- Прогнозирование отбраковки авиационных пар трения

Содержание
- 2. Для прогнозирования отбраковки авиационных пар трения необходимо знать: какому закону подчинено распределение зазоров около среднего значения
- 3. Располагать статистическими данными, необходимыми для вычисления параметров этого закона, а также знать величину допустимого ремонтного зазора
- 4. Одним из наиболее часто встречающихся законов, достаточно достоверно отражающем разброс размеров изношенных деталей, является нормальное распределение.
- 5. Основным признаком соответствия распределения этому закону является линейное накопление эксплуатационных повреждений, приводящее в конечном итоге к
- 6. Повреждением Для авиационных пар трения можно считать величину зазора непрерывно увеличивающегося при возрастании наработки.
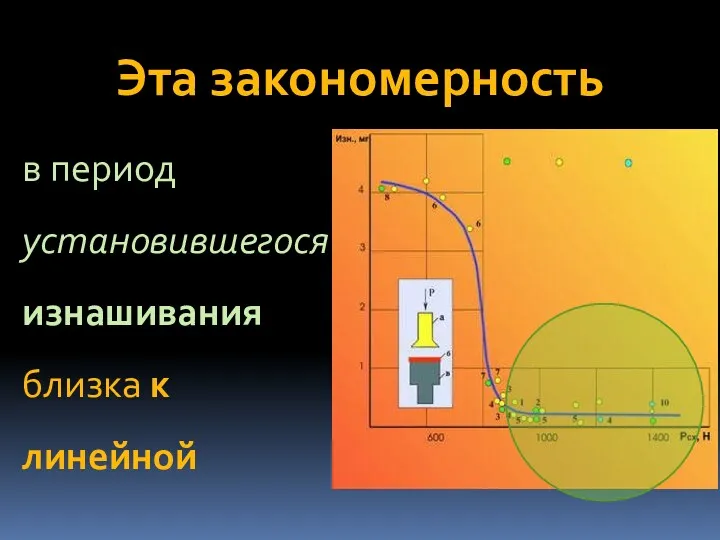
- 7. Эта закономерность в период установившегося изнашивания близка к линейной
- 8. Поэтому в дальнейшем примем, что распределение зазоров изучаемой совокупности пар трения подчинено нормальному закону. Это допущение
- 9. Плотность
- 10. Среднее
- 11. Среднее
- 12. Проверка
- 13. Для
- 14. Определив
- 15. Если:
- 16. Если
- 17. Для определения
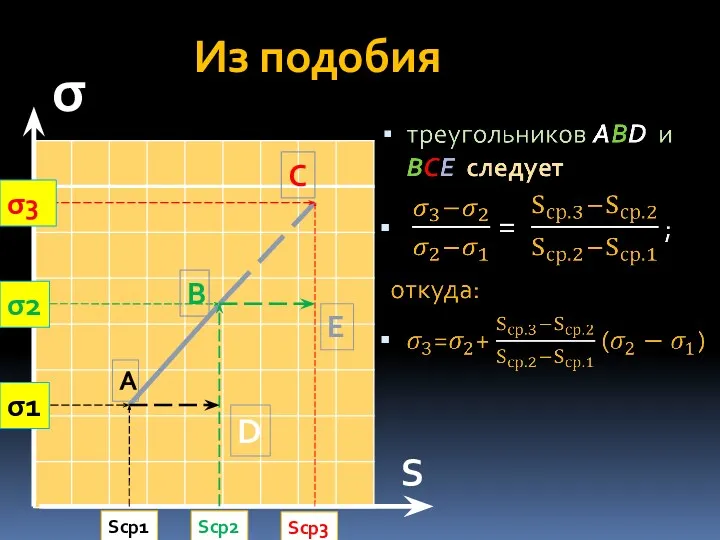
- 18. Из подобия σ S A B C D E Scp1 Scp2 Scp3 σ1 σ2 σ3
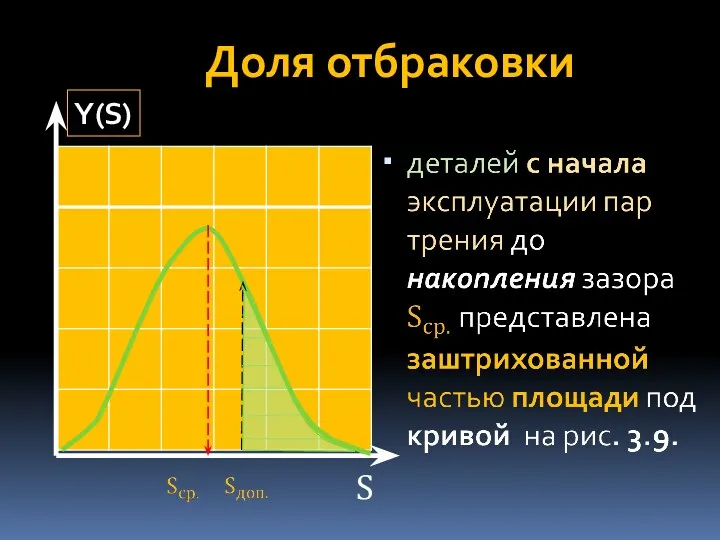
- 19. Доля отбраковки Y(S) S
- 20. Отбраковываются S cp S доп Y(S) S БРАК
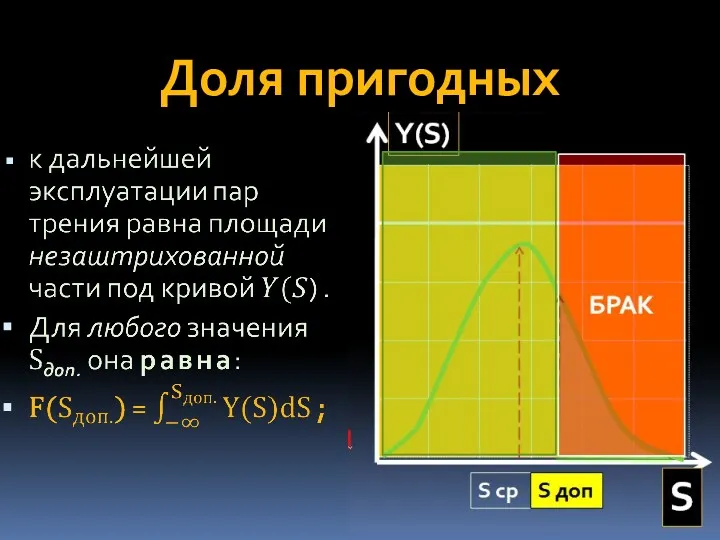
- 21. Доля пригодных
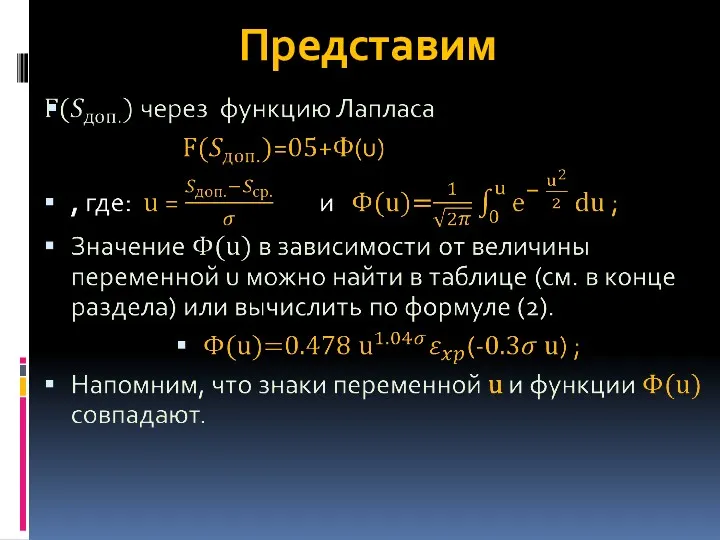
- 22. Представим
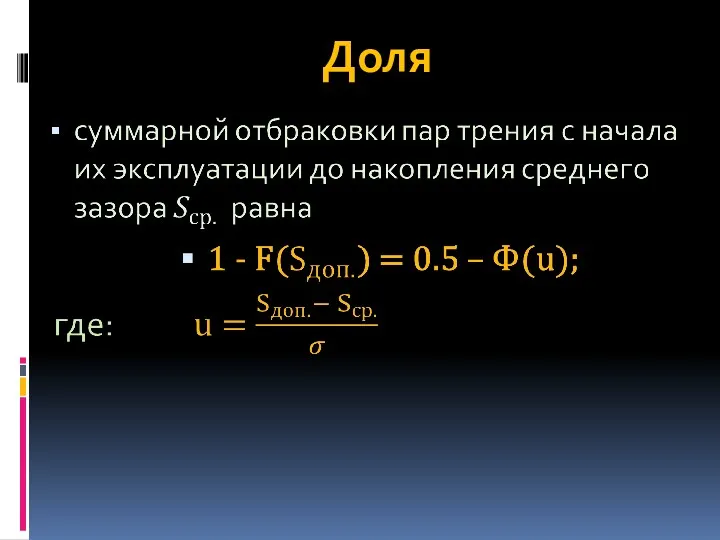
- 23. Доля
- 24. Доля отбраковки
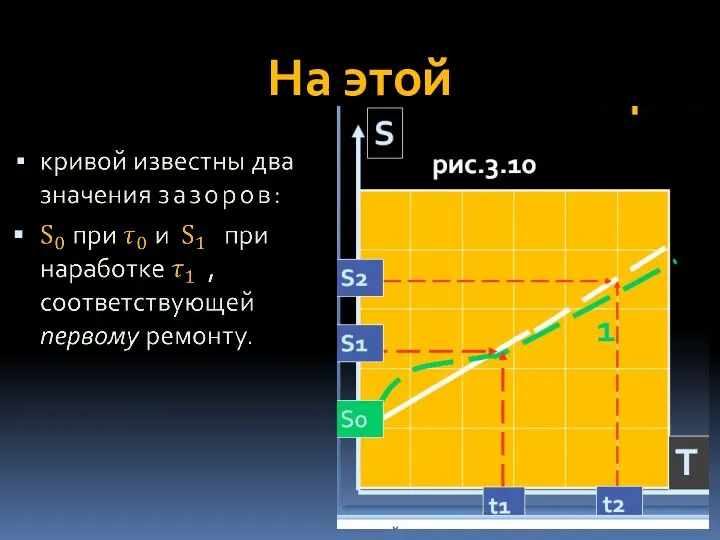
