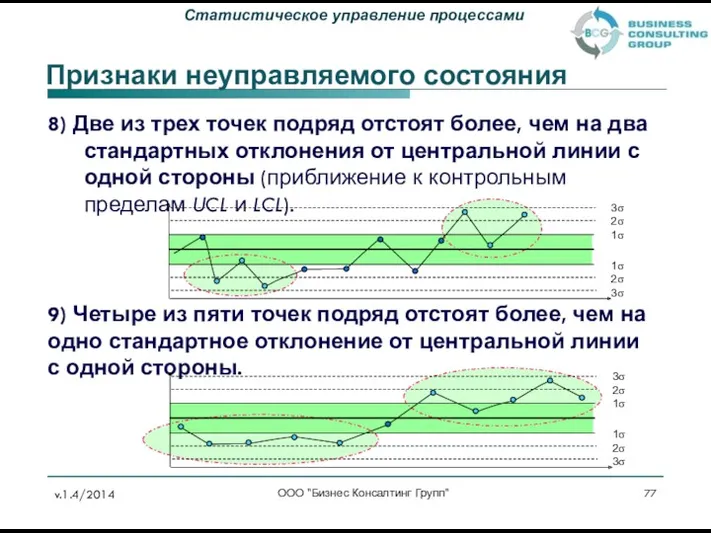
- 77. 8) Две из трех точек подряд отстоят более, чем на два стандартных отклонения от центральной линии
- 78. Самая большая трудность таких карт – создать точные рабочие определения соответствия. Альтернативные данные доступны во многих
- 79. КК по альтернативному признаку np и p - карты для числа несоответствующих единиц Сбор данных. Для
- 80. Пример КК по альтернативному признаку ООО "Бизнес Консалтинг Групп" np UCL CL LCL v.1.4/2014
- 81. КК по альтернативному признаку Вычисление средней доли дефектов np – число бракованных изделий Вычисление контрольных линий
- 82. III.Другие виды контрольных карт Существуют карты другого типа, которые применяются или в особых ситуациях, или при
- 83. КК по типу «Светофор» Используя этот тип карт, можно следить за настройкой и изменчивостью процесса. Управление
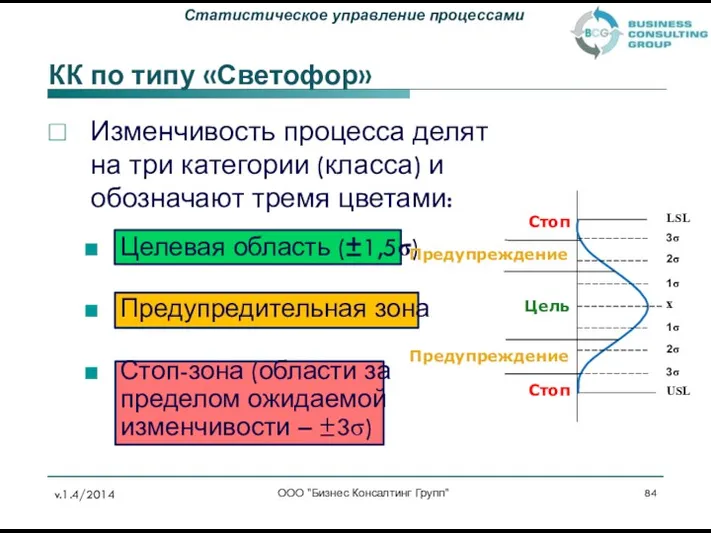
- 84. Изменчивость процесса делят на три категории (класса) и обозначают тремя цветами: Целевая область (±1,5σ) Предупредительная зона
- 85. КК по типу «Светофор» Для управления по типу «Светофор» должны выполняться следующие предположения: Процесс находится в
- 86. КК по типу «Светофор» Порядок и правила управления по типу «Светофор», эквивалентного применению Х и R-карт
- 87. КК по типу «Светофор» Плюсы. 1) При разбиении общей выборки (например, объемом 5) на две части
- 88. Pre-control При применении управления по типу «Светофор» для контроля за несоответствиями вместо управления процессом – процесс
- 89. Pre-control Применяется, если: процесс имеет «плоскую», равномерную функцию потерь – все источники особых причин изменчивости находятся
- 90. Другие виды контрольных карт Краткие контрольные карты. Используются при анализе процессов, которые производят небольшое количество изделий
- 91. Другие виды контрольных карт Контрольные карты для обнаружения небольших изменений. Используются при процессах, когда причинами появления
- 92. Другие виды контрольных карт Контрольные карты для распределений, отличающихся от нормального. Если распределение не является нормальным
- 93. Другие виды контрольных карт Многомерные карты. Используются, когда желательно проконтролировать две или более зависимые характеристики, которые
- 94. Другие виды контрольных карт Другие карты Регрессионные КК – для мониторинга взаимосвязей между двумя коррелированными переменными.
- 95. Понимание воспроизводимости и пригодности процесса для количественных данных
- 96. Воспроизводимость и пригодность Результат стабильного процесса может быть описан его распределением. Распределение описывается с помощью статистик,
- 97. Воспроизводимость и пригодность Статистики, используемые для оценки потенциальной точности процесса (возможности производить продукцию, попадающую в допуск)
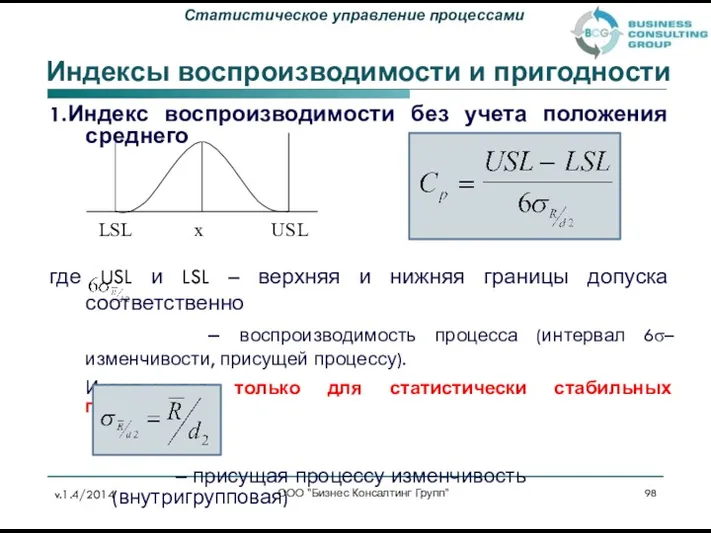
- 98. 1.Индекс воспроизводимости без учета положения среднего где USL и LSL – верхняя и нижняя границы допуска
- 99. 2.Индекс пригодности процесса без учета положения среднего Индекс пригодности Полная изменчивость процесса ООО "Бизнес Консалтинг Групп"
