- Препарирование под коронки

Содержание
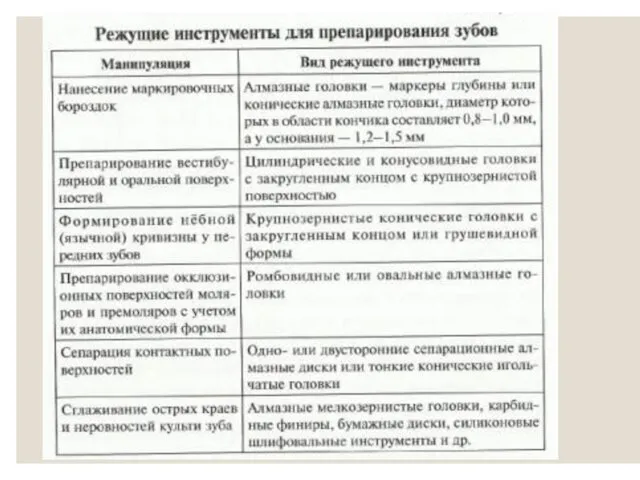
- 2. Для контроля толщины сошлифованного слоя твердых тканей необходимо сделать маркировочные борозды
- 3. Маркировочный бор Создание маркировочных борозд
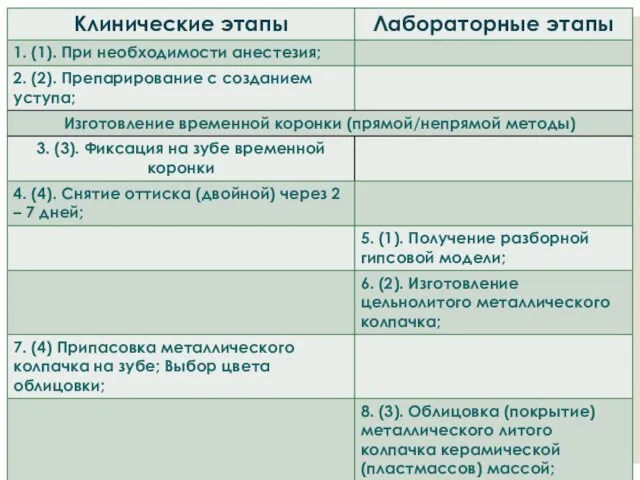
- 4. Первый клинический этап - препарирование зубов и получение оттисков. Препарирование зуба под полную металлическую штампованную коронку
- 5. Острые углы, которые образуются после сепарации между щечной и проксимальной поверхностями, сглаживаются фасонными головками. В результате
- 6. Штампованная металлическая коронка
- 8. Препарирование начинается с сепарации контактных поверхностей коронки металлическим диском. При этом достигается параллельность контактных поверхностей зуба.
- 9. Цельнолитая металлическая коронка
