- Технология сварки давлением

Содержание
- 2. Технология сварки давлением Ушаков Борис Глебович, к.т.н., доцент Тел. моб. : 8-911-970-58-22 E-mail :ushakov.b.g @ inbox.ru
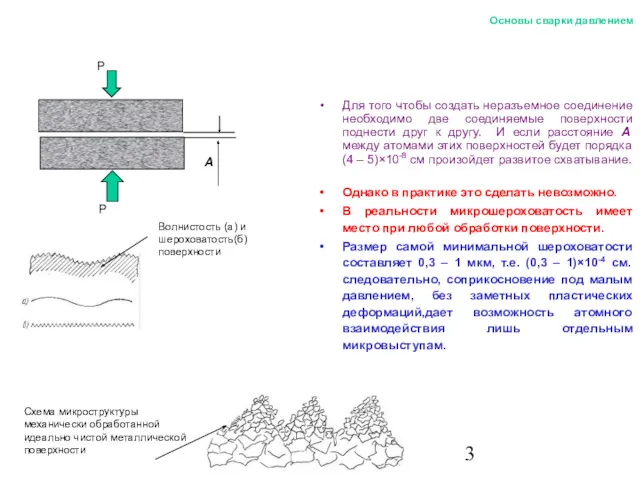
- 3. Основы сварки давлением Для того чтобы создать неразъемное соединение необходимо две соединяемые поверхности поднести друг к
- 4. Для осуществления развитого схватывания (сваривания) необходимо действие: высокого давления, при котором металл в зоне контакта должен
- 5. Характерной особенностью сварки давлением является наличие в зоне соединения пластической деформации стыкуемых деталей, которая проходит с
- 6. Зависимость между сварочным давлением и температурой нагрева сварного соединения. М – показатель механической энергии N -
- 7. Основы сварки давлением
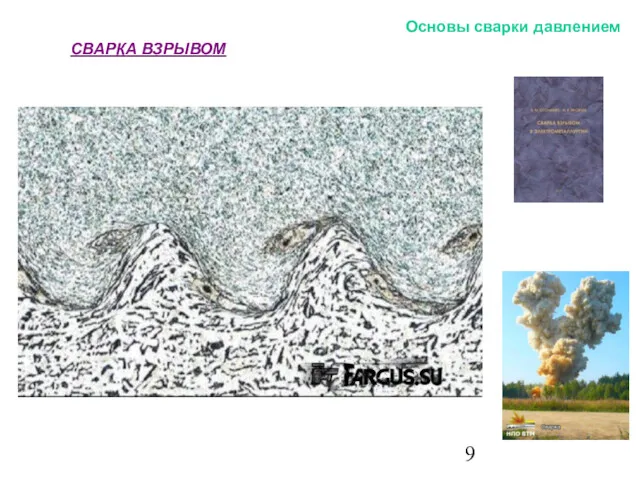
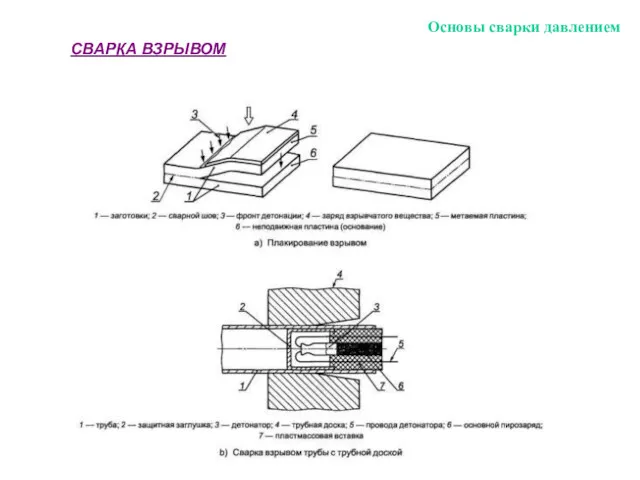
