- Виды деревянных домов. Конструкции и технология производства

Содержание
- 2. Виды деревянных домов Элементы деревянных домов Виды бревна и бруса Угловые соединения Требования к качеству Нормативные
- 3. Типы домов Бревенчатые Бревенчатые дома изготавливаются из круглых бревен путем оцилиндровки их в один диаметр с
- 4. Строительный деревянный материал — брус или бревно. Виды бруса Профилированный брус Клееный брус. Вид бревна
- 5. Виды угловых соединений для бруса и бревна С остатком В народе его называют «в чашу», «в
- 6. Тип углового соединения бревен в «чашку»
- 7. Тип углового соединения бревен в «лапу»
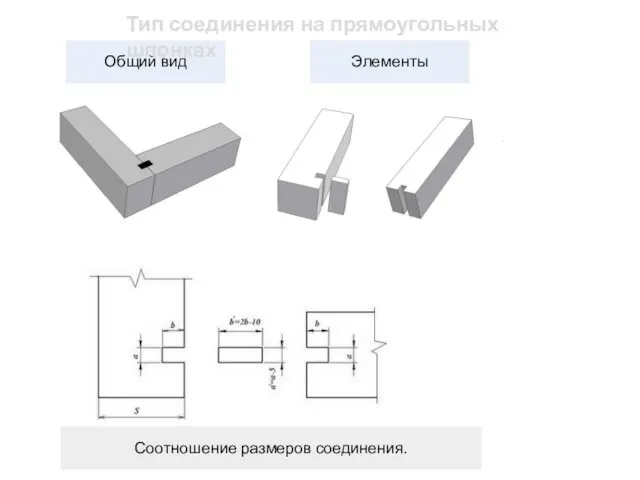
- 8. оо Тип соединения на прямоугольных шпонках
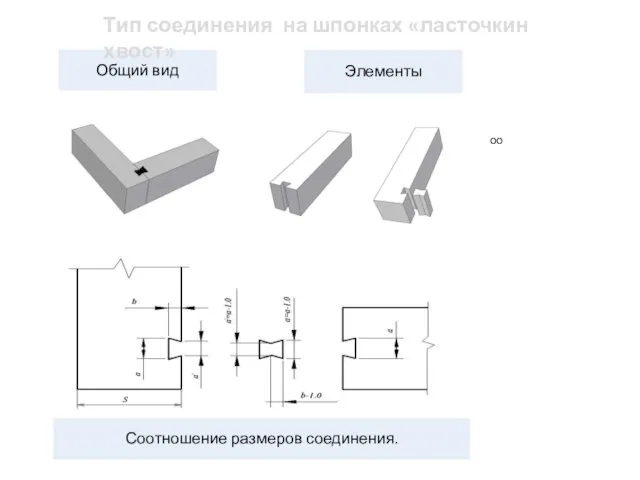
- 9. оо Тип соединения на шпонках «ласточкин хвост»
- 10. Тип углового соединения с коренным шипом
- 11. оо Тип соединения в односторонний замочный паз (в «обло»)
- 12. оо Тип соединения в двухсторонний замочный паз (в «обло») m = 0,5*H; n = 0,25*H
- 13. оо Тип соединения в четырехсторонний замочный паз (в «обло») m = 0,5*H; n = 0,25*H
- 14. оо Тип соединения в четырехсторонний замочный паз (в «обло») 2 m = 0,5*S; n = 0,1*S;
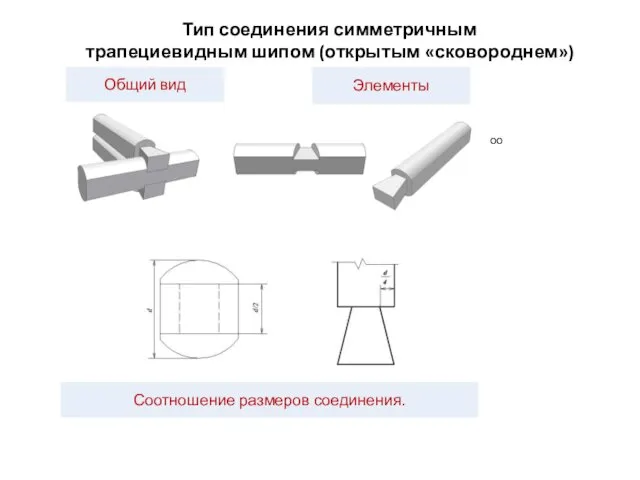
- 15. оо Тип соединения симметричным трапециевидным шипом (открытым «сковороднем»)
- 16. «Полусковороднем» крепятся концы балок во внутренних стенах, используе-мых для устройства междуэтажных перекрытий. Тип соединения прямоугольным трапециевидным
- 17. оо Тип соединения симметричным трапециевидным шипом (глухим «сковороднем») S1 = S - d/4
- 18. оо Тип соединения прямоугольным трапециевидным шипом (глухим «полусковороднем») S1 = S - d/8
- 19. Соединение «продольный коренной шип» — на одном конце бруса делается паз а на другом – шип.
- 20. Пропиленные брусья устанавливают впритык друг к другу, а в паз забивается шпонка из твердых пород дерева,
- 21. Продольное крепление в полдерева аналогична соединению углов в «полдерева» — концы соединяющихся брусьев пропиливаются на ширину
- 22. Тип продольного соединения «на косой замок»
- 24. Типовые профили бревенчатых элементов с различными вариантами венцовых пазов Простой цилиндри- ческий венцовый паз. Трапецеидальный венцовый
- 25. Типовые профили брусчатых элементов с различными вариантами венцовых пазов Трапецеидальный венцовый паз Трапецеидальный венцовый паз с
- 27. 1. Дома из массивной древесины 1.1 Дома из цельной древесины Брус Профилированный брус Оцилиндрованное бревно 1.2
- 28. Дома из оцилиндрованного бревна Оцилиндрованное бревно представляет собой цельное бревно естественной влажности, обработанное на станке. Существует
