- Технологический процесс получения штампованной поковки

Содержание
- 2. РАЗРАБОТКА ТЕХНОЛОГИИ ПОЛУЧЕНИЯ ПОКОВОК 1. Материал всех поковок – сталь. 2. Все поковки изготавливаются горячей объемной
- 3. 1 – подвижная часть штампа; 2 – неподвижная часть штампа; 3 – исходная заготовка; 4 –
- 4. Технологические возможности горячей объемной штамповки в открытых и закрытых штампах ЦМС – цветные металлы и сплавы.
- 5. Дополнительные операции при горячей объемной штамповке. Перед механической обработкой поковки после штамповки в открытых штампах выполняются
- 6. Порядок выполнения домашнего задания. 1. Выбрать расположение поковки в штампе (выбрать плоскость разъема штампа) В зависимости
- 7. Конструкция детали. Один из фланцев мешает извлечению поковки из штампа при штамповке в торец Расположение изделия
- 8. 2. Назначить напуски (если это необходимо) . Напуски назначаются на тех участках поковки, где невозможно или
- 9. Масса детали рассчитывается по зависимости Мд = (Vд×γ)/1000, где Мд масса поковки, кг; Vд – объем
- 10. 4. Выбрать оборудование для штамповки. Горячая объемная штамповка выполняется на молотах и прессах. На молотах (механизмах
- 11. Наружные и внутренние уклоны при штамповке плашмя hн и dн – соответственно глубина и ширина полости
