- Өлшеу құралдары, олардың сипаттамалары және жіктелуі. Эталондар. (дәріс 3)

Содержание
- 2. Негізгі қарастырылатын мәселелер: Техникалық өлшеу құралдарының негізгі топтары. Өлшеу құралдарының мөлшерленетін метрологиялық сипаттамалары. Эталондар, олардың жіктелуі.
- 3. Мөлшерленген метрологиялық қасиеттері бар қолданбалы техникалық құралдар Өлшеу құралдары
- 4. Техникалық өлшеу құралдары негізгі 3 топқа бөлінеді: 1. Мөлшер – берілген мөлшерлі физикалық шаманы қайталап жаңғырту
- 5. Техникалық өлшеу құралдары негізгі 3 топқа бөлінеді: 2. Калибр - өлшемдердің өздерімен берілген шекараларында тетіктердің беттері
- 6. Техникалық өлшеу құралдары негізгі 3 топқа бөлінеді: 3. Әмбебап ӨҚ кейбір диапазонда нақты өлшемді анықтайды, мұнымен
- 7. Өлшеу және бақылау құралдарын жобалау принциптері Тэйлор принципі. Алдын ала шекті мәндері жазылған профиль өлшемдерінің сәйкестігін,
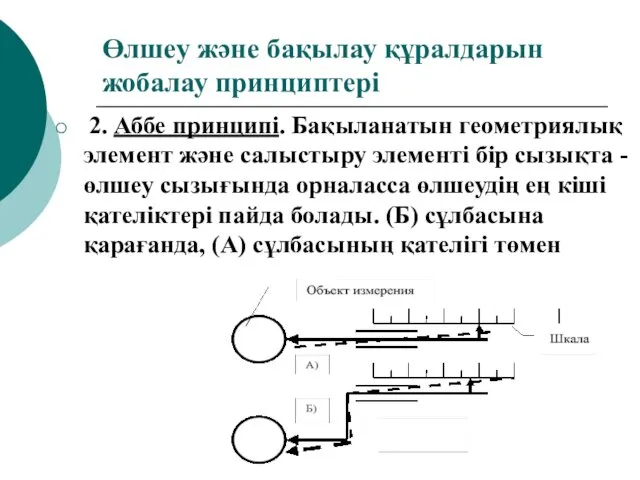
- 8. Өлшеу және бақылау құралдарын жобалау принциптері 2. Аббе принципі. Бақыланатын геометриялық элемент және салыстыру элементі бір
- 9. Өлшеу және бақылау құралдарын жобалау принциптері Инверсия принципі. Тетік - өңдеуге, бақылауға және пайдалануға қатысатын 3
- 10. Өлшеу құралдарының метрологиялық сипаттамалары. Өлшеу құралы - өлшеу үшін арналған, нормаландырылған метрологиялық сипаттамалары бар, белгілі уақыт
- 11. Өлшеу құралдарының метрологиялық сипаттамалары ӨҚ метрологиялық сипаттамасы – өлшеу нәтижесіне және оның қателігіне әсер етуші ӨҚ
- 12. Өлшеу құралдарының метрологиялық сипаттамалары Өлшеудің қалыпты жағдайлары – мәндердің немесе әсер етуші шама мәндері аймақтарының жиынтығымен
- 13. ГОСТ 8.009 сәйкес ӨҚ мөлшерленетін метрологиялық сипаттамалары: 1) шкала ұзындығы; 2) шкаланың бөлу бағасы; 3) өлшегіш
- 14. Метрологиялық сипаттамалар Шкала ұзындығы ӨҚ шкаласының барлық ең қысқа белгілеулерінің орталықтары мен шектеулі бастапқы және соңғы
