Технология изготовления обтекателя-спойлера для грузового автомобиля Газель методом контактного формования презентация
- Технология изготовления обтекателя-спойлера для грузового автомобиля Газель методом контактного формования

Содержание
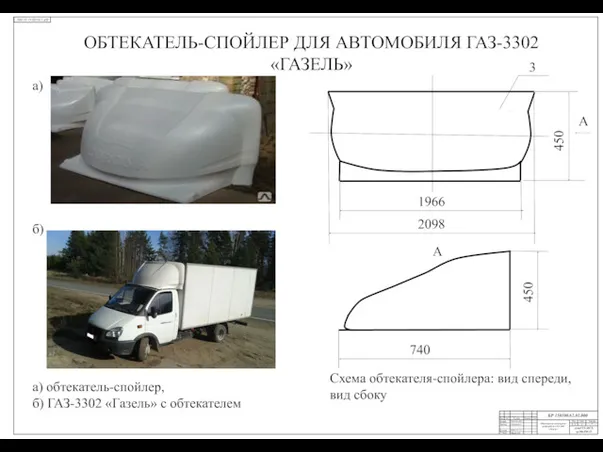
- 2. Маркин В.Б. Обтекатель-спойлер для автомобиля ГАЗ-3302 «Газель» БР 150100.62.01.000 а) обтекатель-спойлер, б) ГАЗ-3302 «Газель» с обтекателем
- 3. НАГРУЗКИ НА ОБТЕКАТЕЛЬ-СПОЙЛЕР ПРИ ДВИЖЕНИИ АВТОМОБИЛЯ Давление ветра Pw, нормальное к воспринимающей поверхности: Pw = k·q,
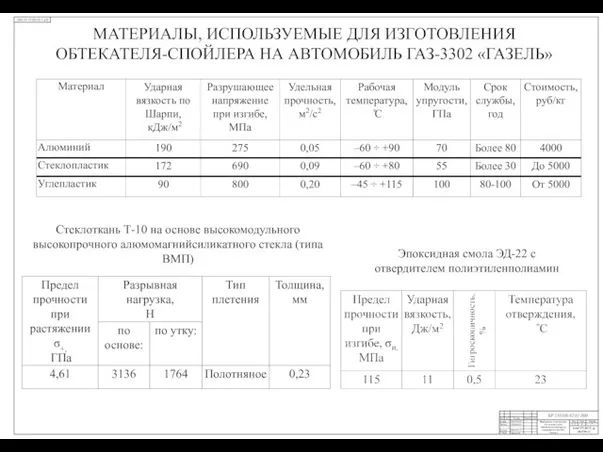
- 4. Маркин В.Б. Материалы, используемые для изготовления обтекателя-спойлера на автомобиль ГАЗ-3302 «Газель» БР 150100.62.01.000 МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ
- 5. ОБТЕКАТЕЛЬ-СПОЙЛЕР С ЗАКЛАДНЫМ ЭЛЕМЕНТОМ БР 150100.62.01.000 Маркин В.Б. Обтекатель-спойлер с закладным элементом Проектирование материала: стекловуаль плотностью
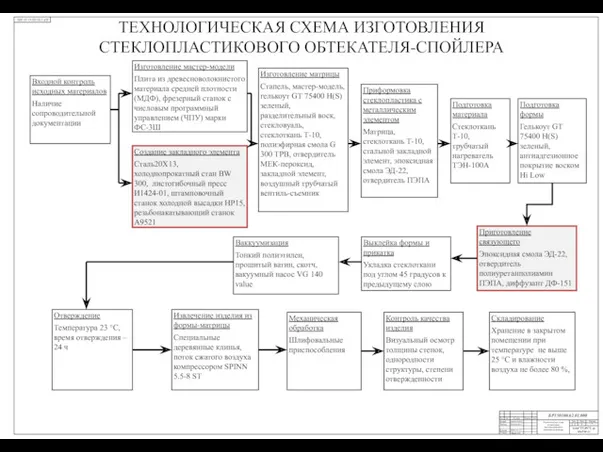
- 6. Маркин В.Б. Технологическая схема изготовления стеклопластикового обтекателя-спойлера БР 150100.62.01.000 ТЕХНОЛОГИЧЕСКАЯ СХЕМА ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОГО ОБТЕКАТЕЛЯ-СПОЙЛЕРА Входной контроль
- 8. Скачать презентацию
Маркин В.Б.
Обтекатель-спойлер для автомобиля ГАЗ-3302 «Газель»
БР 150100.62.01.000
а) обтекатель-спойлер,
б) ГАЗ-3302
Маркин В.Б.
