- Конструкция и технические характеристики электроустановок для сварки

Содержание
- 2. Электросварка — это способ получения неразъемного соединения металлических деталей путем их местного нагрева электроэнергией до жидкого
- 3. - лазерной сварки; - сварки контактным разогревом; - диффузионной сварки; - дугоконтактной сварки (с разогревом до
- 4. Электросварка
- 5. Электросварочная установка – комплекс функционально связанных между собой элементов соответствующего электросварочного и общего назначения электротехнического, а
- 6. г) Сварка защищенной дугой и неплавящимся электродом д). Сварка (полуавтоматическая или автоматическая) защищенной дугой (среда аргона
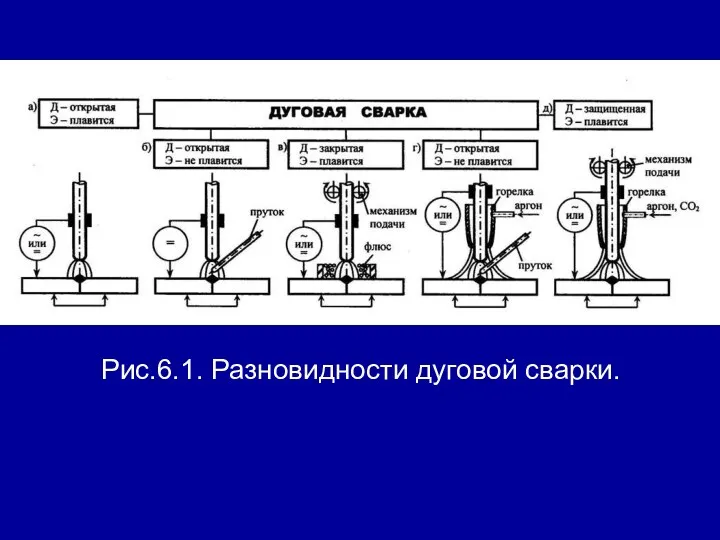
- 7. Рис.6.1. Разновидности дуговой сварки.
- 8. Сварка открытой дугой с плавящимся электродом (а) получила самое широкое применение для черных металлов. Дуга получает
- 9. Ручная сварка открытой дугой с неплавящимся электродом (б) применяется обычно для соединения цветных металлов и сплавов.
- 10. Сварка (полуавтоматическая или автоматическая) закрытой дугой с плавящимся электродом (в) под слоем флюса применяется для соединения
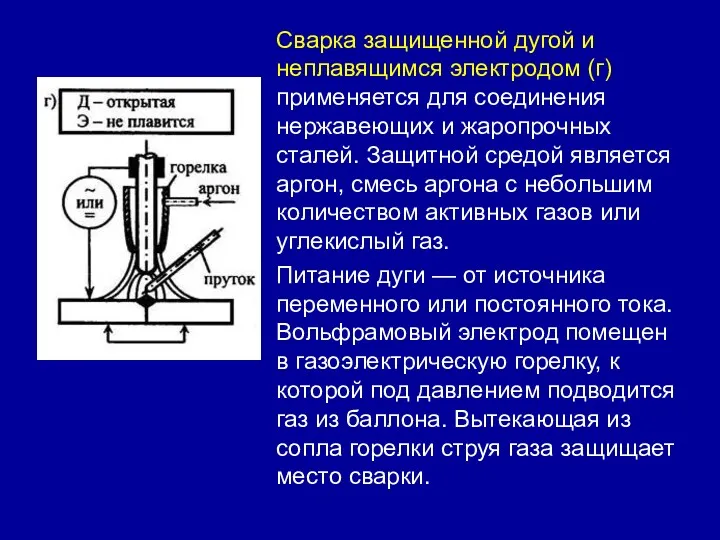
- 11. Сварка защищенной дугой и неплавящимся электродом (г) применяется для соединения нержавеющих и жаропрочных сталей. Защитной средой
- 12. Сварка (полуавтоматическая или автоматическая) защищенной дугой (среда аргона или углекислого газа) и плавящимся электродом (д). Неизолированная
- 13. Электрооборудование электроустановок дуговой сварки Основным элементом, обеспечивающим дуговой сварочный процесс является источник питания сварочной дуги. Так
- 14. По способу регулирования тока выделяются источники питания двух типов: - трансформаторы с нормальным магнитным рассеянием и