- 8. Сварка взрывом осуществляется ударным давлением взрывной волны, которая движется от детонатора 1 слева направо со скоростью
- 9. СВАРКА ВЗРЫВОМ Основы сварки давлением
- 10. Основы сварки давлением СВАРКА ВЗРЫВОМ
- 11. Основы сварки давлением СВАРКА ВЗРЫВОМ
- 12. Сваривание обеспечивается глубинными слоями металла действительно ювенальной чистоты. Длительность всего процесса макрообъемной деформации составляет обычно 1—2
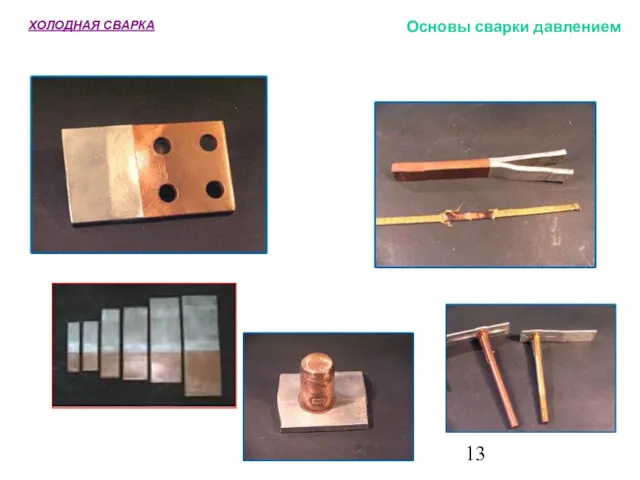
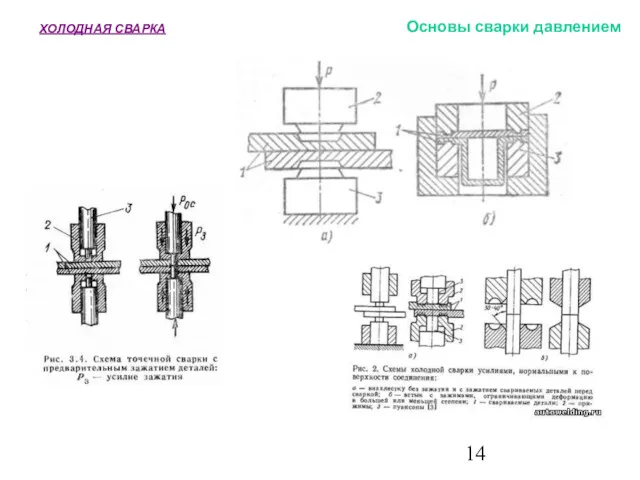
- 13. Основы сварки давлением ХОЛОДНАЯ СВАРКА
- 14. Основы сварки давлением ХОЛОДНАЯ СВАРКА
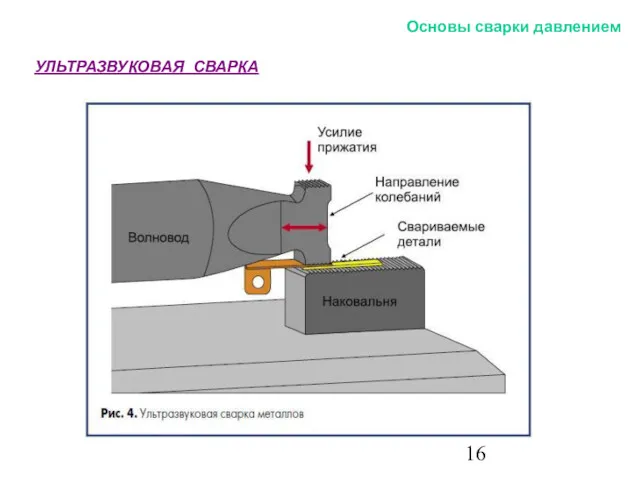
- 15. Ультразвуковая сварка по своей технологической сущности резко отличается от холодной сварки. Ультразвуковой вибратор 1 посредством концентратора
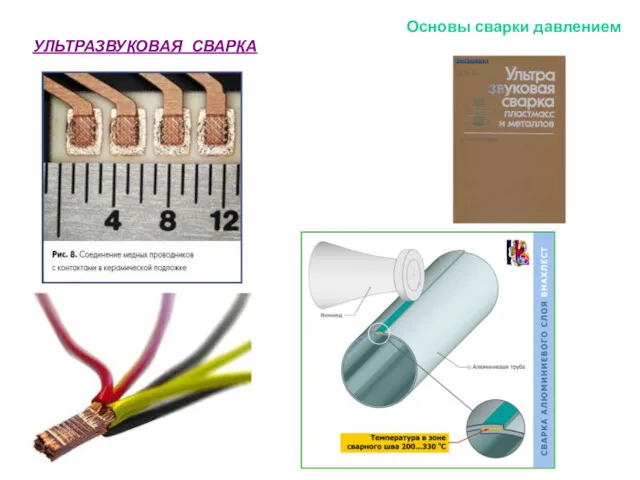
- 16. УЛЬТРАЗВУКОВАЯ СВАРКА Основы сварки давлением
- 17. Основы сварки давлением УЛЬТРАЗВУКОВАЯ СВАРКА