- 100. С учетом положения среднего: Верхний индекс воспроизводимости (пригодности): Нижний индекс воспроизводимости (пригодности): – индекс воспроизводимости (пригодности)
- 101. Использование показателей процесса Индекс воспроизводимости Cpk дополнительно полезен для определения того, насколько процесс способен соответствовать требованиям
- 102. ООО "Бизнес Консалтинг Групп" Использование показателей процесса Всегда должно выполняться следующее условие: Сpk≤Сp, Ppk≤Pp, при этом
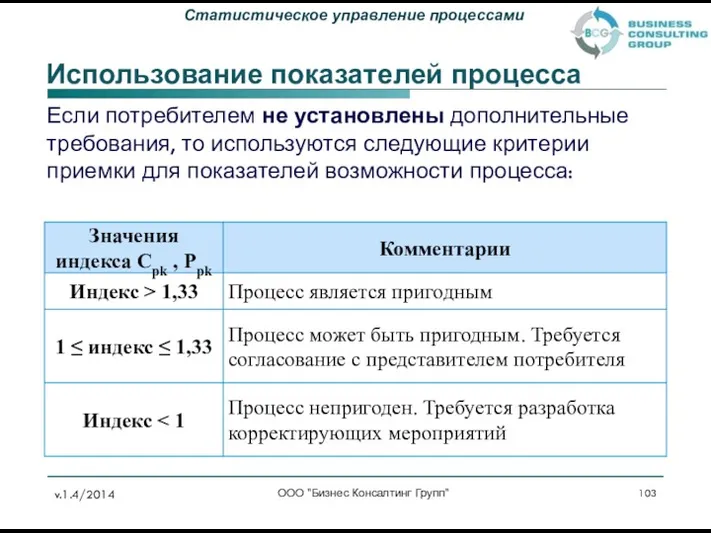
- 103. ООО "Бизнес Консалтинг Групп" Использование показателей процесса Если потребителем не установлены дополнительные требования, то используются следующие
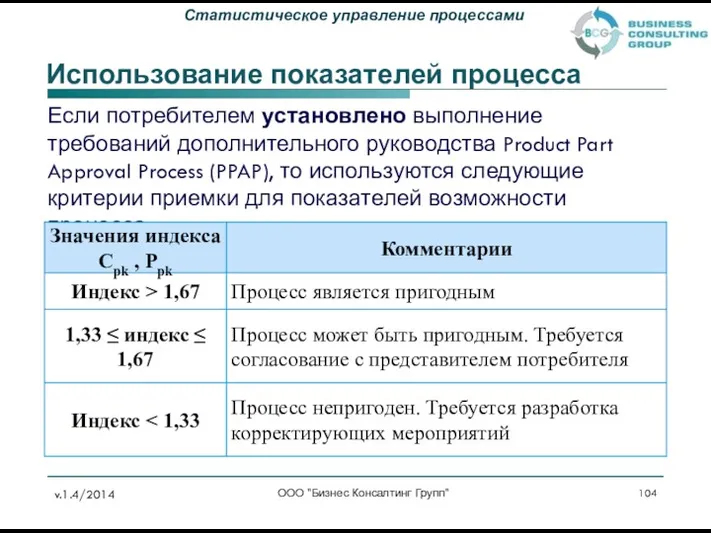
- 104. ООО "Бизнес Консалтинг Групп" Использование показателей процесса Если потребителем установлено выполнение требований дополнительного руководства Product Part
- 105. Использование показателей процесса В сочетании с показателями процесса рекомендуется применять графический анализ; Примеры графического анализа: контрольные
- 106. Примеры ситуаций с различными Cpk ООО "Бизнес Консалтинг Групп" v.1.4/2014
- 107. Функция потерь качества (QLF) (по Тагути)
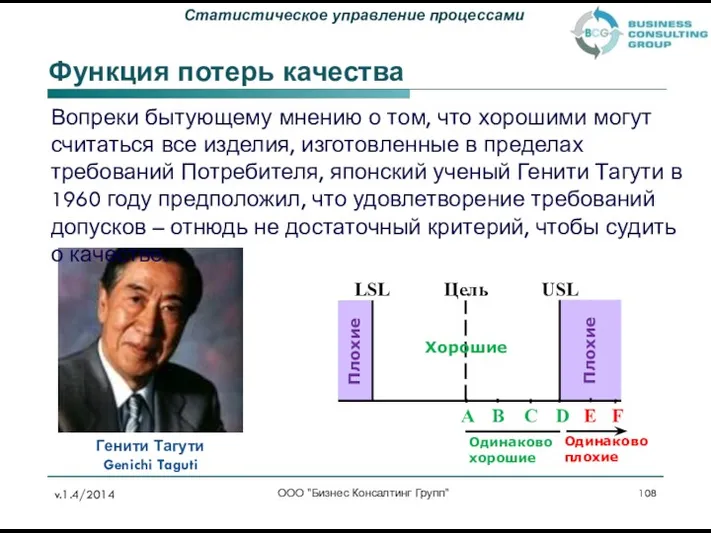
- 108. Функция потерь качества ООО "Бизнес Консалтинг Групп" Вопреки бытующему мнению о том, что хорошими могут считаться
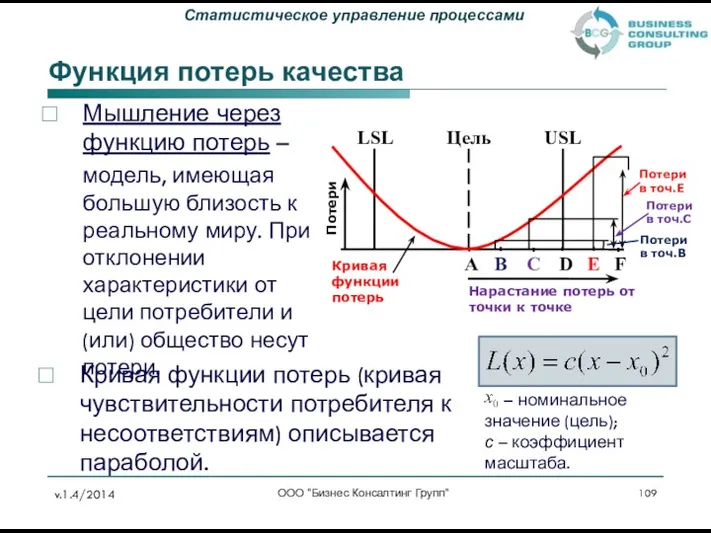
- 109. Функция потерь качества ООО "Бизнес Консалтинг Групп" Мышление через функцию потерь – модель, имеющая большую близость
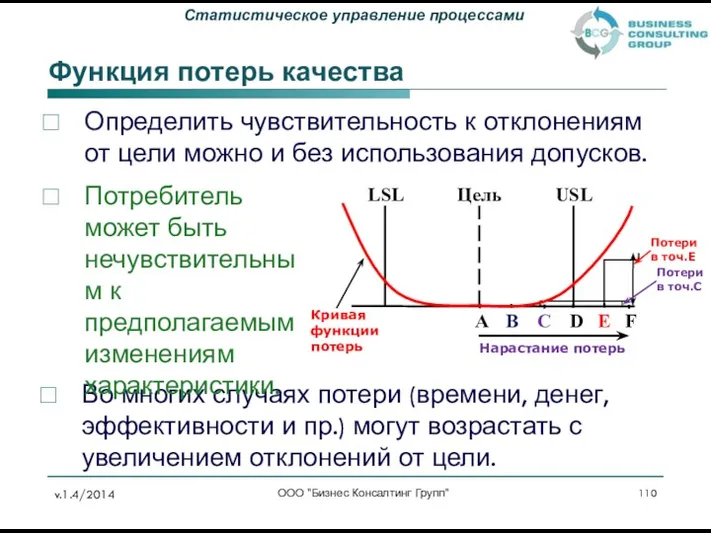
- 110. Функция потерь качества Определить чувствительность к отклонениям от цели можно и без использования допусков. ООО "Бизнес
- 111. Функция потерь качества Сравнение функции потерь с допуском дает способ классификации характеристик. Если характеристика отклоняется от
- 112. Функция потерь качества При наложении распределения процесса на кривую функции потерь можно сделать выводы: Чтобы минимизировать
- 113. Воспроизводимость и пригодность процесса для качественных данных
- 114. Можно ли каким-либо образом определить пригодность и воспроизводимость процесса для качественных данных? Возможно ли посчитать для
- 115. Z-трансформация Z-трансформация – преобразование подобия для перехода от произвольного нормального распределения к стандартному и наоборот. Используется
- 116. Воспроизводимость и пригодность Последовательность действий: Определить количество бракованных изделий в выборке. Посчитать % бракованных изделий в
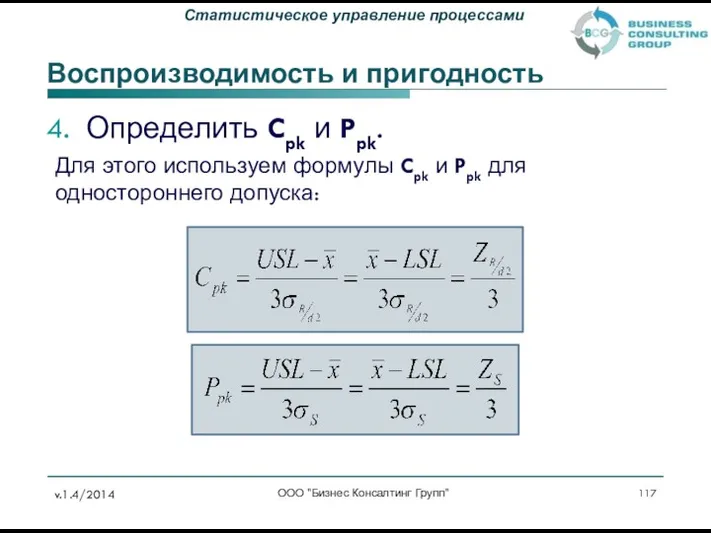
- 117. Воспроизводимость и пригодность Определить Cpk и Ppk. Для этого используем формулы Cpk и Ppk для одностороннего
- 118. Инструменты управления качеством Контрольные карты — это наглядное представление полученных в ходе технологического процесса данных в
- 120. Скачать презентацию
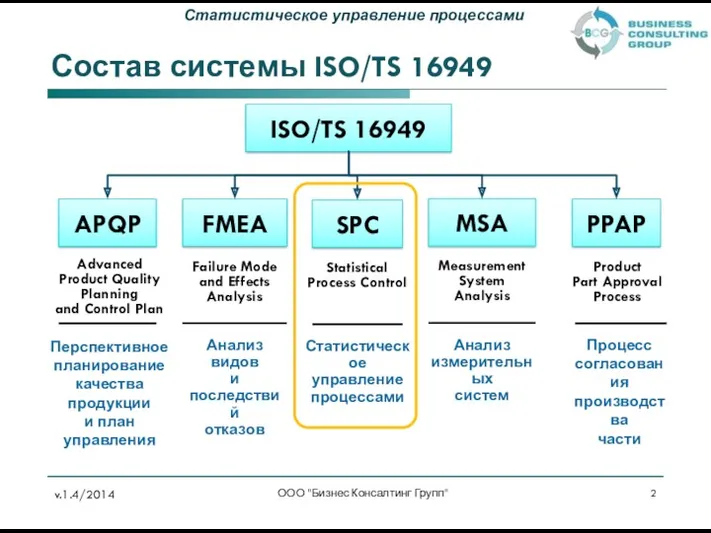
Состав системы ISO/TS 16949
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
ISO/TS 16949
Состав системы ISO/TS 16949
