- Обработка отверстий

Содержание
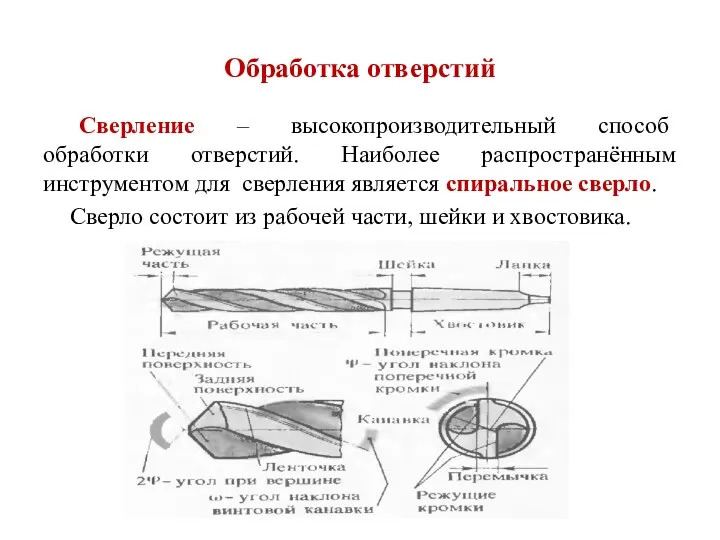
- 2. Обработка отверстий Сверление – высокопроизводительный способ обработки отверстий. Наиболее распространённым инструментом для сверления является спиральное сверло.
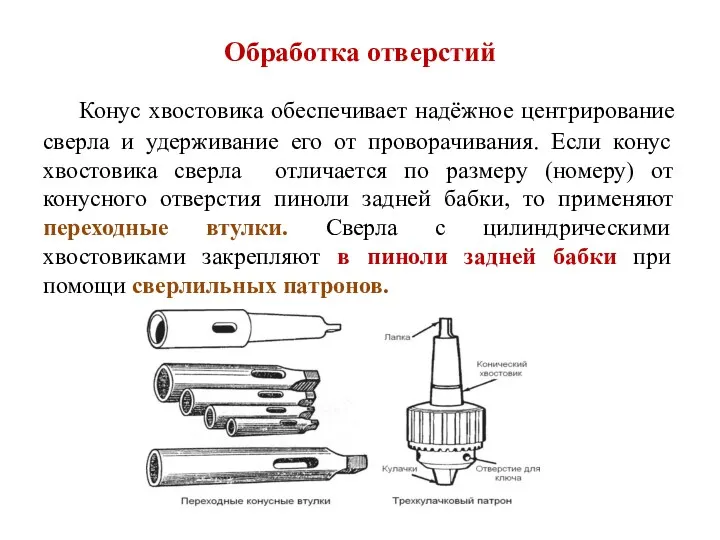
- 3. Обработка отверстий Конус хвостовика обеспечивает надёжное центрирование сверла и удерживание его от проворачивания. Если конус хвостовика
- 4. Материалы свёрл Рабочая часть сверла изготавливается из инструментальной стали (У10, У12, У10А и У12А),, а шейка
- 5. Особенности сверления глубоких отверстий Глубокими называются отверстия, длина которых превышает диаметр в пять раз и более
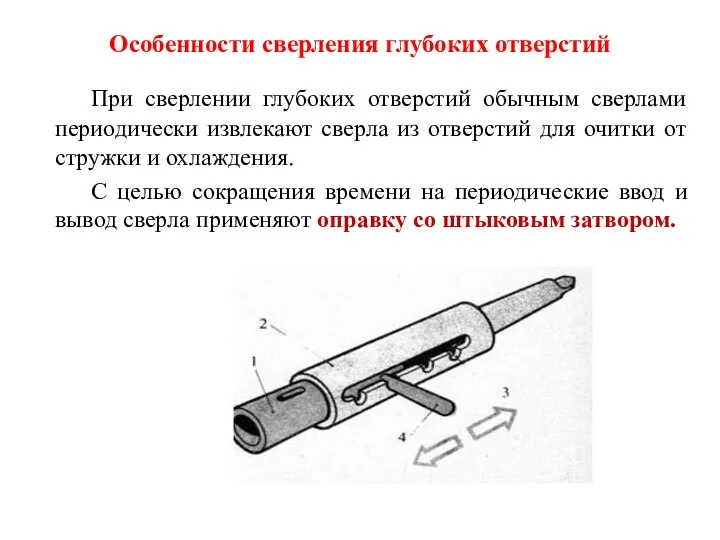
- 6. Особенности сверления глубоких отверстий При сверлении глубоких отверстий обычным сверлами периодически извлекают сверла из отверстий для
- 7. Особенности сверления глубоких отверстий Лучшее охлаждение и удаление стружки при глубоком сверлении обеспечивает сверло конструкции Овчинникова