- 18. Основы сварки давлением УЛЬТРАЗВУКОВАЯ СВАРКА
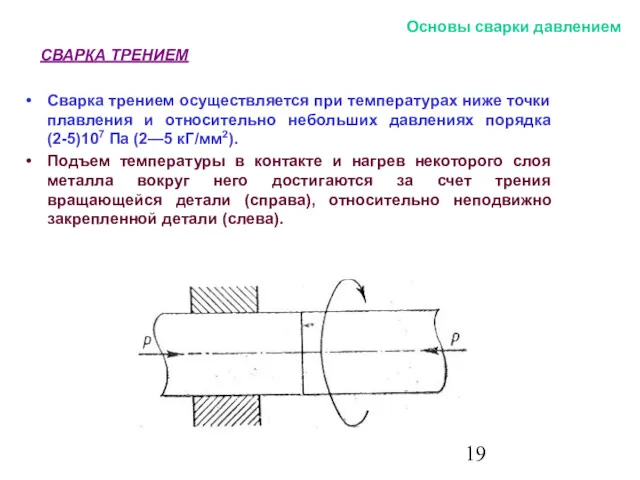
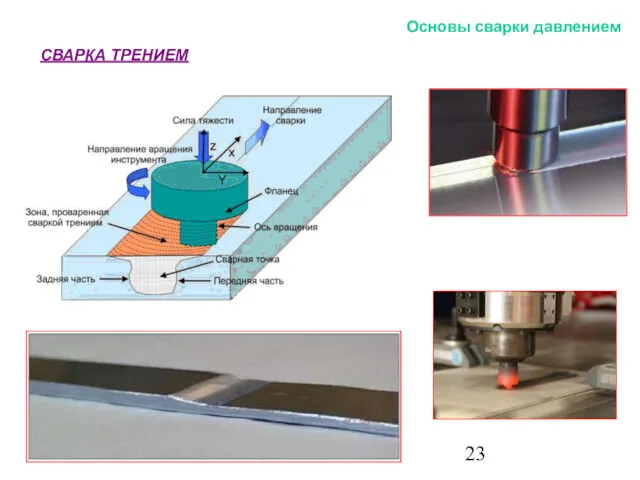
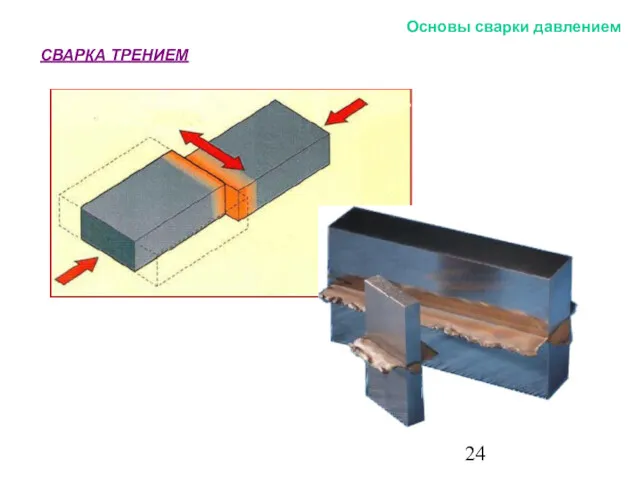
- 19. Сварка трением осуществляется при температурах ниже точки плавления и относительно небольших давлениях порядка (2-5)107 Па (2—5
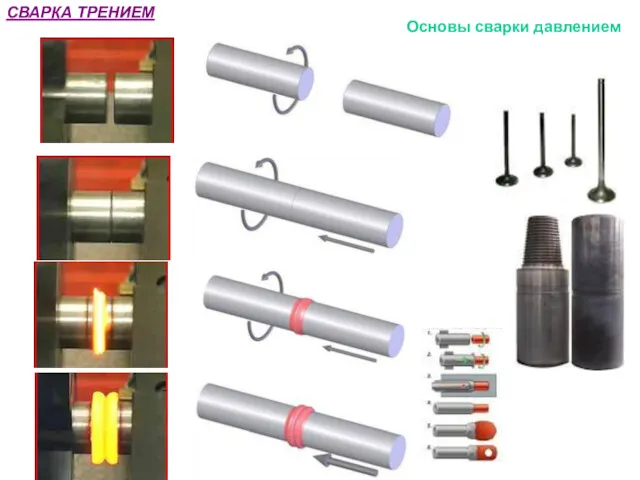
- 20. СВАРКА ТРЕНИЕМ Основы сварки давлением
- 21. Основы сварки давлением СВАРКА ТРЕНИЕМ
- 22. СВАРКА ТРЕНИЕМ Основы сварки давлением
- 23. СВАРКА ТРЕНИЕМ Основы сварки давлением
- 24. СВАРКА ТРЕНИЕМ Основы сварки давлением
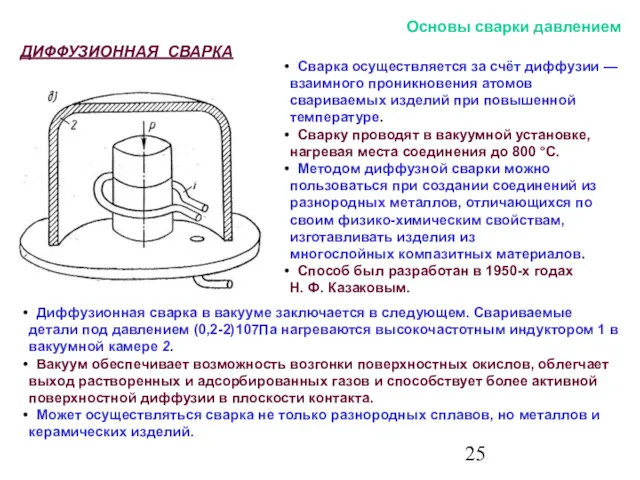
- 25. ДИФФУЗИОННАЯ СВАРКА Сварка осуществляется за счёт диффузии — взаимного проникновения атомов свариваемых изделий при повышенной температуре.
- 26. . Основы сварки давлением ДИФФУЗИОННАЯ СВАРКА
- 27. ДИФФУЗИОННАЯ СВАРКА Основы сварки давлением
- 29. Скачать презентацию
Технология сварки давлением