- 15. Аппараты с нормальным магнитным рассеянием выполняются двух видов: а) с отдельным регуляторами тока (РТ). б) встроенным
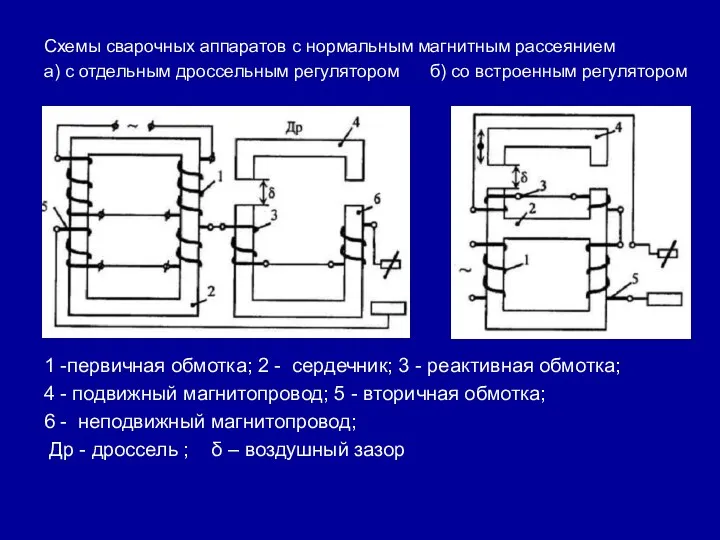
- 16. 1 -первичная обмотка; 2 - сердечник; 3 - реактивная обмотка; 4 - подвижный магнитопровод; 5 -
- 17. Сопротивление (индуктивное) РТ может изменяться в широких пределах при изменении воздушного зазора с помощью винтового механизма
- 18. Специфическим свойством сварочных источников тока является способность выдерживать многочисленные технологические короткие замыкания во вторичной цепи. Кроме
- 19. Сварочные трансформаторы
- 20. Источники питания постоянного тока подразделяют на две основные группы: сварочные преобразователи и сварочные выпрямители. Сварочный преобразователь
- 21. Однопостовые сварочные генераторы в зависимости от схемы формирования падающей внешней характеристики подразделяются на три основные группы:
- 22. Сварочные выпрямители основаны на использовании полупроводниковой техники, применение которой позволяет значительно расширить номенклатуру источников питания для
- 23. Контактная сварка объединяет большую группу методов сварки, отличительной особенностью которых являются надежность получаемых соединений, высокий уровень
- 25. Сварочные установки для контактной сварки имеют две основные части: электрическую и механическую . Электрическая часть состоит
- 27. Скачать презентацию
Электросварка — это способ получения неразъемного соединения металлических деталей путем их местного нагрева
Электросварка — это способ получения неразъемного соединения металлических деталей путем их местного нагрева
- лазерной сварки;
- сварки контактным разогревом;
- диффузионной сварки;
- дугоконтактной сварки (с разогревом до
- лазерной сварки;
- сварки контактным разогревом;
- диффузионной сварки;
- дугоконтактной сварки (с разогревом до
Электросварка
Электросварка

