- Технология экструзионных ДСтП. Лекция №19

Содержание
- 2. Требования к стружке Сушка стружки производится до конечной влажности от 2 до 4%. В производстве используется
- 3. Расход абсолютно сухой смолы - 10% от массы абсолютно сухой стружки. Характеристика плит Толщина плит получаемых
- 4. Характеристика пресса Частота работы пресса - 90 ход/минуту Температура плит пресса от 160 до 180 °С.
- 5. Схема экструзионного пресса 1 - шатун; 2 - пуансон; 3 - заслонка; 4 - лоток-питатель; 5
- 6. Технология древесностружечных плит из крупноразмерной ориентированной стружки
- 7. В качестве сырья применяют круглые лесоматериалы Для изготовления крупноразмерной стружки используют станки с ножевым валом Размеры
- 8. Для хранения межоперационных запасов стружки предпочтительно использовать горизонтальные бункеры Сушка крупноразмерной стружки производится в одноходовых барабанных
- 9. Смешивание крупноразмерной стружки со связующим производится преимущественно в тихоходных или вертикальных смесителях. Норма расхода связующего на
- 10. Формирование стружечного ковра Для полной аналогии с конструкцией трехслойной клееной фанеры крупноразмерная стружка наружных слоев плит
- 11. Механические ориентирующие устройства а - пластинчатое: 1 - пластина; 2 - поддон; 3 - пазы; 4-
- 12. подпрессовка Подпрессовка стружечного пакета производится для повышения транспортной прочности под удельным давлением от 1,5 до 4,5
- 13. Горячее прессование Горячее прессование плит типа ОСП на фенольном связующем производится при температуре плит пресса от
- 15. Скачать презентацию
Требования к стружке
Сушка стружки производится до конечной влажности от 2 до 4%.
В
Требования к стружке
Сушка стружки производится до конечной влажности от 2 до 4%.
В
Расход абсолютно сухой смолы - 10% от массы абсолютно сухой стружки.
Характеристика плит
Толщина
Расход абсолютно сухой смолы - 10% от массы абсолютно сухой стружки.
Характеристика плит
Толщина
Характеристика пресса
Частота работы пресса - 90 ход/минуту
Температура плит пресса от 160 до 180
Характеристика пресса
Частота работы пресса - 90 ход/минуту
Температура плит пресса от 160 до 180
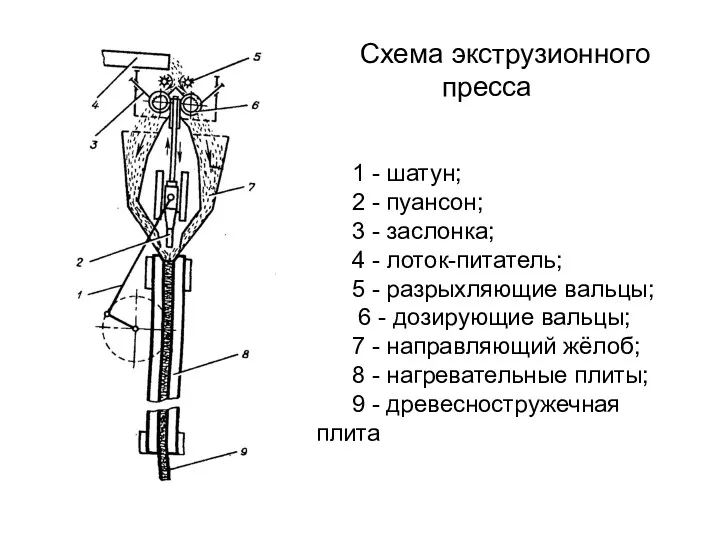
Схема экструзионного пресса
1 - шатун;
2 - пуансон;
3 - заслонка;
4 -
Схема экструзионного пресса
1 - шатун;
2 - пуансон;
3 - заслонка;
4 -
Технология древесностружечных плит из крупноразмерной ориентированной стружки
Технология древесностружечных плит из крупноразмерной ориентированной стружки
В качестве сырья применяют круглые лесоматериалы
Для изготовления крупноразмерной стружки используют станки с
В качестве сырья применяют круглые лесоматериалы
Для изготовления крупноразмерной стружки используют станки с
Для хранения межоперационных запасов стружки предпочтительно использовать горизонтальные бункеры
Сушка крупноразмерной стружки производится в
Для хранения межоперационных запасов стружки предпочтительно использовать горизонтальные бункеры
Сушка крупноразмерной стружки производится в
Смешивание крупноразмерной стружки со связующим производится преимущественно в тихоходных или вертикальных смесителях.
