- Накатка резьбы с использованием роликов

Содержание
- 2. Под накатыванием роликами понимают операцию пластического холодного деформирования поверхности обрабатываемой детали, при которой металл подвергается высокому
- 3. Достоинства методики верхняя часть детали характеризуется очень малым уровнем шероховатости; показатель усталостной прочности изделия находится на
- 5. Недостатки накатки роликами отслаивание металла по резьбе; чешуйчатость заготовки; большой перенаклеп
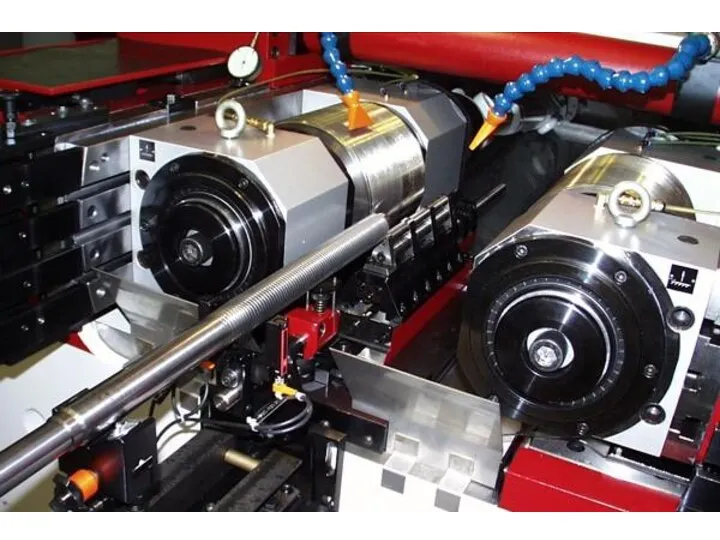
- 6. Самый популярный инструмент для накатывания резьбы
- 7. Используются не отдельные плашки, а их комплект из двух штук. Одна из них соединена с ползуном
- 8. Для нанесения внутренних резьб применяют раскатники – похожие на машинные метчики специальные стержни, на которых уже
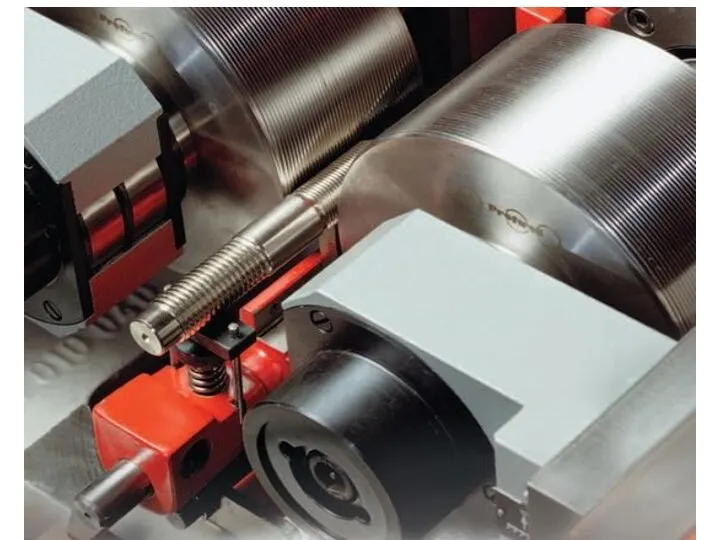
- 9. Особенности использования роликов для накатки резьбы Существует три варианта накатывания резьбы роликами в зависимости от того,
- 11. Тангенциальная схема обеспечивает высокую производительность агрегата. Она может выполняться подачей: двух роликов цилиндрической формы, каждый из
- 12. Информация о резьбонакатных станках Для накатки резьбы используются полуавтоматические станки с двумя либо тремя роликами. Любой
- 15. Скачать презентацию