Электросварочная установка – комплекс функционально связанных между собой элементов соответствующего электросварочного и общего
Электросварочная установка – комплекс функционально связанных между собой элементов соответствующего электросварочного и общего
г) Сварка защищенной дугой и неплавящимся электродом
д). Сварка (полуавтоматическая или автоматическая) защищенной дугой
г) Сварка защищенной дугой и неплавящимся электродом
д). Сварка (полуавтоматическая или автоматическая) защищенной дугой
Рис.6.1. Разновидности дуговой сварки.
Рис.6.1. Разновидности дуговой сварки.
Сварка открытой дугой с плавящимся электродом (а) получила самое широкое применение для черных
Сварка открытой дугой с плавящимся электродом (а) получила самое широкое применение для черных

Ручная сварка открытой дугой с неплавящимся электродом (б) применяется обычно для соединения цветных
Ручная сварка открытой дугой с неплавящимся электродом (б) применяется обычно для соединения цветных

Сварка (полуавтоматическая или автоматическая) закрытой дугой с плавящимся электродом (в) под слоем флюса
Сварка (полуавтоматическая или автоматическая) закрытой дугой с плавящимся электродом (в) под слоем флюса

Сварка защищенной дугой и неплавящимся электродом (г) применяется для соединения нержавеющих и жаропрочных
Сварка защищенной дугой и неплавящимся электродом (г) применяется для соединения нержавеющих и жаропрочных
Сварка (полуавтоматическая или автоматическая) защищенной дугой (среда аргона или углекислого газа) и плавящимся
Сварка (полуавтоматическая или автоматическая) защищенной дугой (среда аргона или углекислого газа) и плавящимся

Электрооборудование электроустановок дуговой сварки
Основным элементом, обеспечивающим дуговой сварочный процесс является источник питания сварочной
Электрооборудование электроустановок дуговой сварки
Основным элементом, обеспечивающим дуговой сварочный процесс является источник питания сварочной
По способу регулирования тока выделяются источники питания двух типов:
- трансформаторы с нормальным магнитным
По способу регулирования тока выделяются источники питания двух типов:
- трансформаторы с нормальным магнитным
Аппараты с нормальным магнитным рассеянием
выполняются двух видов:
а) с отдельным регуляторами тока
Аппараты с нормальным магнитным рассеянием
выполняются двух видов:
а) с отдельным регуляторами тока
1 -первичная обмотка; 2 - сердечник; 3 - реактивная обмотка;
4 - подвижный
1 -первичная обмотка; 2 - сердечник; 3 - реактивная обмотка;
4 - подвижный
Сопротивление (индуктивное) РТ может изменяться в широких пределах при изменении воздушного зазора с
Сопротивление (индуктивное) РТ может изменяться в широких пределах при изменении воздушного зазора с
Специфическим свойством сварочных
источников тока является способность
выдерживать многочисленные
технологические короткие замыкания
во вторичной цепи.
Кроме того,
Специфическим свойством сварочных
источников тока является способность
выдерживать многочисленные
технологические короткие замыкания
во вторичной цепи.
Кроме того,
Сварочные трансформаторы
Сварочные трансформаторы