Ушаков Борис Глебович,
к.т.н., доцент
Тел. моб. : 8-911-970-58-22
E-mail
Технология сварки давлением
Ушаков Борис Глебович,
к.т.н., доцент
Тел. моб. : 8-911-970-58-22
E-mail
Основы сварки давлением
Для того чтобы создать неразъемное соединение необходимо две соединяемые
Основы сварки давлением
Для того чтобы создать неразъемное соединение необходимо две соединяемые
Для осуществления развитого схватывания (сваривания) необходимо действие:
высокого давления, при котором
Для осуществления развитого схватывания (сваривания) необходимо действие:
высокого давления, при котором
Характерной особенностью сварки давлением является наличие в зоне соединения пластической деформации
Характерной особенностью сварки давлением является наличие в зоне соединения пластической деформации
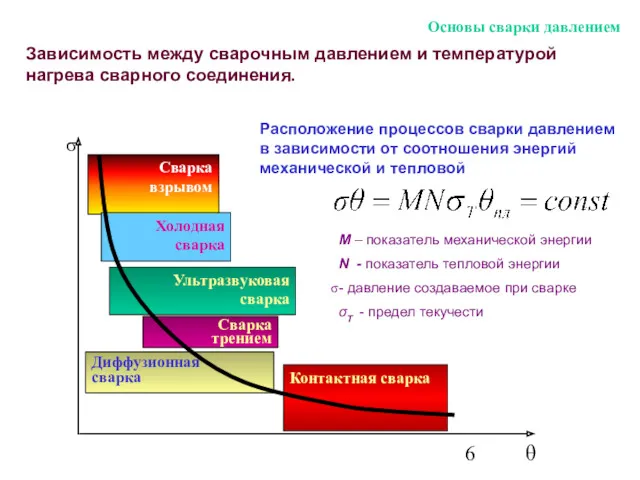
Зависимость между сварочным давлением и температурой нагрева сварного соединения.
