- Диаграмма состояния железо-углерод

Содержание
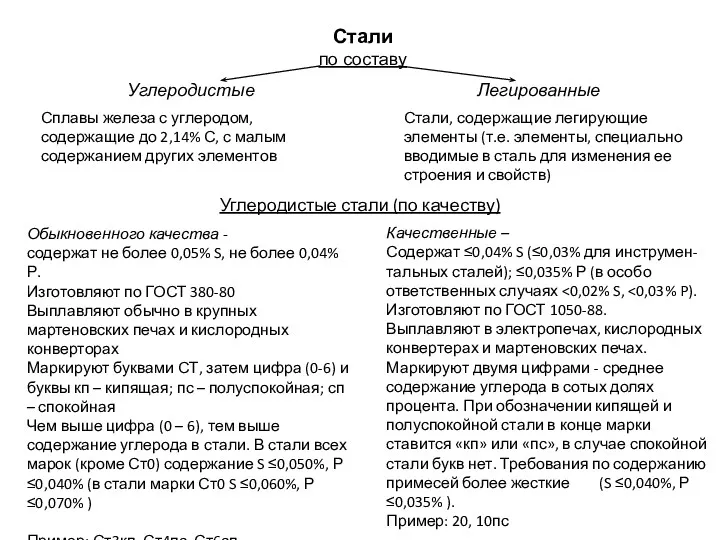
- 2. Стали по составу Углеродистые Легированные Сплавы железа с углеродом, содержащие до 2,14% С, с малым содержанием
- 3. Качественные углеродистые стали по содержанию углерода Низкоуглеродистые (до 0,25 % С) Среднеуглеродистые (0,3 – 0,5 %
- 4. Углеродистые стали (по структуре) Доэвтектоидные Содержание углерода до 0,8%; структура феррит + перлит Эвтектоидные Содержание углерода
- 5. Все химические элементы в стали Постоянные (обыкновенные) примеси: Mn, Si и Al – раскислители, вводятся при
- 6. Классификация сталей по количеству легирующих элементов Низколегированные стали, содержание легирующих до 2,5% Среднелегированные стали, содержание легирующих
- 7. Принципы маркировки сталей в России Х – хром (Cr) Н – никель (Ni) В – вольфрам
- 8. Принципы маркировки сталей в России Дополнительные обозначения (ставятся вначале марки): А – автоматные; Ш – подшипниковые;
- 9. Стали для режущего инструмента Нетеплостойкие Полутеплостойкие Теплостойкие Углеродистые и низколегированные (до 3-4% легирующих элементов) Среднелегированные (от
