- Технология ручной дуговой сварки

Содержание
- 2. Осваиваемые компетенции: ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во
- 3. Цель: В результате обучения по данной теме обучающиеся получат знания о технике и технологии выполнения швов
- 4. Технология ручной дуговой сварки предусматривает выполнение следующих операций: возбуждение дуги, перемещение электрода в процессе сварки, порядок
- 5. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика. Длина дуги существенно влияет на качество сварного шва
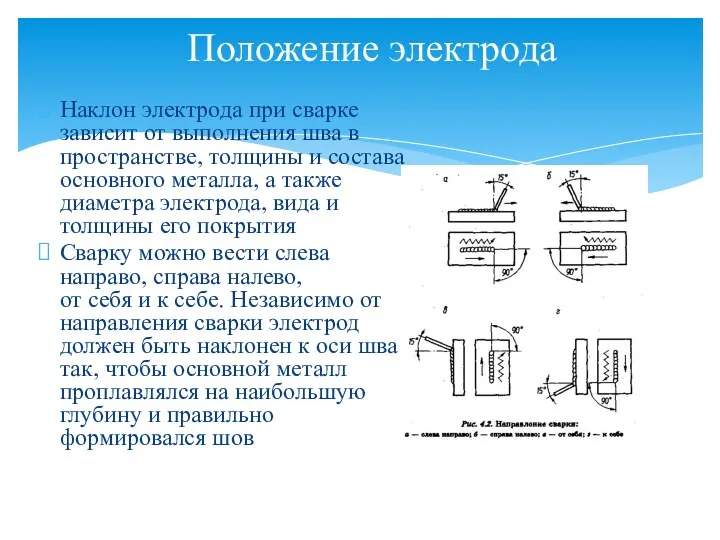
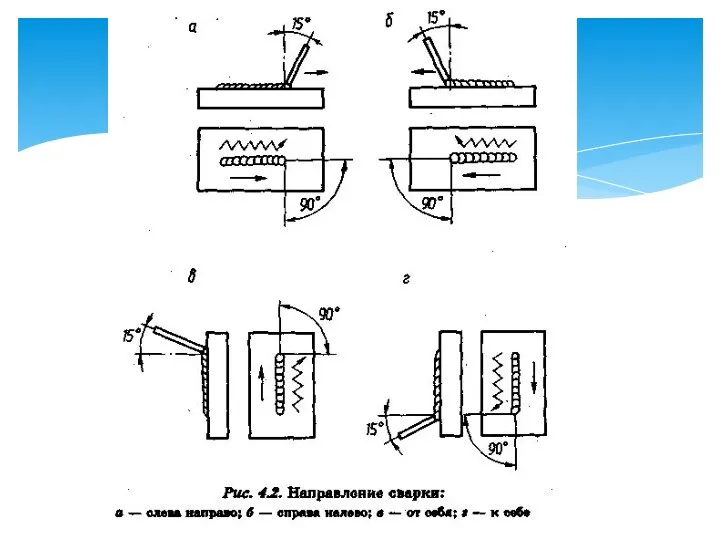
- 6. Положение электрода Наклон электрода при сварке зависит от выполнения шва в пространстве, толщины и состава основного
- 8. В процессе сварки электроду сообщается движение в трех направлениях. Первое движение — поступательное, направлено по оси
- 9. Второе движение — перемещение электрода вдоль оси валика для образования шва Скорость этого движения устанавливается в
- 10. Третье движение — перемещение электрода поперек шва для получения требуемых ширины шва и глубины проплавления Поперечные
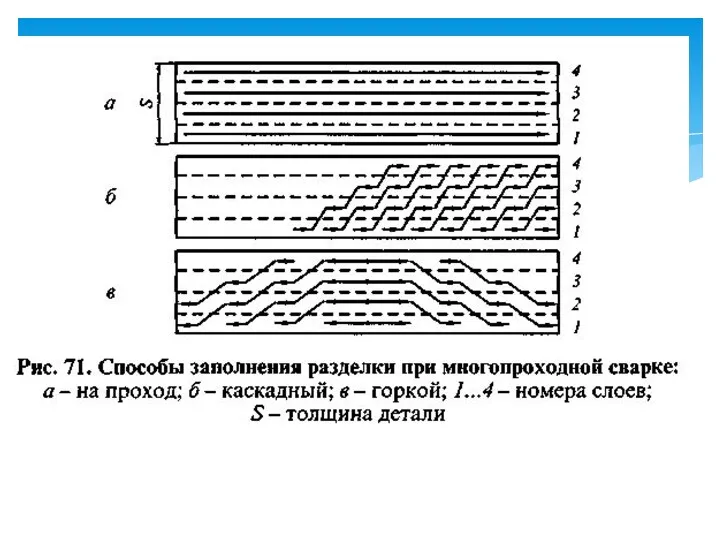
- 11. Способы заполнения шва
- 12. Порядок заполнения швов имеет большое значение для обеспечения работоспособности сварной конструкции, уменьшения внутренних напряжений и деформаций.
