- FMEA Failure Mode and Effects Analysis

Содержание
- 2. Cele FMEA Systematyczna identyfikacja poszczególnych wad produktu lub/i procesu oraz ich eliminacja lub minimalizacja skutków. Osiąga
- 3. Identyfikacja elementów wyrobu oraz procesu (kolejność technologiczna) Sporządzenie wykazu wystąpienia możliwych wad wyrobu/błędów w procesie Sporządzenie
- 4. FMEA wyrobu/projektu FMEA procesu Rodzaje FMEA
- 5. 1. FMEA wyrobu/projektu – ma na celu poznanie silnych i słabych stron produktu już w fazie
- 6. 2. FMEA procesu- ma na celu identyfikację czynników utrudniających spełnienie wymagań projektowych procesu lub zmniejszających efektywność
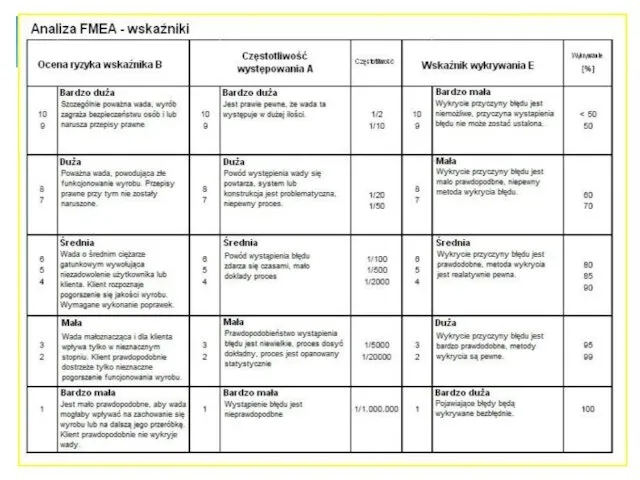
- 7. ANALIZA ILOŚCIOWA W METODZIE FMEA analiza ilościowa wad Analiza ilościowa ma na celu oszacowanie czynników ryzyka.
- 8. Tabela 1. Wskazówki do przyjmowania liczby R (częstość wystąpienia wady)
- 9. Tabela 2. Wskazówki do przyjmowania liczby W (poziom wykrywalności)
- 10. Tabela 3. Znaczenie wady dla klienta (Z)
- 11. Na podstawie oszacowania liczb krytyczności liczymy liczbę priorytetu RPN (Risk Priority Number) wyznaczając ją wg wzoru:
- 12. Może ona przyjmować wartości w zakresie 1 –1000. Wraz ze wzrostem liczby P zwiększa się ryzyko
- 13. Przebieg FMEA Analizę FMEA możemy podzielić na 3 etapy: Etap 1.Analiza procesu/wyrobu.
- 14. Etap 2. Zasadniczą część FMEA przeprowadzana dla całego wyrobu, pojedynczego podzespołu lub elementu, dla całego procesu
- 16. Karta FMEA
- 18. Скачать презентацию
Cele FMEA
Systematyczna identyfikacja poszczególnych wad produktu lub/i procesu oraz ich eliminacja
Cele FMEA
Systematyczna identyfikacja poszczególnych wad produktu lub/i procesu oraz ich eliminacja