- 12. 6. Назначить радиусы закруглений. Радиусы закруглений облегчают извлечение поковки из штампа, снижают вероятность образования концентраторов напряжений
- 13. 7. Назначить температурные интервалы горячей обработки сплавов давлением. Температуры нагрева должны лежать в определенном интервале. Слишком
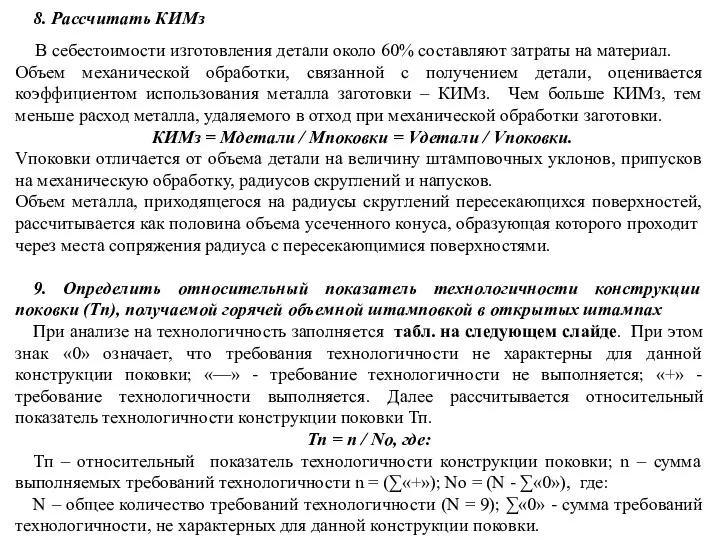
- 14. 8. Рассчитать КИМз В себестоимости изготовления детали около 60% составляют затраты на материал. Объем механической обработки,
- 15. Анализ технологичности конструкции поковки, получаемой горячей объемной штамповкой в открытых штампах (см. Таблица требования технологичности при
- 16. 10. Разработать эскиз поковки Эскиз поковки разрабатывается по эскизу детали Эскиз поковки выполняется с указанием размеров
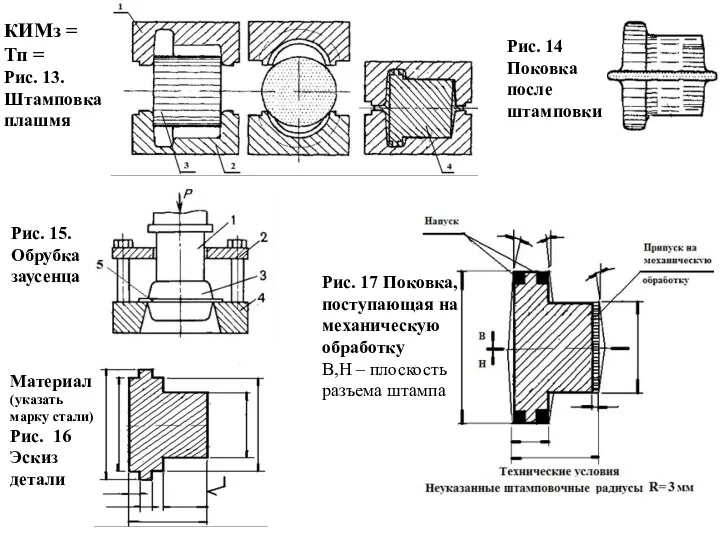
- 17. КИМз = Тп = Рис. 13. Штамповка плашмя Рис. 14 Поковка после штамповки Рис. 15. Обрубка
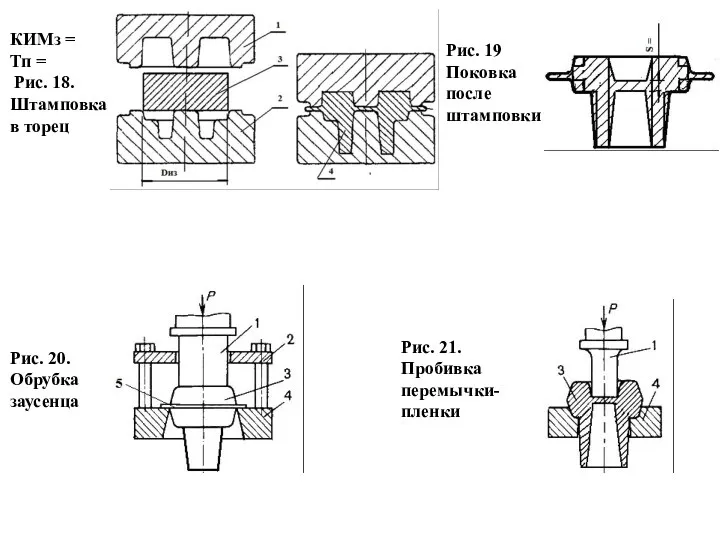
- 18. КИМз = Тп = Рис. 18. Штамповка в торец Рис. 19 Поковка после штамповки Рис. 20.
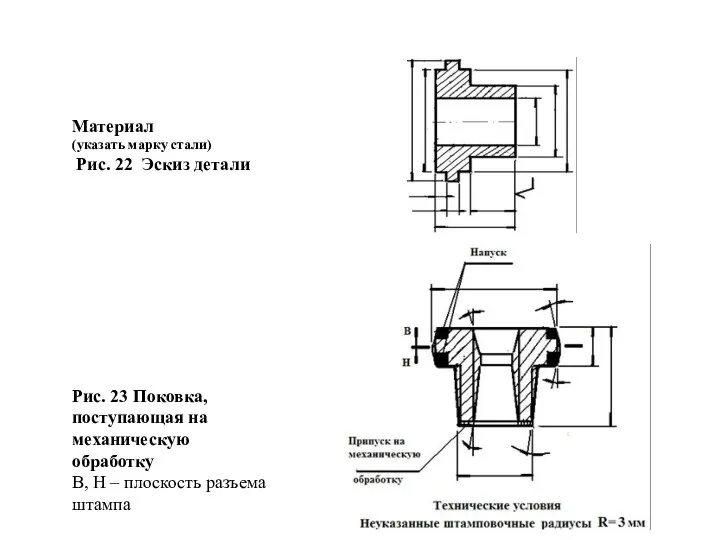
- 19. Материал (указать марку стали) Рис. 22 Эскиз детали Рис. 23 Поковка, поступающая на механическую обработку В,
- 21. Скачать презентацию
РАЗРАБОТКА ТЕХНОЛОГИИ ПОЛУЧЕНИЯ ПОКОВОК
1. Материал всех поковок – сталь.
2. Все поковки
РАЗРАБОТКА ТЕХНОЛОГИИ ПОЛУЧЕНИЯ ПОКОВОК
1. Материал всех поковок – сталь.