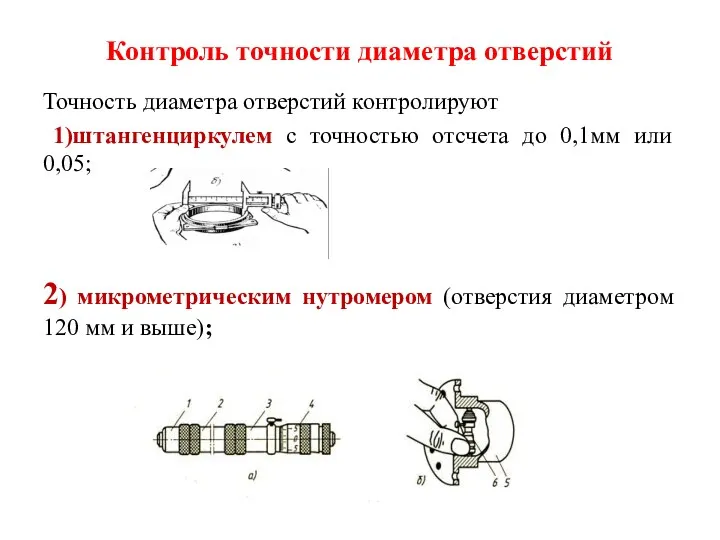
- 8. Контроль точности диаметра отверстий Точность диаметра отверстий контролируют 1)штангенциркулем с точностью отсчета до 0,1мм или 0,05;
- 9. Контроль точности диаметра отверстий 3) предельными калибрами-пробками (в крупносерийном и массовом производстве). Если проходная пробка ПР
- 10. Сверление отверстий на токарном станке При сверлении на токарном станке сверло, закрепленное в пиноли задней бабки,
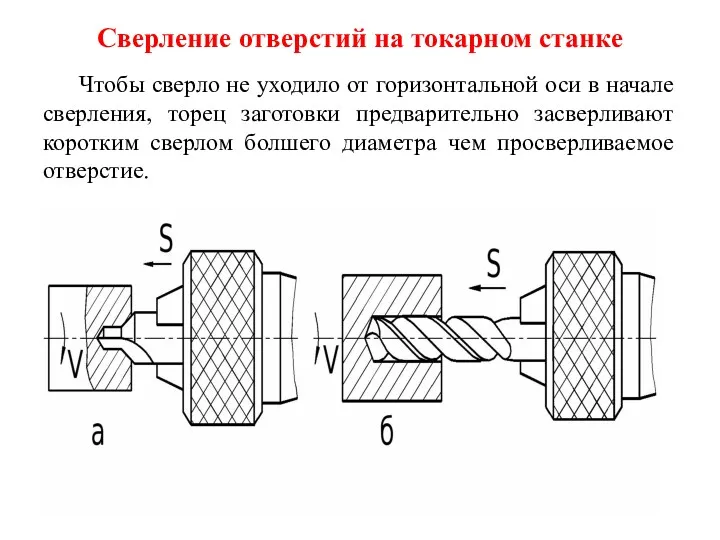
- 11. Сверление отверстий на токарном станке Чтобы сверло не уходило от горизонтальной оси в начале сверления, торец
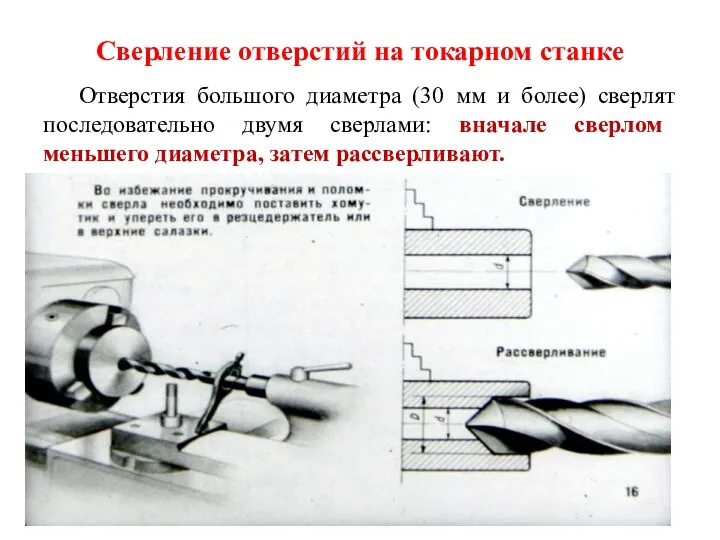
- 12. Сверление отверстий на токарном станке Отверстия большого диаметра (30 мм и более) сверлят последовательно двумя сверлами:
- 13. Сверление отверстий на токарном станке Охлаждающая жидкость при сверлении направляется непосредственно в отверстие.