- 29. Оцилиндровочные станки На данный момент существуют три основных типа оборудования для производства оцилиндрованных бревен, которые можно
- 30. Оцилиндровочные станки токарного типа. Обработка бревен в оцилиндровочных станках такого типа производится по принципу токарного станка.
- 31. Станки токарно-роторного типа с зажимом бревна в центрах Обработка бревен на оцилиндровочных станках такого типа производится
- 32. Роторные станки проходного типа При производстве оцилиндрованного бревна на роторных станках заготовка подается в неподвижный оцилиндровочно-фрезерный
- 33. Дома из клееного бруса − Клееный брус представляет собой распиленный на заготовки пиломатериал из которого вырезаются
- 34. Дома, изготовленные по каркасной технологии − Каркасные дома, по сути мало относятся к деревянному домостроению, т.к.
- 35. Дома, изготовленные по каркасно-панельной технологии Панель представляет собой сендвич из OSB-плит снаружи и внутри, а между
- 36. 1. Органическая фасадная штукатурка STO ; 2. Пенополистирол ПСБ-С-35 толщиной 50 мм; 3. Ориентированно-стружечная плита OSB-3
- 37. Процесс производства каркасно-панельных домов на немецкой автоматической линии «Homag Weinmann». Многофункциональный балочный (пильный) центр WBZ 160
- 38. 1-ый многофункциональный мост Предназначен для обшивки листовым материалом внутренней стороны стеновых панелей. Именно здесь происходит пробивание
- 39. 2-ой многофункциональный мост Предназначен для обшивки внешней стороны стеновой панели и второй (обратной) стороны внутренней стеновой
- 40. Участок штукатурки Участок установки окон и дверей Готовая стеновая панель 4 этап - заключительные работы Нанесение
- 42. Скачать презентацию
Виды деревянных домов
Элементы деревянных домов
Виды бревна и бруса
Угловые соединения
Требования к качеству
Нормативные
Виды деревянных домов
Элементы деревянных домов
Виды бревна и бруса
Угловые соединения
Требования к качеству
Нормативные
Типы домов
Бревенчатые
Бревенчатые дома изготавливаются из круглых бревен путем оцилиндровки их в
Типы домов
Бревенчатые
Бревенчатые дома изготавливаются из круглых бревен путем оцилиндровки их в
Строительный деревянный материал — брус или бревно.
Виды бруса
Профилированный брус
Клееный брус.
Вид бревна
Строительный деревянный материал — брус или бревно.
Виды бруса
Профилированный брус
Клееный брус.
Вид бревна
Виды угловых соединений
для бруса и бревна
С остатком
В народе его называют
Виды угловых соединений
для бруса и бревна
С остатком
В народе его называют
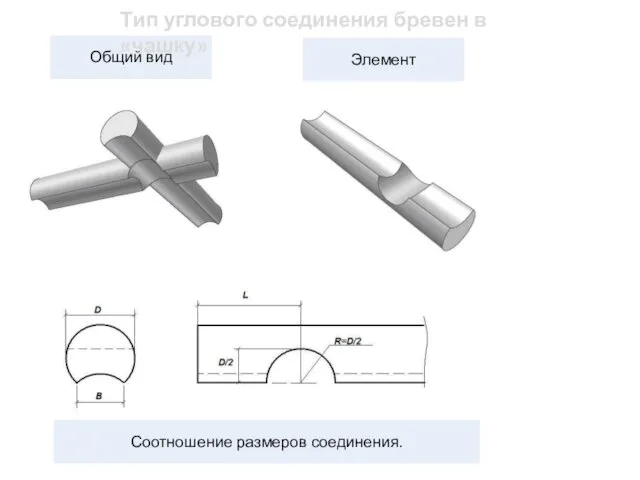
Тип углового соединения бревен в «чашку»
Тип углового соединения бревен в «чашку»