Под накатыванием роликами понимают операцию пластического холодного деформирования поверхности обрабатываемой детали,
Под накатыванием роликами понимают операцию пластического холодного деформирования поверхности обрабатываемой детали,
Достоинства методики
верхняя часть детали характеризуется очень малым уровнем шероховатости;
показатель усталостной прочности
Достоинства методики
верхняя часть детали характеризуется очень малым уровнем шероховатости;
показатель усталостной прочности
Недостатки накатки роликами
отслаивание металла по резьбе;
чешуйчатость заготовки;
большой перенаклеп
Недостатки накатки роликами
отслаивание металла по резьбе;
чешуйчатость заготовки;
большой перенаклеп

Самый популярный инструмент для накатывания резьбы
Самый популярный инструмент для накатывания резьбы
Используются не отдельные плашки, а их комплект из двух штук. Одна
Используются не отдельные плашки, а их комплект из двух штук. Одна

Для нанесения внутренних резьб применяют раскатники – похожие на машинные метчики специальные
Для нанесения внутренних резьб применяют раскатники – похожие на машинные метчики специальные
Особенности использования роликов для накатки резьбы
Существует три варианта накатывания резьбы роликами
Особенности использования роликов для накатки резьбы
Существует три варианта накатывания резьбы роликами
Тангенциальная схема обеспечивает высокую производительность агрегата. Она может выполняться подачей:
двух роликов
Тангенциальная схема обеспечивает высокую производительность агрегата. Она может выполняться подачей:
двух роликов

Информация о резьбонакатных станках
Для накатки резьбы используются полуавтоматические станки с двумя
Информация о резьбонакатных станках Для накатки резьбы используются полуавтоматические станки с двумя

 Anthropogenic factors of occurrence instability in the biosphere
Anthropogenic factors of occurrence instability in the biosphere Выключатели. Требования к выключателям
Выключатели. Требования к выключателям Введение в Автоматизацию. Лекция 7
Введение в Автоматизацию. Лекция 7 Дальность видимости горизонта и ориентиров в море
Дальность видимости горизонта и ориентиров в море Зарядка для пальчиков
Зарядка для пальчиков Тыва чоннуң аян-чорук чорууру-биле холбашкан ёзулалдары
Тыва чоннуң аян-чорук чорууру-биле холбашкан ёзулалдары Алкоголь және оның сурогаттары
Алкоголь және оның сурогаттары Непрерывность функции. Метод интервалов
Непрерывность функции. Метод интервалов Презентация Развитие мелкой моторики руки
Презентация Развитие мелкой моторики руки Затраты на производстве
Затраты на производстве Блиц-опрос по теме: Сущность и функции процесса обучения. Система целей
Блиц-опрос по теме: Сущность и функции процесса обучения. Система целей Холодильное оборудование
Холодильное оборудование Приборы радиационной и химической разведки
Приборы радиационной и химической разведки Приборы определения скорости корабля и пройденного им расстояния. (Тема 6)
Приборы определения скорости корабля и пройденного им расстояния. (Тема 6) Нейросифилис
Нейросифилис Покорение космоса.
Покорение космоса. Аксиомы стереометрии
Аксиомы стереометрии Чувствительность
Чувствительность Православные монастыри. Ипатьевский монастырь
Православные монастыри. Ипатьевский монастырь Эргономика рабочего места
Эргономика рабочего места Андрей Валерьевич Геласимов
Андрей Валерьевич Геласимов Кинематика. Равномерное движение
Кинематика. Равномерное движение 20230924_41319_1
20230924_41319_1 Жизнь древнейших людей. Древнейшие собиратели и охотники. Появление древнейших людей
Жизнь древнейших людей. Древнейшие собиратели и охотники. Появление древнейших людей Отчет о работе актива в Совете Старшеклассников
Отчет о работе актива в Совете Старшеклассников Автоматическое регулирование технологических процессов. Системы автоматического регулирования
Автоматическое регулирование технологических процессов. Системы автоматического регулирования Збудники дифтерії та мікобактеріозів (туберкульоз, лепра)
Збудники дифтерії та мікобактеріозів (туберкульоз, лепра) c5-bfaf8e79
c5-bfaf8e79