- 13. В зависимости от количества слоев (проходов), необходимых для заполнения сечения шва, различают однослойные, многослойные и многослойные
- 14. По протяженности все швы условно можно разделить на три группы: короткие — до 300 мм, средние
- 16. При обратноступенчатом способе весь шов разбивается на небольшие участки длиной 150—200 мм. На каждом участке сварку
- 17. При сварке горкой сначала в разделку кромок наплавляют первый слой небольшой длины (200—300 мм), затем второй
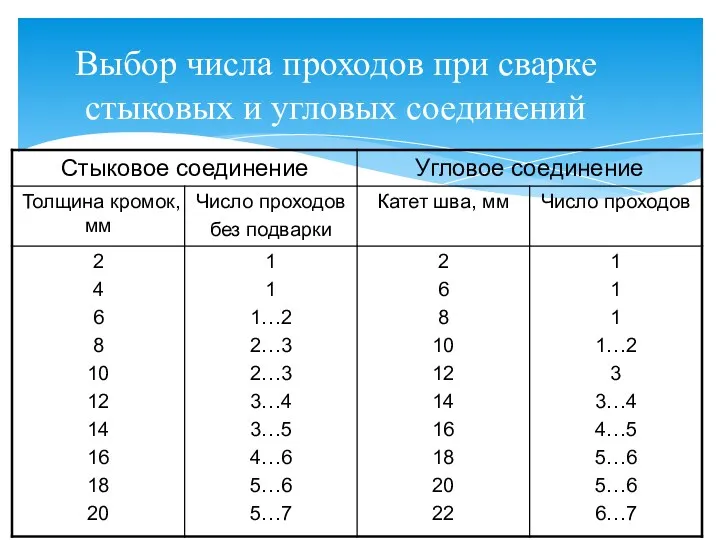
- 20. Выбор числа проходов при сварке стыковых и угловых соединений
- 21. При окончании сварки — обрыве дуги в конце шва — следует правильно заваривать кратер. Кратер является
- 22. При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва — на основной металл Если
- 23. Технология сварки
- 24. Под режимом сварки понимают группу контролируемых параметров, определяющих ее условия. Параметры режима сварки подразделяют на основные
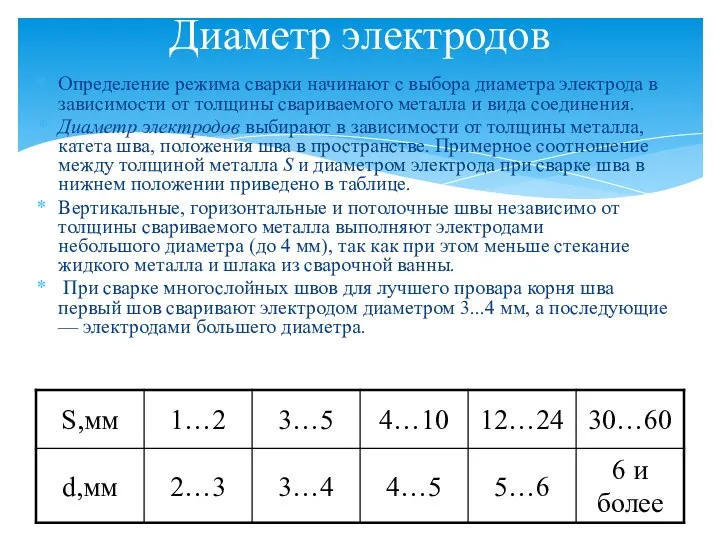
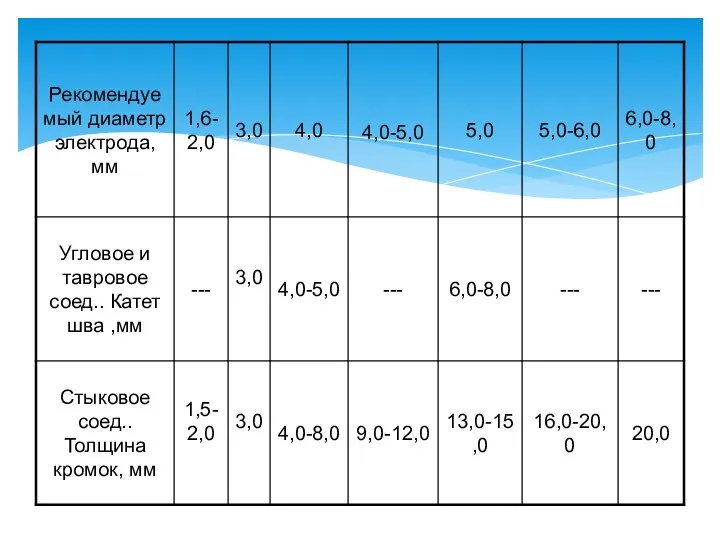
- 25. Диаметр электродов Определение режима сварки начинают с выбора диаметра электрода в зависимости от толщины свариваемого металла
- 27. обычно устанавливают в зависимости от выбранного диаметра электрода. При сварке швов в нижнем положении силу тока
- 28. Режимы ручной дуговой сварки стыковых соединений (в нижнем положении) листовой стали При сварке на вертикальной плоскости
- 29. Влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40—50
- 30. Напряжение оказывает на глубину провара незначительное влияние, от него зависит ширина шва. Напряжение на дуге зависит
- 32. Скачать презентацию
Осваиваемые компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых
Осваиваемые компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых
Цель: В результате обучения по данной теме обучающиеся получат знания о
Цель: В результате обучения по данной теме обучающиеся получат знания о
Технология ручной дуговой сварки предусматривает выполнение следующих операций: возбуждение дуги, перемещение
Технология ручной дуговой сварки предусматривает выполнение следующих операций: возбуждение дуги, перемещение
Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Длина дуги существенно влияет
Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Длина дуги существенно влияет
Положение электрода
Наклон электрода при сварке зависит от выполнения шва в пространстве,
Положение электрода
Наклон электрода при сварке зависит от выполнения шва в пространстве,
В процессе сварки электроду сообщается движение в трех направлениях.
Первое движение
В процессе сварки электроду сообщается движение в трех направлениях.