- 10. Стали для режущего инструмента Углеродистые стали Твердость готового инструмента 56 – 64 HRC Достоинства: низкая стоимость,
- 11. Быстрорежущие стали Впервые предложены в 1902 г. Маркируют – Р (rapid – быстрый), цифры показывают среднее
- 12. Автоматные стали Стали с повышенным содержанием S и Р хорошо обрабатываются резанием при больших скоростях, при
- 13. Рессорно-пружинные стали Основные требования – высокий предел упругости; - высокий предел выносливости ; - повышенная релаксационная
- 14. Коррозионностойкие стали Основной легирующий элемент – хром, при содержании 12 – 14% Cr сталь устойчива против
- 15. Жаростойкие и жаропрочные стали – стали, работающие при высоких температурах Жаростойкость – способность материала сопротивляться химической
- 16. Свариваемость сталей- возможность получения на данной стали сварного соединения с высокими свойства-ми, не уступающими свойствам основного
- 17. Строение сварного шва
- 18. Виды сварных соединений По расположению элементов друг относительно друга: а – стыковые; б – угловые; в
- 19. Виды разделки кромок- в зависимости от толщины свариваемых деталей I – без разделки кромок (толщина до
- 21. Скачать презентацию
Стали
по составу
Углеродистые
Легированные
Сплавы железа с углеродом, содержащие до 2,14% С, с малым
Стали
по составу
Углеродистые
Легированные
Сплавы железа с углеродом, содержащие до 2,14% С, с малым
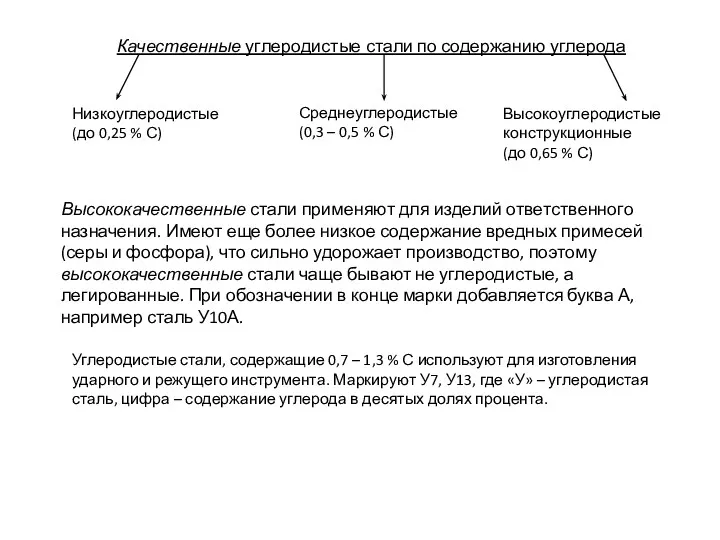
Качественные углеродистые стали по содержанию углерода
Низкоуглеродистые
(до 0,25 % С)
Среднеуглеродистые
(0,3 – 0,5
Качественные углеродистые стали по содержанию углерода
Низкоуглеродистые
(до 0,25 % С)
Среднеуглеродистые
(0,3 – 0,5
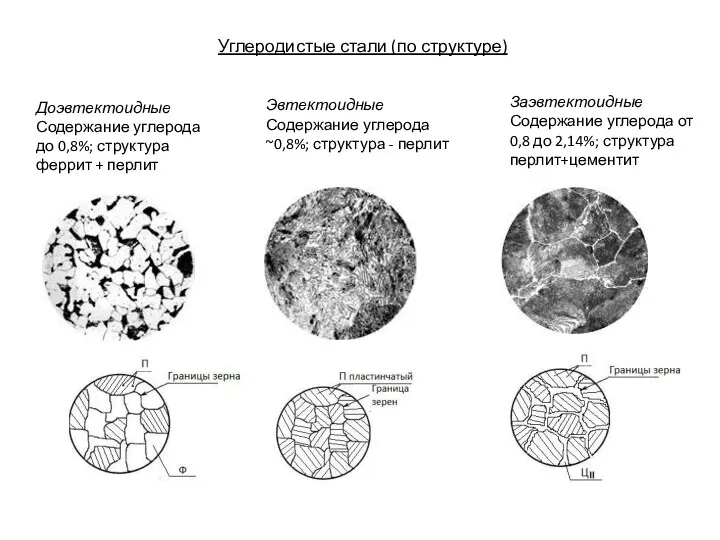
Углеродистые стали (по структуре)
Доэвтектоидные
Содержание углерода до 0,8%; структура феррит + перлит
Эвтектоидные
Содержание
Углеродистые стали (по структуре)
Доэвтектоидные
Содержание углерода до 0,8%; структура феррит + перлит
Эвтектоидные
Содержание
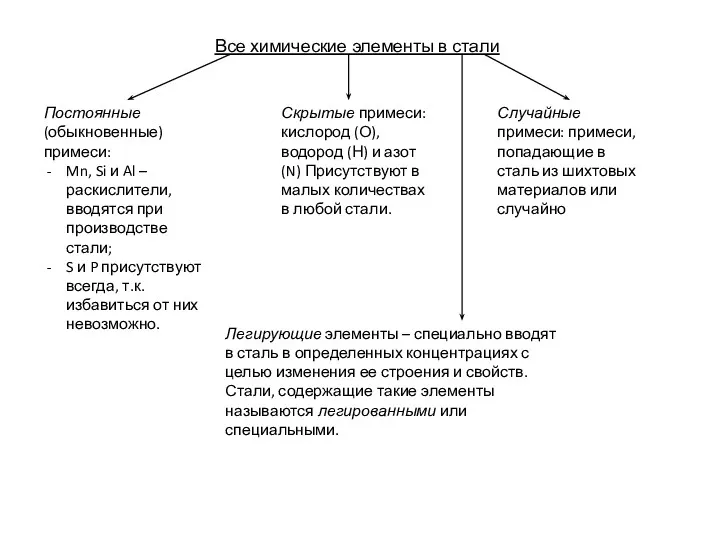
Все химические элементы в стали
Постоянные (обыкновенные) примеси:
Mn, Si и Al –
Все химические элементы в стали
Постоянные (обыкновенные) примеси:
Mn, Si и Al –
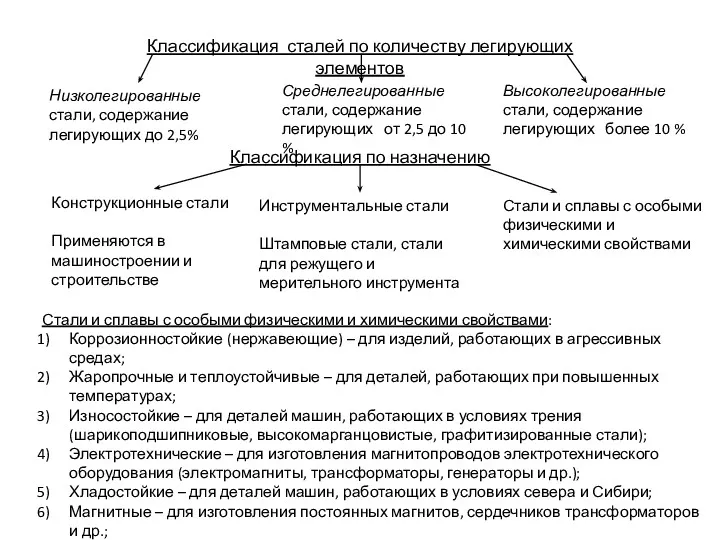
Классификация сталей по количеству легирующих элементов
Низколегированные стали, содержание легирующих до 2,5%
Среднелегированные
Классификация сталей по количеству легирующих элементов