М –
Зависимость между сварочным давлением и температурой нагрева сварного соединения.
М –
Основы сварки давлением
Основы сварки давлением

Сварка взрывом осуществляется ударным давлением взрывной волны, которая движется от детонатора
Сварка взрывом осуществляется ударным давлением взрывной волны, которая движется от детонатора
СВАРКА ВЗРЫВОМ
Основы сварки давлением
СВАРКА ВЗРЫВОМ
Основы сварки давлением
Основы сварки давлением
СВАРКА ВЗРЫВОМ
Основы сварки давлением
СВАРКА ВЗРЫВОМ

Основы сварки давлением
СВАРКА ВЗРЫВОМ
Основы сварки давлением
СВАРКА ВЗРЫВОМ
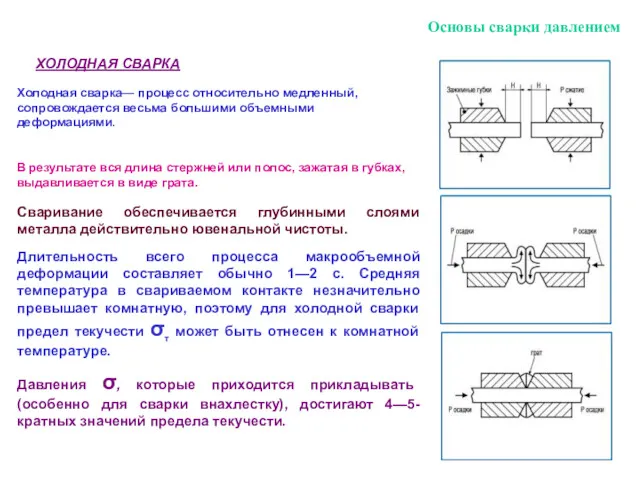
Сваривание обеспечивается глубинными слоями металла действительно ювенальной чистоты.
Длительность всего процесса
Сваривание обеспечивается глубинными слоями металла действительно ювенальной чистоты.
Длительность всего процесса
Основы сварки давлением
ХОЛОДНАЯ СВАРКА
Основы сварки давлением
ХОЛОДНАЯ СВАРКА
Основы сварки давлением
ХОЛОДНАЯ СВАРКА
Основы сварки давлением
ХОЛОДНАЯ СВАРКА
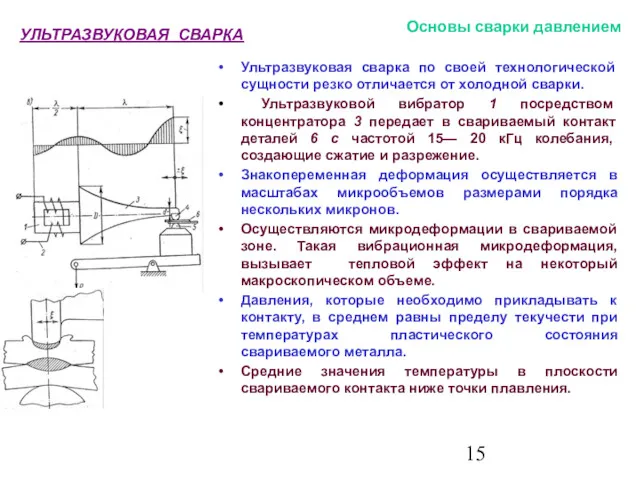
Ультразвуковая сварка по своей технологической сущности резко отличается от холодной сварки.
Ультразвуковая сварка по своей технологической сущности резко отличается от холодной сварки.
