- Ротационная сварка трением

Содержание
- 2. 1891г.-впервые появилась информация о сварке трением в серии патентов США. 1929 г.- в немецком патенте приведена
- 3. Ротационная сварка трением является одним из методов сварки под давлением. Это сварка, при которой нагрев осуществляется
- 4. Сварка трением осуществляется на машина, внешне напоминающей токарный станок.
- 5. Первая машина для сварки металлов трением «МСТ-1» была разработана и внедрена для сварки заготовок инструмента на
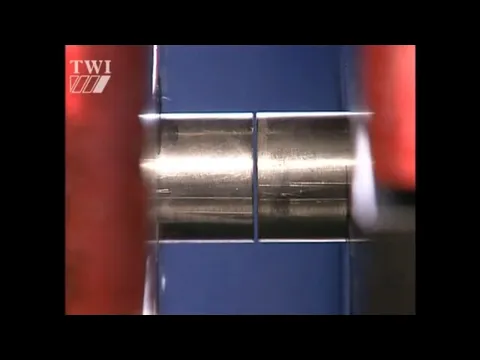
- 6. Процесс образования сварного соединения Вследствие действия сил трения сдираются оксидные пленки Наступает разогрев кромок свариваемого металла
- 7. Применение Наиболее эффективно для изготовления режущего инструмента при производстве составных сварно-кованых, сварно-литых или сварно-штампованных деталей Для
- 8. Преимущества: Высокое качество соединения Постоянство механических свойств Высокая производительность метода Меньшая степень вредности Экологичность процесса Низкая
- 9. Недостатки: Низкая универсальность процесса Габариты свариваемых деталей ограничены Дорогое и громоздкое оборудование Возможно искажение волокон в
- 10. Вывод: Ротационная сварка трением – один из наиболее интенсивно развивающих технологических процессов, особенно, в странах с
- 12. Конструктивные особенности методов сварки трением
- 13. Сварка с непрерывным приводом Инерционная сварка трением
- 14. Сварка с перемешиванием Орбитальная сварка трением Радиальная сварка трением
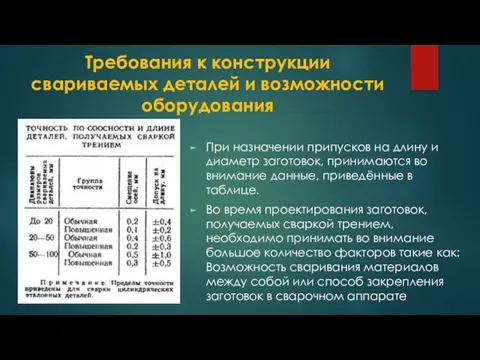
- 15. Требования к конструкции свариваемых деталей и возможности оборудования При назначении припусков на длину и диаметр заготовок,
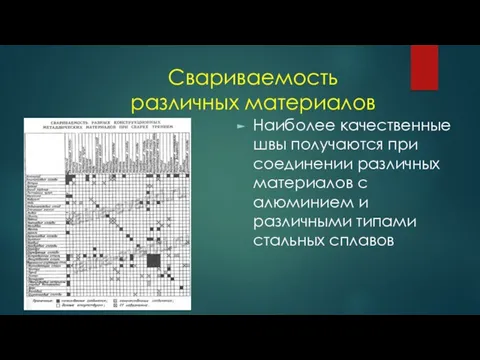
- 16. Свариваемость различных материалов Наиболее качественные швы получаются при соединении различных материалов с алюминием и различными типами
- 17. Термообработка сварного соединения При помощи термической обработки, в сварном соединении снижаются внутренние напряжения, повышаются пластические свойства,
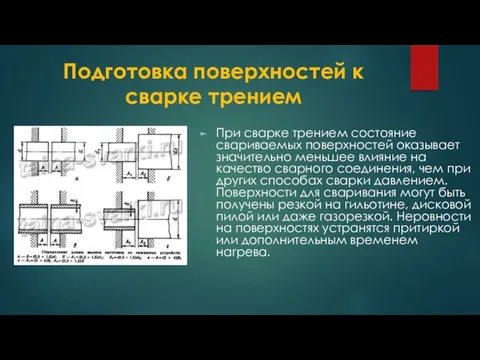
- 18. Подготовка поверхностей к сварке трением При сварке трением состояние свариваемых поверхностей оказывает значительно меньшее влияние на
- 19. Выбор режимов сварки трением с непрерывным приводом Одним из главных показателей является частота вращения. При её
- 20. Контроль качества сварных соединений Качество соединения при сварке трением в той, или иной степени может зависеть
- 22. Скачать презентацию
1891г.-впервые появилась информация о сварке трением в серии патентов США.