- 11. Процесс обработки совпадает, с этапами препарирования под штампованную коронку, но есть несколько отличий. Стенки зуба сходятся
- 12. Цельнолитая металлическая коронка с облицовкой
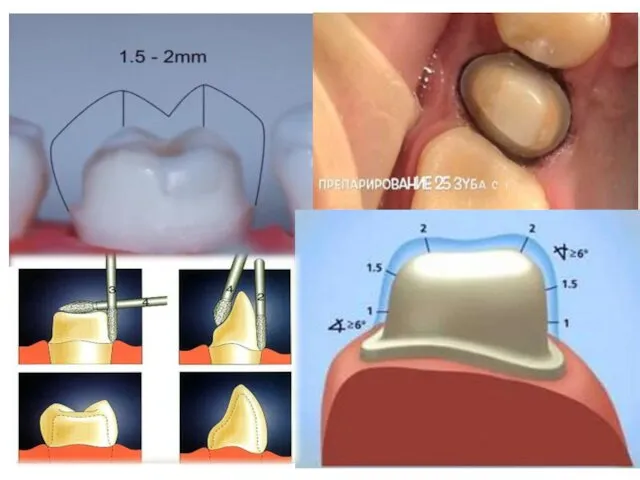
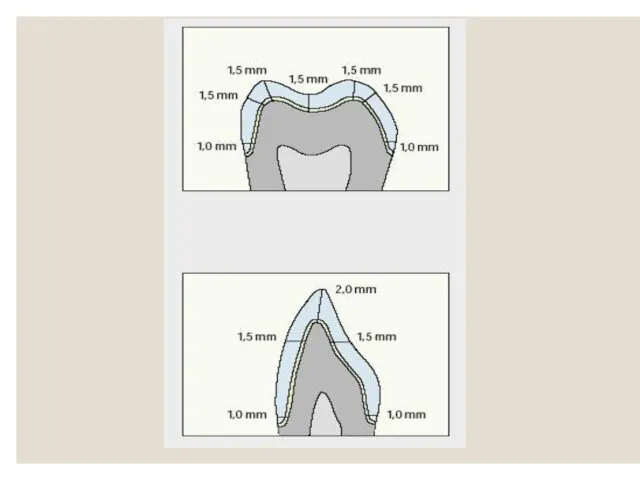
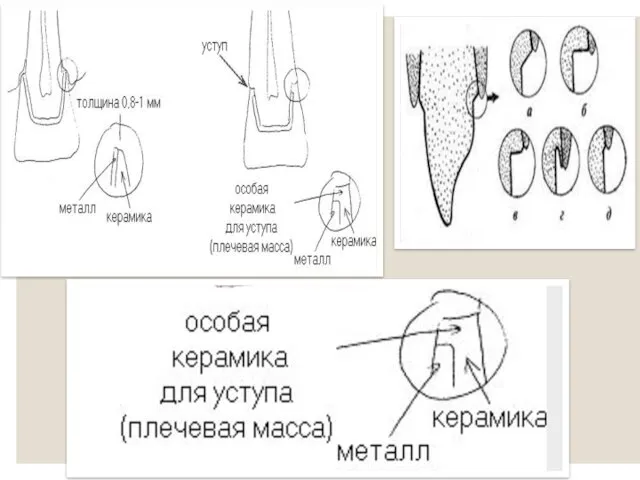
- 14. Сошлифовывается до 2 мм (+/- 1,5 мм) с поверхностей зуба, так как толщина металлической части =
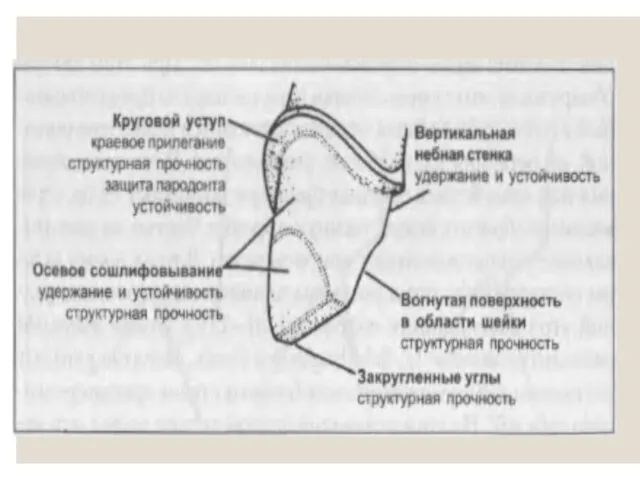
- 15. Уступ – площадка в пришеечной области для искусственной коронки
- 16. Формирование же уступа выполняется алмазными головками — цилиндрическими, пламевидными или в форме усеченного конуса. Ширина уступа
- 17. Десна Уступ
- 27. Скачать презентацию
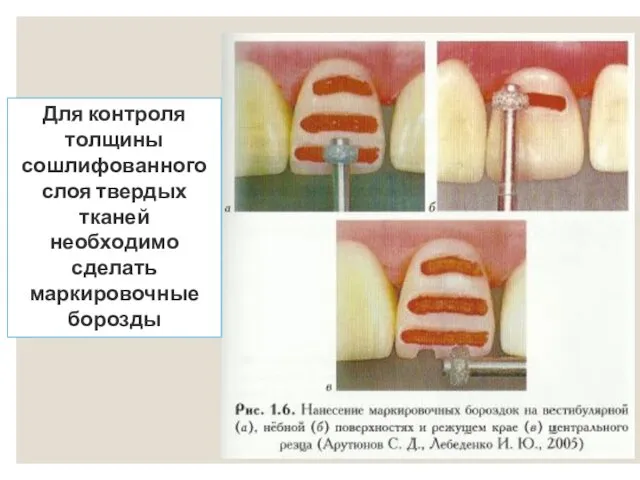
Для контроля толщины сошлифованного слоя твердых тканей необходимо сделать маркировочные борозды
Для контроля толщины сошлифованного слоя твердых тканей необходимо сделать маркировочные борозды

