- Отложения и коррозия

Содержание
- 2. Влияние примесей воды на надежность работы теплоэнергетического оборудования При большой щелочности и солесодержании имеет место вспенивание
- 3. Образование отложений на поверхностях нагрева теплоэнергетического оборудования Различные примеси, содержащиеся в нагреваемой и испаряемой воде, могут
- 4. Накипь По степени образования по химическому составу Первичная накипь Вторичная накипь щелочноземельных металлов сульфатные карбонатные фосфатные
- 5. Состав, структура и физические свойства отложений Накипи разделены на следующие четыре группы: Накипи щелочноземельных металлов, которые
- 6. Состав, структура и физические свойства отложений Наиболее распространены кальциевая и магниевая первичная накипи. Карбонатная накипь- откладывается
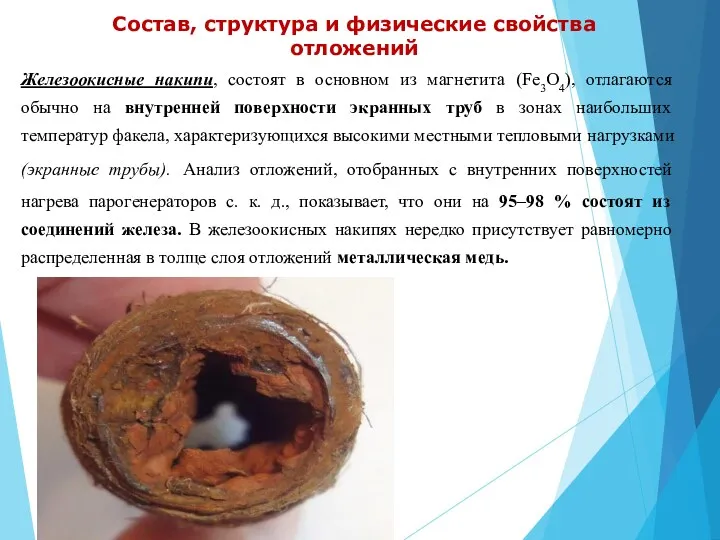
- 7. Состав, структура и физические свойства отложений Железоокисные накипи, состоят в основном из магнетита (Fe3O4), отлагаются обычно
- 8. Состав, структура и физические свойства отложений Железофосфатные накипи [NaFePO4; Fe3(PO4)2] - образуются при: повышенном содержании в
- 9. Состав, структура и физические свойства отложений Медные накипи образуются в зонах высоких температур на стороне трубы,
- 10. Рис. 1 Накипь в теплообменниках Состав, структура и физические свойства отложений Отложения, образующиеся на поверхностях нагрева
- 11. Состав, структура и физические свойства отложений Шламы: Не прикипающие к поверхностям нагрева и поэтому сравнительно легко
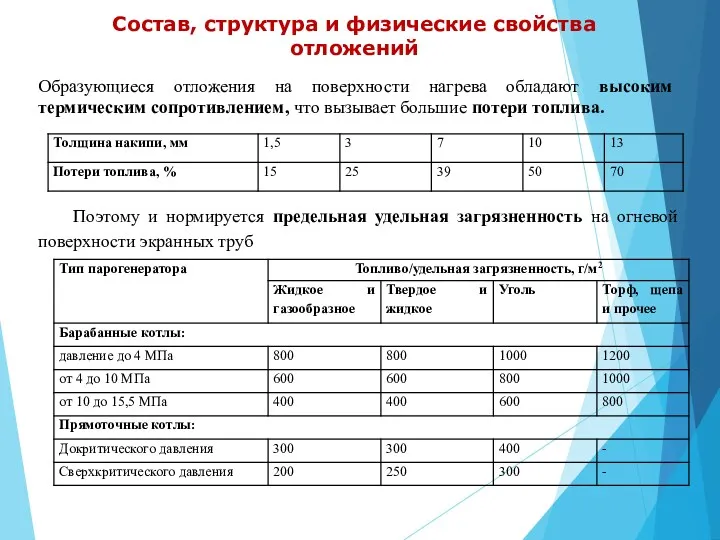
- 12. Состав, структура и физические свойства отложений Образующиеся отложения на поверхности нагрева обладают высоким термическим сопротивлением, что
- 13. Занос солями проточной части турбины
- 14. Занос солями проточной части турбины В процессе эксплуатации состояние и экономичность проточной части паровых турбин могут
- 15. Занос солями проточной части турбины Выпадение солей в каналах сопловых решеток: - увеличивает перепад давления на