- 25. Итак, для прогнозирования износа и отбраковки деталей необходимо иметь статистические данные о величинах зазоров для двух
- 26. На рис. 3.10 рис.3.10 Т S S0 S1 S2 t1 t2 1
- 27. Пунктирной кривой 1 показано изменение величины среднего зазора в исследуемых парах, включая период приработки. рис.3.10 Т
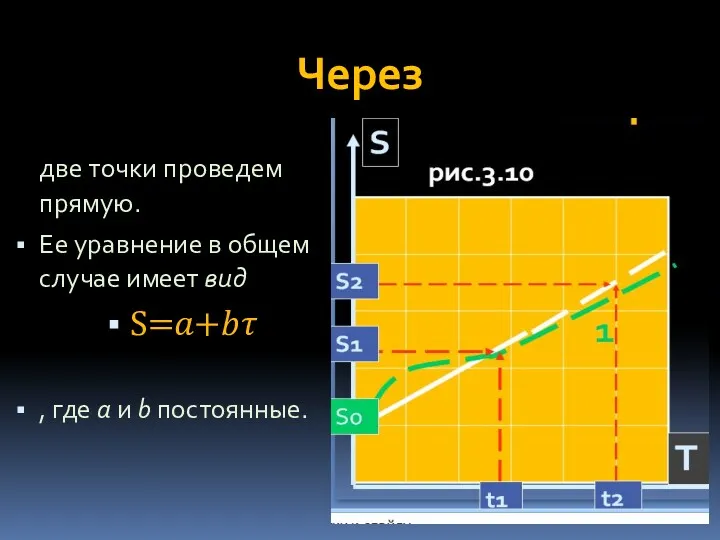
- 28. На этой
- 29. Через две точки проведем прямую. Ее уравнение в общем случае имеет вид S=?+?? , где а
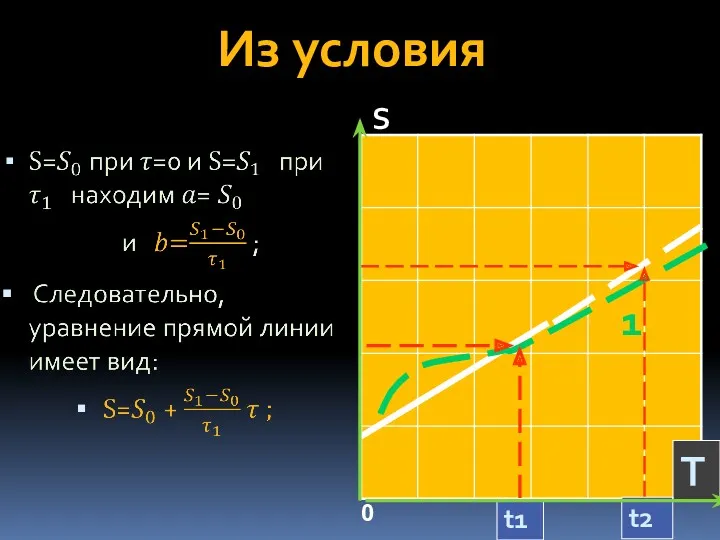
- 30. Из условия Т t1 t2 1 S 0
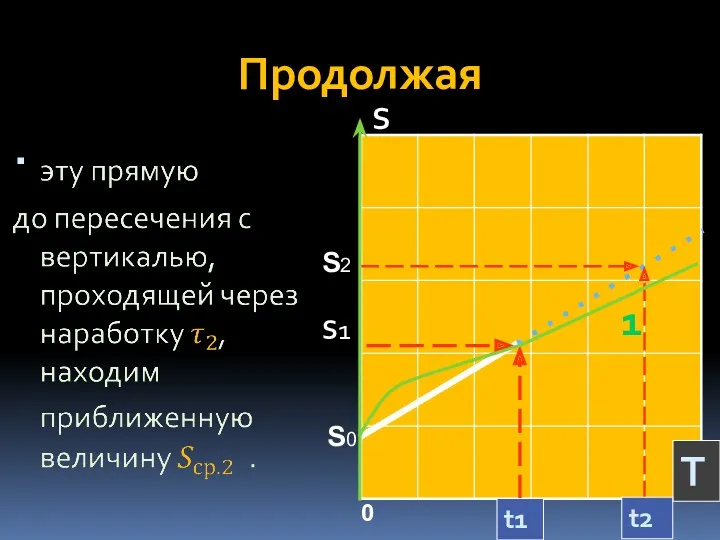
- 31. Продолжая Т t1 t2 1 S 0 S0 S1 S2
- 32. Из последнего 15
- 33. , входящее в последнее равенство, определяется на основании обработки статистических данных результатов дефектации пар трения при
- 34. как среднее арифметическое величин зазоров при изготовлении изделий. S0 Sдоп.
- 35. Величина S0 будет ближе к максимальному значению допуска на сборку пар трения при их изготовлении. S0
- 36. При изготовлении валов рабочий будет придерживаться их максимальных размеров в поле допуска. D0 Dmax
- 37. В этом случае наиболее вероятно не допустить неисправимый брак вала - выход за пределы минимального диаметра
- 38. D min
- 39. D min
- 41. Аналогичным образом, при обработке внутреннего диаметра отверстий, наиболее часто встречающимися размерами будут близкие к минимальным в
- 42. Поэтому, 16
- 43. Постоянную K, входящую в последнее равенство, следует определить по результатам измерений деталей пар трения при их
- 44. Итак, последовательность приближенного прогнозирования деталей при втором ремонте, подверженных окислительному изнашиванию, сводится к следующему.