Identyfikacja elementów wyrobu oraz procesu (kolejność technologiczna)
Sporządzenie wykazu wystąpienia możliwych
Identyfikacja elementów wyrobu oraz procesu (kolejność technologiczna)
Sporządzenie wykazu wystąpienia możliwych
FMEA wyrobu/projektu
FMEA procesu
Rodzaje FMEA
FMEA wyrobu/projektu
FMEA procesu
Rodzaje FMEA
1. FMEA wyrobu/projektu – ma na celu poznanie silnych i słabych
1. FMEA wyrobu/projektu – ma na celu poznanie silnych i słabych
2. FMEA procesu- ma na celu identyfikację czynników utrudniających spełnienie wymagań
2. FMEA procesu- ma na celu identyfikację czynników utrudniających spełnienie wymagań
ANALIZA ILOŚCIOWA W METODZIE FMEA
analiza ilościowa wad
Analiza ilościowa ma na
ANALIZA ILOŚCIOWA W METODZIE FMEA
analiza ilościowa wad Analiza ilościowa ma na
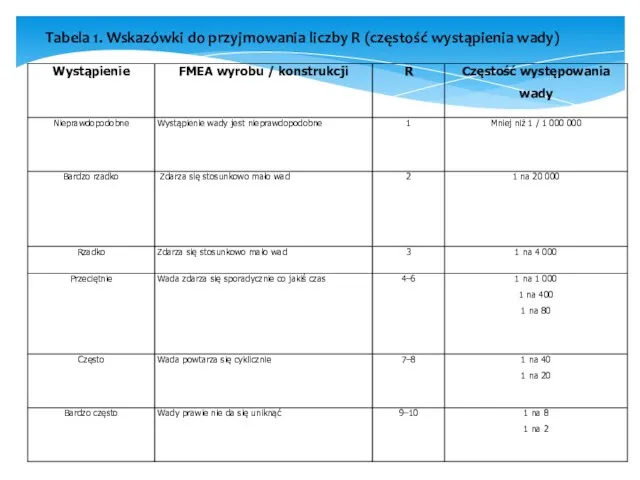
Tabela 1. Wskazówki do przyjmowania liczby R (częstość wystąpienia wady)
Tabela 1. Wskazówki do przyjmowania liczby R (częstość wystąpienia wady)
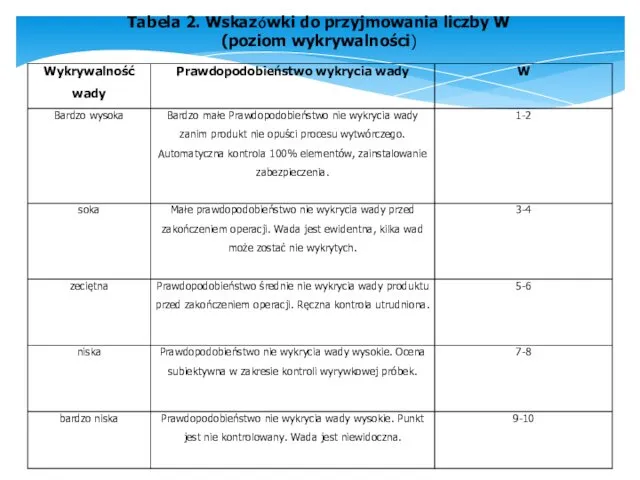
Tabela 2. Wskazówki do przyjmowania liczby W
(poziom wykrywalności)
Tabela 2. Wskazówki do przyjmowania liczby W
(poziom wykrywalności)
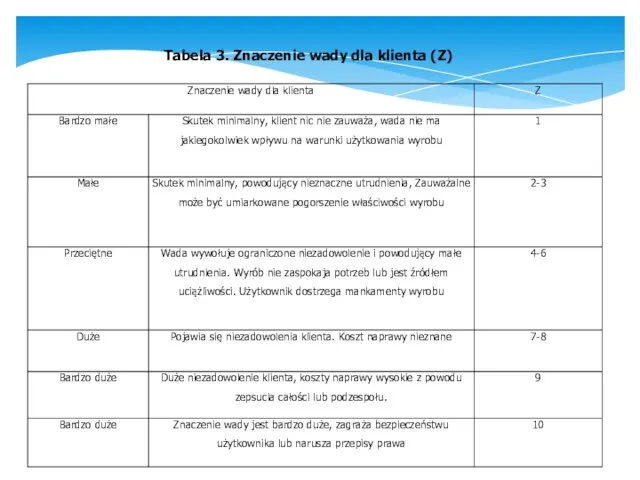
Tabela 3. Znaczenie wady dla klienta (Z)
Tabela 3. Znaczenie wady dla klienta (Z)
Na podstawie oszacowania liczb krytyczności liczymy liczbę priorytetu RPN (Risk Priority
Na podstawie oszacowania liczb krytyczności liczymy liczbę priorytetu RPN (Risk Priority
Może ona przyjmować wartości w zakresie 1 –1000.
Wraz ze wzrostem
Może ona przyjmować wartości w zakresie 1 –1000.
Wraz ze wzrostem
Przebieg FMEA
Analizę FMEA możemy podzielić na 3 etapy:
Etap 1.Analiza procesu/wyrobu.
Przebieg FMEA
Analizę FMEA możemy podzielić na 3 etapy:
Etap 1.Analiza procesu/wyrobu.