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
ISO/TS 16949

ООО "Бизнес Консалтинг Групп"
Что такое SPC?
метод мониторинга производственного процесса с
ООО "Бизнес Консалтинг Групп"
Что такое SPC?
метод мониторинга производственного процесса с
Назначение SPC
Определить, находится ли процесс в рамках технических требований.
Поскольку в любом
Назначение SPC
Определить, находится ли процесс в рамках технических требований.
Поскольку в любом
Цели SPC
ПРОАНАЛИЗИРОВАТЬ процесс:
Добиться статистически управляемого состояния.
Определить возможности.
ПОДДЕРЖИВАТЬ статистически управляемое состояние (стабильность):
Выявить
Цели SPC
ПРОАНАЛИЗИРОВАТЬ процесс:
Добиться статистически управляемого состояния.
Определить возможности.
ПОДДЕРЖИВАТЬ статистически управляемое состояние (стабильность):
Выявить
Терминология
Терминология
Изменчивость процесса
Любой производственный процесс, окончательно утвержденный для производства одинаковых деталей, подвержен
Изменчивость процесса
Любой производственный процесс, окончательно утвержденный для производства одинаковых деталей, подвержен
Управляемость процесса
При анализе изменчивости выделяют:
Обычные причины (принадлежат системе);
Особые причины.
Вклад каждой
Управляемость процесса
При анализе изменчивости выделяют:
Обычные причины (принадлежат системе);
Особые причины.
Вклад каждой
ООО "Бизнес Консалтинг Групп"
Прогноз ???
Время
Размер
Целевая линия
Действуют только обычные причины!
Имеют место особые
ООО "Бизнес Консалтинг Групп"
Прогноз ???
Время
Размер
Целевая линия
Действуют только обычные причины!
Имеют место особые
Локальные действия и действия над системой
Локальные (оперативные) действия:
устраняют особые причины;
выполняются рабочим
Локальные действия и действия над системой
Локальные (оперативные) действия:
устраняют особые причины;
выполняются рабочим
Воспроизводимость и пригодность процесса
Воспроизводимость процесса определяется изменчивостью, которая происходит от обычных
Воспроизводимость и пригодность процесса
Воспроизводимость процесса определяется изменчивостью, которая происходит от обычных

Управление и возможности процесса
ООО "Бизнес Консалтинг Групп"
Доведение процесса до статистически управляемого
Управление и возможности процесса
ООО "Бизнес Консалтинг Групп"
Доведение процесса до статистически управляемого

Центр и Разброс
Два важнейших свойства (характеристики) любого множества данных – это:
Центр
Центр и Разброс
Два важнейших свойства (характеристики) любого множества данных – это:
Центр
Среднее (Центр)
Среднее арифметическое (усредненное) – это сумма данных, поделенная на количество
Среднее (Центр)
Среднее арифметическое (усредненное) – это сумма данных, поделенная на количество
Медиана (Центр)
Это средняя точка множества данных, в том случае, если ряд
Медиана (Центр)
Это средняя точка множества данных, в том случае, если ряд
Как измеряется разброс
Размах – разброс от наибольшего до наименьшего значения.
Стандартное отклонение
Как измеряется разброс
Размах – разброс от наибольшего до наименьшего значения.
