- Штамповка. Технология горячей объемной штамповки

Содержание
- 2. Штамповка – технологический процесс получения заготовок или деталей в результате пластического деформирования исходной заготовки в штампах
- 3. Технология горячей объемной штамповки (ГОШ) 1. Штамповка в одноручьевых открытых штампах. 1 и 2 – верхняя
- 4. Штамповка в открытом штампе характеризуется зазором между штампами. В момент окончания штамповки половины штампа смыкаются (доштамповка),
- 5. 2. Штамповка в одноручьевых закрытых штампах а – исходное положение; б – штамповка; 1 и 2
- 6. Штамповка в закрытом штампе (безоблойная штамповка) – обрабатываемый материал не имеет возможности истечения за пределы формообразующей
- 7. 3. Штамповка в многоручьевых штампах – изделие формируется в одном штампе, имеющем несколько ручьев, постепенно приближающихся
- 8. Обработка заготовки в одном ручье штампа называется переходом. Предварительное формоизменение заготовки, приближающее её форму к окончательной,
- 9. Дополнительные операции при ГОШ 1. Отделочные операции ГОШ (обрезка заусенца, пробивка перемычки-пленки, калибровка поковок) 1.1. Обрезка
- 10. 1.2. Калибровка поковок: поверхностная (а) и объемная (б) Точность размеров – 0,05–0,25 мм – обработка резанием
- 11. В зависимости от формы поковок в плане штамповку выполняют плашмя или в торец. Поковки удлиненной формы
- 12. Продукция ГОШ в открытых и закрытых штампах Продукция ГОШ: шестерни, диски, фланцы, ступицы, крышки, валы, рычаги,
- 13. 4. Штамповка на горизонтально-ковочных машинах (ГКМ) 1 – пруток; 2 и 5 – неподвижная и подвижная
- 14. Типовые поковки, получаемые штамповкой на ГКМ
- 15. Поковки ролика, получаемые различными способами штамповки (показаны только напуски; припуски на механическую обработку условно не показаны)
- 16. ОСНОВНЫЕ ДЕФЕКТЫ ПРОКАТА И ПОКОВОК ДЕФЕКТЫ ПРОКАТА: трещины, волосовины, плены, закаты. Трещины образуются из-за недостаточного предварительного
- 17. V.II. Холодная штамповка выполняется без предварительного нагрева исходной заготовки (холодная обработка) или с нагревом до температуры
- 18. Б. Комбинированное выдавливание – металл течет как в направлении, совпадающем с направлением движения пуансона 1, так
- 19. 1.2. Холодная высадка – операция уменьшения части длины исходной заготовки с получением местного увеличения поперечных размеров.
- 20. 2. ХОЛОДНАЯ ЛИСТОВАЯ ШТАМПОВКА (ХЛШ) Изделия имеют массу от долей грамма (секундная стрелка ручных часов) до
- 21. 2.1. Разделительные операции.: отрезка, вырубка, пробивка. 2.1.1. Отрезка – разделение исходной заготовки на части по контуру.