Источники питания постоянного тока подразделяют на две основные группы: сварочные преобразователи и сварочные выпрямители.
Сварочный
Источники питания постоянного тока подразделяют на две основные группы: сварочные преобразователи и сварочные выпрямители.
Сварочный
Однопостовые сварочные генераторы в зависимости от схемы формирования падающей внешней характеристики подразделяются на
Однопостовые сварочные генераторы в зависимости от схемы формирования падающей внешней характеристики подразделяются на
Сварочные выпрямители основаны на использовании полупроводниковой техники, применение которой позволяет значительно расширить номенклатуру источников
Сварочные выпрямители основаны на использовании полупроводниковой техники, применение которой позволяет значительно расширить номенклатуру источников
Контактная сварка объединяет большую группу методов сварки, отличительной особенностью которых являются надежность получаемых
Контактная сварка объединяет большую группу методов сварки, отличительной особенностью которых являются надежность получаемых
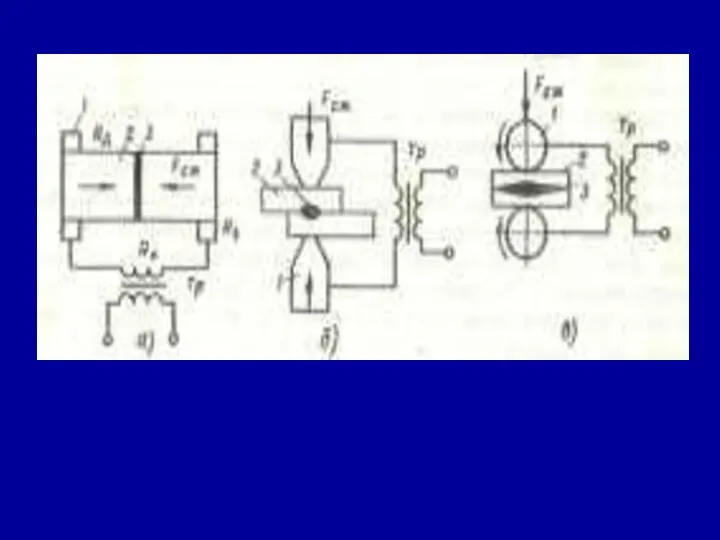
Сварочные установки для контактной сварки имеют две основные части: электрическую и механическую . Электрическая часть
Сварочные установки для контактной сварки имеют две основные части: электрическую и механическую . Электрическая часть
 Приборное оборудование и системы автоматического управления полётом
Приборное оборудование и системы автоматического управления полётом TPMS Introduction (v.2)
TPMS Introduction (v.2) Модели и моделирование процесса принятия управленческих решений. (Тема 4)
Модели и моделирование процесса принятия управленческих решений. (Тема 4) Скорость химических реакций
Скорость химических реакций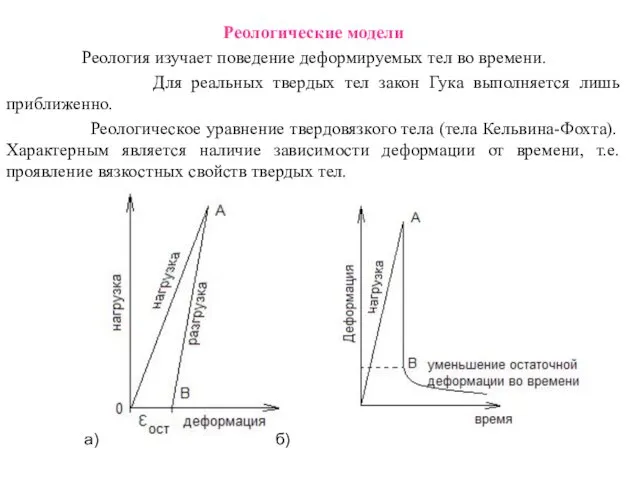 Реологические модели
Реологические модели Военно-мостовая подготовка. Итоговый тест
Военно-мостовая подготовка. Итоговый тест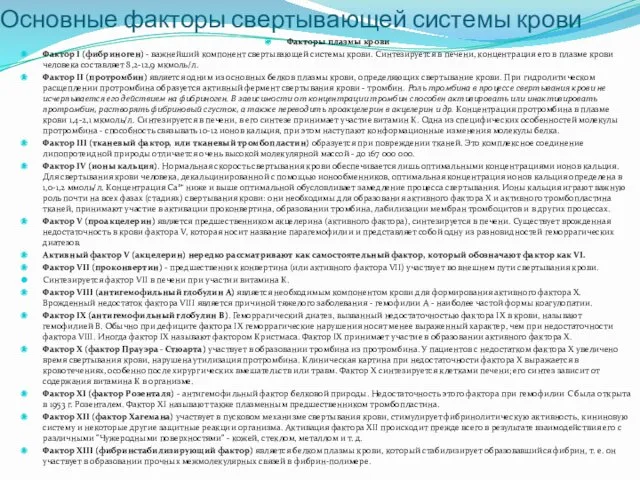 Основные факторы свертывающей системы крови
Основные факторы свертывающей системы крови Развитие речи обучающихся с особыми образовательными способностями как один из путей социальной адаптации
Развитие речи обучающихся с особыми образовательными способностями как один из путей социальной адаптации Строение атома и периодическая система химических элементов Д.И.Менделеева
Строение атома и периодическая система химических элементов Д.И.Менделеева Диоды СВЧ
Диоды СВЧ Автоматизация сбора яиц
Автоматизация сбора яиц Лавсан. Історія досліджень. Властисвості
Лавсан. Історія досліджень. Властисвості Сравнительное богословие. Древние Восточные Церкви
Сравнительное богословие. Древние Восточные Церкви Мыши водят хоровод
Мыши водят хоровод Понятие, роль, масштаб мирового финансового рынка
Понятие, роль, масштаб мирового финансового рынка Презентация Масленица
Презентация Масленица Проектирование профилей наклонно-направленных скважин. (Лекция 2)
Проектирование профилей наклонно-направленных скважин. (Лекция 2) Как написать свою первую научную статью?
Как написать свою первую научную статью? Страницы истории XIX века
Страницы истории XIX века Передвижение по воде. Плот. Кораблик из бумаги
Передвижение по воде. Плот. Кораблик из бумаги Стеклянная посуда
Стеклянная посуда Влияние нетрадиционных методов рисования на изобразительную деятельность детей младшего дошкольного возраста
Влияние нетрадиционных методов рисования на изобразительную деятельность детей младшего дошкольного возраста П, И, ЧАЙКОВСКИЙ Времена года музыкально-литературный вечер
П, И, ЧАЙКОВСКИЙ Времена года музыкально-литературный вечер Урок по природоведению на тему Почва
Урок по природоведению на тему Почва Трубопроводы, агрегаты
Трубопроводы, агрегаты Чем отличается рояль от пианино
Чем отличается рояль от пианино Компьютерные вирусы
Компьютерные вирусы Дифференциальные уравнения первого порядка
Дифференциальные уравнения первого порядка