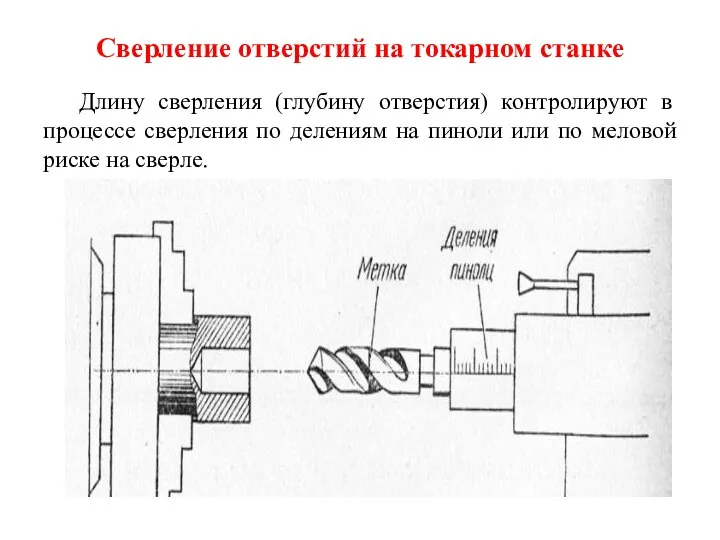
- 14. Сверление отверстий на токарном станке Длину сверления (глубину отверстия) контролируют в процессе сверления по делениям на
- 15. Контроль глубины отверстий Более точную глубину отверстия контролируют (после остановки станка) 1)глубиномером штангенциркуля ШЦ -1; 2)
- 17. Скачать презентацию
Обработка отверстий
Сверление – высокопроизводительный способ обработки отверстий. Наиболее распространённым инструментом для
Обработка отверстий
Сверление – высокопроизводительный способ обработки отверстий. Наиболее распространённым инструментом для
Обработка отверстий
Конус хвостовика обеспечивает надёжное центрирование сверла и удерживание его от
Обработка отверстий
Конус хвостовика обеспечивает надёжное центрирование сверла и удерживание его от
Материалы свёрл
Рабочая часть сверла изготавливается из инструментальной стали (У10, У12, У10А
Материалы свёрл
Рабочая часть сверла изготавливается из инструментальной стали (У10, У12, У10А