- 16. Занос солями проточной части турбины Соли в турбину попадают из котельного агрегата вместе с паром. Причиной
- 17. Занос солями проточной части турбины Соли, выпадающие в проточной части турбины разделяются на: водорастворимые (соединения натрия
- 18. Занос солями проточной части турбины Для турбин низкого и среднего давления характерным является занос водорастворимыми солями
- 19. Занос солями проточной части турбины С переходом на пар высоких параметров в составе солей, оседающих в
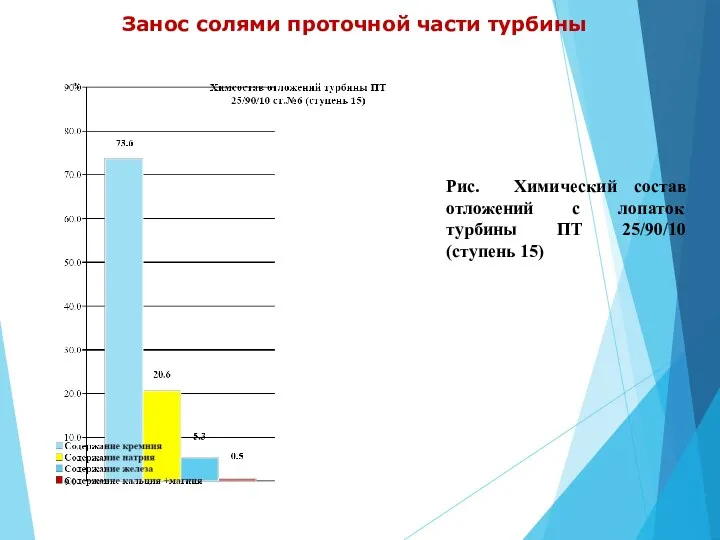
- 20. Занос солями проточной части турбины Основным компонентом в отложениях турбин среднего давления - являются легкорастворимые соли
- 21. Занос солями проточной части турбины Рис. Химический состав отложений с лопаток турбины ПТ 25/90/10 (ступень 15)
- 22. Основы теории коррозии. Коррозия паросилового оборудования Все материалы, из которых выполняется теплоэнергетическое оборудование, в силу своей
- 23. Основы теории коррозии. Наружная коррозия паросилового оборудования Низкотемпературная сернокислотная коррозия ПН Обусловлена наличием в продуктах сгорания
- 24. Основы теории коррозии. Наружная коррозия паросилового оборудования Высокотемпературная коррозия ПН Обусловлена наличием небольшого количества ванадия в
- 25. Коррозия паросилового оборудования Коррозия Общая Местная Питтинг-коррозия Крекинг-коррозия Избирательная
- 26. Различают общую и местную коррозию. Общая коррозия охватывает всю поверхность металла, смачиваемую теплоносителем; Местная коррозия проявляется
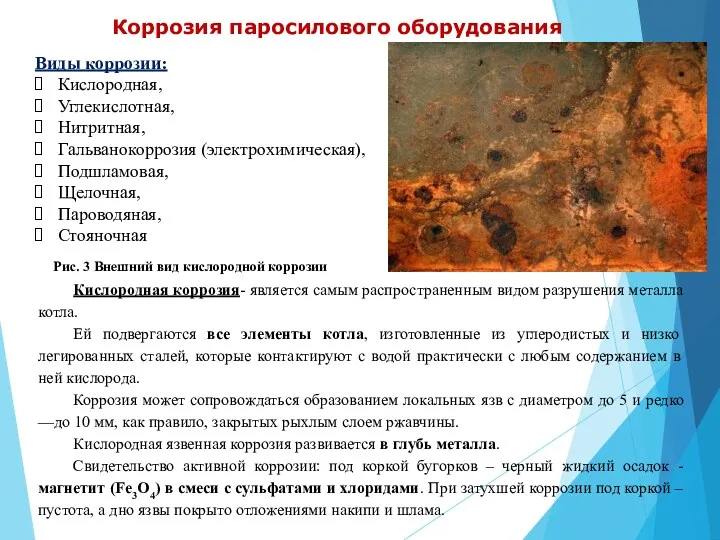
- 27. Коррозия паросилового оборудования Виды коррозии: Кислородная, Углекислотная, Нитритная, Гальванокоррозия (электрохимическая), Подшламовая, Щелочная, Пароводяная, Стояночная Кислородная коррозия-
- 28. Коррозия паросилового оборудования Углекислотная коррозия возникает при попадании в питательную воду СО2 при недостаточной деаэрации воды.