Тип углового соединения бревен в «лапу»
Тип углового соединения бревен в «лапу»
оо
Тип соединения на прямоугольных шпонках
оо
Тип соединения на прямоугольных шпонках
оо
Тип соединения на шпонках «ласточкин хвост»
оо
Тип соединения на шпонках «ласточкин хвост»
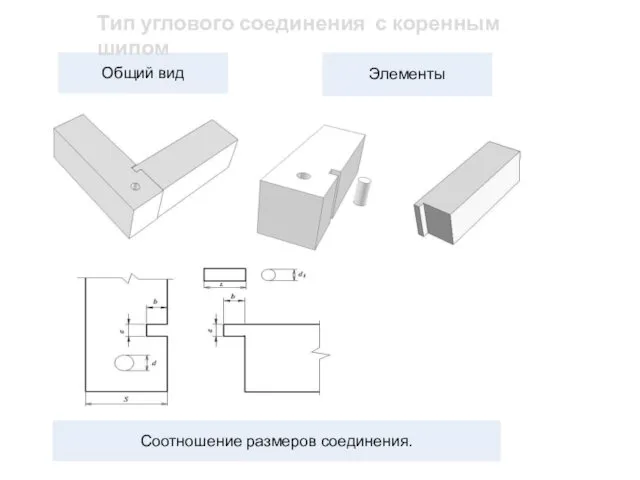
Тип углового соединения с коренным шипом
Тип углового соединения с коренным шипом
оо
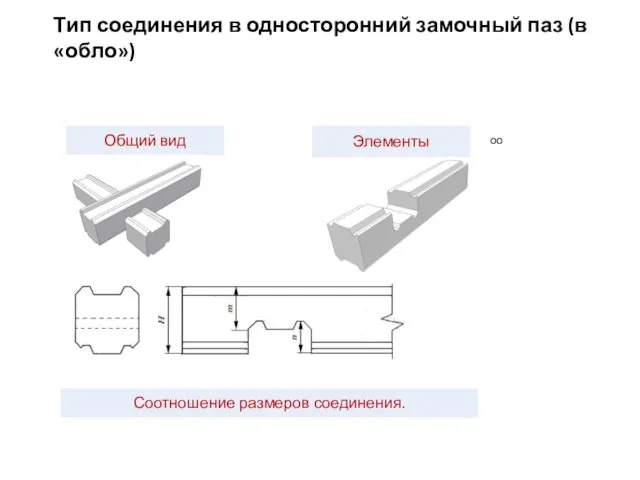
Тип соединения в односторонний замочный паз (в «обло»)
оо
Тип соединения в односторонний замочный паз (в «обло»)
оо
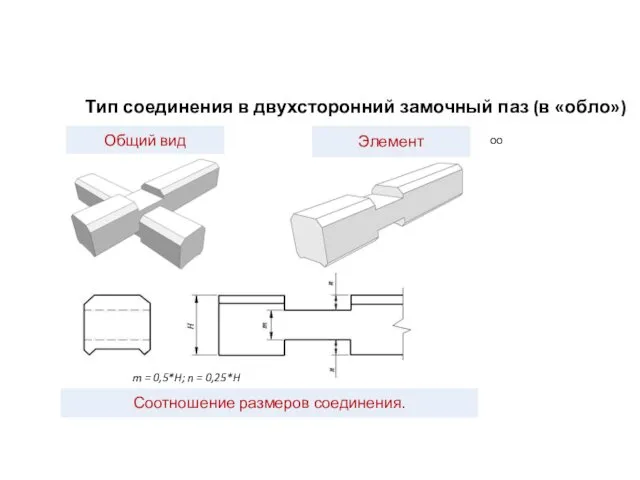
Тип соединения в двухсторонний замочный паз (в «обло»)
