- Производство сварных воздуховодов

Содержание
- 2. Гильотинные ножницы Н-3121 Часть 1. Изготовление заготовки
- 3. Для изготовления круглого воздуховода необходимо заготовить лист длиной, которая рассчитывается по формуле L=3,14*D (где D –
- 4. Блок управления станка (черная кнопка – пуск, красная выключение) Кнопка аварийной остановки станка Педаль, нажимается для
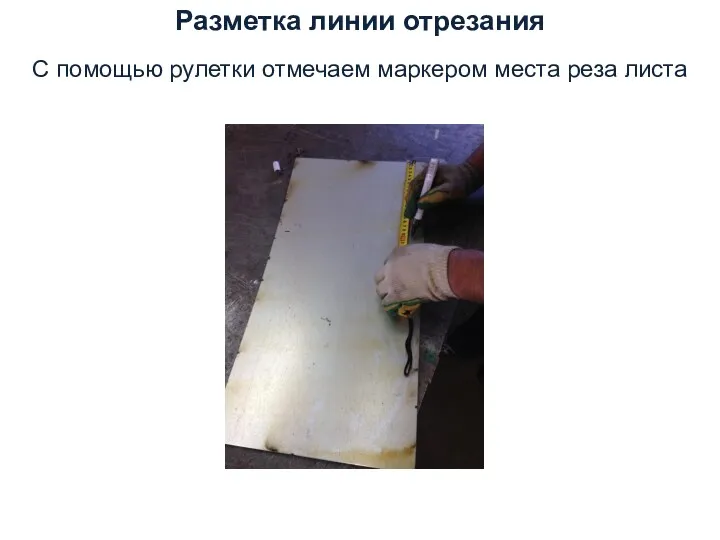
- 5. Разметка линии отрезания С помощью рулетки отмечаем маркером места реза листа
- 6. Рабочая зона станка Подвижная балка с режущим ножом Неподвижное лезвие
- 7. Заводим заготовку в рабочую зону станка Неподвижное лезвие (линия среза на заготовке должна совпасть с дальним
- 8. Производим срез на заготовке После того как выставили заготовку в рабочей зоне станка необходимо нажать на
- 9. 4-х валковый листогиб Часть 2. Прокатывание трубы (для круглых воздуховодов)
- 10. Блок управления станком Вращение валов по часовой стрелке Вращение валов против часовой стрелки Опускание направляющего вала
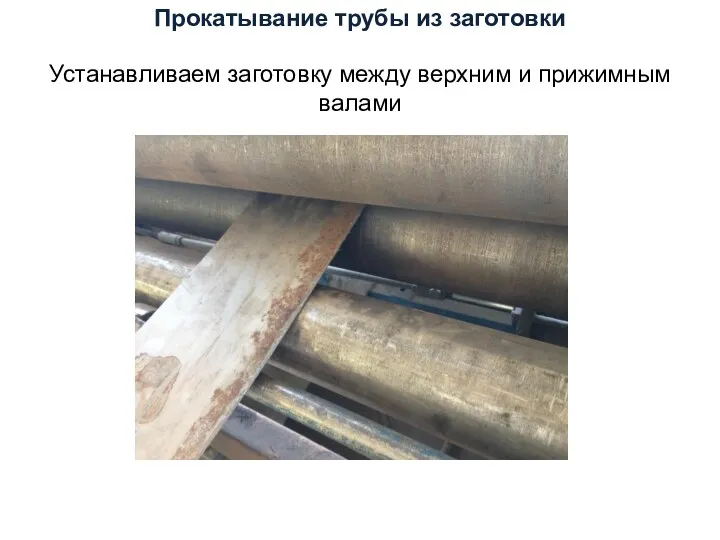
- 11. Прокатывание трубы из заготовки Устанавливаем заготовку между верхним и прижимным валами
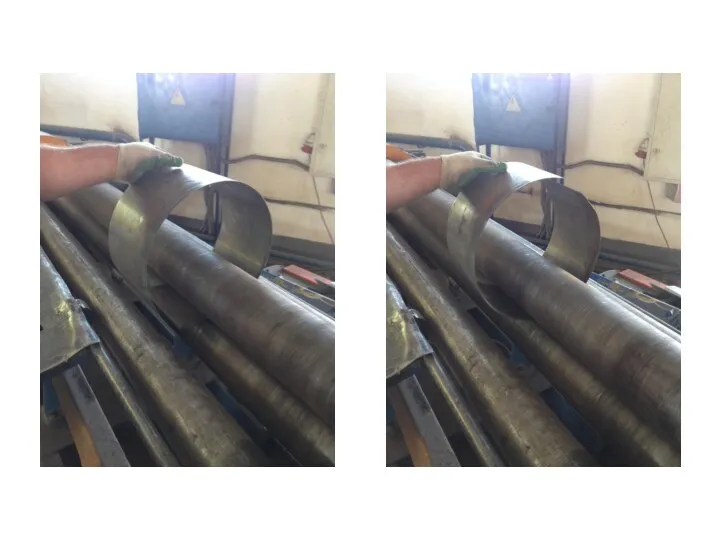
- 12. Вращение валов по часовой стрелке Нажимаем кнопку вращения валов по часовой стрелке, после чего станок начнет
- 14. После того как заготовка будет прокатана в трубу необходимо поднять верхний вал для снятия трубы, для
- 16. Готовая заготовка для круглого воздуховода
- 17. Гидравлический листогиб НГ-3418 Часть 3. Гибка заготовки (для прямоугольных воздуховодов)
- 18. Кнопка аварийной остановки станка Кнопка запуска станка Ключ питания станка (для включения питания необходимо повернуть ключ
- 19. После того как отрубили две заготовки для прямоугольного воздуховода, необходимо наметить линии сгибов
- 20. Устанавливаем заготовку между балками Верхняя подвижная балка Нижняя неподвижная балка
- 21. Необходимо сопоставить намеченную линию сгиба с внешними краями прижимных губок
- 22. На пульте управления зажимаем нижнюю кнопку и нажимаем верхнюю кнопку, что приведет к опусканию верхней балки
- 23. На правой стороне станка выставляем регулятор угла гиба на необходимое значение (90°). Затем на пульте управления
- 24. После того как станок произведет гиб, поворотная балка автоматически остановится на угле заданном регулятором, необходимо ну
- 25. Сварочный полуавтомат MIG-250 Часть 4. Сварка воздуховода
- 27. Скачать презентацию