- 29. Коррозия паросилового оборудования Нитритная коррозия- возникает при наличии в питательной воде окислителей (нитритов натрия). По внешнему
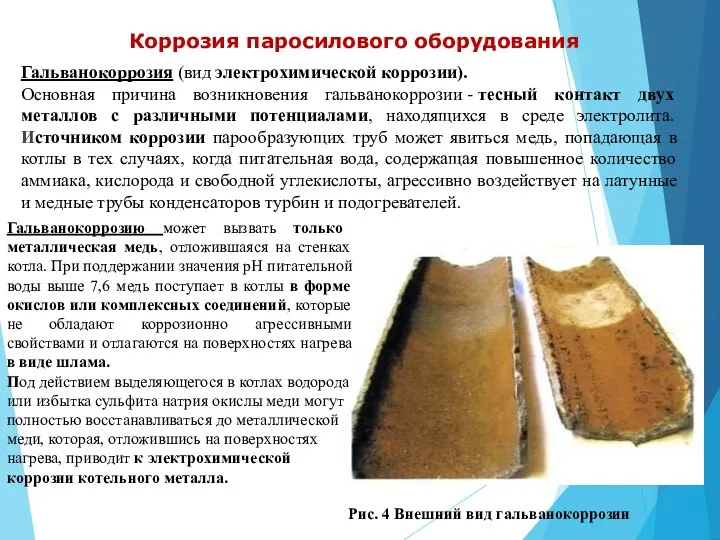
- 30. Коррозия паросилового оборудования Гальванокоррозия (вид электрохимической коррозии). Основная причина возникновения гальванокоррозии - тесный контакт двух металлов
- 31. Коррозия паросилового оборудования Подшламовая (ракушечная коррозия). Происходит под слоем шлама, образующегося на внутренней поверхности труб котельного
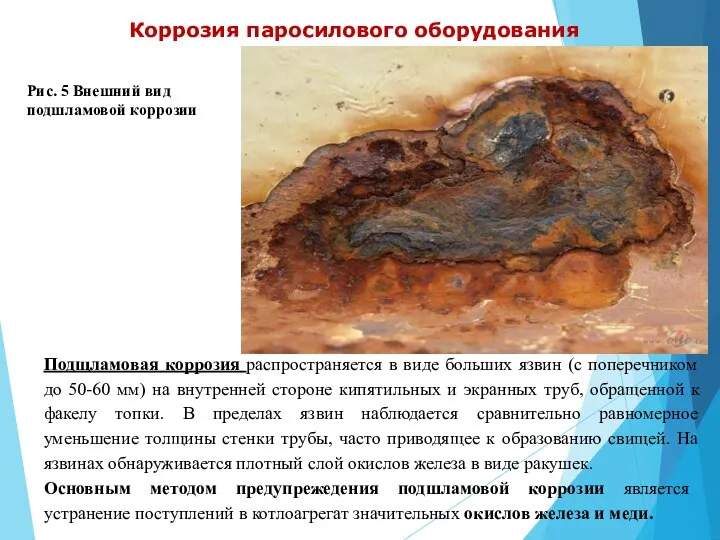
- 32. Коррозия паросилового оборудования Подщламовая коррозия распространяется в виде больших язвин (с поперечником до 50-60 мм) на
- 33. Коррозия паросилового оборудования Щелочная коррозия (в более узком смысле- межкристаллитная) котельного агрегата протекает с выделением водорода
- 34. Коррозия паросилового оборудования Причины коррозионного повреждения. При высоких температурах – более 200 °С – и большой
- 35. Коррозия паросилового оборудования Введено нормирование по значению относительной щелочности котловой воды, которая является одним из критериев
- 36. Коррозия паросилового оборудования Пароводяная коррозия. Это химическая коррозия- разрушение металла в результате химического взаимодействия с водяным
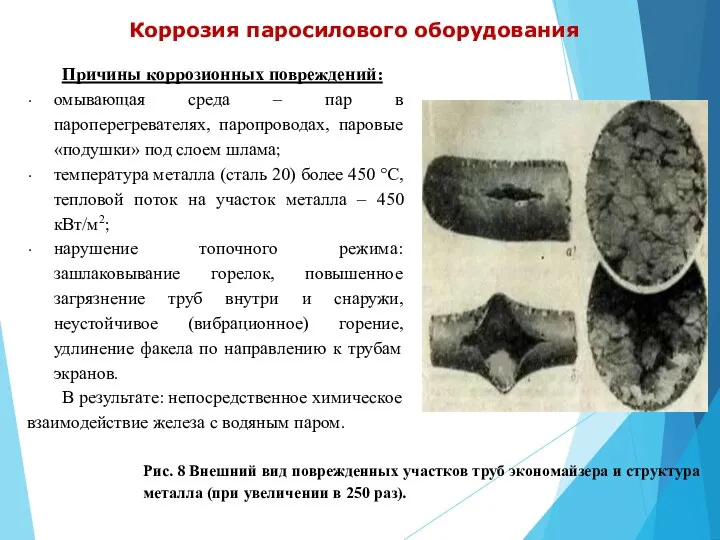
- 37. Коррозия паросилового оборудования Причины коррозионных повреждений: омывающая среда – пар в пароперегревателях, паропроводах, паровые «подушки» под