Первое движение
Второе движение — перемещение электрода вдоль оси валика для образования шва
Второе движение — перемещение электрода вдоль оси валика для образования шва
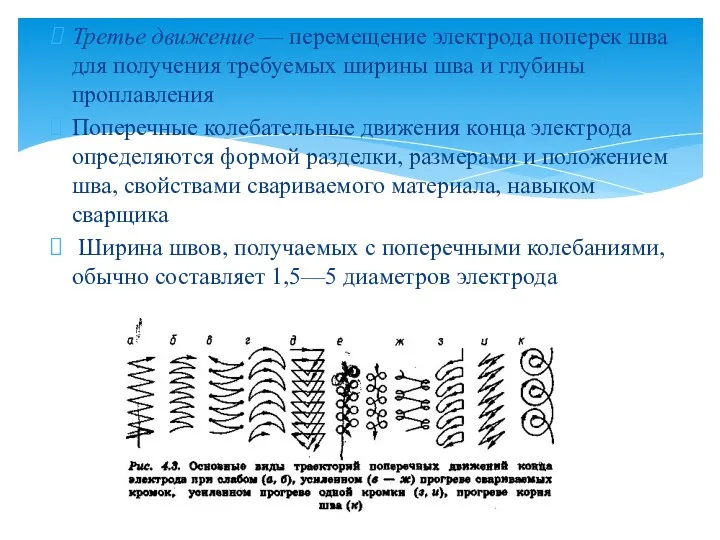
Третье движение — перемещение электрода поперек шва для получения требуемых ширины
Третье движение — перемещение электрода поперек шва для получения требуемых ширины
Способы заполнения шва
Способы заполнения шва
Порядок заполнения швов имеет большое значение для обеспечения работоспособности сварной конструкции,
уменьшения
Порядок заполнения швов имеет большое значение для обеспечения работоспособности сварной конструкции, уменьшения
В зависимости от количества слоев (проходов), необходимых для заполнения сечения шва,
В зависимости от количества слоев (проходов), необходимых для заполнения сечения шва,
По протяженности все швы условно можно разделить на три группы: короткие
По протяженности все швы условно можно разделить на три группы: короткие
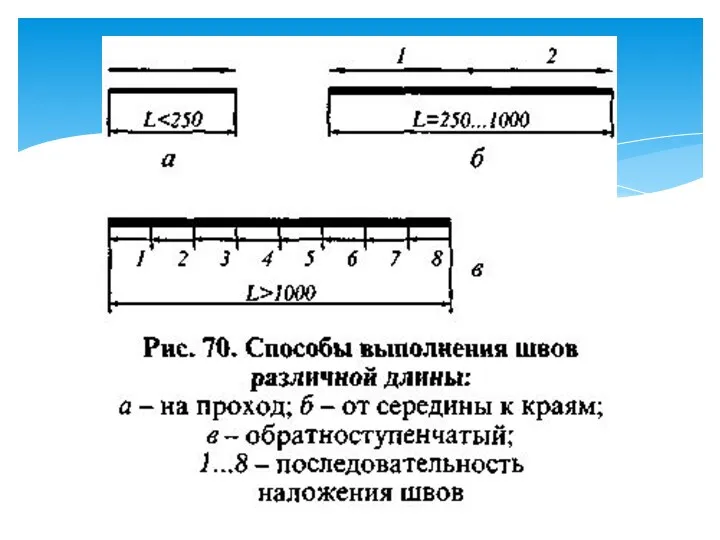
При обратноступенчатом способе весь шов разбивается на небольшие участки длиной 150—200
При обратноступенчатом способе весь шов разбивается на небольшие участки длиной 150—200
При сварке горкой сначала в разделку кромок наплавляют первый слой небольшой