- 45. По результатам
- 46. Затем
- 47. Среднее
- 48. Найденные значения
- 49. Значения функции
- 50. Численные значения функции Лапласа
- 52. Скачать презентацию

Для прогнозирования
отбраковки авиационных пар трения необходимо знать:
какому закону подчинено распределение
Для прогнозирования
отбраковки авиационных пар трения необходимо знать:
какому закону подчинено распределение
Располагать
статистическими данными, необходимыми для вычисления параметров этого закона,
а также
Располагать
статистическими данными, необходимыми для вычисления параметров этого закона,
а также
Одним
из наиболее часто встречающихся законов, достаточно достоверно отражающем разброс размеров
Одним
из наиболее часто встречающихся законов, достаточно достоверно отражающем разброс размеров
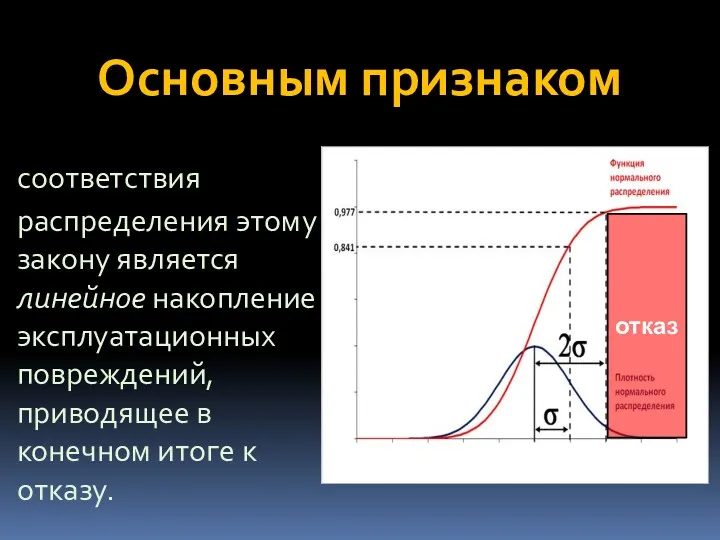
Основным признаком
соответствия распределения этому закону является линейное накопление эксплуатационных повреждений, приводящее
Основным признаком
соответствия распределения этому закону является линейное накопление эксплуатационных повреждений, приводящее
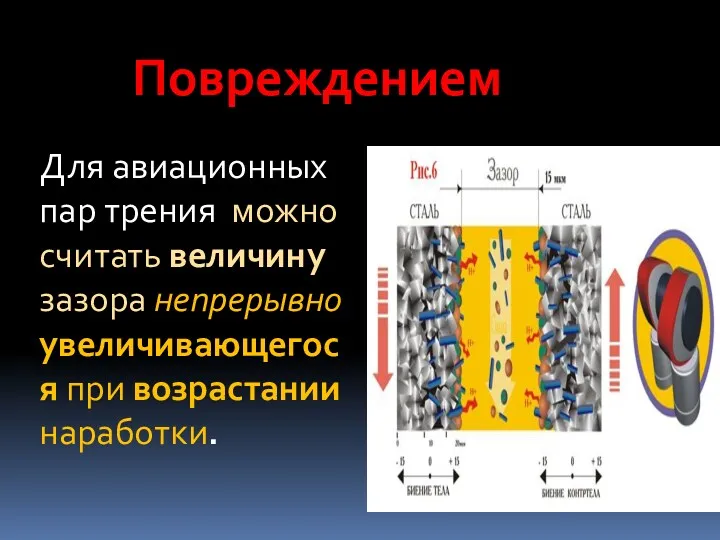