Маркировочный бор
Создание маркировочных борозд
Маркировочный бор
Создание маркировочных борозд
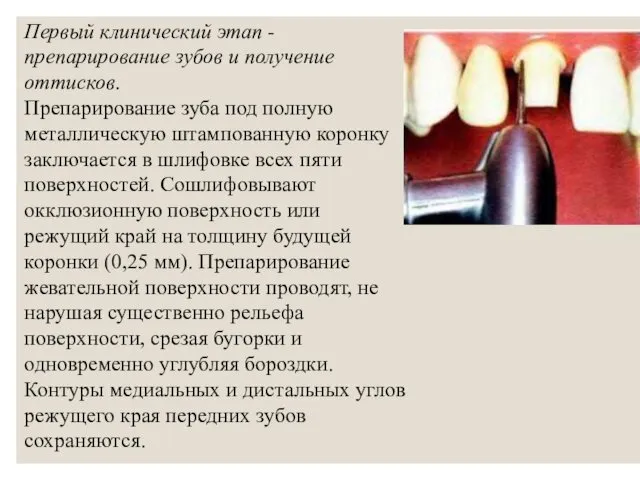
Первый клинический этап - препарирование зубов и получение оттисков.
Препарирование зуба
Первый клинический этап - препарирование зубов и получение оттисков.
Препарирование зуба
Острые углы, которые образуются после сепарации между щечной и проксимальной поверхностями,
Острые углы, которые образуются после сепарации между щечной и проксимальной поверхностями,

Штампованная металлическая коронка
Штампованная металлическая коронка
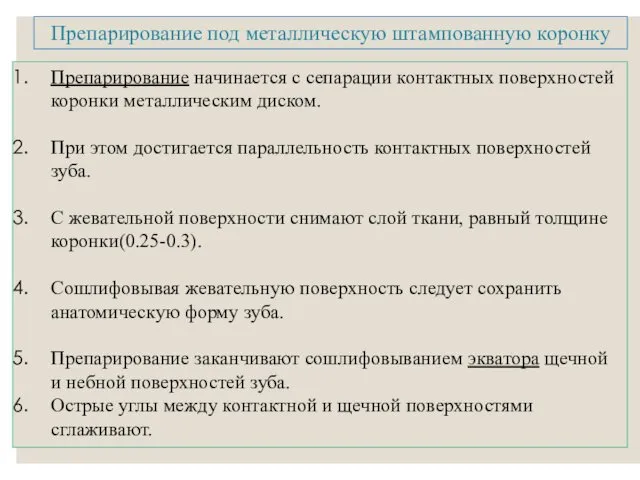
Препарирование начинается с сепарации контактных поверхностей коронки металлическим диском.
При этом достигается
Препарирование начинается с сепарации контактных поверхностей коронки металлическим диском.