m = 0,5*H; n
оо
Тип соединения в двухсторонний замочный паз (в «обло»)
m = 0,5*H; n
оо
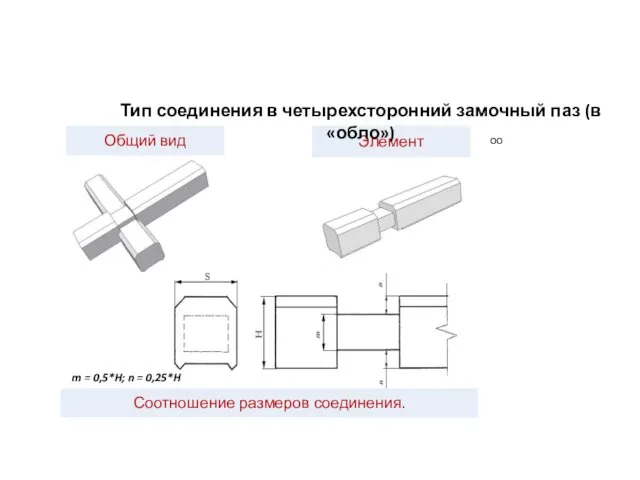
Тип соединения в четырехсторонний замочный паз (в «обло»)
m = 0,5*H; n
оо
Тип соединения в четырехсторонний замочный паз (в «обло»)
m = 0,5*H; n
оо
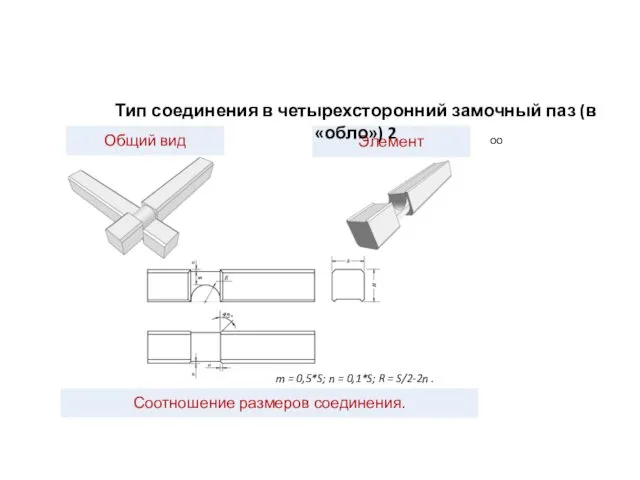
Тип соединения в четырехсторонний замочный паз (в «обло») 2
m = 0,5*S;
оо
Тип соединения в четырехсторонний замочный паз (в «обло») 2
m = 0,5*S;
оо
Тип соединения симметричным
трапециевидным шипом (открытым «сковороднем»)
оо
Тип соединения симметричным
трапециевидным шипом (открытым «сковороднем»)