2. Все поковки
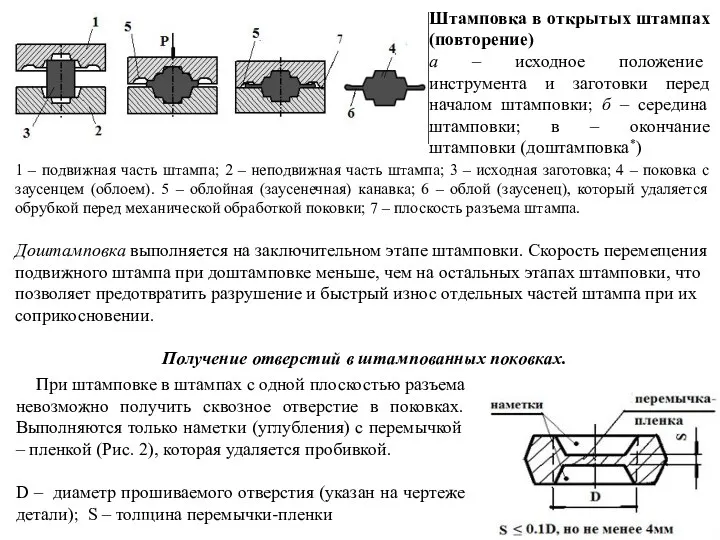
1 – подвижная часть штампа; 2 – неподвижная часть штампа; 3
1 – подвижная часть штампа; 2 – неподвижная часть штампа; 3
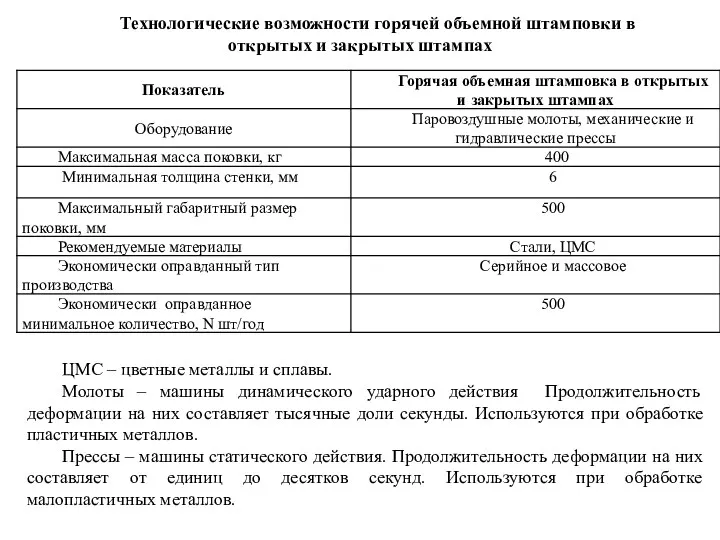
Технологические возможности горячей объемной штамповки в открытых и закрытых штампах
ЦМС –
Технологические возможности горячей объемной штамповки в открытых и закрытых штампах
ЦМС –
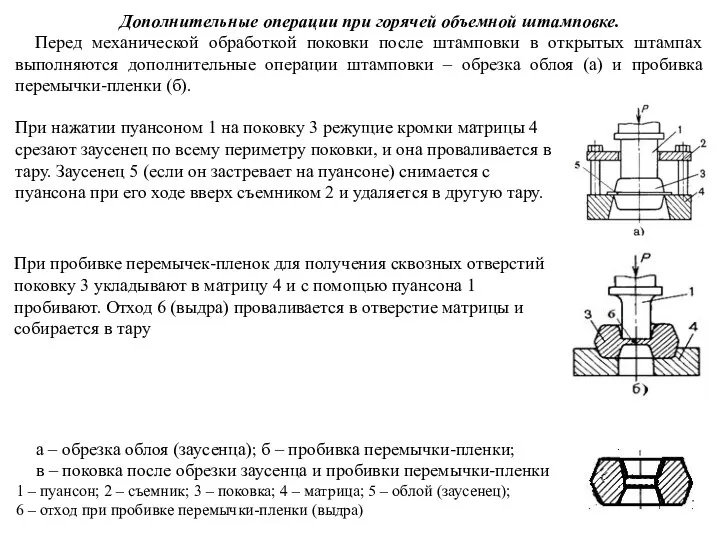
Дополнительные операции при горячей объемной штамповке.