Особенности сверления глубоких отверстий
Глубокими называются отверстия, длина которых превышает диаметр в
Особенности сверления глубоких отверстий
Глубокими называются отверстия, длина которых превышает диаметр в
Особенности сверления глубоких отверстий
При сверлении глубоких отверстий обычным сверлами периодически извлекают
Особенности сверления глубоких отверстий
При сверлении глубоких отверстий обычным сверлами периодически извлекают

Особенности сверления глубоких отверстий
Лучшее охлаждение и удаление стружки при глубоком сверлении
Особенности сверления глубоких отверстий
Лучшее охлаждение и удаление стружки при глубоком сверлении
Контроль точности диаметра отверстий
Точность диаметра отверстий контролируют
1)штангенциркулем с точностью отсчета
Контроль точности диаметра отверстий
Точность диаметра отверстий контролируют
1)штангенциркулем с точностью отсчета

Контроль точности диаметра отверстий
3) предельными калибрами-пробками (в крупносерийном и массовом производстве).
Контроль точности диаметра отверстий
3) предельными калибрами-пробками (в крупносерийном и массовом производстве).

Сверление отверстий на токарном станке
При сверлении на токарном станке сверло, закрепленное
Сверление отверстий на токарном станке
При сверлении на токарном станке сверло, закрепленное
Сверление отверстий на токарном станке
Чтобы сверло не уходило от горизонтальной оси
Сверление отверстий на токарном станке
Чтобы сверло не уходило от горизонтальной оси
Сверление отверстий на токарном станке
Отверстия большого диаметра (30 мм и более)
Сверление отверстий на токарном станке
Отверстия большого диаметра (30 мм и более)

Сверление отверстий на токарном станке
Охлаждающая жидкость при сверлении направляется непосредственно в
Сверление отверстий на токарном станке
Охлаждающая жидкость при сверлении направляется непосредственно в
Сверление отверстий на токарном станке
Длину сверления (глубину отверстия) контролируют в процессе
Сверление отверстий на токарном станке
Длину сверления (глубину отверстия) контролируют в процессе

Контроль глубины отверстий
Более точную глубину отверстия контролируют (после остановки станка)
1)глубиномером
Контроль глубины отверстий
Более точную глубину отверстия контролируют (после остановки станка)
1)глубиномером
 Презентация проекта Прогулки с интересом
Презентация проекта Прогулки с интересом ПОНЯТИЙНЫЙ АППАРАТ
ПОНЯТИЙНЫЙ АППАРАТ Викторина Александр Невский
Викторина Александр Невский Характеристика искусства классицизма
Характеристика искусства классицизма Щелочные металлы, урок в 9 классе
Щелочные металлы, урок в 9 классе Формирование и коррекция мыслительной деятельности на уроках географии
Формирование и коррекция мыслительной деятельности на уроках географии Родительское собрание на тему Детские вредные привычки
Родительское собрание на тему Детские вредные привычки Тренажер Таблицу умножения учим с увлечением
Тренажер Таблицу умножения учим с увлечением Optics of vision. Eye structure
Optics of vision. Eye structure Подготовительная работа над научной статьей. Создание условий работы
Подготовительная работа над научной статьей. Создание условий работы Политика контрреформ
Политика контрреформ Урок обобщающего повторения по теме США. Часть 1.
Урок обобщающего повторения по теме США. Часть 1. Красная книга Калининградской области. Животные
Красная книга Калининградской области. Животные Химфарм компаниясының кәсіпкерлік қызметі
Химфарм компаниясының кәсіпкерлік қызметі Сырқатқа деген көзқарас түрлері
Сырқатқа деген көзқарас түрлері Кодирование текстовой информации
Кодирование текстовой информации Геометрическая точность станков
Геометрическая точность станков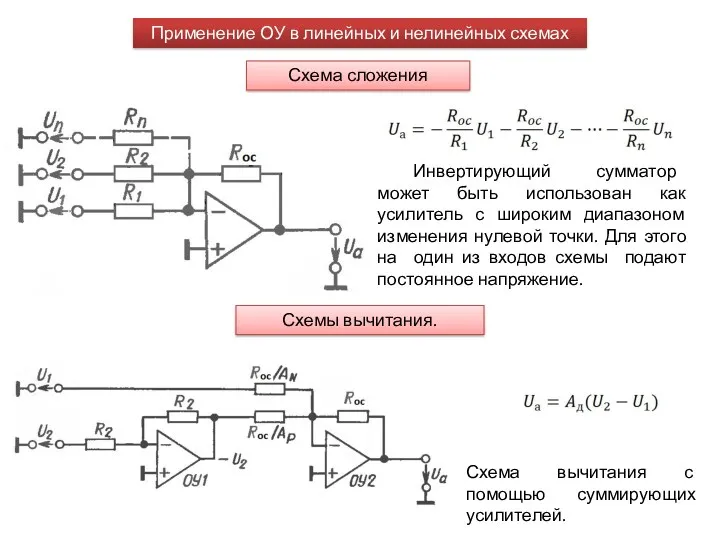 Применение ОУ в линейных и нелинейных схемах. Лекция 7
Применение ОУ в линейных и нелинейных схемах. Лекция 7 Функции финансов и их характеристика
Функции финансов и их характеристика Любовная лирика М.Ю. Лермонтова
Любовная лирика М.Ю. Лермонтова урок НЕОПРЕДЕЛЕННАЯ ФОРМА ГЛАГОЛА
урок НЕОПРЕДЕЛЕННАЯ ФОРМА ГЛАГОЛА Противовирусные препараты для лечения гриппа и ОРВИ у детей
Противовирусные препараты для лечения гриппа и ОРВИ у детей Технология мастерских
Технология мастерских Определение показателей безопасности ДСМ
Определение показателей безопасности ДСМ Химико-термическая обработка стали
Химико-термическая обработка стали Химическая промышленность
Химическая промышленность Интернет (Всемирная сеть, Глобальная сеть, Сеть)
Интернет (Всемирная сеть, Глобальная сеть, Сеть) Проблемы поэтики пьесы Тень Е.Л. Шварца
Проблемы поэтики пьесы Тень Е.Л. Шварца