Низколегированные стали, содержание легирующих до 2,5%
Среднелегированные
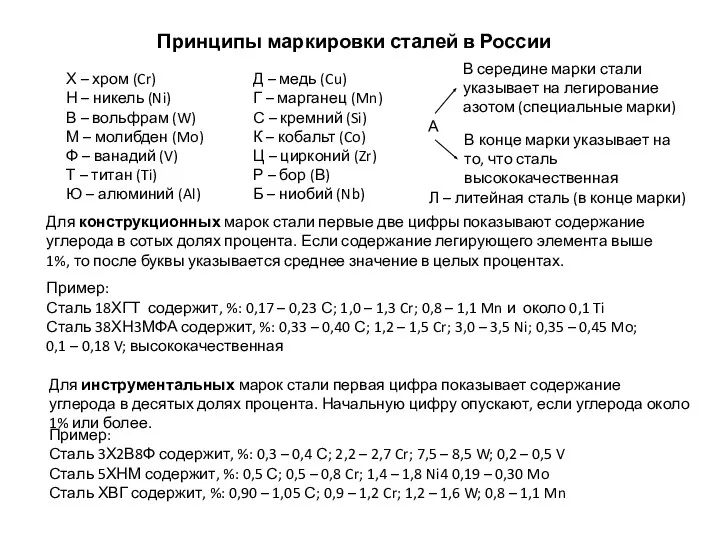
Принципы маркировки сталей в России
Х – хром (Cr)
Н – никель (Ni)
В
Принципы маркировки сталей в России
Х – хром (Cr)
Н – никель (Ni)
В
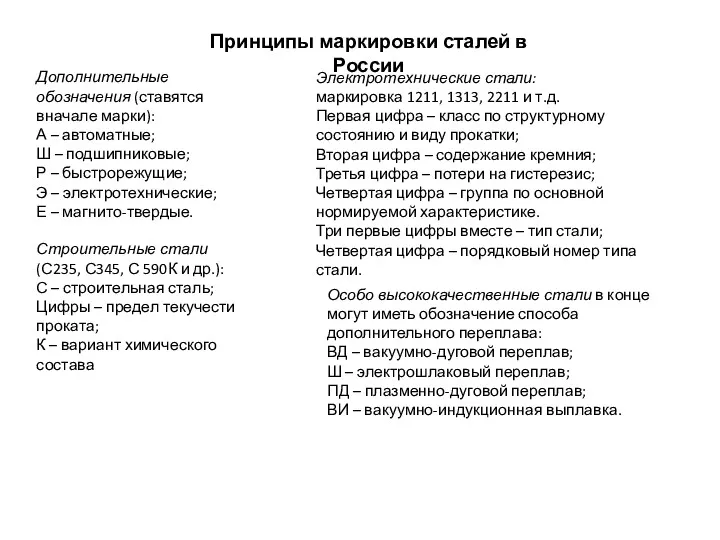
Принципы маркировки сталей в России
Дополнительные обозначения (ставятся вначале марки):
А – автоматные;
Ш
Принципы маркировки сталей в России
Дополнительные обозначения (ставятся вначале марки):
А – автоматные;
Ш
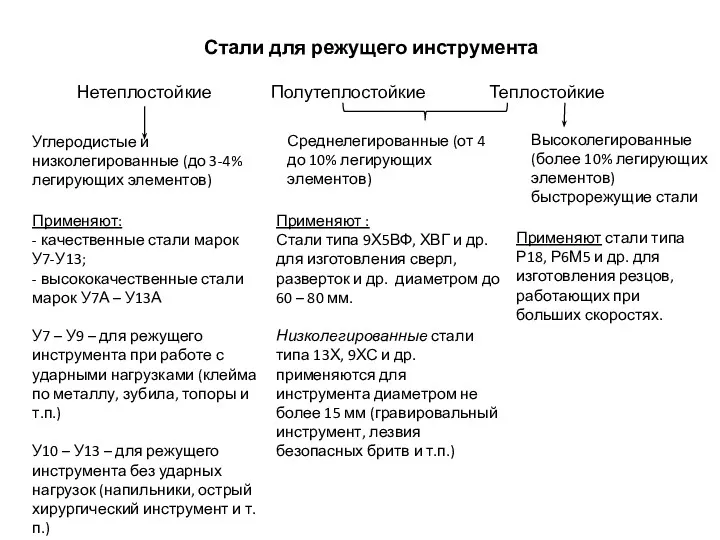
Стали для режущего инструмента
Нетеплостойкие
Полутеплостойкие
Теплостойкие
Углеродистые и низколегированные (до 3-4% легирующих элементов)
Среднелегированные (от
Стали для режущего инструмента
Нетеплостойкие
Полутеплостойкие
Теплостойкие
Углеродистые и низколегированные (до 3-4% легирующих элементов)
Среднелегированные (от

Стали для режущего инструмента
Углеродистые стали
Твердость готового инструмента 56 – 64 HRC
Достоинства:
Стали для режущего инструмента
Углеродистые стали
Твердость готового инструмента 56 – 64 HRC
Достоинства:
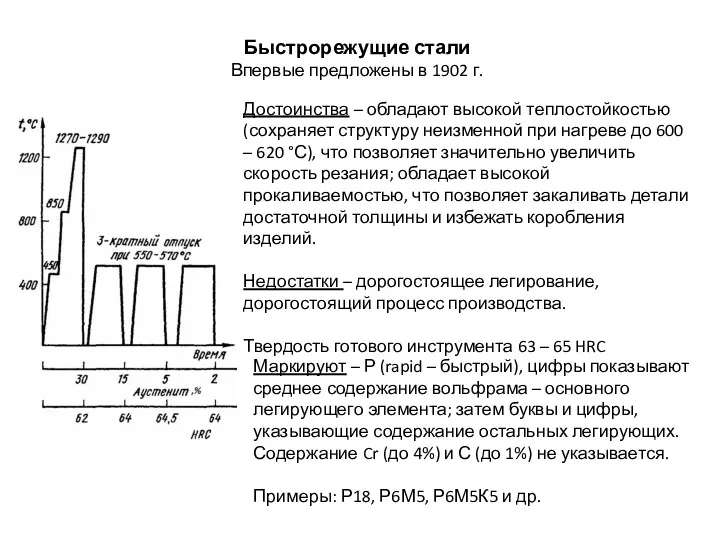
Быстрорежущие стали
Впервые предложены в 1902 г.