«Полусковороднем» крепятся концы балок во внутренних стенах, используе-мых для устройства междуэтажных
«Полусковороднем» крепятся концы балок во внутренних стенах, используе-мых для устройства междуэтажных

оо
Тип соединения симметричным
трапециевидным шипом (глухим «сковороднем»)
S1 = S - d/4
оо
Тип соединения симметричным
трапециевидным шипом (глухим «сковороднем»)
S1 = S - d/4

оо
Тип соединения прямоугольным
трапециевидным шипом (глухим «полусковороднем»)
S1 = S - d/8
оо
Тип соединения прямоугольным
трапециевидным шипом (глухим «полусковороднем»)
S1 = S - d/8
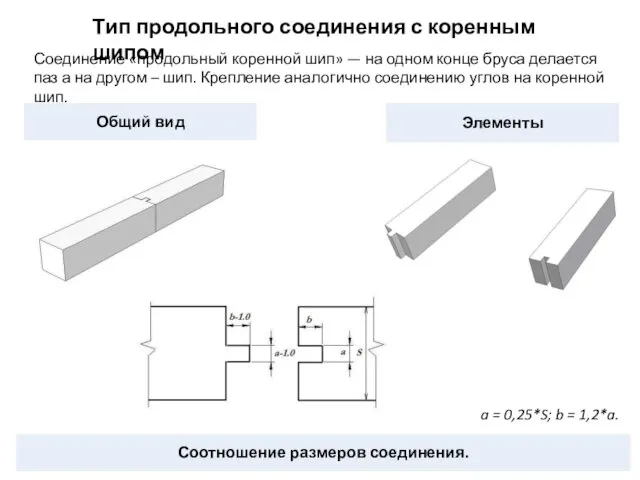
Соединение «продольный коренной шип» — на одном конце бруса делается паз
Соединение «продольный коренной шип» — на одном конце бруса делается паз
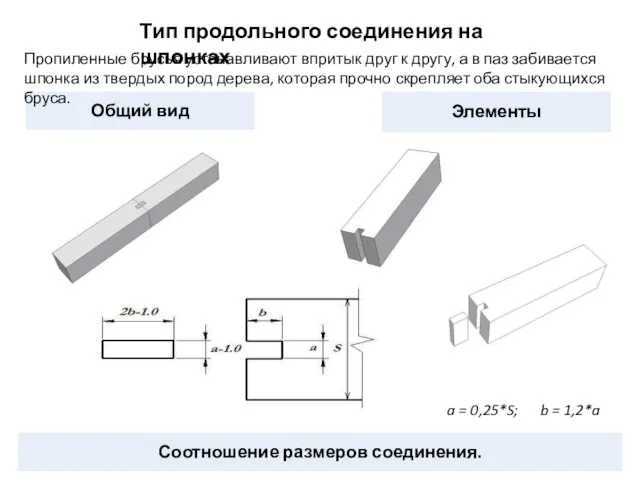
Пропиленные брусья устанавливают впритык друг к другу, а в паз забивается
Пропиленные брусья устанавливают впритык друг к другу, а в паз забивается
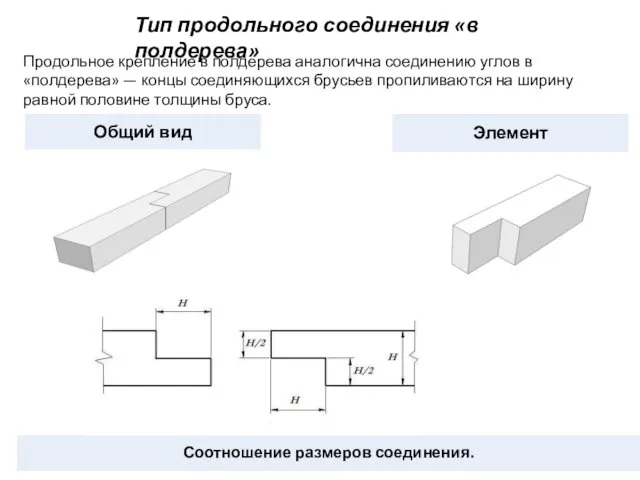
Продольное крепление в полдерева аналогична соединению углов в «полдерева» — концы
Продольное крепление в полдерева аналогична соединению углов в «полдерева» — концы
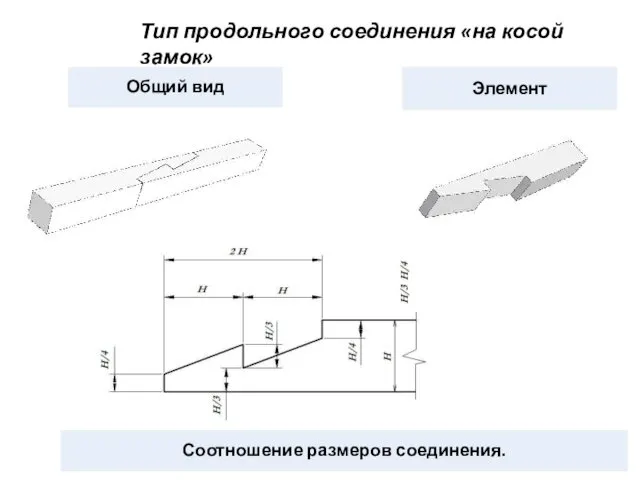
Тип продольного соединения «на косой замок»
Тип продольного соединения «на косой замок»