- 15. Метрологиялық сипаттамалар Көрсеткіштер вариациясы өлшеу диапазонының бір ғана нүктесіне өлшенетін шаманың кіші және үлкен мәндері жағынан
- 16. Метрологиялық сипаттамалар ӨҚ сезгіштігі (S) осы құралдың шыға беріс белгі өзгерісінің, оны тудырған өлшенетін шама өзгерісіне
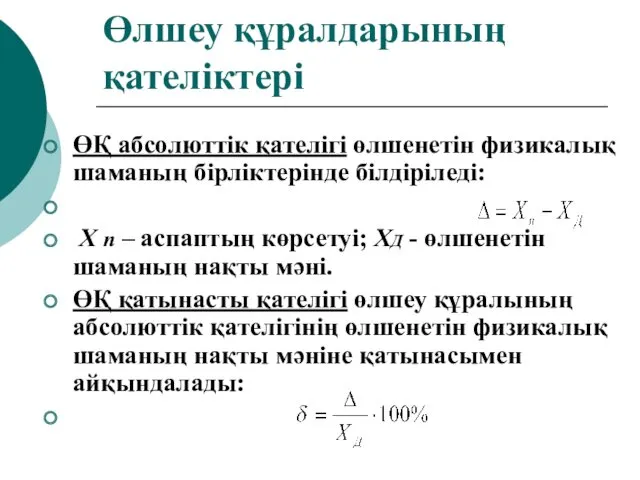
- 17. Өлшеу құралдарының қателіктері ӨҚ абсолюттік қателігі өлшенетін физикалық шаманың бірліктерінде білдіріледі: X n – аспаптың көрсетуі;
- 18. Өлшеу құралдарының қателіктері Келтірілген қателік ӨҚ абсолюттік қателігінің өлшеудің барлық диапазонында немесе диапазон бөлігінде тұрақты шаманың
- 19. Өлшеу құралдарының қателіктері ӨҚ қосымша қателігі өлшеу құралдары қателігінің құраушысы болып табылады және қандай-да бір әсер
- 20. Өлшеу құралдарының бірыңғай қалыптасуы 1) ӨҚ мемлекеттік сынау; 2) ӨҚ салыстырып тексеру; 3) ӨҚ метрологиялық атестаттау;
- 21. Эталондар, олардың жіктелуі Эталон – бұл ерекше арнайыландыру бойынша орындалған, орнатылған тәртіпте ресми бекітілген, салыстырып тексерудің
- 22. Эталондар, олардың жіктелуі Алғашқы эталон – физикалық шаманың бірлігін, осы салада ғылыми-техниканың соңғы жетістіктерінің мүмкіндігі бойынша
- 23. Эталондар, олардың жіктелуі Екінші эталон көрсететін бірлік өлшемін мемлекеттік эталонмен салыстырады. Екінші эталондар алғашқы эталонды алдын-ала
- 24. Эталондар, олардың жіктелуі Екінші эталон қайталайтын бірлік өлшемін мемлекеттік эталонмен салыстырады. Оларға салыстыру эталоны (СЭ) және
- 25. Эталондар, олардың жіктелуі Жұмыс эталондары реттерге бөлінеді, олар екінші эталондардан алған өлшем бірліктерін , өзінен реті
- 26. Мемлекетаралық эталон Мемлекетаралық эталон - ТМД елдерінің қажеттілігін қанағаттандыратын, мүдделі Достық елдерінің эталондарына өлшем бірліктерін беретін
- 28. Скачать презентацию
Негізгі қарастырылатын мәселелер:
Техникалық өлшеу құралдарының негізгі топтары.
Өлшеу құралдарының мөлшерленетін метрологиялық
Негізгі қарастырылатын мәселелер:
Техникалық өлшеу құралдарының негізгі топтары.