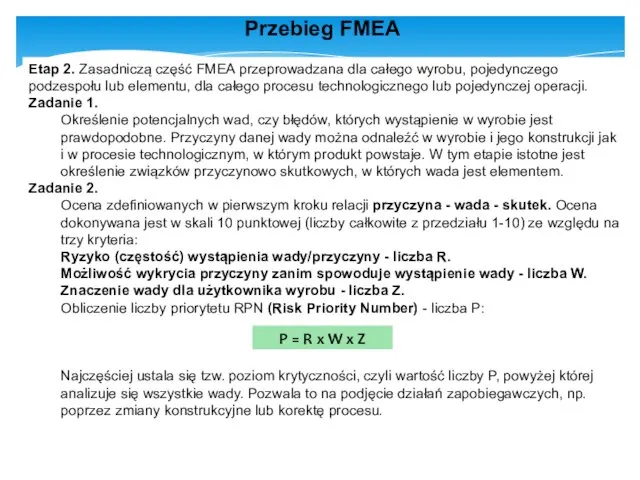
Etap 2. Zasadniczą część FMEA przeprowadzana dla całego wyrobu, pojedynczego podzespołu
Etap 2. Zasadniczą część FMEA przeprowadzana dla całego wyrobu, pojedynczego podzespołu
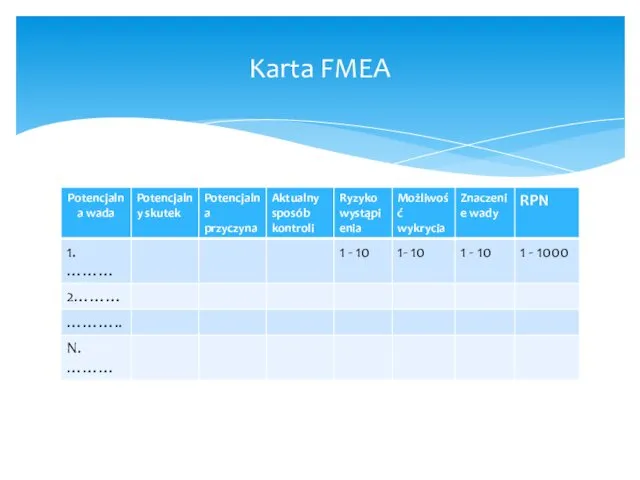
Karta FMEA
Karta FMEA
 Antihypertensive and lipid-lowering drugs
Antihypertensive and lipid-lowering drugs Презентация к логопедическому занятию по автоматизации звука Ж Весёлый жук Жужик
Презентация к логопедическому занятию по автоматизации звука Ж Весёлый жук Жужик Кодекс корпоративной этики
Кодекс корпоративной этики Внутренний водный транспорт
Внутренний водный транспорт презентация Развивающая предметно - пространственная среда ООП ДОО
презентация Развивающая предметно - пространственная среда ООП ДОО Птичий грипп
Птичий грипп Иванов Анатолий Викторович. Передовики района
Иванов Анатолий Викторович. Передовики района Заболевания органов мочевыделительной системы у детей
Заболевания органов мочевыделительной системы у детей Технология и механизации погрузочно-разгрузочных работ с грузами в аэропорту Алматы
Технология и механизации погрузочно-разгрузочных работ с грузами в аэропорту Алматы Психокоррекция как форма практической помощи человеку
Психокоррекция как форма практической помощи человеку Past Simple
Past Simple презентация урока История села Сясьские рядки
презентация урока История села Сясьские рядки Пусть первый подснежник подарит вам нежность
Пусть первый подснежник подарит вам нежность развлечение Полет в космос
развлечение Полет в космос Мастерство исполнителя. Музыкальные инструменты (гитара)
Мастерство исполнителя. Музыкальные инструменты (гитара) Общая характеристика интеллектуальной собственности
Общая характеристика интеллектуальной собственности Презентация к уроку Скорость химических реакций
Презентация к уроку Скорость химических реакций Учимся рисовать ракету
Учимся рисовать ракету Вода. Земля — планета поразительной голубизны
Вода. Земля — планета поразительной голубизны презентация 2022 для Дня открытых дверей
презентация 2022 для Дня открытых дверей Строительство дистрибьюторского центра
Строительство дистрибьюторского центра презентация Приобщение детей к русской национальной культуре в условиях дошкольного учреждения и семьи
презентация Приобщение детей к русской национальной культуре в условиях дошкольного учреждения и семьи Назначение геофизических исследований скважин при геологическом изучении недр и добычи нефти и газа
Назначение геофизических исследований скважин при геологическом изучении недр и добычи нефти и газа Я - помню, я – горжусь. Республиканский конкурс презентаций Наши великие земляки
Я - помню, я – горжусь. Республиканский конкурс презентаций Наши великие земляки Презентация Пионерская организация имени В.И. Ленина
Презентация Пионерская организация имени В.И. Ленина Источники питания для сварки
Источники питания для сварки Расходы по заготовительной деятельности. Модуль 10
Расходы по заготовительной деятельности. Модуль 10 Резервуары АЗС
Резервуары АЗС