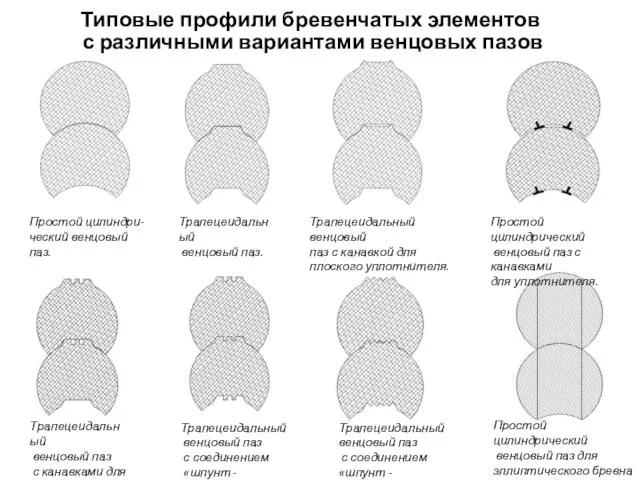
Типовые профили бревенчатых элементов
с различными вариантами венцовых пазов
Простой цилиндри-
ческий венцовый
Типовые профили бревенчатых элементов
с различными вариантами венцовых пазов
Простой цилиндри-
ческий венцовый
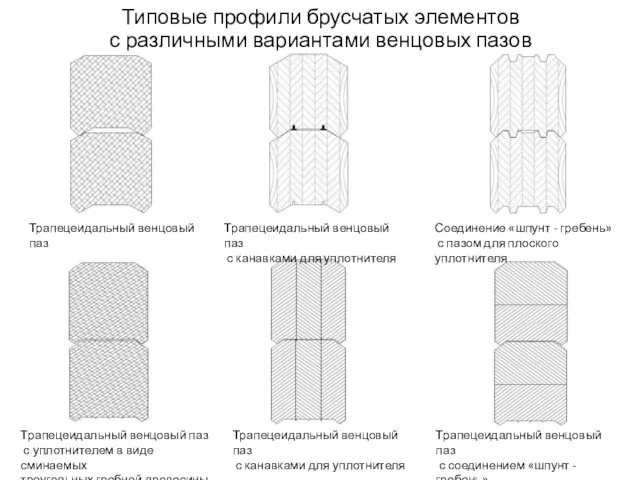
Типовые профили брусчатых элементов
с различными вариантами венцовых пазов
Трапецеидальный венцовый паз
Трапецеидальный
Типовые профили брусчатых элементов
с различными вариантами венцовых пазов
Трапецеидальный венцовый паз
Трапецеидальный

1. Дома из массивной древесины
1.1 Дома из цельной древесины
Брус
Профилированный брус
Оцилиндрованное бревно
1.2
1. Дома из массивной древесины
1.1 Дома из цельной древесины
Брус
Профилированный брус
Оцилиндрованное бревно
1.2
Дома из оцилиндрованного бревна
Оцилиндрованное бревно представляет собой цельное бревно естественной влажности, обработанное
Дома из оцилиндрованного бревна
Оцилиндрованное бревно представляет собой цельное бревно естественной влажности, обработанное