Өлшеу құралдарының мөлшерленетін метрологиялық
Мөлшерленген метрологиялық қасиеттері бар қолданбалы техникалық құралдар
Өлшеу құралдары
Мөлшерленген метрологиялық қасиеттері бар қолданбалы техникалық құралдар
Өлшеу құралдары
Техникалық өлшеу құралдары негізгі 3 топқа бөлінеді:
1. Мөлшер – берілген
Техникалық өлшеу құралдары негізгі 3 топқа бөлінеді:
1. Мөлшер – берілген
Техникалық өлшеу құралдары негізгі 3 топқа бөлінеді:
2. Калибр - өлшемдердің
Техникалық өлшеу құралдары негізгі 3 топқа бөлінеді:
2. Калибр - өлшемдердің
Техникалық өлшеу құралдары негізгі 3 топқа бөлінеді:
3. Әмбебап ӨҚ кейбір
Техникалық өлшеу құралдары негізгі 3 топқа бөлінеді:
3. Әмбебап ӨҚ кейбір
Өлшеу және бақылау құралдарын
жобалау принциптері
Тэйлор принципі. Алдын ала шекті мәндері
Өлшеу және бақылау құралдарын
жобалау принциптері
Тэйлор принципі. Алдын ала шекті мәндері
Өлшеу және бақылау құралдарын
жобалау принциптері
2. Аббе принципі. Бақыланатын геометриялық
Өлшеу және бақылау құралдарын
жобалау принциптері
2. Аббе принципі. Бақыланатын геометриялық
Өлшеу және бақылау құралдарын
жобалау принциптері
Инверсия принципі. Тетік - өңдеуге, бақылауға
Өлшеу және бақылау құралдарын
жобалау принциптері
Инверсия принципі. Тетік - өңдеуге, бақылауға
Өлшеу құралдарының метрологиялық сипаттамалары.
Өлшеу құралы - өлшеу үшін арналған, нормаландырылған
Өлшеу құралдарының метрологиялық сипаттамалары.
Өлшеу құралы - өлшеу үшін арналған, нормаландырылған
Өлшеу құралдарының метрологиялық сипаттамалары
ӨҚ метрологиялық сипаттамасы – өлшеу нәтижесіне және оның
Өлшеу құралдарының метрологиялық сипаттамалары
ӨҚ метрологиялық сипаттамасы – өлшеу нәтижесіне және оның
Өлшеу құралдарының метрологиялық сипаттамалары
Өлшеудің қалыпты жағдайлары – мәндердің немесе әсер етуші
Өлшеу құралдарының метрологиялық сипаттамалары
Өлшеудің қалыпты жағдайлары – мәндердің немесе әсер етуші
ГОСТ 8.009 сәйкес ӨҚ мөлшерленетін метрологиялық сипаттамалары:
1) шкала ұзындығы;
ГОСТ 8.009 сәйкес ӨҚ мөлшерленетін метрологиялық сипаттамалары:
1) шкала ұзындығы;
Метрологиялық сипаттамалар
Шкала ұзындығы ӨҚ шкаласының барлық ең қысқа белгілеулерінің орталықтары мен
Метрологиялық сипаттамалар
Шкала ұзындығы ӨҚ шкаласының барлық ең қысқа белгілеулерінің орталықтары мен
Метрологиялық сипаттамалар
Көрсеткіштер вариациясы өлшеу диапазонының бір ғана нүктесіне өлшенетін шаманың кіші
Метрологиялық сипаттамалар
Көрсеткіштер вариациясы өлшеу диапазонының бір ғана нүктесіне өлшенетін шаманың кіші
Метрологиялық сипаттамалар
ӨҚ сезгіштігі (S) осы құралдың шыға беріс белгі өзгерісінің, оны
Метрологиялық сипаттамалар
ӨҚ сезгіштігі (S) осы құралдың шыға беріс белгі өзгерісінің, оны
Өлшеу құралдарының қателіктері
ӨҚ абсолюттік қателігі өлшенетін физикалық шаманың бірліктерінде білдіріледі:
X
Өлшеу құралдарының қателіктері
ӨҚ абсолюттік қателігі өлшенетін физикалық шаманың бірліктерінде білдіріледі:
X
Өлшеу құралдарының қателіктері
Келтірілген қателік ӨҚ абсолюттік қателігінің өлшеудің барлық диапазонында немесе
Өлшеу құралдарының қателіктері
Келтірілген қателік ӨҚ абсолюттік қателігінің өлшеудің барлық диапазонында немесе
Өлшеу құралдарының қателіктері
ӨҚ қосымша қателігі өлшеу құралдары қателігінің құраушысы болып табылады
Өлшеу құралдарының қателіктері
ӨҚ қосымша қателігі өлшеу құралдары қателігінің құраушысы болып табылады
Өлшеу құралдарының бірыңғай қалыптасуы
1) ӨҚ мемлекеттік сынау;
2) ӨҚ салыстырып
Өлшеу құралдарының бірыңғай қалыптасуы
1) ӨҚ мемлекеттік сынау;
2) ӨҚ салыстырып
Эталондар, олардың жіктелуі
Эталон – бұл ерекше арнайыландыру бойынша орындалған, орнатылған тәртіпте
Эталондар, олардың жіктелуі
Эталон – бұл ерекше арнайыландыру бойынша орындалған, орнатылған тәртіпте
Эталондар, олардың жіктелуі
Алғашқы эталон – физикалық шаманың бірлігін, осы салада ғылыми-техниканың
Эталондар, олардың жіктелуі
Алғашқы эталон – физикалық шаманың бірлігін, осы салада ғылыми-техниканың
Эталондар, олардың жіктелуі
Екінші эталон көрсететін бірлік өлшемін мемлекеттік эталонмен салыстырады.