УЛЬТРАЗВУКОВАЯ СВАРКА
Основы сварки давлением
УЛЬТРАЗВУКОВАЯ СВАРКА
Основы сварки давлением

Основы сварки давлением
УЛЬТРАЗВУКОВАЯ СВАРКА
Основы сварки давлением
УЛЬТРАЗВУКОВАЯ СВАРКА
Основы сварки давлением
УЛЬТРАЗВУКОВАЯ СВАРКА
Основы сварки давлением
УЛЬТРАЗВУКОВАЯ СВАРКА
Сварка трением осуществляется при температурах ниже точки плавления и относительно небольших
Сварка трением осуществляется при температурах ниже точки плавления и относительно небольших
СВАРКА ТРЕНИЕМ
Основы сварки давлением
СВАРКА ТРЕНИЕМ
Основы сварки давлением

Основы сварки давлением
СВАРКА ТРЕНИЕМ
Основы сварки давлением
СВАРКА ТРЕНИЕМ

СВАРКА ТРЕНИЕМ
Основы сварки давлением
СВАРКА ТРЕНИЕМ
Основы сварки давлением
СВАРКА ТРЕНИЕМ
Основы сварки давлением
СВАРКА ТРЕНИЕМ
Основы сварки давлением
СВАРКА ТРЕНИЕМ
Основы сварки давлением
СВАРКА ТРЕНИЕМ
Основы сварки давлением
ДИФФУЗИОННАЯ СВАРКА
Сварка осуществляется за счёт диффузии — взаимного проникновения атомов свариваемых
ДИФФУЗИОННАЯ СВАРКА
Сварка осуществляется за счёт диффузии — взаимного проникновения атомов свариваемых

.
Основы сварки давлением
ДИФФУЗИОННАЯ СВАРКА
.
Основы сварки давлением
ДИФФУЗИОННАЯ СВАРКА

ДИФФУЗИОННАЯ СВАРКА
Основы сварки давлением
ДИФФУЗИОННАЯ СВАРКА
Основы сварки давлением
 5 класс 5.02
5 класс 5.02 Герои Холмского края. Челпанов Василий Николаевич
Герои Холмского края. Челпанов Василий Николаевич Трудовое право. Основания для увольнений
Трудовое право. Основания для увольнений Знакомство детей старшего дошкольного возраста с малой родиной - родным городом
Знакомство детей старшего дошкольного возраста с малой родиной - родным городом 20231110_idioadaptatsii_nasekomyh
20231110_idioadaptatsii_nasekomyh Презетация Городище Иднакар
Презетация Городище Иднакар Презентация к уроку Вода. Разновидности воды.
Презентация к уроку Вода. Разновидности воды. Презентация КВН Знайки и Умники в подготовительной группе
Презентация КВН Знайки и Умники в подготовительной группе Внедрение инноваций
Внедрение инноваций 词类. Части речи
词类. Части речи Ситуационное руководство
Ситуационное руководство Лекарственные средства, производные пиридина и пиперазина. (Тема 3)
Лекарственные средства, производные пиридина и пиперазина. (Тема 3) Контрольно-измерительные материалы. Русский язык 3 класс. Состав слова
Контрольно-измерительные материалы. Русский язык 3 класс. Состав слова Основы материаловедения Свойства текстильных материалов. Практическая работа № 5
Основы материаловедения Свойства текстильных материалов. Практическая работа № 5 Структура и функции биологических мембран
Структура и функции биологических мембран Иов Многострадальный
Иов Многострадальный Ценообразование в условиях монополии
Ценообразование в условиях монополии Россия в XVII веке
Россия в XVII веке Cannes
Cannes Биокерамика. Изготовление протезов из биокерамики
Биокерамика. Изготовление протезов из биокерамики Использование ИКТ на уроках математики. Устный счет
Использование ИКТ на уроках математики. Устный счет Центральная Якутия
Центральная Якутия Attractions of Great Britain
Attractions of Great Britain Құбырлы пештер және оның құрлысы
Құбырлы пештер және оның құрлысы Презентация Знакомьтесь, это наша группа!
Презентация Знакомьтесь, это наша группа! Религиозные проблемы современности
Религиозные проблемы современности Гашишная наркомания. Зависимость от психостимуляторов
Гашишная наркомания. Зависимость от психостимуляторов Tobacco Training for PHILIPP shop staff
Tobacco Training for PHILIPP shop staff