Оцилиндровочные станки
На данный момент существуют три основных типа оборудования для производства
Оцилиндровочные станки
На данный момент существуют три основных типа оборудования для производства
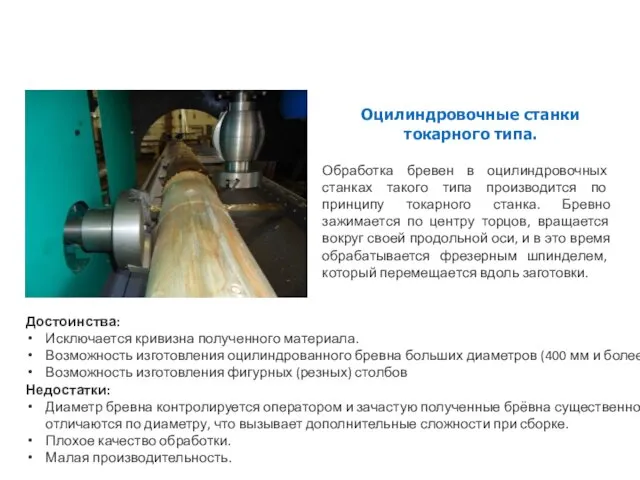
Оцилиндровочные станки токарного типа.
Обработка бревен в оцилиндровочных станках такого типа производится
Оцилиндровочные станки токарного типа.
Обработка бревен в оцилиндровочных станках такого типа производится
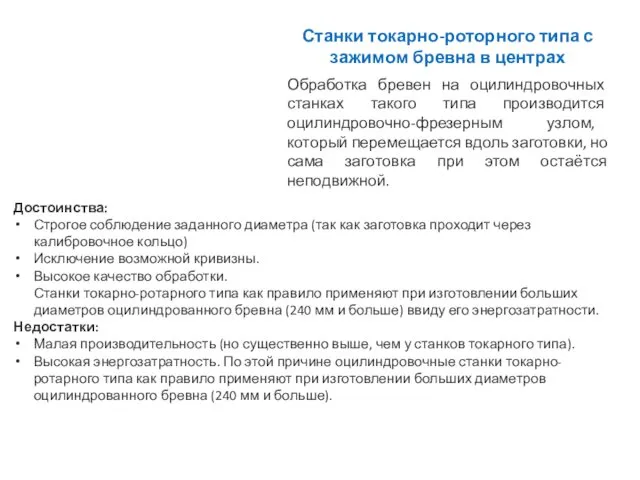
Станки токарно-роторного типа с зажимом бревна в центрах
Обработка бревен на оцилиндровочных
Станки токарно-роторного типа с зажимом бревна в центрах
Обработка бревен на оцилиндровочных

Роторные станки проходного типа
При производстве оцилиндрованного бревна на роторных станках заготовка
Роторные станки проходного типа
При производстве оцилиндрованного бревна на роторных станках заготовка

Дома из клееного бруса
− Клееный брус представляет собой распиленный на заготовки пиломатериал
Дома из клееного бруса
− Клееный брус представляет собой распиленный на заготовки пиломатериал

Дома, изготовленные по каркасной технологии
− Каркасные дома, по сути мало относятся
Дома, изготовленные по каркасной технологии
− Каркасные дома, по сути мало относятся

Дома, изготовленные по каркасно-панельной технологии
Панель представляет собой сендвич из OSB-плит снаружи
Дома, изготовленные по каркасно-панельной технологии
Панель представляет собой сендвич из OSB-плит снаружи

1. Органическая фасадная штукатурка STO ;
2. Пенополистирол ПСБ-С-35 толщиной 50 мм;
3. Ориентированно-стружечная плита OSB-3 толщиной
1. Органическая фасадная штукатурка STO ; 2. Пенополистирол ПСБ-С-35 толщиной 50 мм; 3. Ориентированно-стружечная плита OSB-3 толщиной
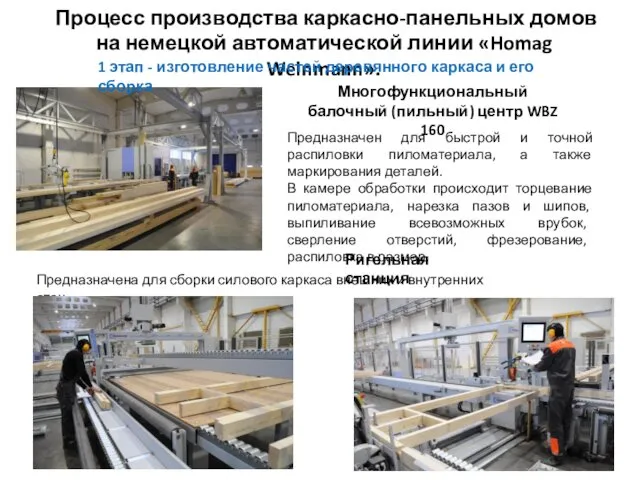
Процесс производства каркасно-панельных домов
на немецкой автоматической линии «Homag Weinmann».
Многофункциональный
балочный
Процесс производства каркасно-панельных домов
на немецкой автоматической линии «Homag Weinmann».
Многофункциональный
балочный