Перед механической обработкой поковки после штамповки
Дополнительные операции при горячей объемной штамповке.
Перед механической обработкой поковки после штамповки
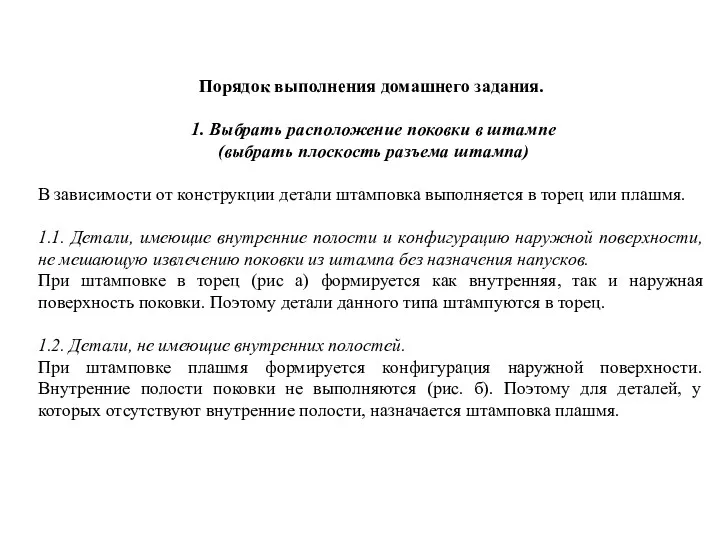
Порядок выполнения домашнего задания.
1. Выбрать расположение поковки в штампе
(выбрать плоскость
Порядок выполнения домашнего задания.
1. Выбрать расположение поковки в штампе
(выбрать плоскость
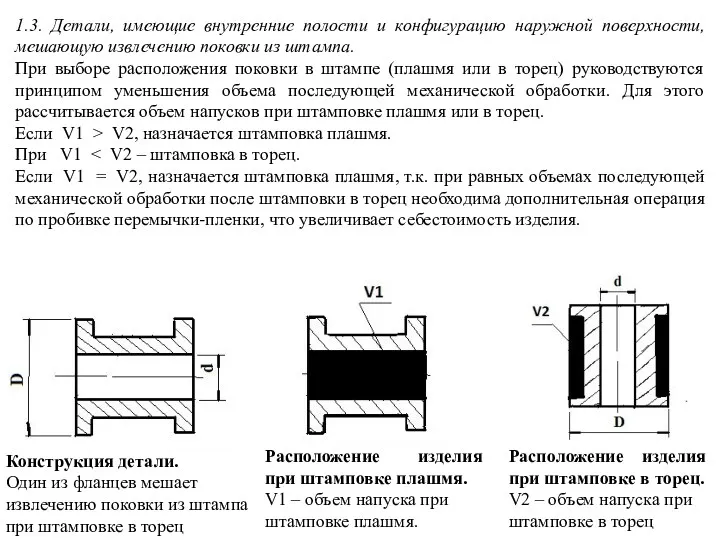
Конструкция детали.
Один из фланцев мешает извлечению поковки из штампа при
Конструкция детали.