Гильотинные ножницы Н-3121
Часть 1. Изготовление заготовки
Гильотинные ножницы Н-3121
Часть 1. Изготовление заготовки
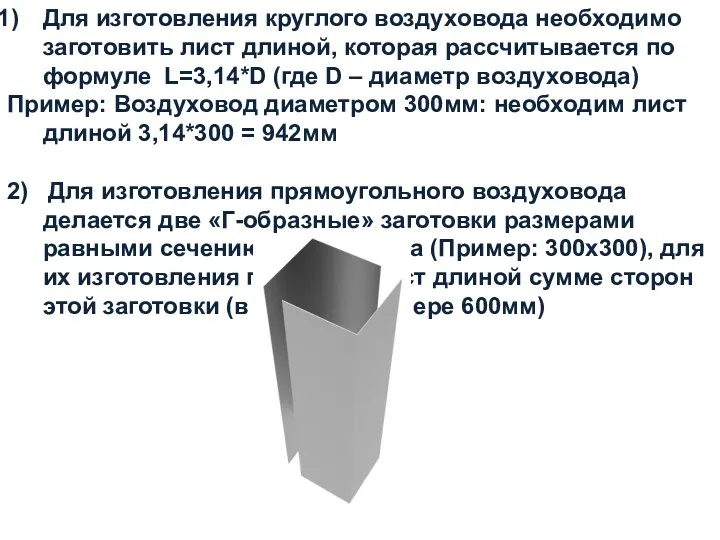
Для изготовления круглого воздуховода необходимо заготовить лист длиной, которая рассчитывается по
Для изготовления круглого воздуховода необходимо заготовить лист длиной, которая рассчитывается по