Норма
Смешивание крупноразмерной стружки со связующим производится преимущественно в тихоходных или вертикальных смесителях.
Норма
Формирование стружечного ковра
Для полной аналогии с конструкцией трехслойной клееной фанеры крупноразмерная стружка наружных
Формирование стружечного ковра
Для полной аналогии с конструкцией трехслойной клееной фанеры крупноразмерная стружка наружных
Механические ориентирующие устройства
а - пластинчатое:
1 - пластина; 2 - поддон; 3
Механические ориентирующие устройства
а - пластинчатое:
1 - пластина; 2 - поддон; 3

подпрессовка
Подпрессовка стружечного пакета производится для повышения транспортной прочности под удельным давлением от 1,5
подпрессовка
Подпрессовка стружечного пакета производится для повышения транспортной прочности под удельным давлением от 1,5
Горячее прессование
Горячее прессование плит типа ОСП на фенольном связующем производится при температуре плит
Горячее прессование
Горячее прессование плит типа ОСП на фенольном связующем производится при температуре плит
 Методика расследования дорожно-транспортных происшествий
Методика расследования дорожно-транспортных происшествий Тип кишечнополостные медузы
Тип кишечнополостные медузы Туберкулезді менингит
Туберкулезді менингит Вспомогательные системные программы
Вспомогательные системные программы Serial Communications
Serial Communications внеурочное занятие
внеурочное занятие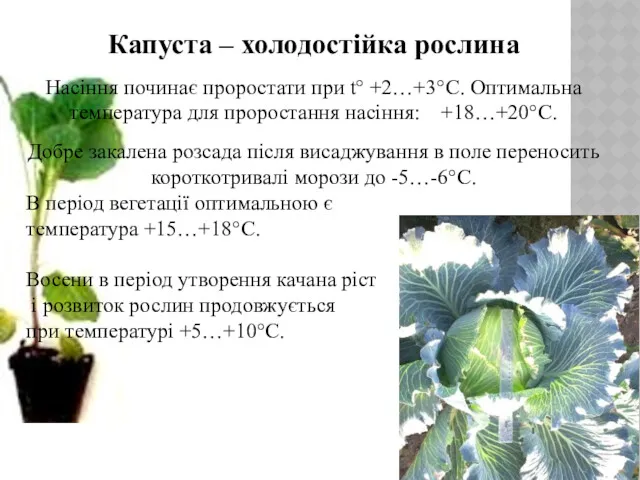 Капуста. Агротехніка
Капуста. Агротехніка Животноводческие фермы и их производственные объекты
Животноводческие фермы и их производственные объекты Клеточная теория. Строение клетки
Клеточная теория. Строение клетки Детский сад и семья: аспекты взаимодействия в условиях реализации ФГОС дошкольного образования
Детский сад и семья: аспекты взаимодействия в условиях реализации ФГОС дошкольного образования Родительское собрание по теме Гипперактивный ребёнок
Родительское собрание по теме Гипперактивный ребёнок Культура России в XVI веке
Культура России в XVI веке Электронная презентация к интегрированному занятию В гостях у сказки Диск
Электронная презентация к интегрированному занятию В гостях у сказки Диск презентация геометрических фигур Диск
презентация геометрических фигур Диск Биосинтез липидов
Биосинтез липидов музыкотерапия
музыкотерапия Развитие промышленности Оренбургской области
Развитие промышленности Оренбургской области Паразитарные заболевания легких
Паразитарные заболевания легких Интеллектуальный марафон - 19 (2 класс)
Интеллектуальный марафон - 19 (2 класс) Северо-Западный федеральный округ
Северо-Западный федеральный округ Культура Средних веков: замковая архитектура
Культура Средних веков: замковая архитектура Член сборной команды Российской Федерации по каратэ Лебедева Валерия
Член сборной команды Российской Федерации по каратэ Лебедева Валерия Счетчики с произвольным порядком счета. Лекция 5
Счетчики с произвольным порядком счета. Лекция 5 Автомобиль будущего
Автомобиль будущего Пасха
Пасха Соединяем арматуру правильно
Соединяем арматуру правильно Моделирование и конструирование
Моделирование и конструирование Элективный курс Элементы деловой риторики 11 класс
Элективный курс Элементы деловой риторики 11 класс