1-ый многофункциональный мост
Предназначен для обшивки листовым материалом внутренней стороны стеновых панелей.
1-ый многофункциональный мост
Предназначен для обшивки листовым материалом внутренней стороны стеновых панелей.

2-ой многофункциональный мост
Предназначен для обшивки внешней стороны стеновой панели и второй
2-ой многофункциональный мост
Предназначен для обшивки внешней стороны стеновой панели и второй

Участок штукатурки
Участок установки окон и дверей
Готовая стеновая панель
4 этап - заключительные
Участок штукатурки
Участок установки окон и дверей
Готовая стеновая панель
4 этап - заключительные
 Формирование гражданственности и патриотизма у дошкольников 6-7 лет
Формирование гражданственности и патриотизма у дошкольников 6-7 лет Война и мир. Это роман всей моей жизни!
Война и мир. Это роман всей моей жизни! УЧИТЕЛЬ – РОДИТЕЛЬ.Качество и эффективность взаимного общения
УЧИТЕЛЬ – РОДИТЕЛЬ.Качество и эффективность взаимного общения 20231023_oge_zadanie_9.3_neuverennost_v_sebe
20231023_oge_zadanie_9.3_neuverennost_v_sebe Строительные краны
Строительные краны Презентация к уроку по теме Алкены
Презентация к уроку по теме Алкены Компьютер: это друг или враг?
Компьютер: это друг или враг? Проект по ПДД Азбука безопасности ( презентация)
Проект по ПДД Азбука безопасности ( презентация) Электрический заряд. Электризация. Закон сохранения заряда. Закон Кулона
Электрический заряд. Электризация. Закон сохранения заряда. Закон Кулона Окрасочная адаптация. Приспособление организма, к внешним условиям среды в процессе эволюции
Окрасочная адаптация. Приспособление организма, к внешним условиям среды в процессе эволюции Правила прийняття інвестиційних рішень. (Тема 7)
Правила прийняття інвестиційних рішень. (Тема 7) Умар ибн аль-Хаттаб (да будет доволен им Аллах). Конец 634 года. Повелитель верующих
Умар ибн аль-Хаттаб (да будет доволен им Аллах). Конец 634 года. Повелитель верующих Понятийный аппарат научного исследования, его содержание и характеристика
Понятийный аппарат научного исследования, его содержание и характеристика Розробка фотоприймального пристрою для тепловізора
Розробка фотоприймального пристрою для тепловізора Скорость химических реакций. 11 класс.
Скорость химических реакций. 11 класс. Фонд содействия инновациям. Шаблон
Фонд содействия инновациям. Шаблон Буклет на звуки Ш, Ж.
Буклет на звуки Ш, Ж. Насекомые
Насекомые Портрет выпускника
Портрет выпускника Учимся готовить: десерт Клубничка
Учимся готовить: десерт Клубничка Мой музей
Мой музей Проект внедрения технологии ADSL в микрорайоне X
Проект внедрения технологии ADSL в микрорайоне X 20190921_utkn_zaman_hikya_figyl
20190921_utkn_zaman_hikya_figyl открытый урок географии
открытый урок географии Поглотительная способность почв. Кислотность, щелочность, буферность почвы. Экологическое значение. (Лекция 5)
Поглотительная способность почв. Кислотность, щелочность, буферность почвы. Экологическое значение. (Лекция 5) Медикаментозное прерывание беременности
Медикаментозное прерывание беременности Сокращение затрат на содержание локомотивного хозяйства
Сокращение затрат на содержание локомотивного хозяйства Ремонт (1 этаж)
Ремонт (1 этаж)