Маркируют – Р (rapid – быстрый),
Быстрорежущие стали
Впервые предложены в 1902 г.
Маркируют – Р (rapid – быстрый),
Автоматные стали
Стали с повышенным содержанием S и Р хорошо обрабатываются резанием
Автоматные стали
Стали с повышенным содержанием S и Р хорошо обрабатываются резанием
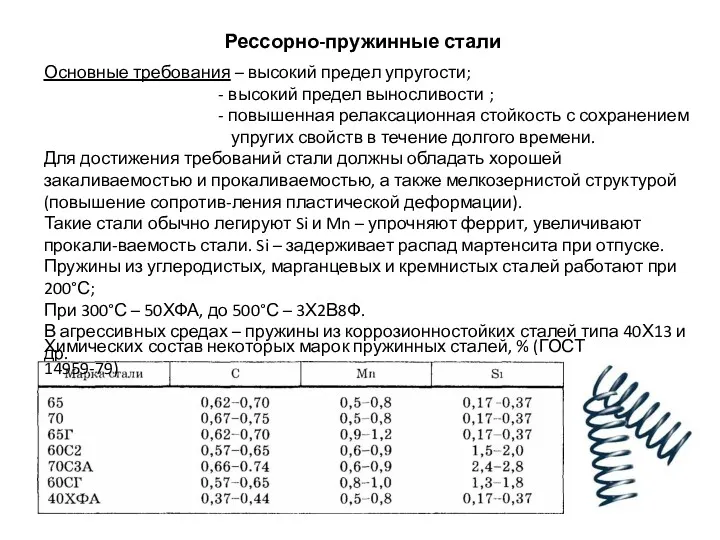
Рессорно-пружинные стали
Основные требования – высокий предел упругости;
- высокий предел выносливости
Рессорно-пружинные стали
Основные требования – высокий предел упругости;
- высокий предел выносливости
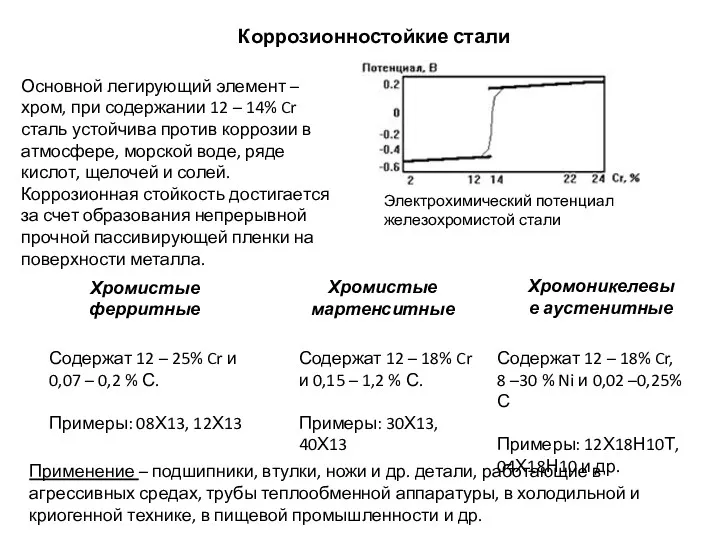
Коррозионностойкие стали
Основной легирующий элемент – хром, при содержании 12 – 14%
Коррозионностойкие стали
Основной легирующий элемент – хром, при содержании 12 – 14%
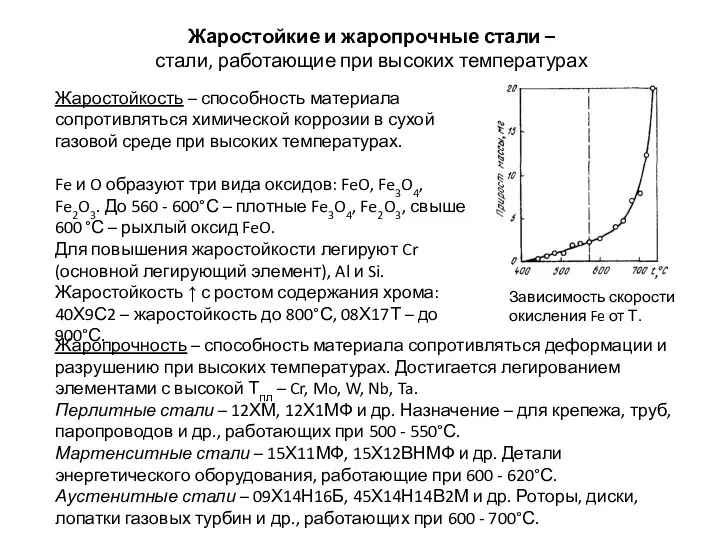
Жаростойкие и жаропрочные стали –
стали, работающие при высоких температурах
Жаростойкость –
Жаростойкие и жаропрочные стали –
стали, работающие при высоких температурах
Жаростойкость –