1929
1891г.-впервые появилась информация о сварке трением в серии патентов США.
1929
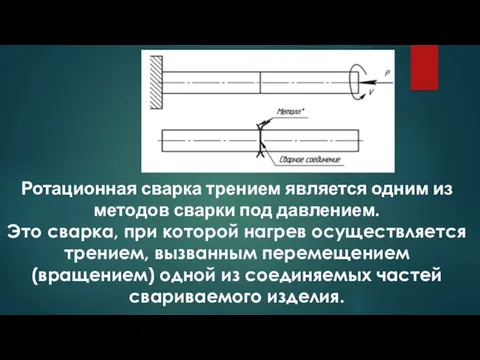
Ротационная сварка трением является одним из методов сварки под давлением.
Это
Ротационная сварка трением является одним из методов сварки под давлением.
Это

Сварка трением осуществляется
на машина, внешне напоминающей токарный станок.
Сварка трением осуществляется
на машина, внешне напоминающей токарный станок.

Первая машина для сварки металлов трением «МСТ-1» была разработана и внедрена
Первая машина для сварки металлов трением «МСТ-1» была разработана и внедрена
Процесс образования сварного соединения
Вследствие действия сил трения сдираются оксидные пленки
Наступает разогрев
Процесс образования сварного соединения
Вследствие действия сил трения сдираются оксидные пленки
Наступает разогрев
Применение
Наиболее эффективно для изготовления режущего инструмента при производстве составных сварно-кованых, сварно-литых
Применение
Наиболее эффективно для изготовления режущего инструмента при производстве составных сварно-кованых, сварно-литых
Преимущества:
Высокое качество соединения
Постоянство механических свойств
Высокая производительность метода
Меньшая степень вредности
Экологичность процесса
Низкая энергоёмкость
и
Преимущества:
Высокое качество соединения
Постоянство механических свойств
Высокая производительность метода
Меньшая степень вредности
Экологичность процесса
Низкая энергоёмкость
и
Недостатки:
Низкая универсальность процесса
Габариты свариваемых деталей ограничены
Дорогое и громоздкое оборудование
Возможно искажение волокон
Недостатки:
Низкая универсальность процесса
Габариты свариваемых деталей ограничены
Дорогое и громоздкое оборудование
Возможно искажение волокон
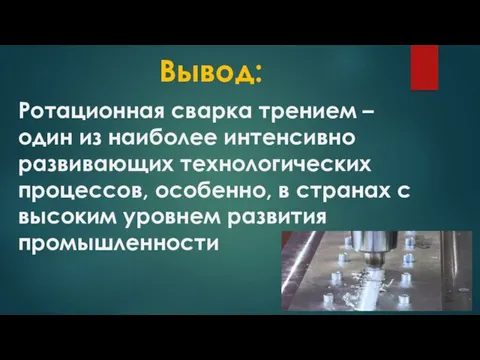
Вывод:
Ротационная сварка трением – один из наиболее интенсивно развивающих технологических процессов,
Вывод:
Ротационная сварка трением – один из наиболее интенсивно развивающих технологических процессов,

Конструктивные особенности
методов сварки трением
Конструктивные особенности
методов сварки трением
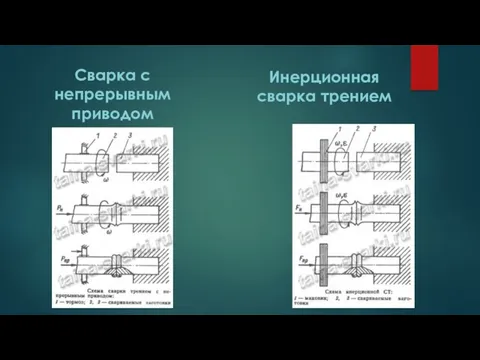
Сварка с непрерывным приводом
Инерционная сварка трением
Сварка с непрерывным приводом
Инерционная сварка трением
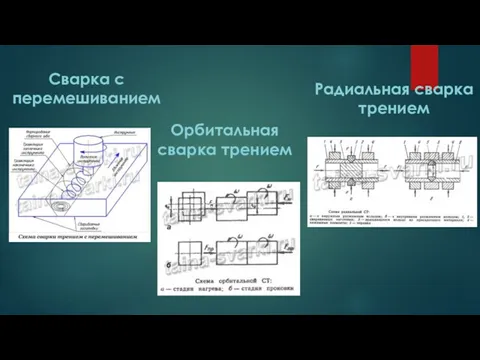
Сварка с перемешиванием
Орбитальная сварка трением
Радиальная сварка трением
Сварка с перемешиванием
Орбитальная сварка трением
Радиальная сварка трением
Требования к конструкции свариваемых деталей и возможности оборудования
При назначении припусков на
Требования к конструкции свариваемых деталей и возможности оборудования
При назначении припусков на
Свариваемость различных материалов
Наиболее качественные швы получаются при соединении различных материалов с
Свариваемость различных материалов
Наиболее качественные швы получаются при соединении различных материалов с
Термообработка сварного соединения
При помощи термической обработки, в сварном соединении снижаются внутренние
Термообработка сварного соединения
При помощи термической обработки, в сварном соединении снижаются внутренние
Подготовка поверхностей к сварке трением
При сварке трением состояние свариваемых поверхностей оказывает
Подготовка поверхностей к сварке трением
При сварке трением состояние свариваемых поверхностей оказывает
Выбор режимов сварки трением с непрерывным приводом
Одним из главных показателей является
Выбор режимов сварки трением с непрерывным приводом