- 22. 2.1.2. Вырубка и пробивка Оборудование: механические или гидравлические прессы. Инструмент: пуансон, матрица. Вырубка – разделение исходной
- 23. 2.2. Операции формоизменения вытяжка , отбортовка, обжим, раздача, гибка, формовка. Оборудование: механические или гидравлические прессы. Инструмент:
- 24. Примеры продукции, полученной после вытяжки
- 25. Отбортовка - операция образования в изделии с предварительно пробитым отверстием борта или горловины а –исходное положение;
- 26. а – исходное положение; б – обжим; 1 – матрица; 2 – исходная заготовка; 3- продукция
- 27. Гибка - придание заготовке изогнутой формы а – исходное положение; б –гибка; 1 –пуансон; 2 –
- 28. Преимущества: 1. Изготовление прочных и жёстких изделий сложной формы, при мин. металлоёмкости. 2. Высокая точность штампуемых
- 29. V.I. Специальные способы обработки металлов давлением: штамповка на ротационно-ковочных машинах; штамповка на ковочных вальцах (вальцовка); накатка
- 30. Раскатка – увеличение диаметра заготовки в результате уменьшения толщины Исходная заготовка - кольцо с меньшим диаметром
- 31. Электромагнитная штамповка (штамповка в импульсном магнитном поле) основана на преобразовании электрической энергии в механическую. 1 -
- 33. Скачать презентацию
Штамповка
– технологический процесс получения заготовок или деталей в результате пластического
Штамповка
– технологический процесс получения заготовок или деталей в результате пластического
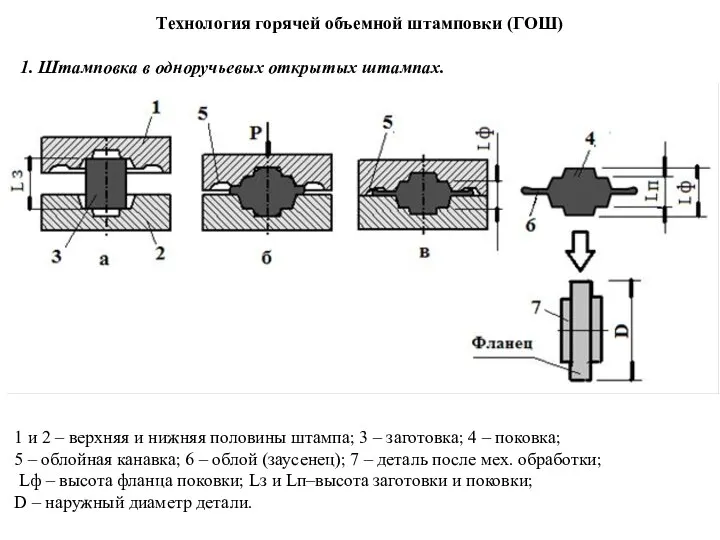
Технология горячей объемной штамповки (ГОШ)
1. Штамповка в одноручьевых открытых штампах.
1 и
Технология горячей объемной штамповки (ГОШ)
1. Штамповка в одноручьевых открытых штампах.
1 и
Штамповка в открытом штампе характеризуется зазором между штампами.
В момент окончания штамповки
Штамповка в открытом штампе характеризуется зазором между штампами.
В момент окончания штамповки
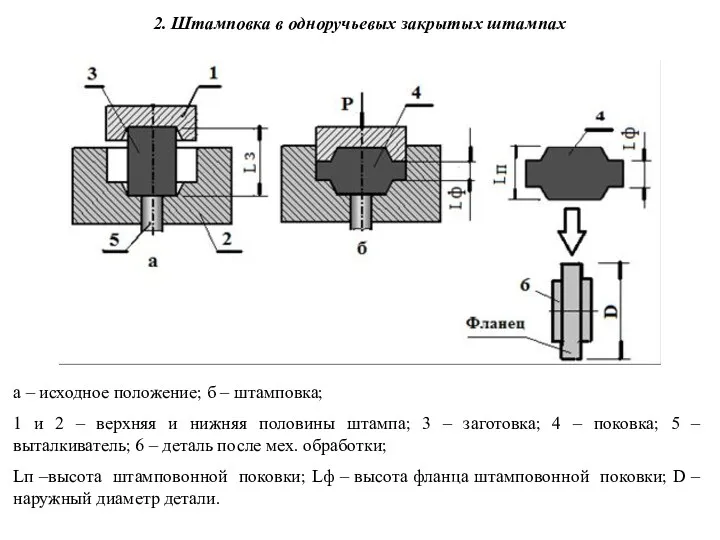
2. Штамповка в одноручьевых закрытых штампах
а – исходное положение; б –
2. Штамповка в одноручьевых закрытых штампах
а – исходное положение; б –
Штамповка в закрытом штампе (безоблойная штамповка) – обрабатываемый материал не имеет
Штамповка в закрытом штампе (безоблойная штамповка) – обрабатываемый материал не имеет

3. Штамповка в многоручьевых штампах
– изделие формируется в одном штампе,
3. Штамповка в многоручьевых штампах
– изделие формируется в одном штампе,
Обработка заготовки в одном ручье штампа называется переходом.
Предварительное формоизменение заготовки, приближающее
Обработка заготовки в одном ручье штампа называется переходом.