При этом достигается

Цельнолитая металлическая коронка
Цельнолитая металлическая коронка
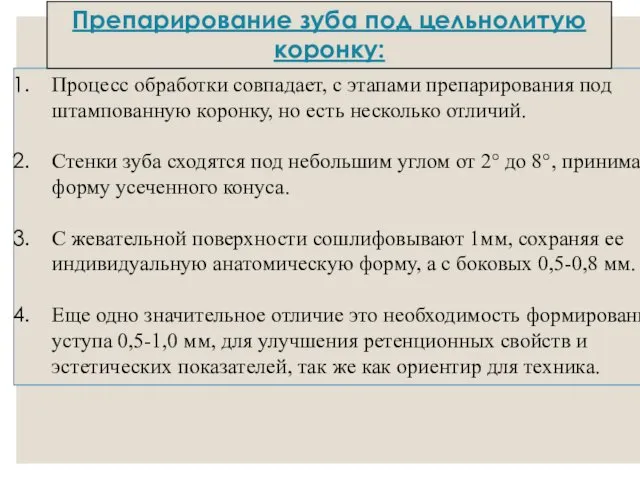
Процесс обработки совпадает, с этапами препарирования под штампованную коронку, но есть
Процесс обработки совпадает, с этапами препарирования под штампованную коронку, но есть
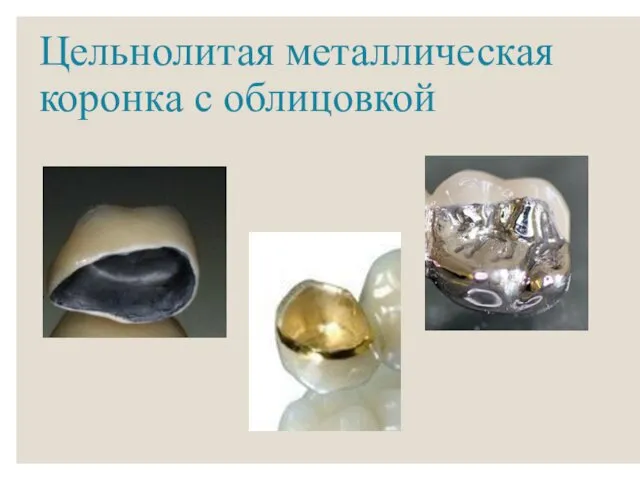
Цельнолитая металлическая коронка с облицовкой
Цельнолитая металлическая коронка с облицовкой
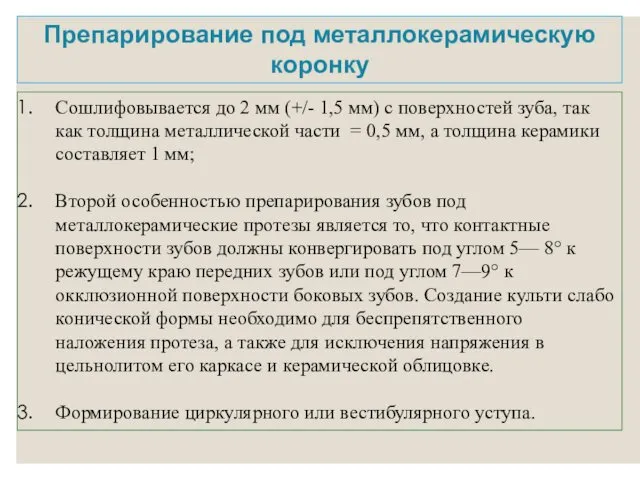
Сошлифовывается до 2 мм (+/- 1,5 мм) с поверхностей зуба, так
Сошлифовывается до 2 мм (+/- 1,5 мм) с поверхностей зуба, так
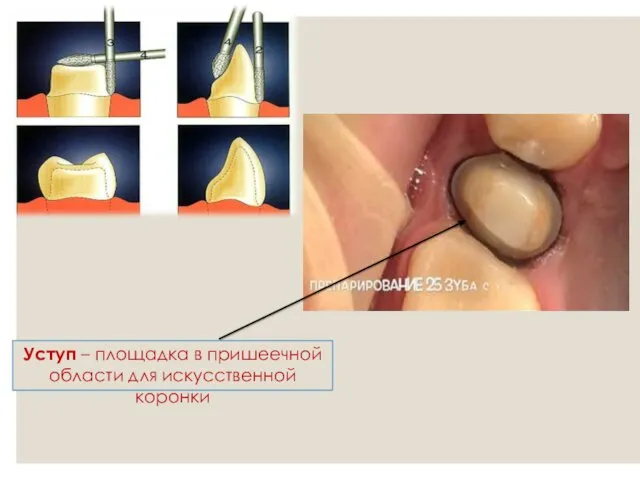
Уступ – площадка в пришеечной области для искусственной коронки
Уступ – площадка в пришеечной области для искусственной коронки
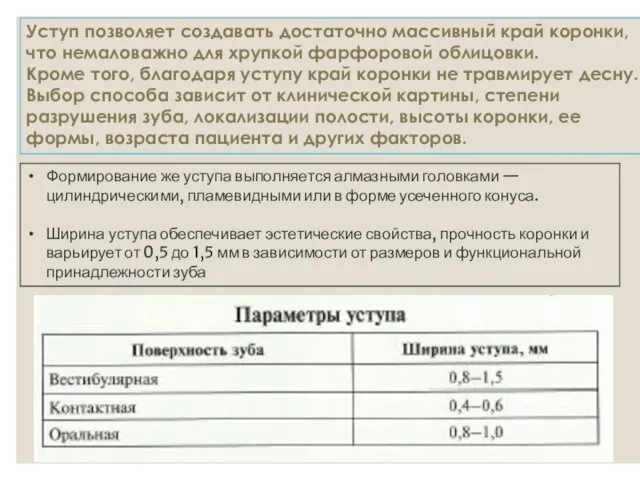
Формирование же уступа выполняется алмазными головками — цилиндрическими, пламевидными или в
Формирование же уступа выполняется алмазными головками — цилиндрическими, пламевидными или в
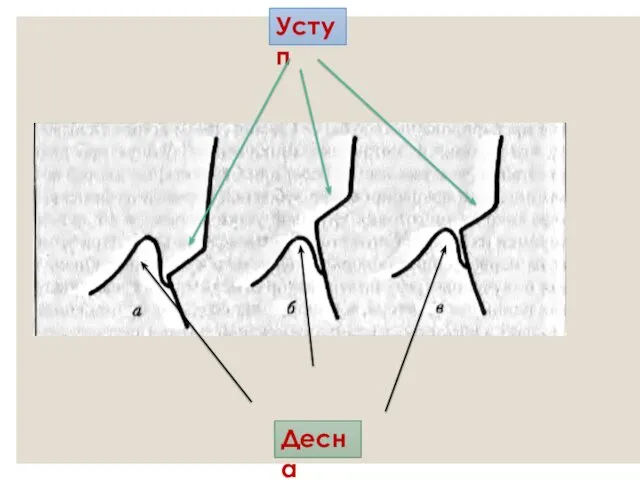
Десна
Уступ
Десна
Уступ



 Страны Северной Европы
Страны Северной Европы Ұлпа қабынуы туралы түсінік ұлпа қабынуын емдеу әдістері, тіс ұлпасының девитализациясы
Ұлпа қабынуы туралы түсінік ұлпа қабынуын емдеу әдістері, тіс ұлпасының девитализациясы Родительское собрание на тему Воспитание самостоятельности