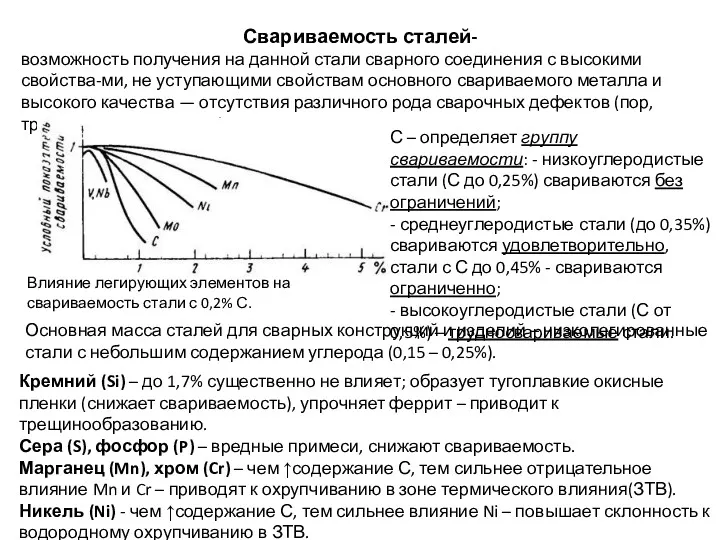
Свариваемость сталей-
возможность получения на данной стали сварного соединения с высокими свойства-ми,
Свариваемость сталей-
возможность получения на данной стали сварного соединения с высокими свойства-ми,
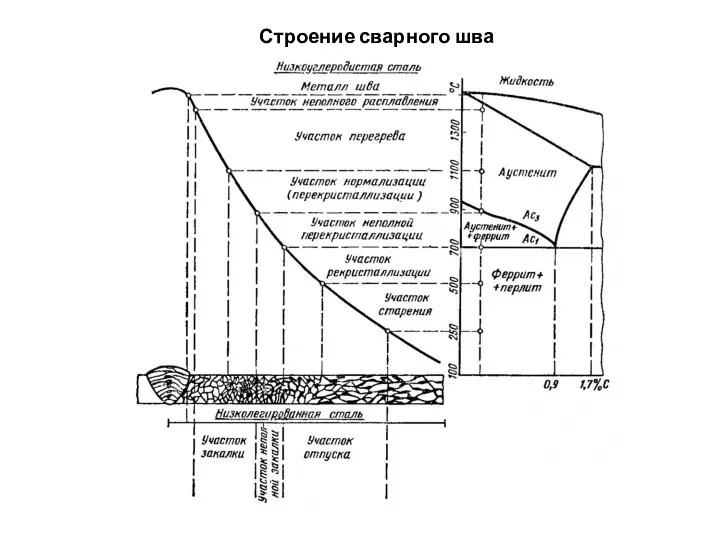
Строение сварного шва
Строение сварного шва
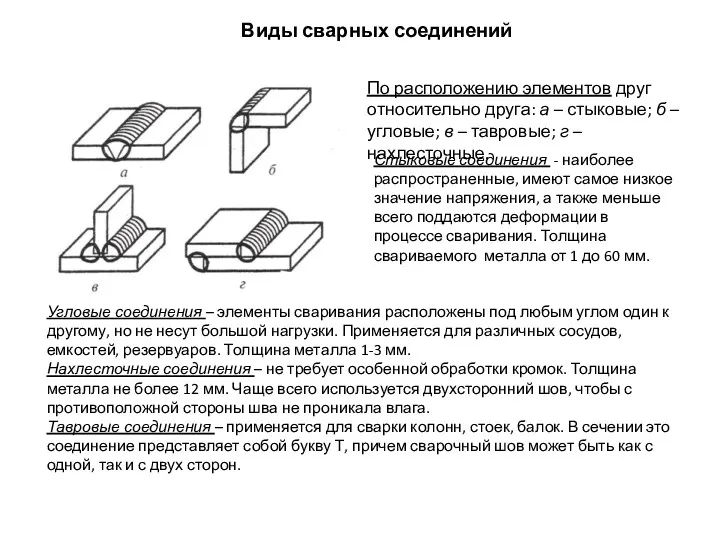
Виды сварных соединений
По расположению элементов друг относительно друга: а – стыковые;
Виды сварных соединений
По расположению элементов друг относительно друга: а – стыковые;
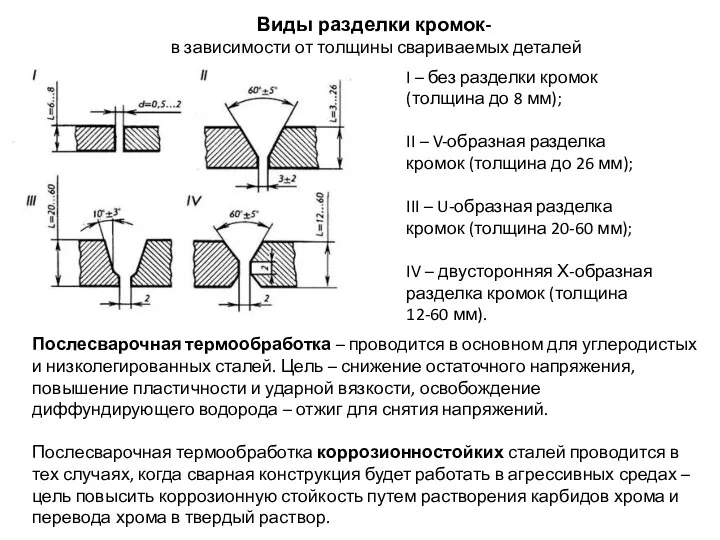
Виды разделки кромок-
в зависимости от толщины свариваемых деталей
I – без
Виды разделки кромок-
в зависимости от толщины свариваемых деталей
I – без
 Публичная презентация результатов педагогической учителя МБОУ СОШ №74 Зятиковой Светланы Андреевны
Публичная презентация результатов педагогической учителя МБОУ СОШ №74 Зятиковой Светланы Андреевны Андрей Поздеев - красноярский художник