Предварительное формоизменение заготовки, приближающее
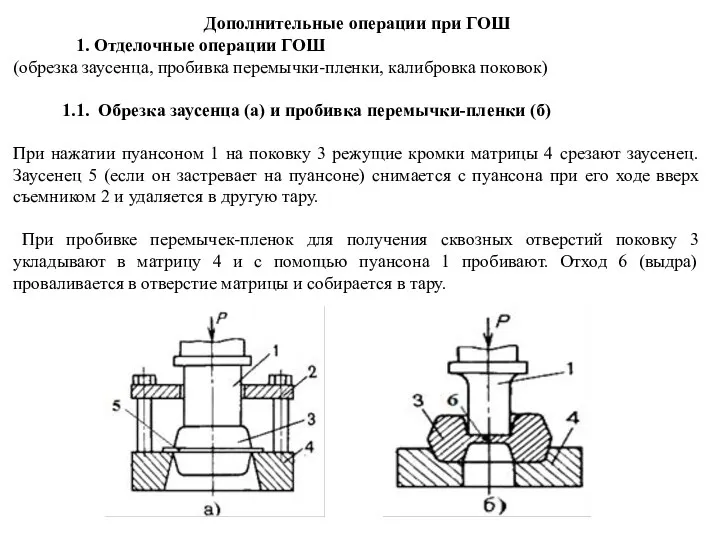
Дополнительные операции при ГОШ
1. Отделочные операции ГОШ
(обрезка заусенца, пробивка
Дополнительные операции при ГОШ
1. Отделочные операции ГОШ
(обрезка заусенца, пробивка
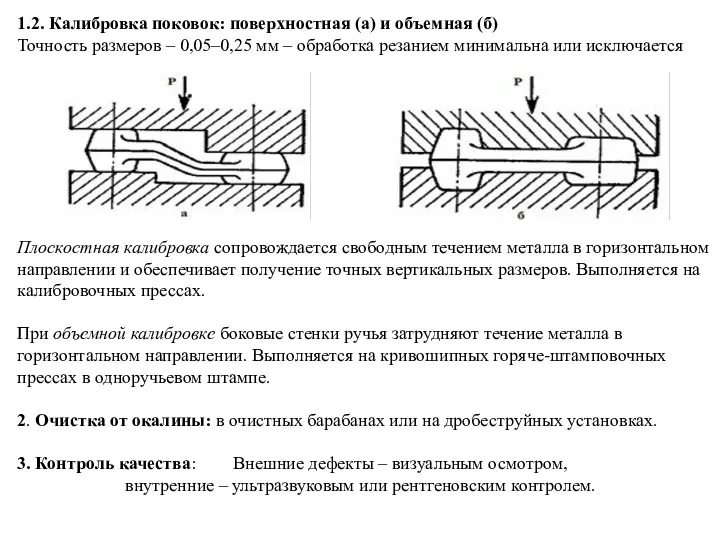
1.2. Калибровка поковок: поверхностная (а) и объемная (б)
Точность размеров – 0,05–0,25
1.2. Калибровка поковок: поверхностная (а) и объемная (б)
Точность размеров – 0,05–0,25
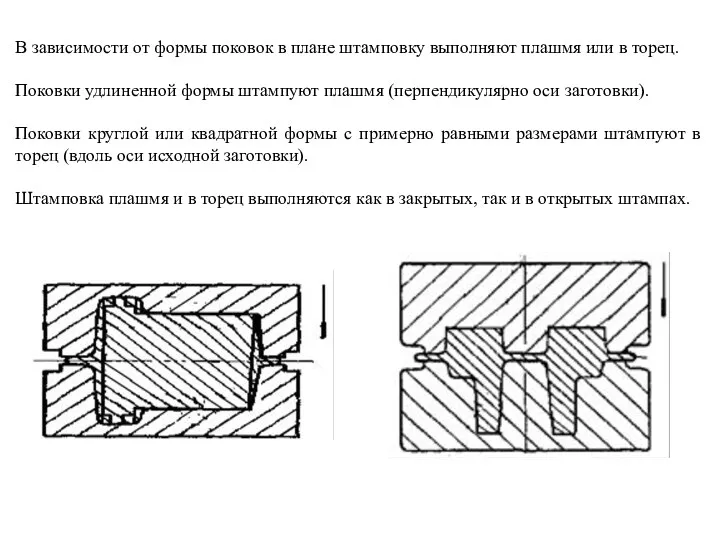
В зависимости от формы поковок в плане штамповку выполняют плашмя или
В зависимости от формы поковок в плане штамповку выполняют плашмя или
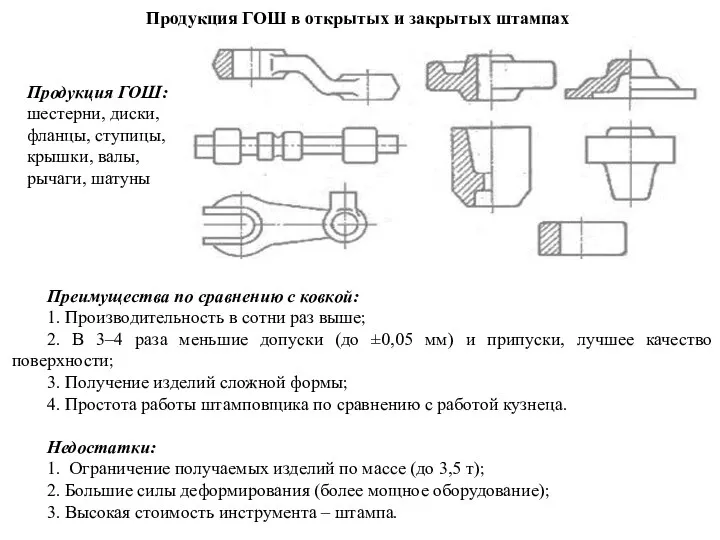
Продукция ГОШ в открытых и закрытых штампах