Родительское собрание на тему Воспитание самостоятельности Лекция №4. Профилактика туберкулеза. Организация медицинской помощи больным туберкулезом
Лекция №4. Профилактика туберкулеза. Организация медицинской помощи больным туберкулезом Предмет химии
Предмет химии Дигибридное скрещивание
Дигибридное скрещивание Моделирование систем. Управление рисками, системный анализ и моделирование. Лекции 11-12
Моделирование систем. Управление рисками, системный анализ и моделирование. Лекции 11-12 Презентация Нравственные качества, ОРКСЭ, урок №7, учебник Шемшуриной (Дрофа), 4 класс
Презентация Нравственные качества, ОРКСЭ, урок №7, учебник Шемшуриной (Дрофа), 4 класс Туркменистан - государство в Центральной Азии
Туркменистан - государство в Центральной Азии Россия при первых Романовых: перемены в государственном устройстве
Россия при первых Романовых: перемены в государственном устройстве Тайна имени Екатерина
Тайна имени Екатерина Будущая профессия – тренер по боксу
Будущая профессия – тренер по боксу Моя любимая и лучшая подруга
Моя любимая и лучшая подруга Обработка деталей на станках с программным управлением
Обработка деталей на станках с программным управлением Дидактическая игра-тренажёр Щенок и чудак