Один из фланцев мешает извлечению поковки из штампа при
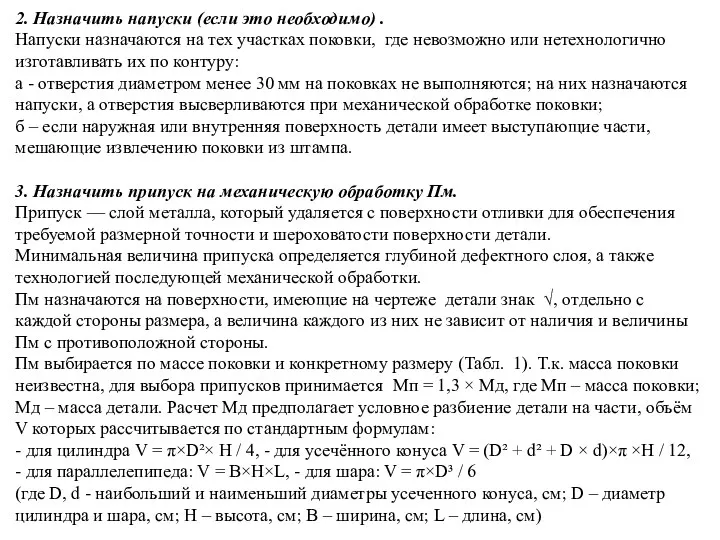
2. Назначить напуски (если это необходимо) .
Напуски назначаются на тех участках
2. Назначить напуски (если это необходимо) .
Напуски назначаются на тех участках
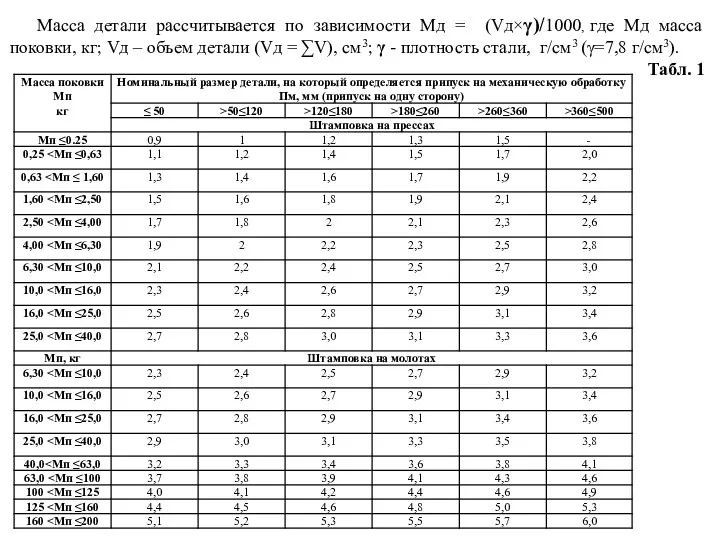
Масса детали рассчитывается по зависимости Мд = (Vд×γ)/1000, где Мд масса
Масса детали рассчитывается по зависимости Мд = (Vд×γ)/1000, где Мд масса
4. Выбрать оборудование для штамповки.
Горячая объемная штамповка выполняется на молотах и
4. Выбрать оборудование для штамповки.
Горячая объемная штамповка выполняется на молотах и
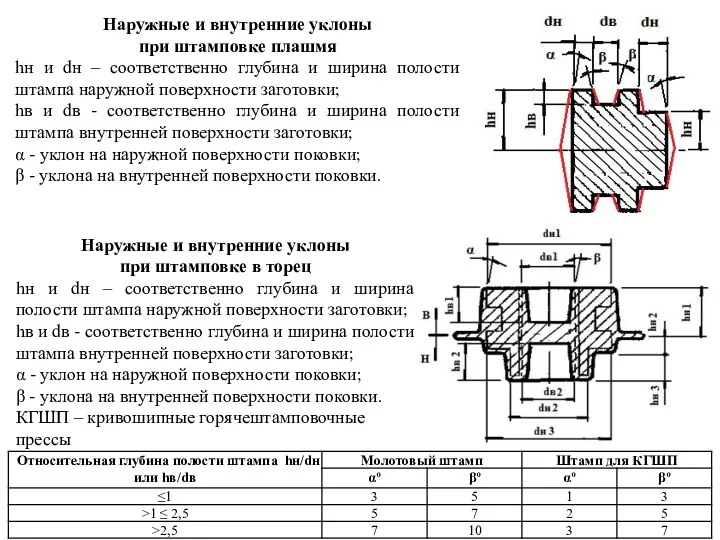
Наружные и внутренние уклоны
при штамповке плашмя
hн и dн – соответственно
Наружные и внутренние уклоны
при штамповке плашмя
hн и dн – соответственно