Продукция ГОШ:
шестерни, диски, фланцы,
Продукция ГОШ в открытых и закрытых штампах
Продукция ГОШ:
шестерни, диски, фланцы,
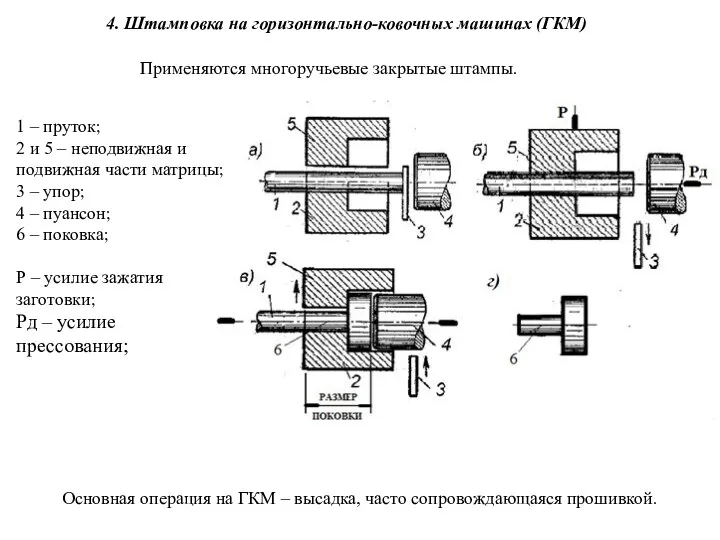
4. Штамповка на горизонтально-ковочных машинах (ГКМ)
1 – пруток;
2 и 5 –
4. Штамповка на горизонтально-ковочных машинах (ГКМ)
1 – пруток;
2 и 5 –

Типовые поковки, получаемые штамповкой на ГКМ
Типовые поковки, получаемые штамповкой на ГКМ
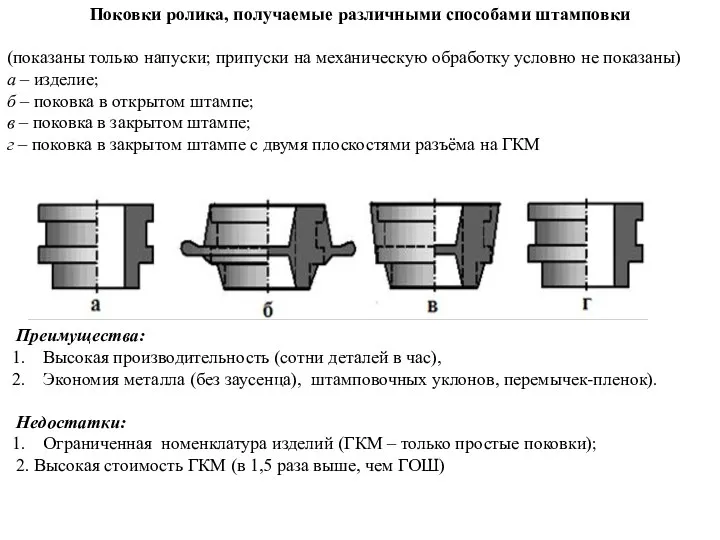
Поковки ролика, получаемые различными способами штамповки
(показаны только напуски; припуски на
Поковки ролика, получаемые различными способами штамповки
(показаны только напуски; припуски на
ОСНОВНЫЕ ДЕФЕКТЫ ПРОКАТА И ПОКОВОК
ДЕФЕКТЫ ПРОКАТА: трещины, волосовины, плены, закаты.