Екінші
Эталондар, олардың жіктелуі
Екінші эталон көрсететін бірлік өлшемін мемлекеттік эталонмен салыстырады.
Екінші
Эталондар, олардың жіктелуі
Екінші эталон қайталайтын бірлік өлшемін мемлекеттік эталонмен салыстырады.
Оларға
Эталондар, олардың жіктелуі
Екінші эталон қайталайтын бірлік өлшемін мемлекеттік эталонмен салыстырады.
Оларға
Эталондар, олардың жіктелуі
Жұмыс эталондары реттерге бөлінеді, олар екінші эталондардан алған өлшем
Эталондар, олардың жіктелуі
Жұмыс эталондары реттерге бөлінеді, олар екінші эталондардан алған өлшем
Мемлекетаралық эталон
Мемлекетаралық эталон - ТМД елдерінің қажеттілігін қанағаттандыратын, мүдделі Достық
Мемлекетаралық эталон
Мемлекетаралық эталон - ТМД елдерінің қажеттілігін қанағаттандыратын, мүдделі Достық
 Культура народов Ямала
Культура народов Ямала предметная неделя по географии, истории, краеведению
предметная неделя по географии, истории, краеведению Диоды. Структура PN перехода
Диоды. Структура PN перехода Strategic marketing management
Strategic marketing management Конституция России
Конституция России Сравнение дробей
Сравнение дробей Цвет и другие диагностические признаки осадочных пород
Цвет и другие диагностические признаки осадочных пород Тиристорные станции управления ЭП. Тиристорные устройства АВР
Тиристорные станции управления ЭП. Тиристорные устройства АВР Тамырдаш сүзләр темасына презентация.
Тамырдаш сүзләр темасына презентация. Портрет в скульптуре. 6 класс
Портрет в скульптуре. 6 класс Нормативно-правовые аспекты социальной поддержки молодых педагогов в Республике Мордовия
Нормативно-правовые аспекты социальной поддержки молодых педагогов в Республике Мордовия Презентация Города-герои
Презентация Города-герои Я - гражданин. Конституция Российской Федерации
Я - гражданин. Конституция Российской Федерации История Тихвинского вагоностроительного завода
История Тихвинского вагоностроительного завода В. Маяковский
В. Маяковский Тест для закрепления знаний по теме Оксиды (8 класс)
Тест для закрепления знаний по теме Оксиды (8 класс) Мотив тоски и одиночества в стихотворении М.Ю.Лермонтова Тучи. 6 класс
Мотив тоски и одиночества в стихотворении М.Ю.Лермонтова Тучи. 6 класс SKIF injector complex
SKIF injector complex Наша безопасная дорога
Наша безопасная дорога Виды и системы ремонтов
Виды и системы ремонтов Тема 17. Правила технической эксплуатации железных дорог. Занятие 1. Общие требования ПТЭ к содержанию подвижного состава
Тема 17. Правила технической эксплуатации железных дорог. Занятие 1. Общие требования ПТЭ к содержанию подвижного состава Сварка меди и медных сплавов
Сварка меди и медных сплавов Времена Past
Времена Past Храбрецы. Американские и английские песенки
Храбрецы. Американские и английские песенки Один день из жизни группы КрошкаЕнот
Один день из жизни группы КрошкаЕнот Педология в России. Нечаев Александр Петрович
Педология в России. Нечаев Александр Петрович Нации и межнациональные отношения
Нации и межнациональные отношения Философия нового времени. Лекция 6
Философия нового времени. Лекция 6