Стандартное отклонение
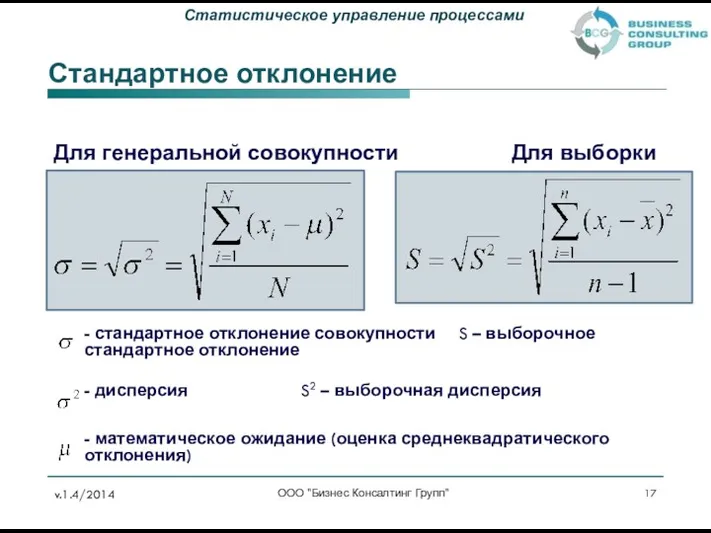
Стандартное отклонение
Для генеральной совокупности Для выборки
- стандартное отклонение совокупности S –
Стандартное отклонение
Для генеральной совокупности Для выборки
- стандартное отклонение совокупности S –
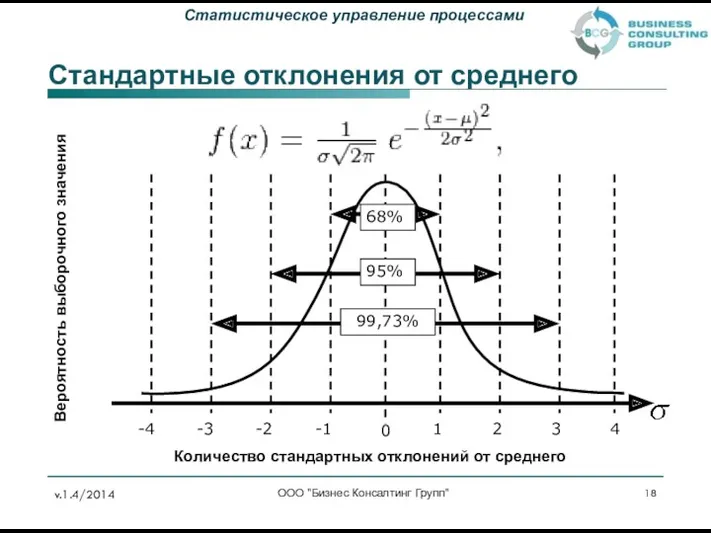
Стандартные отклонения от среднего
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
Стандартные отклонения от среднего
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
Обзор семи простых методов
Обзор семи простых методов
Семь простых методов
– семь инструментов качества:
Контрольные листки;
Гистограммы;
Диаграмма Парето;
Диаграмма Исикавы «Причина-следствие»;
Диаграмма
Семь простых методов
– семь инструментов качества:
Контрольные листки;
Гистограммы;
Диаграмма Парето;
Диаграмма Исикавы «Причина-следствие»;
Диаграмма
1. Контрольные листки
ООО "Бизнес Консалтинг Групп"
Контрольный листок служит средством сбора
1. Контрольные листки
ООО "Бизнес Консалтинг Групп"
Контрольный листок служит средством сбора

Виды контрольных листков (КЛ)
ООО "Бизнес Консалтинг Групп"
Виды различных КЛ исчисляются сотнями,
Виды контрольных листков (КЛ)
ООО "Бизнес Консалтинг Групп"
Виды различных КЛ исчисляются сотнями,
Оформление контрольных листков
ООО "Бизнес Консалтинг Групп"
Правила составления контрольных листков:
Решить, какие данные
Оформление контрольных листков
ООО "Бизнес Консалтинг Групп"
Правила составления контрольных листков:
Решить, какие данные

Контрольный листок видов дефектов
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
Контрольный листок видов дефектов
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
Контрольный листок причин дефектов
Используется для регистрации информации о дефектах, допущенных не
Контрольный листок причин дефектов
Используется для регистрации информации о дефектах, допущенных не

Контрольный листок причин дефектов
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
Контрольный листок причин дефектов
ООО "Бизнес Консалтинг Групп"
v.1.4/2014

КЛ по месту расположения дефектов
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
КЛ по месту расположения дефектов
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
КЛ распределения измеряемого параметра
Контрольный листок для регистрации распределения измеряемого параметра в
КЛ распределения измеряемого параметра
Контрольный листок для регистрации распределения измеряемого параметра в

КЛ распределения измеряемого параметра
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
КЛ распределения измеряемого параметра
ООО "Бизнес Консалтинг Групп"
v.1.4/2014

2. Гистограммы
Гистограмма дает визуальное представление о виде генеральной совокупности.
При этом количество
2. Гистограммы
Гистограмма дает визуальное представление о виде генеральной совокупности.
При этом количество
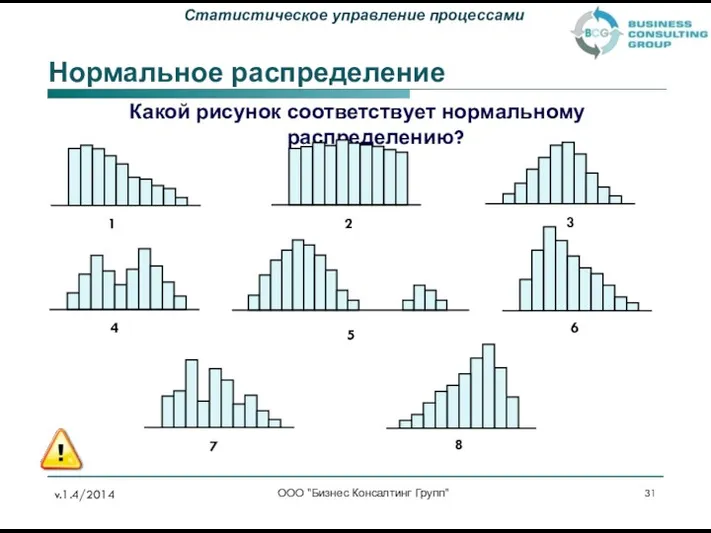
Нормальное распределение
Какой рисунок соответствует нормальному распределению?
ООО "Бизнес Консалтинг Групп"
1
2
3
4
5
6
8
7
v.1.4/2014
Нормальное распределение
Какой рисунок соответствует нормальному распределению?
ООО "Бизнес Консалтинг Групп"
1
2
3
4
5
6
8
7
v.1.4/2014
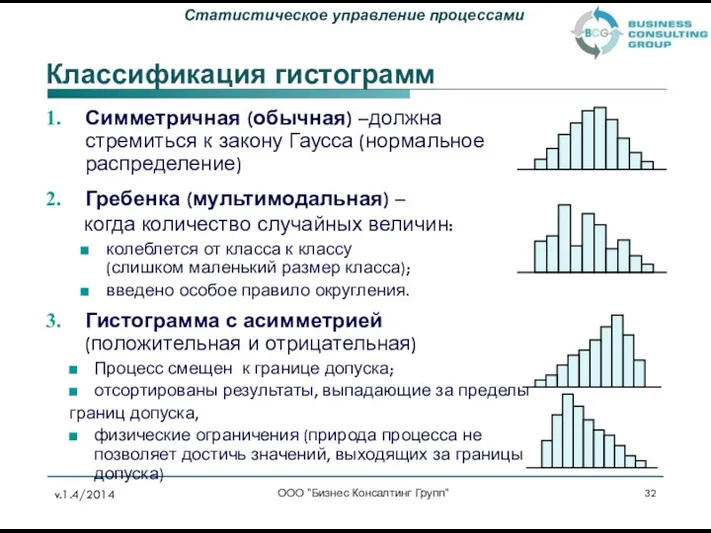
Классификация гистограмм
Симметричная (обычная) –должна стремиться к закону Гаусса (нормальное распределение)
Гребенка (мультимодальная)
Классификация гистограмм
Симметричная (обычная) –должна стремиться к закону Гаусса (нормальное распределение)
Гребенка (мультимодальная)

Гистограмма с обрывом
(слева или справа):
если сортируются данные;
регулировка.
«Плато» – после отбраковки.
Бимодальная
Гистограмма с обрывом
(слева или справа):
если сортируются данные;
регулировка.