Трещины образуются
ОСНОВНЫЕ ДЕФЕКТЫ ПРОКАТА И ПОКОВОК
ДЕФЕКТЫ ПРОКАТА: трещины, волосовины, плены, закаты.
Трещины образуются
V.II. Холодная штамповка
выполняется без предварительного нагрева исходной заготовки (холодная обработка) или
V.II. Холодная штамповка
выполняется без предварительного нагрева исходной заготовки (холодная обработка) или
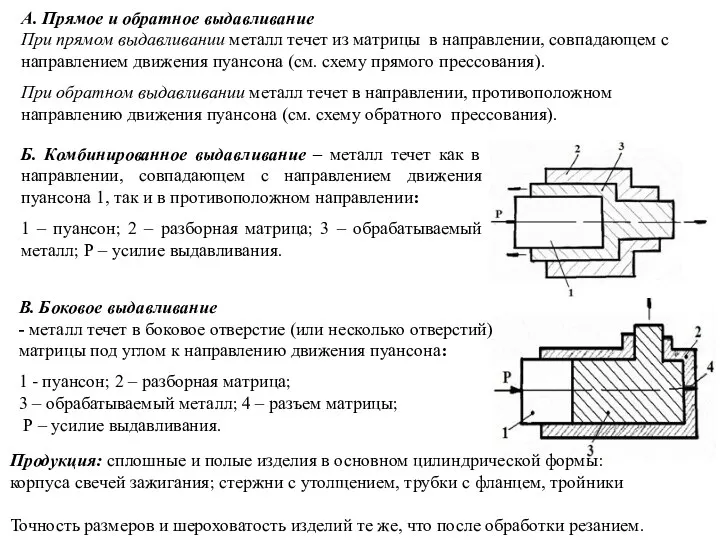
Б. Комбинированное выдавливание – металл течет как в направлении, совпадающем с
Б. Комбинированное выдавливание – металл течет как в направлении, совпадающем с
1.2. Холодная высадка – операция уменьшения части длины исходной заготовки с
1.2. Холодная высадка – операция уменьшения части длины исходной заготовки с
2. ХОЛОДНАЯ ЛИСТОВАЯ ШТАМПОВКА (ХЛШ)
Изделия имеют массу от долей грамма (секундная
2. ХОЛОДНАЯ ЛИСТОВАЯ ШТАМПОВКА (ХЛШ)
Изделия имеют массу от долей грамма (секундная
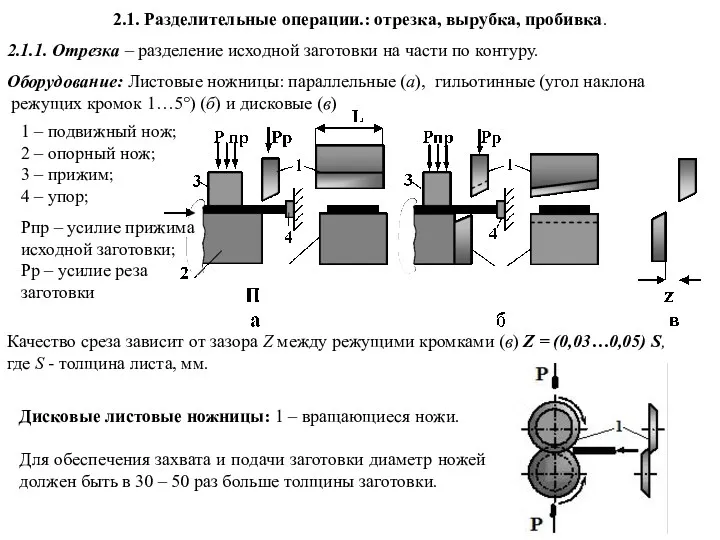
2.1. Разделительные операции.: отрезка, вырубка, пробивка.
2.1.1. Отрезка – разделение исходной заготовки
2.1. Разделительные операции.: отрезка, вырубка, пробивка.