Повреждением
Для авиационных пар трения можно считать величину зазора непрерывно увеличивающегося
Повреждением
Для авиационных пар трения можно считать величину зазора непрерывно увеличивающегося
Эта закономерность
в период установившегося изнашивания близка к линейной
Эта закономерность
в период установившегося изнашивания близка к линейной
Поэтому в дальнейшем
примем, что распределение зазоров изучаемой совокупности пар трения
Поэтому в дальнейшем
примем, что распределение зазоров изучаемой совокупности пар трения
Плотность
Плотность
Среднее
Среднее
Среднее
Среднее
Проверка
Проверка
Для
Для
Определив
Определив
Если:
Если:
Если
Если

Для определения
Для определения
Из подобия
σ
S
A
B
C
D
E
Scp1
Scp2
Scp3
σ1
σ2
σ3
Из подобия
σ
S
A
B
C
D
E
Scp1
Scp2
Scp3
σ1
σ2
σ3
Доля отбраковки
Y(S)
S
Доля отбраковки
Y(S)
S
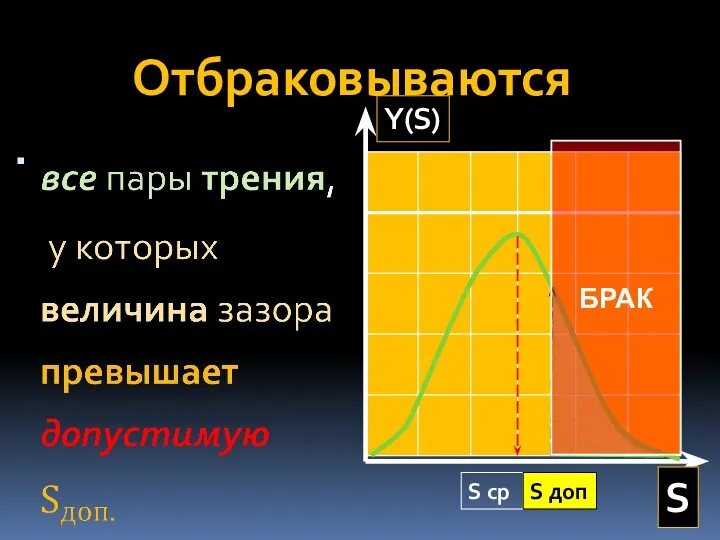
Отбраковываются
S cp
S доп
Y(S)
S
БРАК
Отбраковываются
S cp
S доп
Y(S)
S
БРАК
Доля пригодных
Доля пригодных
Представим
Представим
Доля
Доля
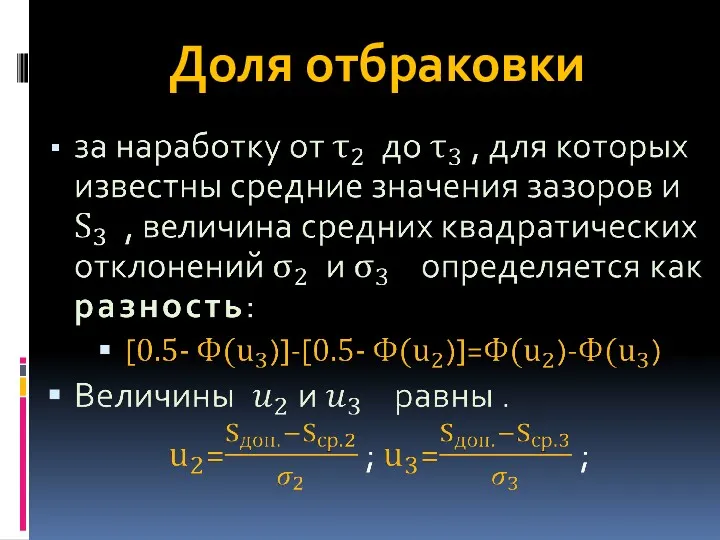
Доля отбраковки
Доля отбраковки
Итак,
для прогнозирования износа и отбраковки деталей необходимо иметь статистические данные