«Плато» – после отбраковки.
Бимодальная
Выбор размаха (диапазона)
Определение числа интервалов (классов)
n – величина выборки
Определение размера интервала
Выбор размаха (диапазона)
Определение числа интервалов (классов)
n – величина выборки
Определение размера интервала
Построение гистограммы
На горизонтальной оси откладываются интервалы (классы) в соответствии с масштабом.
Важно
Построение гистограммы
На горизонтальной оси откладываются интервалы (классы) в соответствии с масштабом.
Важно
Построение гистограммы
ООО "Бизнес Консалтинг Групп"
На гистограмму наносятся линии, соответствующие номиналу N,
Построение гистограммы
ООО "Бизнес Консалтинг Групп"
На гистограмму наносятся линии, соответствующие номиналу N,
3. Диаграмма Парето
В 50-х годах 20-го века Джозеф Джуран применил эти
3. Диаграмма Парето
В 50-х годах 20-го века Джозеф Джуран применил эти
Диаграмма Парето
Построение диаграмм Парето – метод определения немногочисленных существенно важных факторов.
Диаграмма Парето
Построение диаграмм Парето – метод определения немногочисленных существенно важных факторов.
Методика построения диаграммы Парето
Собрать данные.
Разработать и заполнить таблицу Парето.
Построить оси,
Методика построения диаграммы Парето
Собрать данные.
Разработать и заполнить таблицу Парето.
Построить оси,
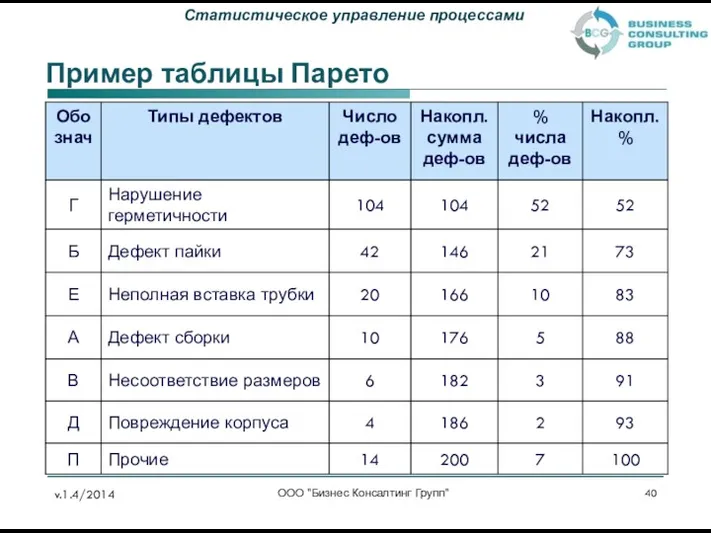
Пример таблицы Парето
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
Пример таблицы Парето
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
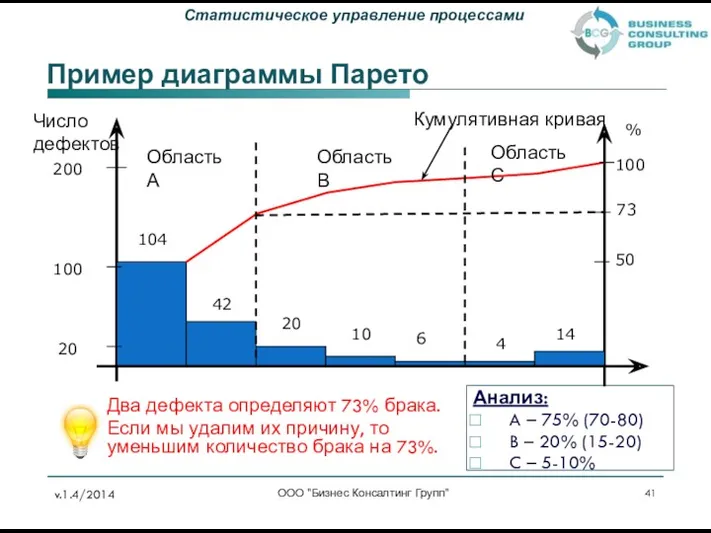
Пример диаграммы Парето
Анализ:
A – 75% (70-80)
B – 20% (15-20)
C – 5-10%
ООО
Пример диаграммы Парето
Анализ:
A – 75% (70-80)
B – 20% (15-20)
C – 5-10%
ООО
4. Диаграмма «Причина – следствие»
Каору Исикава говорил, что те, кто преуспел
4. Диаграмма «Причина – следствие»
Каору Исикава говорил, что те, кто преуспел
Диаграмма «Причина – следствие»
Отправной точкой служит правило 5М:
М1 – machine (оборудование);
М2
Диаграмма «Причина – следствие»
Отправной точкой служит правило 5М:
М1 – machine (оборудование);
М2
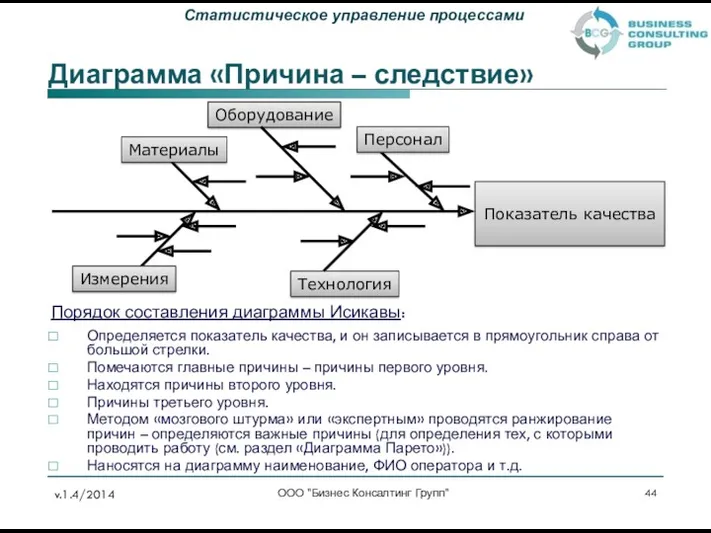
Диаграмма «Причина – следствие»
Порядок составления диаграммы Исикавы:
Определяется показатель качества, и он
Диаграмма «Причина – следствие»
Порядок составления диаграммы Исикавы:
Определяется показатель качества, и он

ООО "Бизнес Консалтинг Групп"
Операция
Резец
Качество материалов
Настрой к работе
Скорость резания
Оснастка
Квалификация
Здоровье
Деталь
Температура охлаждающей жидкости
Установка детали
v.1.4/2014
ООО "Бизнес Консалтинг Групп"
Операция
Резец
Качество материалов
Настрой к работе
Скорость резания
Оснастка
Квалификация
Здоровье
Деталь
Температура охлаждающей жидкости
Установка детали
v.1.4/2014
5. Диаграмма разброса (рассеяния)
Диаграмма разброса – инструмент, позволяющий определить вид и
5. Диаграмма разброса (рассеяния)
Диаграмма разброса – инструмент, позволяющий определить вид и
Пример анализа диаграммы разброса
ООО "Бизнес Консалтинг Групп"
Строим медианы для каждой выборки
Пример анализа диаграммы разброса
ООО "Бизнес Консалтинг Групп"
Строим медианы для каждой выборки
6. Стратификация
ООО "Бизнес Консалтинг Групп"
Стратификация – процесс сортировки данных согласно некоторым
6. Стратификация
ООО "Бизнес Консалтинг Групп"
Стратификация – процесс сортировки данных согласно некоторым
Критерии сортировки
ООО "Бизнес Консалтинг Групп"
Расслаивание может осуществляться по следующим критериям:
расслаивание по
Критерии сортировки
ООО "Бизнес Консалтинг Групп"
Расслаивание может осуществляться по следующим критериям:
расслаивание по

Пример использования стратификации
ООО "Бизнес Консалтинг Групп"
На рисунке приведен пример анализа источника
Пример использования стратификации
ООО "Бизнес Консалтинг Групп"
На рисунке приведен пример анализа источника
7. Контрольные карты и анализ возможностей процесса
7. Контрольные карты и анализ возможностей процесса
ООО "Бизнес Консалтинг Групп"
Контрольные карты
Контрольные карты (контрольные карты Шухарта) –
инструмент,
ООО "Бизнес Консалтинг Групп"
Контрольные карты
Контрольные карты (контрольные карты Шухарта) –
инструмент,
Контрольные карты