2.1.1. Отрезка – разделение исходной заготовки
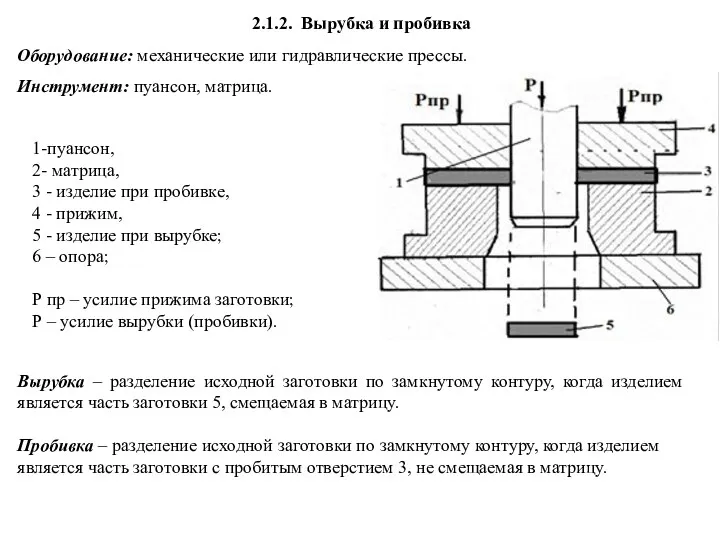
2.1.2. Вырубка и пробивка
Оборудование: механические или гидравлические прессы.
Инструмент: пуансон, матрица.
Вырубка –
2.1.2. Вырубка и пробивка
Оборудование: механические или гидравлические прессы.
Инструмент: пуансон, матрица.
Вырубка –
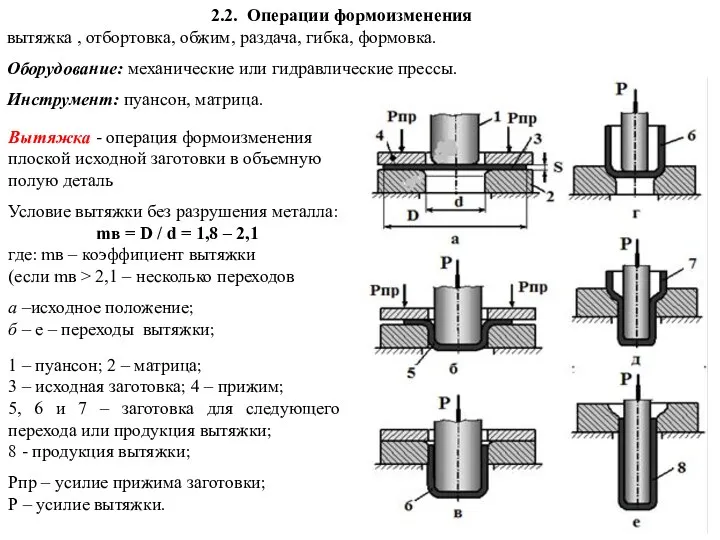
2.2. Операции формоизменения
вытяжка , отбортовка, обжим, раздача, гибка, формовка.
Оборудование: механические
2.2. Операции формоизменения
вытяжка , отбортовка, обжим, раздача, гибка, формовка.
Оборудование: механические

Примеры продукции, полученной после вытяжки
Примеры продукции, полученной после вытяжки
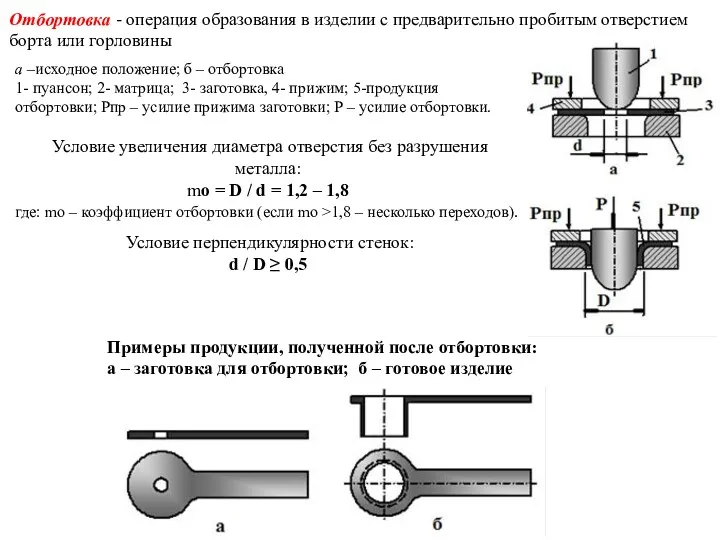
Отбортовка - операция образования в изделии с предварительно пробитым отверстием борта
Отбортовка - операция образования в изделии с предварительно пробитым отверстием борта

а – исходное положение; б – обжим; 1 – матрица; 2
а – исходное положение; б – обжим; 1 – матрица; 2
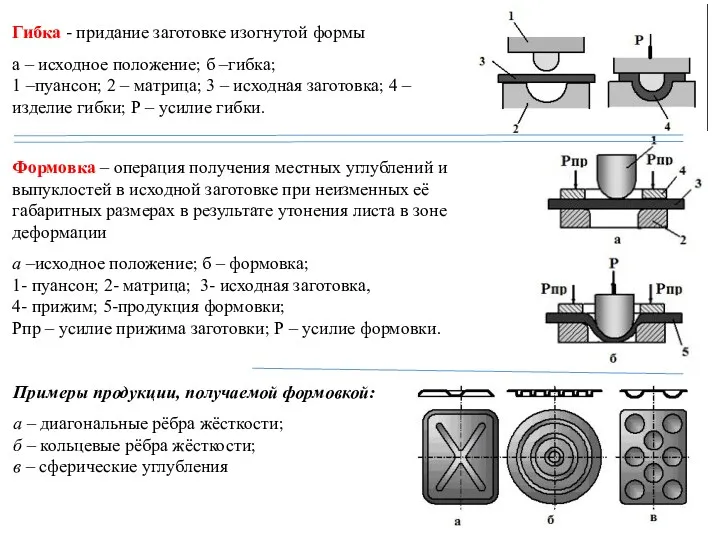
Гибка - придание заготовке изогнутой формы
а – исходное положение; б –гибка;
1
Гибка - придание заготовке изогнутой формы
а – исходное положение; б –гибка;
1
Преимущества:
1. Изготовление прочных и жёстких изделий сложной формы, при мин. металлоёмкости.
Преимущества:
1. Изготовление прочных и жёстких изделий сложной формы, при мин. металлоёмкости.
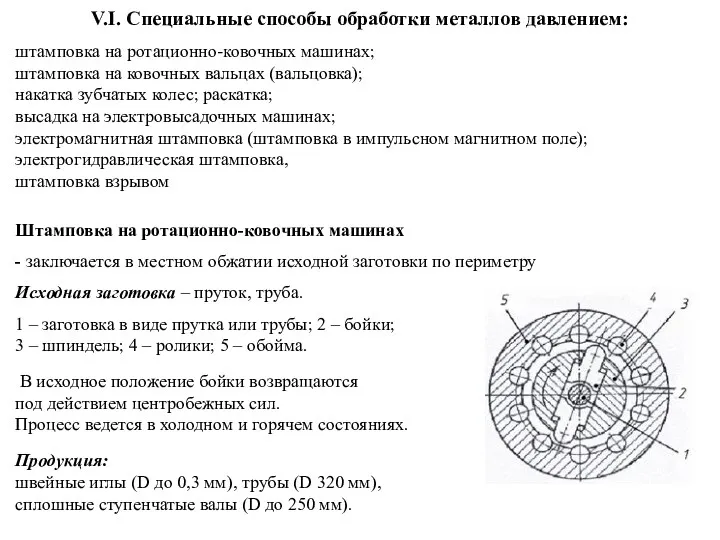
V.I. Специальные способы обработки металлов давлением:
штамповка на ротационно-ковочных машинах;
штамповка на
V.I. Специальные способы обработки металлов давлением:
штамповка на ротационно-ковочных машинах;
штамповка на
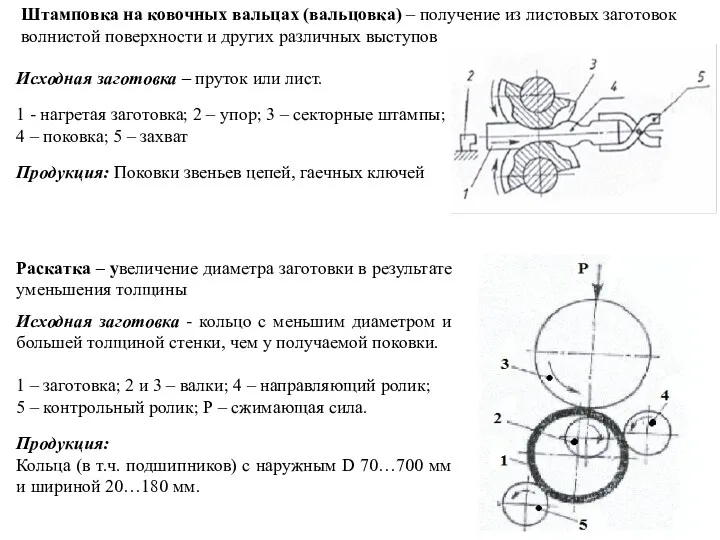
Раскатка – увеличение диаметра заготовки в результате уменьшения толщины
Исходная заготовка -
Раскатка – увеличение диаметра заготовки в результате уменьшения толщины
Исходная заготовка -
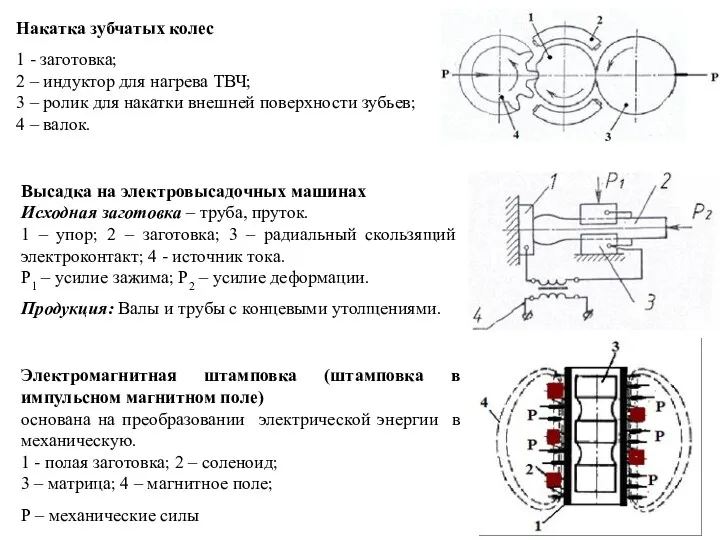
Электромагнитная штамповка (штамповка в импульсном магнитном поле)
основана на преобразовании электрической энергии
Электромагнитная штамповка (штамповка в импульсном магнитном поле)
основана на преобразовании электрической энергии
 Презентация Космос
Презентация Космос Битва за Берлин (16 апреля – 8 мая 1945 г.)
Битва за Берлин (16 апреля – 8 мая 1945 г.) Знаки препинания в предложениях со сравнительными оборотами
Знаки препинания в предложениях со сравнительными оборотами презентация Вспомни сказку
презентация Вспомни сказку Облагораживание ТН и ПБ с использованием технологии флюидкокинг
Облагораживание ТН и ПБ с использованием технологии флюидкокинг Аналитический метод кинематического анализа. Функции положения. Аналоги скоростей и ускорений
Аналитический метод кинематического анализа. Функции положения. Аналоги скоростей и ускорений Исламская мечеть
Исламская мечеть Марки кабелей
Марки кабелей Основные характеристики и разновидности систем теплоснабжения
Основные характеристики и разновидности систем теплоснабжения Постулаты общей теории относительности. (Часть 3)
Постулаты общей теории относительности. (Часть 3) Способы защиты права собственности и других вещных прав