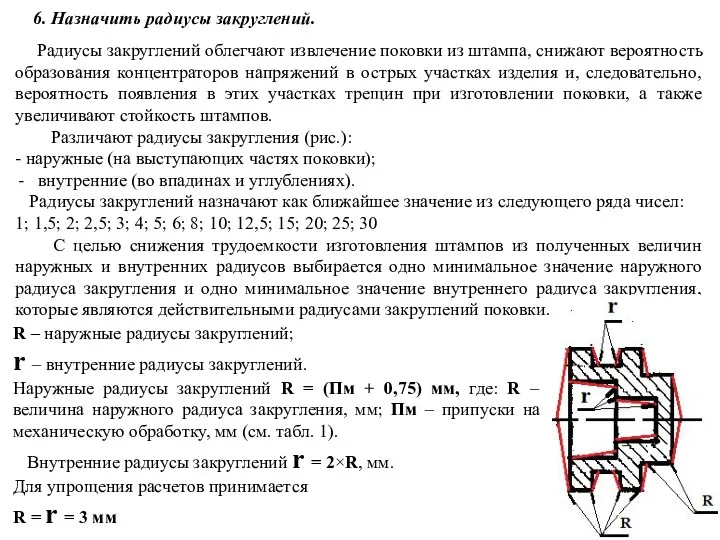
6. Назначить радиусы закруглений.
Радиусы закруглений облегчают извлечение поковки из штампа,
6. Назначить радиусы закруглений.
Радиусы закруглений облегчают извлечение поковки из штампа,
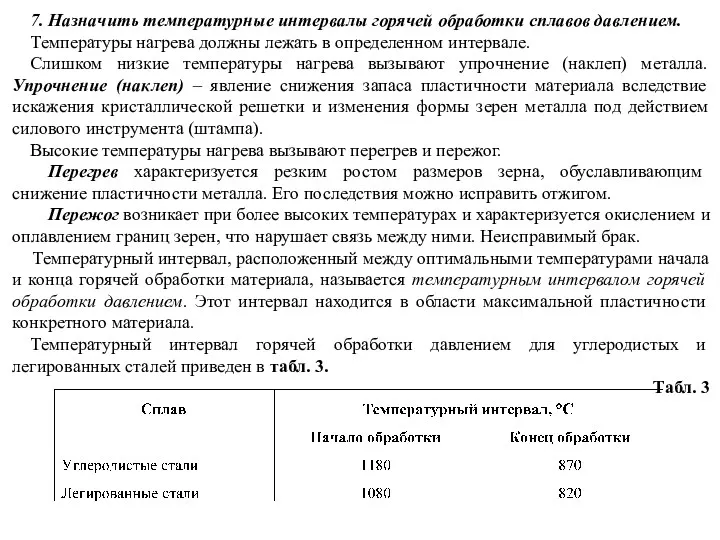
7. Назначить температурные интервалы горячей обработки сплавов давлением.
Температуры нагрева должны лежать
7. Назначить температурные интервалы горячей обработки сплавов давлением.
Температуры нагрева должны лежать
8. Рассчитать КИМз
В себестоимости изготовления детали около 60% составляют затраты на
8. Рассчитать КИМз
В себестоимости изготовления детали около 60% составляют затраты на
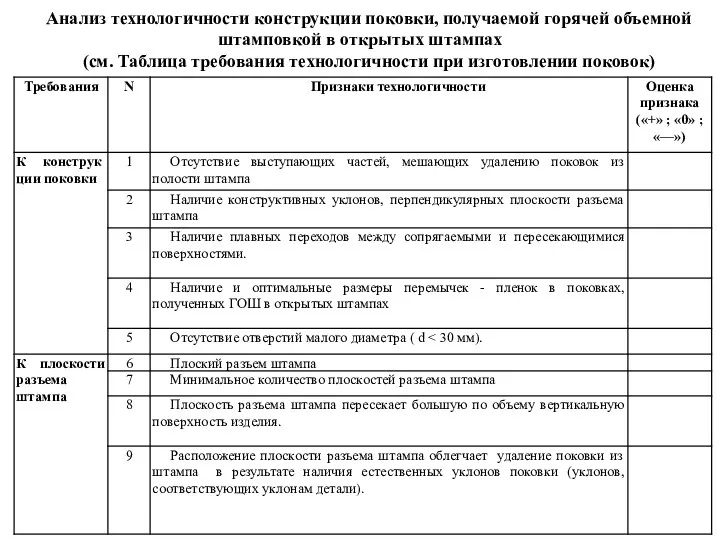
Анализ технологичности конструкции поковки, получаемой горячей объемной штамповкой в открытых штампах
(см.