Наиболее универсальным, эффективным и удобным средством решения задач определения особых
Контрольные карты
Наиболее универсальным, эффективным и удобным средством решения задач определения особых
До начала применения КК должно быть
Создана благоприятная окружающая среда (условия для
До начала применения КК должно быть
Создана благоприятная окружающая среда (условия для
Виды контрольных карт
Существует 2 основных вида контрольных карт:
Карты по количественному признаку:
Виды контрольных карт
Существует 2 основных вида контрольных карт:
Карты по количественному признаку:
Виды контрольных карт
I. Контрольные карты Шухарта для количественных данных:
Хср-R – КК
Виды контрольных карт
I. Контрольные карты Шухарта для количественных данных:
Хср-R – КК
I.Количественные контрольные карты
Достоинства количественных КК:
Численное значение содержит больше информации, чем простое
I.Количественные контрольные карты
Достоинства количественных КК:
Численное значение содержит больше информации, чем простое
ООО "Бизнес Консалтинг Групп"
Пример КК средних и размахов
Среднее значение
Размах
Выводы: процесс стабилен
v.1.4/2014
ООО "Бизнес Консалтинг Групп"
Пример КК средних и размахов
Среднее значение
Размах
Выводы: процесс стабилен
v.1.4/2014
Карты средних и размахов
Этапы заполнения:
Сбор данных. Подгруппы берутся последовательно во времени,
Карты средних и размахов
Этапы заполнения:
Сбор данных. Подгруппы берутся последовательно во времени,
Карты средних и размахов
Этапы заполнения:
Вычисляется размах R в каждой подгруппе:
Средний размах:
Результат
Карты средних и размахов
Этапы заполнения:
Вычисляется размах R в каждой подгруппе:
Средний размах:
Результат
Карты средних и размахов
Этапы заполнения:
Аналогично контрольные линии
определяются для размахов:
(для n<7 LCL
Карты средних и размахов
Этапы заполнения:
Аналогично контрольные линии
определяются для размахов:
(для n<7 LCL
Карты средних и размахов
Нанесение контрольных линий. На вертикальной оси нужно построить
Карты средних и размахов
Нанесение контрольных линий. На вертикальной оси нужно построить
Изучение карты размахов
Сначала изучается карта разбросов. Устраняются особые причины – процесс
Изучение карты размахов
Сначала изучается карта разбросов. Устраняются особые причины – процесс
Изучение карты размахов
ООО "Бизнес Консалтинг Групп"
Процесс нестабилен по разбросу
v.1.4/2014
Изучение карты размахов
ООО "Бизнес Консалтинг Групп"
Процесс нестабилен по разбросу
v.1.4/2014
Изучение карты средних
После изучения и устранения особых причин, влияющих на разброс
Изучение карты средних
После изучения и устранения особых причин, влияющих на разброс
Изучение карты средних
ООО "Бизнес Консалтинг Групп"
Процесс неуправляемый по среднему значению
v.1.4/2014
Изучение карты средних
ООО "Бизнес Консалтинг Групп"
Процесс неуправляемый по среднему значению
v.1.4/2014
Карты индивидуальных
значений и скользящих размахов (X-MR)
Ограничения контрольных карт индивидуальных значений
Карты индивидуальных
значений и скользящих размахов (X-MR)
Ограничения контрольных карт индивидуальных значений
Карты X-MR
Этапы заполнения:
Зафиксировать на КК индивидуальные значения (указываются слева на право
Карты X-MR
Этапы заполнения:
Зафиксировать на КК индивидуальные значения (указываются слева на право
Этапы заполнения:
Расчет контрольных границ:
Для карты индивидуальных значений:
Для карты скользящих размахов:
Карты X-MR
ООО
Этапы заполнения:
Расчет контрольных границ:
Для карты индивидуальных значений:
Для карты скользящих размахов:
Карты X-MR
ООО
Анализ процесса
Для цеховых условий – управляемый процесс – такой процесс, у
Анализ процесса
Для цеховых условий – управляемый процесс – такой процесс, у
Признаки неуправляемого состояния
1) Выход за контрольные границы.
Причины:
Излишнее управление (для карты X)
Признаки неуправляемого состояния
1) Выход за контрольные границы.
Причины:
Излишнее управление (для карты X)
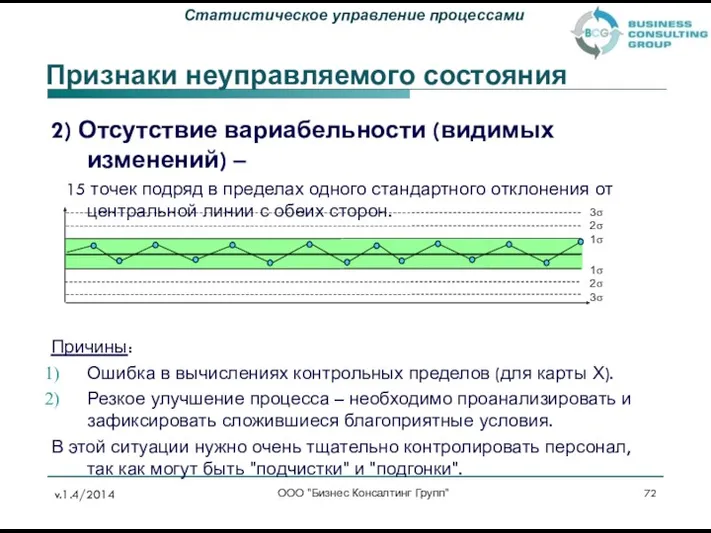
2) Отсутствие вариабельности (видимых изменений) –
15 точек подряд в
2) Отсутствие вариабельности (видимых изменений) –
15 точек подряд в
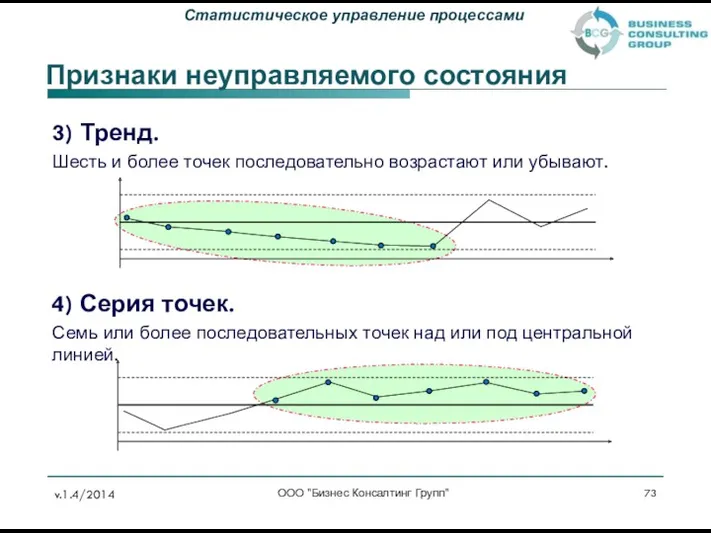
3) Тренд.