- 38. Коррозия паросилового оборудования Стояночная коррозия особенно сильно поражает котельные агрегаты. Больше всего при этом страдают трубы
- 39. Коррозия оборудования Поверхности оборудования, подверженные коррозии Коррозия конденсатно-питательного тракта кислородная коррозия углекислотная коррозия Коррозия подогревателей и
- 40. Коррозия трубок конденсатора турбин Предотвращение аммиачной коррозии может быть достигнуто при осуществлении ряда мероприятий: необходимо обеспечить
- 41. Консервация оборудования. Виды консервации. Виды остановов котла: Останов котла с консервацией в резерв- укороченный останов, связанный
- 42. Консервация оборудования. Виды консервации. Применяемые в настоящее время на электростанциях технологии консервации барабанных и водогрейных котлов,
- 43. Консервация оборудования. Виды консервации. Рис. Анализ на коррозионную стойкость оксидной пленки
- 45. Скачать презентацию
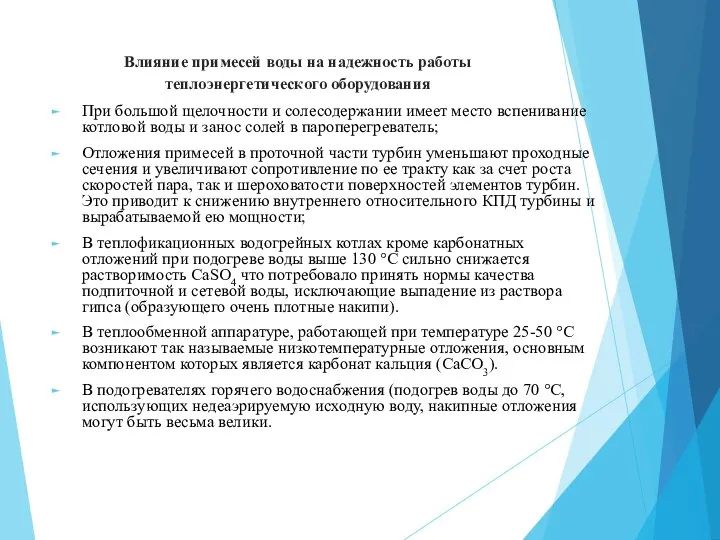
Влияние примесей воды на надежность работы теплоэнергетического оборудования
При большой щелочности и
Влияние примесей воды на надежность работы теплоэнергетического оборудования
При большой щелочности и
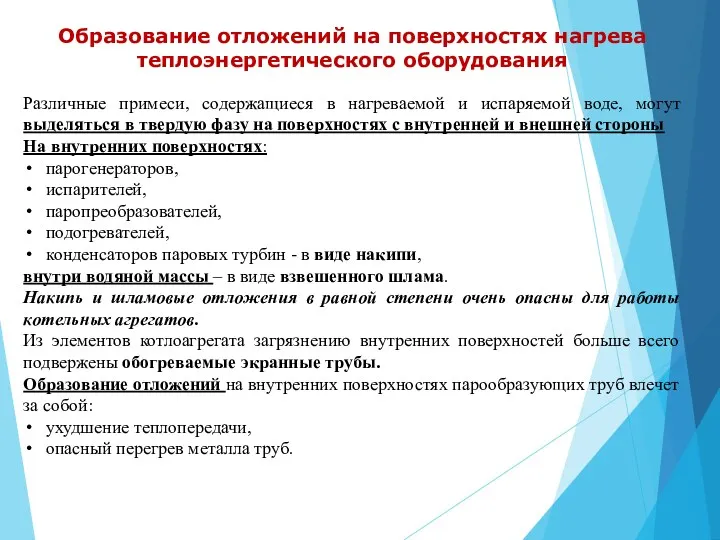
Образование отложений на поверхностях нагрева теплоэнергетического оборудования
Различные примеси, содержащиеся в нагреваемой
Образование отложений на поверхностях нагрева теплоэнергетического оборудования
Различные примеси, содержащиеся в нагреваемой