При сварке горкой сначала в разделку кромок наплавляют первый слой небольшой

Выбор числа проходов при сварке стыковых и угловых соединений
Выбор числа проходов при сварке стыковых и угловых соединений
При окончании сварки — обрыве дуги в конце шва — следует
При окончании сварки — обрыве дуги в конце шва — следует
При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва
При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва
Технология сварки
Технология сварки
Под режимом сварки понимают группу контролируемых параметров, определяющих ее условия. Параметры
Под режимом сварки понимают группу контролируемых параметров, определяющих ее условия. Параметры
Диаметр электродов
Определение режима сварки начинают с выбора диаметра электрода в зависимости
Диаметр электродов
Определение режима сварки начинают с выбора диаметра электрода в зависимости
обычно устанавливают в зависимости от
выбранного диаметра электрода. При сварке швов в
обычно устанавливают в зависимости от выбранного диаметра электрода. При сварке швов в
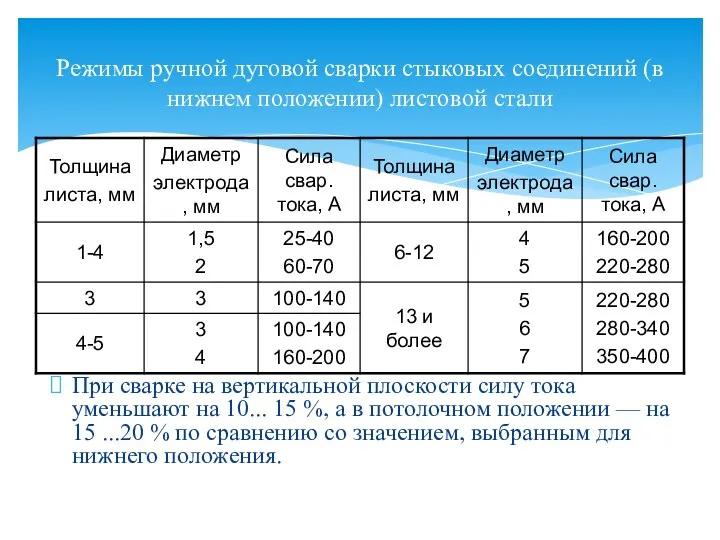
Режимы ручной дуговой сварки стыковых соединений (в нижнем положении) листовой стали
При
Режимы ручной дуговой сварки стыковых соединений (в нижнем положении) листовой стали
При
Влияют на форму и размеры шва.