Обтекатель-спойлер для автомобиля ГАЗ-3302 «Газель»
БР 150100.62.01.000
а) обтекатель-спойлер,
б) ГАЗ-3302
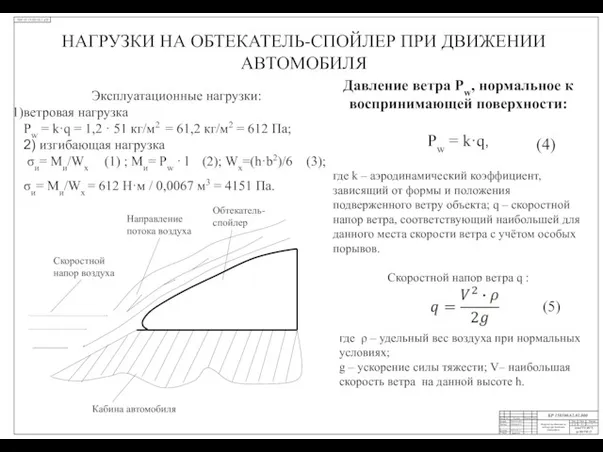
НАГРУЗКИ НА ОБТЕКАТЕЛЬ-СПОЙЛЕР ПРИ ДВИЖЕНИИ АВТОМОБИЛЯ
Давление ветра Pw, нормальное к воспринимающей
НАГРУЗКИ НА ОБТЕКАТЕЛЬ-СПОЙЛЕР ПРИ ДВИЖЕНИИ АВТОМОБИЛЯ
Давление ветра Pw, нормальное к воспринимающей
Маркин В.Б.
Материалы, используемые для изготовления обтекателя-спойлера на автомобиль ГАЗ-3302 «Газель»
БР 150100.62.01.000
МАТЕРИАЛЫ,
Маркин В.Б.
Материалы, используемые для изготовления обтекателя-спойлера на автомобиль ГАЗ-3302 «Газель»
БР 150100.62.01.000
МАТЕРИАЛЫ,

ОБТЕКАТЕЛЬ-СПОЙЛЕР С ЗАКЛАДНЫМ ЭЛЕМЕНТОМ
БР 150100.62.01.000
Маркин В.Б.
Обтекатель-спойлер с закладным элементом
Проектирование материала:
стекловуаль плотностью
ОБТЕКАТЕЛЬ-СПОЙЛЕР С ЗАКЛАДНЫМ ЭЛЕМЕНТОМ
БР 150100.62.01.000
Маркин В.Б.
Обтекатель-спойлер с закладным элементом
Проектирование материала:
стекловуаль плотностью
Маркин В.Б.
Технологическая схема изготовления стеклопластикового обтекателя-спойлера
БР 150100.62.01.000
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОГО ОБТЕКАТЕЛЯ-СПОЙЛЕРА
Маркин В.Б.
Технологическая схема изготовления стеклопластикового обтекателя-спойлера
БР 150100.62.01.000
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОГО ОБТЕКАТЕЛЯ-СПОЙЛЕРА
 Модели атомов. Атом водорода по теории Бора
Модели атомов. Атом водорода по теории Бора Лекция 4. Основные показатели кристаллизации
Лекция 4. Основные показатели кристаллизации Инфракрасное излучение
Инфракрасное излучение Механические передачи
Механические передачи Резьба. Резьбовые соединения
Резьба. Резьбовые соединения Диагностика неисправностей системы нейтрализации выхлопных газов двигателя 2.7CTI
Диагностика неисправностей системы нейтрализации выхлопных газов двигателя 2.7CTI Тепловое равновесие. Температура и ее измерение.
Тепловое равновесие. Температура и ее измерение. Свободные затухающие колебания. Дифференциальное уравнение затухающих колебаний
Свободные затухающие колебания. Дифференциальное уравнение затухающих колебаний Лазер сәулелерінің биологиялық әсер етуінің механизмдері
Лазер сәулелерінің биологиялық әсер етуінің механизмдері Кристаллические и аморфные тела. 10 класс
Кристаллические и аморфные тела. 10 класс Проект Физика на кухне
Проект Физика на кухне Теория механизмов и машин. Кинематический анализ механизмов
Теория механизмов и машин. Кинематический анализ механизмов Випарники і повітроохолоджувачі
Випарники і повітроохолоджувачі Основы термодинамики. Теплообмен. Фазовые переходы. Тепловой баланс
Основы термодинамики. Теплообмен. Фазовые переходы. Тепловой баланс Air Compressor Lubrication
Air Compressor Lubrication Невесомость
Невесомость Прямолинейное равноускоренное движение. Ускорение
Прямолинейное равноускоренное движение. Ускорение Светильники с лампами ДРЛ: сервисное обслуживание и ремонт. Монтаж, наладка и испытания
Светильники с лампами ДРЛ: сервисное обслуживание и ремонт. Монтаж, наладка и испытания Элементы теории поля. Векторное поле
Элементы теории поля. Векторное поле Гидравлика. Основные законы гидростатики и гидродинамики
Гидравлика. Основные законы гидростатики и гидродинамики Сила трения
Сила трения Конденсаторы. Виды конденсаторов
Конденсаторы. Виды конденсаторов Закон Ома для полной цепи
Закон Ома для полной цепи Модели атмосферного рассеяния
Модели атмосферного рассеяния Аеродинамічні характеристики літака. Злітно-посадочна механізація. (Лекція 8.4.3)
Аеродинамічні характеристики літака. Злітно-посадочна механізація. (Лекція 8.4.3) Космические скорости
Космические скорости Лекция 1. Введение.Технические средства информатизации
Лекция 1. Введение.Технические средства информатизации Физика минералов и их аналогов
Физика минералов и их аналогов