Способы защиты права собственности и других вещных прав Организация деятельности участкового уполномоченного полиции
Организация деятельности участкового уполномоченного полиции Природные источники углеводородов
Природные источники углеводородов Древнее Двуречье
Древнее Двуречье Сочинский государственный университет. Факультет туризма и сервиса
Сочинский государственный университет. Факультет туризма и сервиса Введение в химиотерапию
Введение в химиотерапию Профилактика инфекционных болезней и эпидемий
Профилактика инфекционных болезней и эпидемий Кризис Османской империи. Реформы Селима III. Урок №21
Кризис Османской империи. Реформы Селима III. Урок №21 Методы исследований, применяющиеся в научной деятельности
Методы исследований, применяющиеся в научной деятельности Royal Dutch Shell
Royal Dutch Shell Формы организации познавательных занятий
Формы организации познавательных занятий Гербы и геральдика
Гербы и геральдика Назначение и виды обоев. Виды клея для наклейки обоев
Назначение и виды обоев. Виды клея для наклейки обоев Технология изготовления и монтаж деревянных лестниц. Устройство деревянного перекрытия
Технология изготовления и монтаж деревянных лестниц. Устройство деревянного перекрытия Игра Что лишнее?
Игра Что лишнее? О готовности к школе
О готовности к школе Презентация межпредметной игры по математике,информатике, физике и химии для 8-10 классов 30 пятёрок
Презентация межпредметной игры по математике,информатике, физике и химии для 8-10 классов 30 пятёрок Деление обыкновенной дроби на натуральное число и числа на дробь
Деление обыкновенной дроби на натуральное число и числа на дробь