Блок управления станка (черная кнопка – пуск, красная выключение)
Кнопка аварийной остановки
Блок управления станка (черная кнопка – пуск, красная выключение)
Кнопка аварийной остановки
Разметка линии отрезания
С помощью рулетки отмечаем маркером места реза листа
Разметка линии отрезания
С помощью рулетки отмечаем маркером места реза листа

Рабочая зона станка
Подвижная балка с режущим ножом
Неподвижное лезвие
Рабочая зона станка
Подвижная балка с режущим ножом
Неподвижное лезвие

Заводим заготовку в рабочую зону станка
Неподвижное лезвие (линия среза на заготовке
Заводим заготовку в рабочую зону станка
Неподвижное лезвие (линия среза на заготовке

Производим срез на заготовке
После того как выставили заготовку в рабочей зоне
Производим срез на заготовке
После того как выставили заготовку в рабочей зоне

4-х валковый листогиб
Часть 2. Прокатывание трубы (для круглых воздуховодов)
4-х валковый листогиб
Часть 2. Прокатывание трубы (для круглых воздуховодов)

Блок управления станком
Вращение валов по часовой стрелке
Вращение валов против часовой стрелки
Опускание
Блок управления станком
Вращение валов по часовой стрелке
Вращение валов против часовой стрелки
Опускание
Прокатывание трубы из заготовки
Устанавливаем заготовку между верхним и прижимным валами
Прокатывание трубы из заготовки
Устанавливаем заготовку между верхним и прижимным валами

Вращение валов по часовой стрелке
Нажимаем кнопку вращения валов по часовой стрелке,
Вращение валов по часовой стрелке
Нажимаем кнопку вращения валов по часовой стрелке,

После того как заготовка будет прокатана в трубу необходимо поднять верхний
После того как заготовка будет прокатана в трубу необходимо поднять верхний


Готовая заготовка для круглого воздуховода
Готовая заготовка для круглого воздуховода

Гидравлический листогиб НГ-3418
Часть 3. Гибка заготовки (для прямоугольных воздуховодов)
Гидравлический листогиб НГ-3418
Часть 3. Гибка заготовки (для прямоугольных воздуховодов)
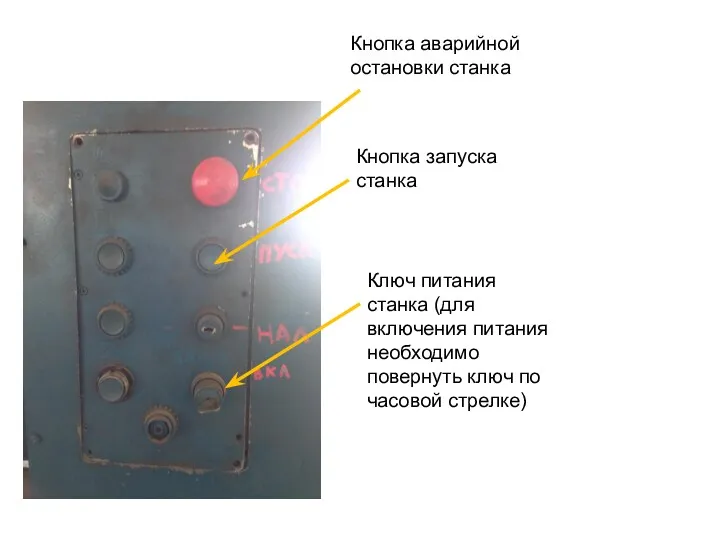
Кнопка аварийной остановки станка
Кнопка запуска станка
Ключ питания станка (для включения питания
Кнопка аварийной остановки станка
Кнопка запуска станка
Ключ питания станка (для включения питания