Дидактическая игра-тренажёр Щенок и чудак Выступление на педсовете Подготовка учащихся 9, 10, 11 классов к ГИА и ЕГЭ
Выступление на педсовете Подготовка учащихся 9, 10, 11 классов к ГИА и ЕГЭ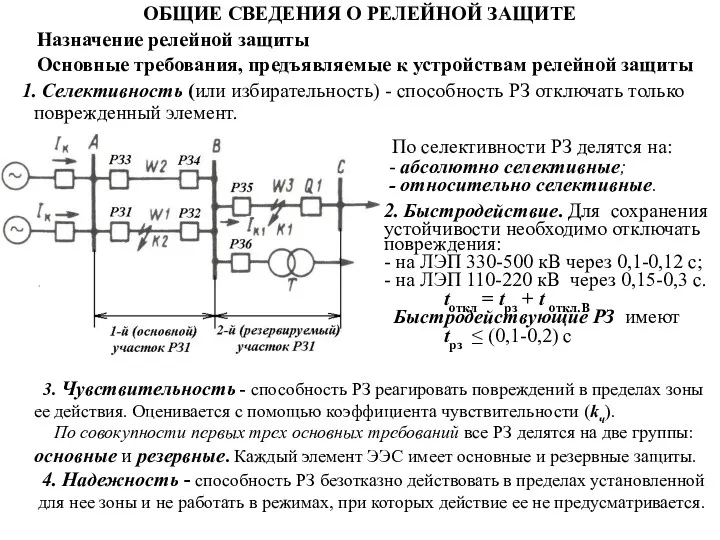 Общие сведения о релейной защите
Общие сведения о релейной защите Вода.
Вода. ОСНОВНЫЕ ВИДЫ МУЗЫКАЛЬНЫХ ИГРУШЕК В РАЗНЫХ ВОЗРАСТНЫХ ГРУППАХ
ОСНОВНЫЕ ВИДЫ МУЗЫКАЛЬНЫХ ИГРУШЕК В РАЗНЫХ ВОЗРАСТНЫХ ГРУППАХ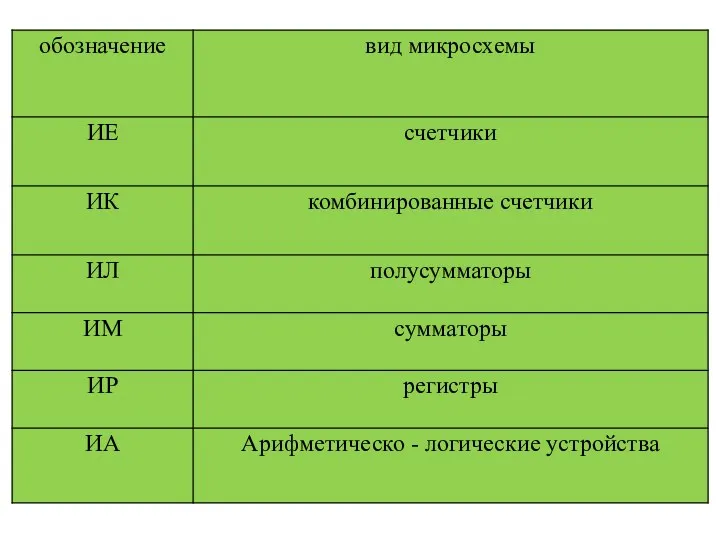 Характеристики интегральных схем (ИС)
Характеристики интегральных схем (ИС) Қан топтары. Қан құю әдісі
Қан топтары. Қан құю әдісі ГО ВПО Донецкий национальный университет экономики и торговли имени Михаила Туганбарановского. Кафедра международной экономики
ГО ВПО Донецкий национальный университет экономики и торговли имени Михаила Туганбарановского. Кафедра международной экономики Антропометрическое соответствие одежды
Антропометрическое соответствие одежды Истеъмолчиларга ичимлик суви ва оқова сув хизматларини кўрсатиш қоидалари
Истеъмолчиларга ичимлик суви ва оқова сув хизматларини кўрсатиш қоидалари Обновления в CSS3
Обновления в CSS3 презентация Листопад
презентация Листопад Организация оказания медицинской помощи детям Заягорбского района
Организация оказания медицинской помощи детям Заягорбского района Гигиена. Понятие. Этапы. Задачи
Гигиена. Понятие. Этапы. Задачи