Андрей Поздеев - красноярский художник Три памятника в русской литературе
Три памятника в русской литературе Презентация №4 к уроку математики в 5 классе Обыкновенные дроби3
Презентация №4 к уроку математики в 5 классе Обыкновенные дроби3 Умножение десятичных дробей
Умножение десятичных дробей Разработки классных часов в 3 -4 классе
Разработки классных часов в 3 -4 классе Фото с праздника
Фото с праздника Тоталитаризм. Отрицательные черты
Тоталитаризм. Отрицательные черты Кинетика ферментативного катализа. (Лекция 5)
Кинетика ферментативного катализа. (Лекция 5) Профессия - ветеринар
Профессия - ветеринар Презентация У кого кто (дикие животные и детеныши)
Презентация У кого кто (дикие животные и детеныши) Классный час Ябеда... или?
Классный час Ябеда... или? Краткие алгоритмы терапии метастатической меланомы кожи
Краткие алгоритмы терапии метастатической меланомы кожи Сталинградская битва
Сталинградская битва Малярия. Возбудитель малярии
Малярия. Возбудитель малярии Вписанные углы
Вписанные углы Теоретические основы психологического консультирования
Теоретические основы психологического консультирования Гипоксия. Типы гипоксии
Гипоксия. Типы гипоксии Итоги Первой Мировой войны
Итоги Первой Мировой войны Энергетический обмен. Обмен углеводов
Энергетический обмен. Обмен углеводов Напольные покрытия. Массивная доска и пробка
Напольные покрытия. Массивная доска и пробка Сбережение русского языка
Сбережение русского языка Мои школьные будни (ಠ_ಠ)
Мои школьные будни (ಠ_ಠ) Конструкция и эксплуатация авиационного двигателя. Запуск и опробование двигателя
Конструкция и эксплуатация авиационного двигателя. Запуск и опробование двигателя Авиационные катастрофы
Авиационные катастрофы Изменчивость. Типы изменчивости. Мутации
Изменчивость. Типы изменчивости. Мутации Серозные менингиты
Серозные менингиты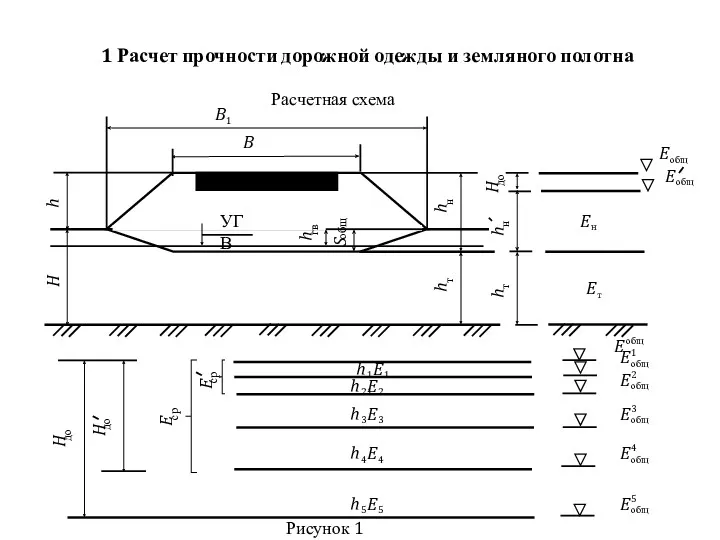 Расчет прочности дорожной одежды и земляного полотна
Расчет прочности дорожной одежды и земляного полотна