После того как отрубили две заготовки для прямоугольного воздуховода, необходимо наметить
После того как отрубили две заготовки для прямоугольного воздуховода, необходимо наметить

Устанавливаем заготовку между балками
Верхняя подвижная балка
Нижняя неподвижная балка
Устанавливаем заготовку между балками
Верхняя подвижная балка
Нижняя неподвижная балка
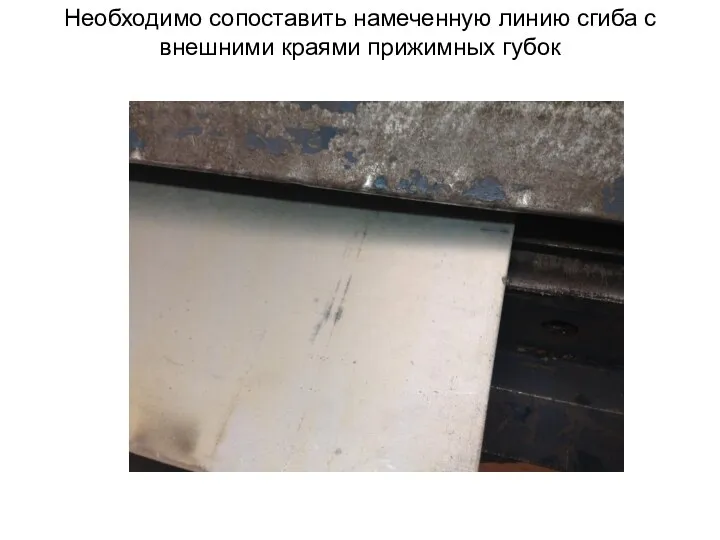
Необходимо сопоставить намеченную линию сгиба с внешними краями прижимных губок
Необходимо сопоставить намеченную линию сгиба с внешними краями прижимных губок
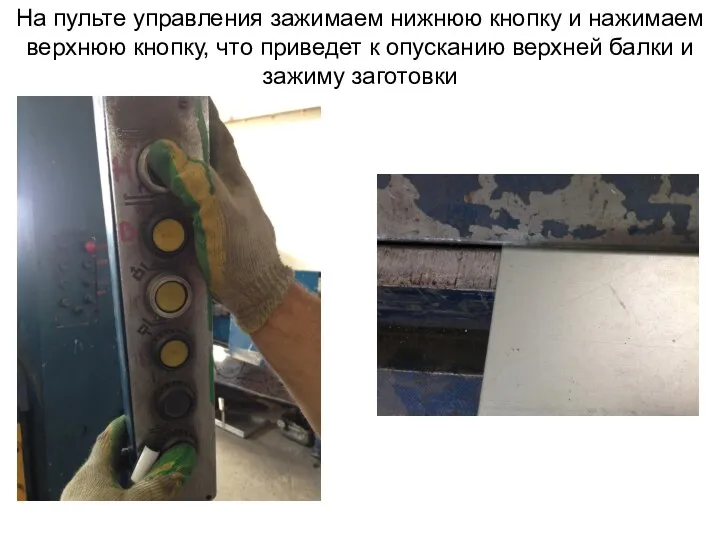
На пульте управления зажимаем нижнюю кнопку и нажимаем верхнюю кнопку, что
На пульте управления зажимаем нижнюю кнопку и нажимаем верхнюю кнопку, что