Итак,
для прогнозирования износа и отбраковки деталей необходимо иметь статистические данные
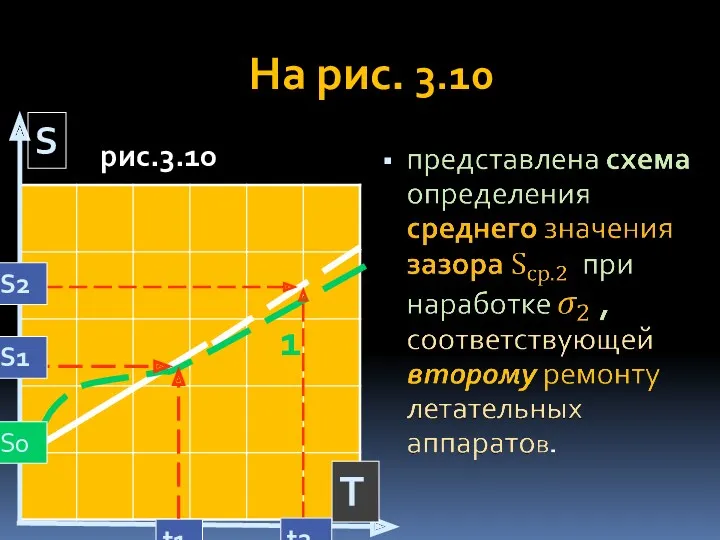
На рис. 3.10
рис.3.10
Т
S
S0
S1
S2
t1
t2
1
На рис. 3.10
рис.3.10
Т
S
S0
S1
S2
t1
t2
1
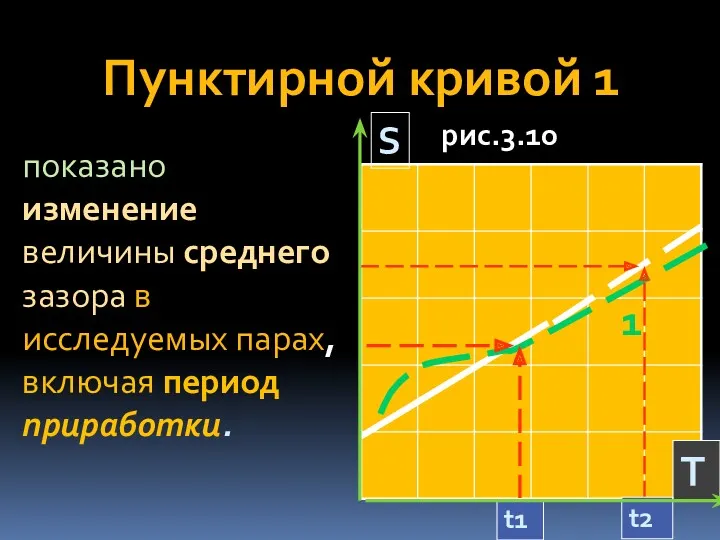
Пунктирной кривой 1
показано изменение величины среднего зазора в исследуемых парах,
Пунктирной кривой 1
показано изменение величины среднего зазора в исследуемых парах,
На этой
На этой
Через
две точки проведем прямую.
Ее уравнение в общем случае имеет вид
Через
две точки проведем прямую.
Ее уравнение в общем случае имеет вид
Из условия
Т
t1
t2
1
S
0
Из условия
Т
t1
t2
1
S
0
Продолжая
Т
t1
t2
1
S
0
S0
S1
S2
Продолжая
Т
t1
t2
1
S
0
S0
S1
S2
Из последнего
15
Из последнего
15
, входящее в последнее равенство, определяется на основании обработки статистических данных
, входящее в последнее равенство, определяется на основании обработки статистических данных
как среднее арифметическое величин зазоров при изготовлении изделий.
S0
Sдоп.
как среднее арифметическое величин зазоров при изготовлении изделий.
S0
Sдоп.