При сварке постоянным током обратной
Влияют на форму и размеры шва.
При сварке постоянным током обратной
Напряжение оказывает на глубину провара незначительное влияние, от него зависит ширина
Напряжение оказывает на глубину провара незначительное влияние, от него зависит ширина
 Классификация, система обозначения и развитие автомобильных конструкций. Классификация автобусов. Урок № 3.3
Классификация, система обозначения и развитие автомобильных конструкций. Классификация автобусов. Урок № 3.3 04. Роль местоимений в тексте
04. Роль местоимений в тексте мастер - класс по кружковой деятельности для родителей
мастер - класс по кружковой деятельности для родителей Психогенетика преступного поведения и алкоголизма
Психогенетика преступного поведения и алкоголизма Анализ эффективности деятельности предприятия
Анализ эффективности деятельности предприятия Презентация к уроку Фосфор
Презентация к уроку Фосфор Производственная вибрация: источники и нормирование
Производственная вибрация: источники и нормирование Основы информационной компетентности
Основы информационной компетентности Трипольская культура
Трипольская культура Отчеты и выборы в первичной профсоюзной организации студентов общероссийского профсоюза образования
Отчеты и выборы в первичной профсоюзной организации студентов общероссийского профсоюза образования Новогодняя открытка у году обезьяны
Новогодняя открытка у году обезьяны Храм царя Давида и Соломона. Море
Храм царя Давида и Соломона. Море Регистрация на сайте Госуслуги.ру или Единая система идентификации и аутентификации (ЕСИА)
Регистрация на сайте Госуслуги.ру или Единая система идентификации и аутентификации (ЕСИА) Формы общения воспитателя с родителями
Формы общения воспитателя с родителями Марафон Техника, с которой мы победили. Танк Т-34 “Челябинские колхозники”
Марафон Техника, с которой мы победили. Танк Т-34 “Челябинские колхозники” Celtic civilization
Celtic civilization Противопожарная безопасность
Противопожарная безопасность Komi language
Komi language Опыт работы по художественно-эстетическому развитию детей 2 мл. группы
Опыт работы по художественно-эстетическому развитию детей 2 мл. группы Кто говорит, что на войне не страшно, тот ничего не знает о войне…
Кто говорит, что на войне не страшно, тот ничего не знает о войне… Презентация Моя профессиональная деятельность
Презентация Моя профессиональная деятельность Проектирование танцевального номера объединения народного танца Русский сувенир Тень - тень над водою Диск
Проектирование танцевального номера объединения народного танца Русский сувенир Тень - тень над водою Диск Дикие животные Якутии
Дикие животные Якутии Презентация по немецкому языку _Числительные 1-1000_ (5 класс)
Презентация по немецкому языку _Числительные 1-1000_ (5 класс) Экспериментальные методы определения температуры в зоне резания
Экспериментальные методы определения температуры в зоне резания фоны для презентаций 3
фоны для презентаций 3 Презентация по теме Ислам
Презентация по теме Ислам Шабат
Шабат