На правой стороне станка выставляем регулятор угла гиба на необходимое значение
На правой стороне станка выставляем регулятор угла гиба на необходимое значение
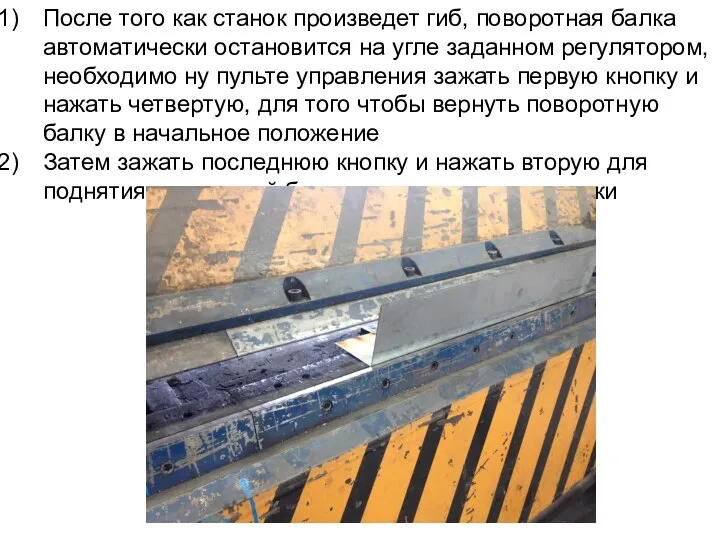
После того как станок произведет гиб, поворотная балка автоматически остановится на
После того как станок произведет гиб, поворотная балка автоматически остановится на

Сварочный полуавтомат MIG-250
Часть 4. Сварка воздуховода
Сварочный полуавтомат MIG-250
Часть 4. Сварка воздуховода
 Antihypertensive and lipid-lowering drugs
Antihypertensive and lipid-lowering drugs Презентация к логопедическому занятию по автоматизации звука Ж Весёлый жук Жужик
Презентация к логопедическому занятию по автоматизации звука Ж Весёлый жук Жужик Кодекс корпоративной этики
Кодекс корпоративной этики Внутренний водный транспорт
Внутренний водный транспорт презентация Развивающая предметно - пространственная среда ООП ДОО
презентация Развивающая предметно - пространственная среда ООП ДОО Птичий грипп
Птичий грипп Иванов Анатолий Викторович. Передовики района
Иванов Анатолий Викторович. Передовики района Заболевания органов мочевыделительной системы у детей
Заболевания органов мочевыделительной системы у детей Технология и механизации погрузочно-разгрузочных работ с грузами в аэропорту Алматы
Технология и механизации погрузочно-разгрузочных работ с грузами в аэропорту Алматы Психокоррекция как форма практической помощи человеку
Психокоррекция как форма практической помощи человеку Past Simple
Past Simple презентация урока История села Сясьские рядки
презентация урока История села Сясьские рядки Пусть первый подснежник подарит вам нежность
Пусть первый подснежник подарит вам нежность развлечение Полет в космос
развлечение Полет в космос Мастерство исполнителя. Музыкальные инструменты (гитара)
Мастерство исполнителя. Музыкальные инструменты (гитара) Общая характеристика интеллектуальной собственности
Общая характеристика интеллектуальной собственности Презентация к уроку Скорость химических реакций
Презентация к уроку Скорость химических реакций Учимся рисовать ракету
Учимся рисовать ракету Вода. Земля — планета поразительной голубизны
Вода. Земля — планета поразительной голубизны презентация 2022 для Дня открытых дверей
презентация 2022 для Дня открытых дверей Строительство дистрибьюторского центра
Строительство дистрибьюторского центра презентация Приобщение детей к русской национальной культуре в условиях дошкольного учреждения и семьи
презентация Приобщение детей к русской национальной культуре в условиях дошкольного учреждения и семьи Назначение геофизических исследований скважин при геологическом изучении недр и добычи нефти и газа
Назначение геофизических исследований скважин при геологическом изучении недр и добычи нефти и газа Я - помню, я – горжусь. Республиканский конкурс презентаций Наши великие земляки
Я - помню, я – горжусь. Республиканский конкурс презентаций Наши великие земляки Презентация Пионерская организация имени В.И. Ленина
Презентация Пионерская организация имени В.И. Ленина Источники питания для сварки
Источники питания для сварки Расходы по заготовительной деятельности. Модуль 10
Расходы по заготовительной деятельности. Модуль 10 Резервуары АЗС
Резервуары АЗС