Анализ технологичности конструкции поковки, получаемой горячей объемной штамповкой в открытых штампах
(см.
10. Разработать эскиз поковки
Эскиз поковки разрабатывается по эскизу детали
Эскиз поковки
10. Разработать эскиз поковки
Эскиз поковки разрабатывается по эскизу детали
Эскиз поковки
КИМз =
Тп =
Рис. 13. Штамповка плашмя
Рис. 14 Поковка после штамповки
Рис. 15.
КИМз =
Тп =
Рис. 13. Штамповка плашмя
Рис. 14 Поковка после штамповки
Рис. 15.
КИМз =
Тп =
Рис. 18. Штамповка в торец
Рис. 19 Поковка после штамповки
Рис.
КИМз =
Тп =
Рис. 18. Штамповка в торец
Рис. 19 Поковка после штамповки
Рис.
Материал
(указать марку стали)
Рис. 22 Эскиз детали
Рис. 23 Поковка, поступающая на
Материал
(указать марку стали)
Рис. 22 Эскиз детали
Рис. 23 Поковка, поступающая на
 інвестиції на види інвестицій
інвестиції на види інвестицій Презентация к ЦОР. Тема: Формирование пространственного восприятия, зрительно- пространственного анализа и синтеза, пространственных представлений.
Презентация к ЦОР. Тема: Формирование пространственного восприятия, зрительно- пространственного анализа и синтеза, пространственных представлений. Понятие движения в геометрии
Понятие движения в геометрии Масленица.
Масленица. Компоненты компьютерной системы
Компоненты компьютерной системы Векторлар және оларға амалдар қолдану. Вектордың координаталар осьтеріндегі проекциялары
Векторлар және оларға амалдар қолдану. Вектордың координаталар осьтеріндегі проекциялары Адсорбция. Сущность процесса и область применения
Адсорбция. Сущность процесса и область применения Презентация 3
Презентация 3 Искусственная вентиляция легких у новорожденных
Искусственная вентиляция легких у новорожденных Прием нефтепродуктов на АЗС
Прием нефтепродуктов на АЗС Собаки
Собаки Разработка детской книги с вырубкой
Разработка детской книги с вырубкой Свято Покрови Пресвятої Богородиці
Свято Покрови Пресвятої Богородиці Насекомые (бабочки)
Насекомые (бабочки) Сводка и группировка данных статистического наблюдения
Сводка и группировка данных статистического наблюдения Региональный компонент, как одно из направлений привлечения к чтению
Региональный компонент, как одно из направлений привлечения к чтению Микрорайоны и трудный путь к добрососедству
Микрорайоны и трудный путь к добрососедству Переробка нафти
Переробка нафти Безударные личные окончания глаголов
Безударные личные окончания глаголов Қаулы, өкім, шешім, нұсқау, бұйрық. Өкім жалғасы Сеним ЖШС
Қаулы, өкім, шешім, нұсқау, бұйрық. Өкім жалғасы Сеним ЖШС Химический состав клетки. 5 класс
Химический состав клетки. 5 класс Подготов к ГИА.
Подготов к ГИА. Расчетно-графическая работа: отопление дома
Расчетно-графическая работа: отопление дома Темы проектов
Темы проектов Овцеводство. Технология производства баранины и шерсти
Овцеводство. Технология производства баранины и шерсти Структура технологического оборудования автосервиса
Структура технологического оборудования автосервиса Технология малярных работ
Технология малярных работ Викторина по правилам безопасности жизнедеятельности
Викторина по правилам безопасности жизнедеятельности