Величина S0
будет ближе к максимальному значению допуска на сборку пар
Величина S0
будет ближе к максимальному значению допуска на сборку пар

При изготовлении
валов рабочий будет придерживаться их максимальных размеров в поле
При изготовлении
валов рабочий будет придерживаться их максимальных размеров в поле
В этом случае
наиболее вероятно не допустить неисправимый брак вала -
В этом случае
наиболее вероятно не допустить неисправимый брак вала -
D min
D min
D min
D min
Аналогичным образом,
при обработке внутреннего диаметра отверстий, наиболее часто встречающимися размерами будут
Аналогичным образом,
при обработке внутреннего диаметра отверстий, наиболее часто встречающимися размерами будут
Поэтому,
16
Поэтому,
16
Постоянную K,
входящую в последнее равенство, следует определить по результатам измерений
Постоянную K,
входящую в последнее равенство, следует определить по результатам измерений
Итак,
последовательность приближенного прогнозирования деталей при втором ремонте, подверженных окислительному изнашиванию,
Итак,
последовательность приближенного прогнозирования деталей при втором ремонте, подверженных окислительному изнашиванию,
По результатам
По результатам
Затем
Затем
Среднее
Среднее
Найденные значения
Найденные значения
Значения функции
Значения функции

Численные значения функции Лапласа
Численные значения функции Лапласа
 Инерция
Инерция Общие вопросы неразрушающего контроля
Общие вопросы неразрушающего контроля Двигатель внутреннего сгорания на марку автомобиля ВАЗ
Двигатель внутреннего сгорания на марку автомобиля ВАЗ Презентация к лекции Профессиональный стандарт учителя физики
Презентация к лекции Профессиональный стандарт учителя физики Смачивание и капиллярные явления. Урок 6. Физика. 8 класс
Смачивание и капиллярные явления. Урок 6. Физика. 8 класс Радиация вокруг нас
Радиация вокруг нас Горение электрической дуги
Горение электрической дуги Автотракторні двигуни. (Лекція 2)
Автотракторні двигуни. (Лекція 2) Равенство работ при использовании простых механизмов. Золотое правило механики
Равенство работ при использовании простых механизмов. Золотое правило механики Задачи
Задачи Динамика. Ньютон заңдары
Динамика. Ньютон заңдары Испарение и конденсация. Кипение жидкости
Испарение и конденсация. Кипение жидкости Основы теории подобия
Основы теории подобия Решение задач по теме Динамика. 10 класс
Решение задач по теме Динамика. 10 класс Электростатика. Первоначальная энергия электрона
Электростатика. Первоначальная энергия электрона Fast and Simple Physics using Sequential Impulses
Fast and Simple Physics using Sequential Impulses Механические подвески автомобиля
Механические подвески автомобиля Виштовхувальна сила. Закон Архімеда
Виштовхувальна сила. Закон Архімеда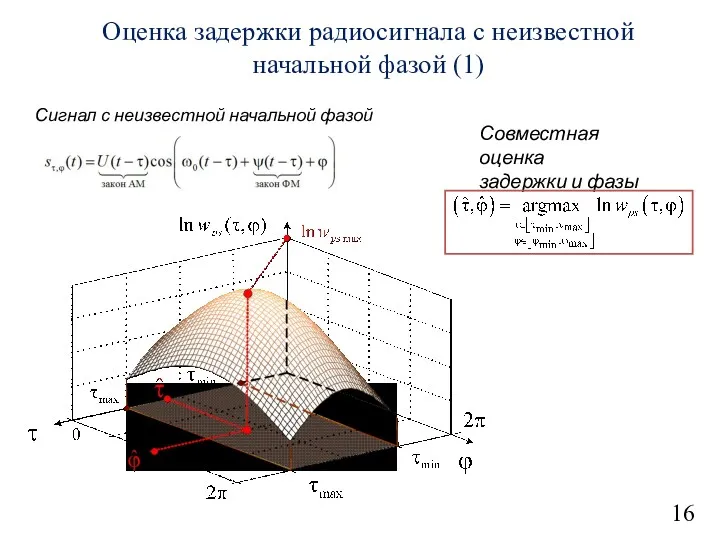 Оценка задержки радиосигнала с неизвестной начальной фазой
Оценка задержки радиосигнала с неизвестной начальной фазой Сдвиг. Срез. Расчеты
Сдвиг. Срез. Расчеты Ходовая часть вагонов
Ходовая часть вагонов Лабораторная работа 10 класс Измерение ЭДС источника тока
Лабораторная работа 10 класс Измерение ЭДС источника тока System Setup
System Setup Плавание судов. Воздухоплавание
Плавание судов. Воздухоплавание Звуковые явления
Звуковые явления Презентация по теме Сила тока
Презентация по теме Сила тока Повторение формул по физике, 7 класс
Повторение формул по физике, 7 класс Химическая термодинамика и биоэнергетика. Второй закон термодинамики
Химическая термодинамика и биоэнергетика. Второй закон термодинамики