Шесть и более точек последовательно возрастают или убывают.
4) Серия точек.
Семь
3) Тренд.
Шесть и более точек последовательно возрастают или убывают.
4) Серия точек.
Семь
Причины серий и трендов:
Для Х и R-карт может быть признаком нестабильного
Причины серий и трендов:
Для Х и R-карт может быть признаком нестабильного
5) 14 точек попеременно возрастают и убывают.
Причины:
«Биения» в процессе.
Например, при
5) 14 точек попеременно возрастают и убывают.
Причины:
«Биения» в процессе.
Например, при
Случаи 6, 7, 8 и 9 рассматриваются как ненормальные, требующие анализа
Случаи 6, 7, 8 и 9 рассматриваются как ненормальные, требующие анализа
8) Две из трех точек подряд отстоят более, чем на два
Самая большая трудность таких карт – создать точные рабочие определения соответствия.
Альтернативные
Самая большая трудность таких карт – создать точные рабочие определения соответствия.
Альтернативные
КК по альтернативному признаку
np и p - карты для числа несоответствующих
КК по альтернативному признаку
np и p - карты для числа несоответствующих
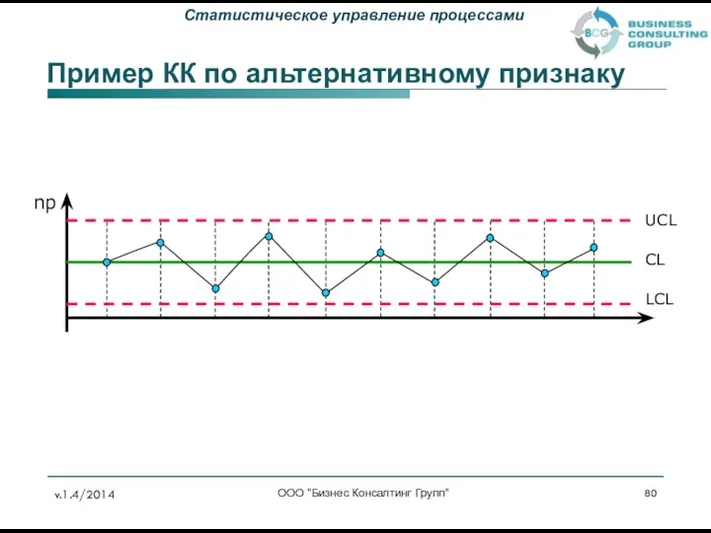
Пример КК по альтернативному признаку
ООО "Бизнес Консалтинг Групп"
np
UCL
CL
LCL
v.1.4/2014
Пример КК по альтернативному признаку
ООО "Бизнес Консалтинг Групп"
np
UCL
CL
LCL
v.1.4/2014
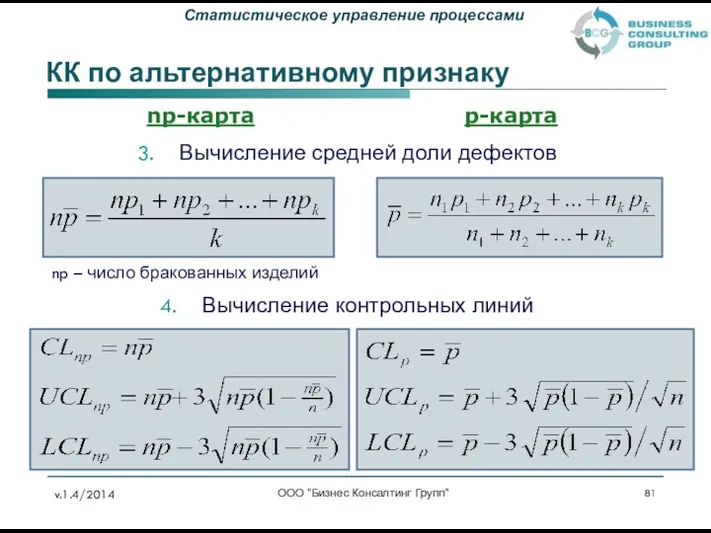
КК по альтернативному признаку
Вычисление средней доли дефектов
np – число бракованных
КК по альтернативному признаку
Вычисление средней доли дефектов
np – число бракованных
III.Другие виды контрольных карт
Существуют карты другого типа, которые применяются или в
III.Другие виды контрольных карт
Существуют карты другого типа, которые применяются или в
КК по типу «Светофор»
Используя этот тип карт, можно следить за настройкой
КК по типу «Светофор»
Используя этот тип карт, можно следить за настройкой
Изменчивость процесса делят на три категории (класса) и обозначают тремя цветами:
Целевая
Изменчивость процесса делят на три категории (класса) и обозначают тремя цветами:
Целевая
КК по типу «Светофор»
Для управления по типу «Светофор» должны выполняться следующие
КК по типу «Светофор»
Для управления по типу «Светофор» должны выполняться следующие

КК по типу «Светофор»
Порядок и правила управления по типу «Светофор», эквивалентного
КК по типу «Светофор»
Порядок и правила управления по типу «Светофор», эквивалентного
КК по типу «Светофор»
Плюсы. 1) При разбиении общей выборки (например, объемом
КК по типу «Светофор»
Плюсы. 1) При разбиении общей выборки (например, объемом
Pre-control
При применении управления по типу «Светофор» для контроля за несоответствиями вместо
Pre-control
При применении управления по типу «Светофор» для контроля за несоответствиями вместо
Pre-control
Применяется, если:
процесс имеет «плоскую», равномерную функцию потерь – все источники особых
Pre-control
Применяется, если:
процесс имеет «плоскую», равномерную функцию потерь – все источники особых
Другие виды контрольных карт
Краткие контрольные карты. Используются при анализе процессов, которые
Другие виды контрольных карт
Краткие контрольные карты. Используются при анализе процессов, которые
Другие виды контрольных карт
Контрольные карты для обнаружения небольших изменений. Используются при
Другие виды контрольных карт
Контрольные карты для обнаружения небольших изменений. Используются при
Другие виды контрольных карт
Контрольные карты для распределений, отличающихся от нормального.
Если
Другие виды контрольных карт
Контрольные карты для распределений, отличающихся от нормального.
Если
Другие виды контрольных карт
Многомерные карты. Используются, когда желательно проконтролировать две или
Другие виды контрольных карт
Многомерные карты. Используются, когда желательно проконтролировать две или
Другие виды контрольных карт
Другие карты
Регрессионные КК – для мониторинга взаимосвязей
Другие виды контрольных карт
Другие карты
Регрессионные КК – для мониторинга взаимосвязей
Понимание воспроизводимости и пригодности процесса для количественных данных
Понимание воспроизводимости и пригодности процесса для количественных данных
Воспроизводимость и пригодность
Результат стабильного процесса может быть описан его распределением.
Распределение описывается
Воспроизводимость и пригодность
Результат стабильного процесса может быть описан его распределением.