Одним из главных показателей является
Контроль качества сварных соединений
Качество соединения при сварке трением в той, или
Контроль качества сварных соединений
Качество соединения при сварке трением в той, или
 Экранные технологии. Элементы и уровни киноязыка
Экранные технологии. Элементы и уровни киноязыка Радіоелектронний захист ЗРЛ. Методи захисту від активних перешкод (Заняття №5.2)
Радіоелектронний захист ЗРЛ. Методи захисту від активних перешкод (Заняття №5.2) Параметры устройств и элементов роботов и робототехнических систем
Параметры устройств и элементов роботов и робототехнических систем Project a cafe WELCOME
Project a cafe WELCOME Медали и ордена Великой Отечественной войны
Медали и ордена Великой Отечественной войны Метод интервалов для непрерывных функций
Метод интервалов для непрерывных функций Презентация работы школы
Презентация работы школы Анемии. Классификация, патогенез, диагностика постгеморрагические и гемолитические анемии
Анемии. Классификация, патогенез, диагностика постгеморрагические и гемолитические анемии Проект Жили-были витамины
Проект Жили-были витамины Основы теории и медодики обучения двигательным действиям
Основы теории и медодики обучения двигательным действиям Источники света. Распространение света
Источники света. Распространение света Открытый банк заданий по математике. Задача №16
Открытый банк заданий по математике. Задача №16 Лекция №13 для подготовки к ЕГЭ для 11(профильного) класса по теме Получение солей
Лекция №13 для подготовки к ЕГЭ для 11(профильного) класса по теме Получение солей Портфолио методических материалов
Портфолио методических материалов Щелочно-земельные металлы
Щелочно-земельные металлы Система обеспечения эффективности, безопасности и качества фармацевтической продукции
Система обеспечения эффективности, безопасности и качества фармацевтической продукции Консультация для воспитателей Самообразование воспитателей детского сада по ФГОС
Консультация для воспитателей Самообразование воспитателей детского сада по ФГОС Организация высшего образования в РФ. Лицензирование, аккредитация и аттестация вузов. Государственные образовательные стандарты
Организация высшего образования в РФ. Лицензирование, аккредитация и аттестация вузов. Государственные образовательные стандарты Семья под защитой закона
Семья под защитой закона Поняття та засоби комп'ютерної графіки. (9 клас)
Поняття та засоби комп'ютерної графіки. (9 клас) Оборудование и приспособления для принудительного спуска и подъема труб под давлением
Оборудование и приспособления для принудительного спуска и подъема труб под давлением Формование металлов
Формование металлов 同学们好tóngxué men hǎo. 老师好lǎoshī hǎo
同学们好tóngxué men hǎo. 老师好lǎoshī hǎo Система подготовки к ОГЭ по математике
Система подготовки к ОГЭ по математике Проходка разрезной траншеи с погрузкой на железнодорожный транспорт при заданных условиях
Проходка разрезной траншеи с погрузкой на железнодорожный транспорт при заданных условиях Эрнест Миллер Хемингуэй ( 1899 -1961). Старик и море - Гимн вселенной и человеку
Эрнест Миллер Хемингуэй ( 1899 -1961). Старик и море - Гимн вселенной и человеку Стрижка и тримминг собак
Стрижка и тримминг собак Профессиональный стандарт педагога как основа оценки педагогической деятельности и профессионального развития педагога
Профессиональный стандарт педагога как основа оценки педагогической деятельности и профессионального развития педагога