Распределение описывается
Воспроизводимость и пригодность
Статистики, используемые для оценки потенциальной точности процесса (возможности производить
Воспроизводимость и пригодность
Статистики, используемые для оценки потенциальной точности процесса (возможности производить
1.Индекс воспроизводимости без учета положения среднего
где USL и LSL – верхняя
1.Индекс воспроизводимости без учета положения среднего
где USL и LSL – верхняя
2.Индекс пригодности процесса без учета положения среднего
Индекс пригодности Полная изменчивость
2.Индекс пригодности процесса без учета положения среднего
Индекс пригодности Полная изменчивость
С учетом положения среднего:
Верхний индекс воспроизводимости (пригодности):
Нижний индекс воспроизводимости (пригодности):
– индекс
С учетом положения среднего:
Верхний индекс воспроизводимости (пригодности):
Нижний индекс воспроизводимости (пригодности):
– индекс
Использование показателей процесса
Индекс воспроизводимости Cpk дополнительно полезен для определения того, насколько
Использование показателей процесса
Индекс воспроизводимости Cpk дополнительно полезен для определения того, насколько
ООО "Бизнес Консалтинг Групп"
Использование показателей процесса
Всегда должно выполняться следующее условие: Сpk≤Сp,
ООО "Бизнес Консалтинг Групп"
Использование показателей процесса
Всегда должно выполняться следующее условие: Сpk≤Сp,
ООО "Бизнес Консалтинг Групп"
Использование показателей процесса
Если потребителем не установлены дополнительные требования,
ООО "Бизнес Консалтинг Групп"
Использование показателей процесса
Если потребителем не установлены дополнительные требования,
ООО "Бизнес Консалтинг Групп"
Использование показателей процесса
Если потребителем установлено выполнение требований дополнительного
ООО "Бизнес Консалтинг Групп"
Использование показателей процесса
Если потребителем установлено выполнение требований дополнительного
Использование показателей процесса
В сочетании с показателями процесса рекомендуется применять графический анализ;
Примеры
Использование показателей процесса
В сочетании с показателями процесса рекомендуется применять графический анализ;
Примеры
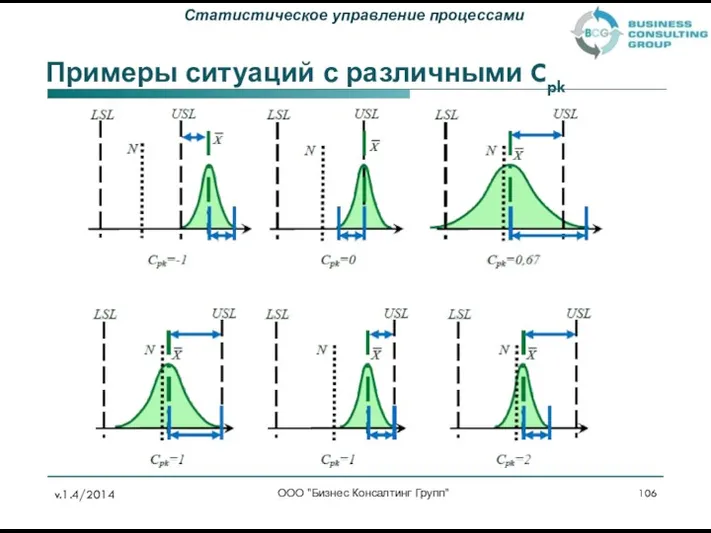
Примеры ситуаций с различными Cpk
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
Примеры ситуаций с различными Cpk
ООО "Бизнес Консалтинг Групп"
v.1.4/2014
Функция потерь качества (QLF)
(по Тагути)
Функция потерь качества (QLF)
(по Тагути)
Функция потерь качества
ООО "Бизнес Консалтинг Групп"
Вопреки бытующему мнению о том, что
Функция потерь качества
ООО "Бизнес Консалтинг Групп"
Вопреки бытующему мнению о том, что
Функция потерь качества
ООО "Бизнес Консалтинг Групп"
Мышление через функцию потерь –
Функция потерь качества
ООО "Бизнес Консалтинг Групп"
Мышление через функцию потерь –
Функция потерь качества
Определить чувствительность к отклонениям от цели можно и
Функция потерь качества
Определить чувствительность к отклонениям от цели можно и
Функция потерь качества
Сравнение функции потерь с допуском дает способ классификации
Функция потерь качества
Сравнение функции потерь с допуском дает способ классификации

Функция потерь качества
При наложении распределения процесса на кривую функции потерь
Функция потерь качества
При наложении распределения процесса на кривую функции потерь
Воспроизводимость и пригодность процесса для качественных данных
Воспроизводимость и пригодность процесса для качественных данных
Можно ли каким-либо образом определить пригодность и воспроизводимость процесса для качественных
Можно ли каким-либо образом определить пригодность и воспроизводимость процесса для качественных
Z-трансформация
Z-трансформация – преобразование подобия для перехода от произвольного нормального распределения к
Z-трансформация
Z-трансформация – преобразование подобия для перехода от произвольного нормального распределения к
Воспроизводимость и пригодность
Последовательность действий:
Определить количество бракованных изделий в выборке.
Посчитать % бракованных
Воспроизводимость и пригодность
Последовательность действий:
Определить количество бракованных изделий в выборке.
Посчитать % бракованных
Воспроизводимость и пригодность
Определить Cpk и Ppk.
Для этого используем формулы Cpk
Воспроизводимость и пригодность
Определить Cpk и Ppk.
Для этого используем формулы Cpk
Инструменты управления качеством
Контрольные карты — это наглядное представление полученных в ходе
Инструменты управления качеством
Контрольные карты — это наглядное представление полученных в ходе
 Теории мотивации
Теории мотивации Теория фирмы. (Тема 5)
Теория фирмы. (Тема 5) Управление в туристской и гостиничной индустрии
Управление в туристской и гостиничной индустрии Матрица Абеля
Матрица Абеля Антикризисное регулирование состояния предприятий. (Лекция 8)
Антикризисное регулирование состояния предприятий. (Лекция 8) Исследование Типовой системы управления недвижимостью с использованием GIS-технологий
Исследование Типовой системы управления недвижимостью с использованием GIS-технологий Развитие деловых качеств менеджера
Развитие деловых качеств менеджера Менеджмент в схемах и определениях
Менеджмент в схемах и определениях Management Decision Support and Intelligent Systems
Management Decision Support and Intelligent Systems Система ХАССП как основной инструмент самоконтроля в отношении безопасности пищевой продукции
Система ХАССП как основной инструмент самоконтроля в отношении безопасности пищевой продукции Регіонально-адміністративний менеджмент
Регіонально-адміністративний менеджмент Информационное обеспечение организационной деятельности
Информационное обеспечение организационной деятельности Современные тенденции в менеджменте
Современные тенденции в менеджменте Time management
Time management Компания СИБИНТЕК
Компания СИБИНТЕК Event management
Event management Стратегический корпоративный менеджмент
Стратегический корпоративный менеджмент Концепция lean production
Концепция lean production Организационные структуры управления в туриндустрии
Организационные структуры управления в туриндустрии Comprehensive Emergency Management Plan Indiana State Fair Commission
Comprehensive Emergency Management Plan Indiana State Fair Commission Внедрение антикоррупционной комплаенс-политики на примере крупных российских компаний
Внедрение антикоррупционной комплаенс-политики на примере крупных российских компаний Systemy motywowania w organizacjach
Systemy motywowania w organizacjach Стратегическое управление в образовании
Стратегическое управление в образовании Организационные формы инновационной деятельности
Организационные формы инновационной деятельности Контур логистика. Структуры КИС в которых имеется контур логистики. Система БЭСТ
Контур логистика. Структуры КИС в которых имеется контур логистики. Система БЭСТ Любая система управления это целенаправленная система, организованная для достижения целей. (Тема 5)
Любая система управления это целенаправленная система, организованная для достижения целей. (Тема 5) Понятие и этапы планирования потребности в персонале
Понятие и этапы планирования потребности в персонале Отработка возражений
Отработка возражений