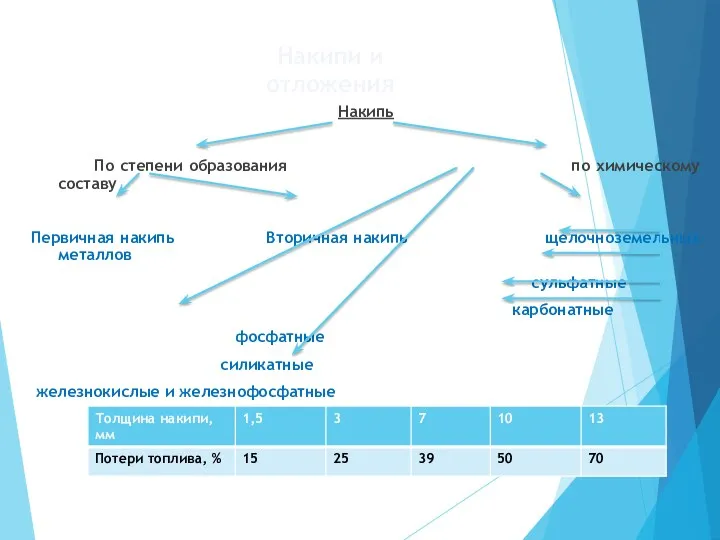
Накипь
По степени образования по химическому составу
Первичная накипь Вторичная накипь щелочноземельных
Накипь
По степени образования по химическому составу
Первичная накипь Вторичная накипь щелочноземельных
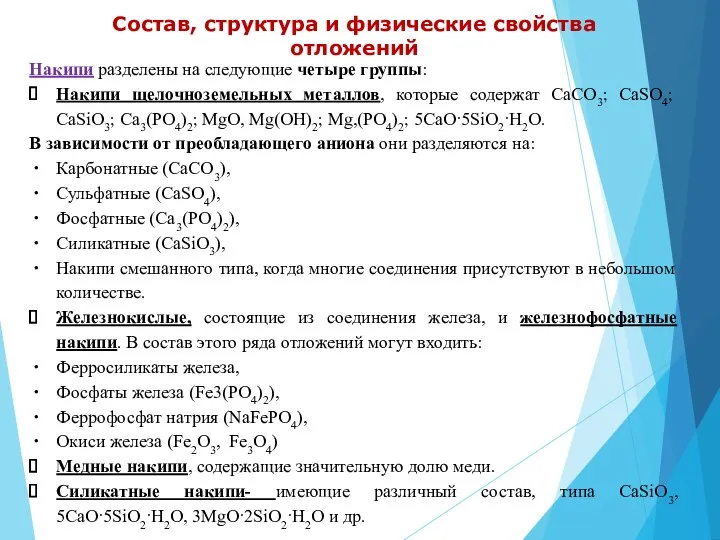
Состав, структура и физические свойства отложений
Накипи разделены на следующие четыре группы:
Накипи
Состав, структура и физические свойства отложений
Накипи разделены на следующие четыре группы:
Накипи

Состав, структура и физические свойства отложений
Наиболее распространены кальциевая и магниевая первичная
Состав, структура и физические свойства отложений
Наиболее распространены кальциевая и магниевая первичная
Состав, структура и физические свойства отложений
Железоокисные накипи, состоят в основном из
Состав, структура и физические свойства отложений
Железоокисные накипи, состоят в основном из
![Состав, структура и физические свойства отложений Железофосфатные накипи [NaFePO4; Fe3(PO4)2]](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/605381/slide-7.jpg)
Состав, структура и физические свойства отложений
Железофосфатные накипи [NaFePO4; Fe3(PO4)2] - образуются
Состав, структура и физические свойства отложений
Железофосфатные накипи [NaFePO4; Fe3(PO4)2] - образуются
Состав, структура и физические свойства отложений
Медные накипи образуются в зонах высоких
Состав, структура и физические свойства отложений
Медные накипи образуются в зонах высоких
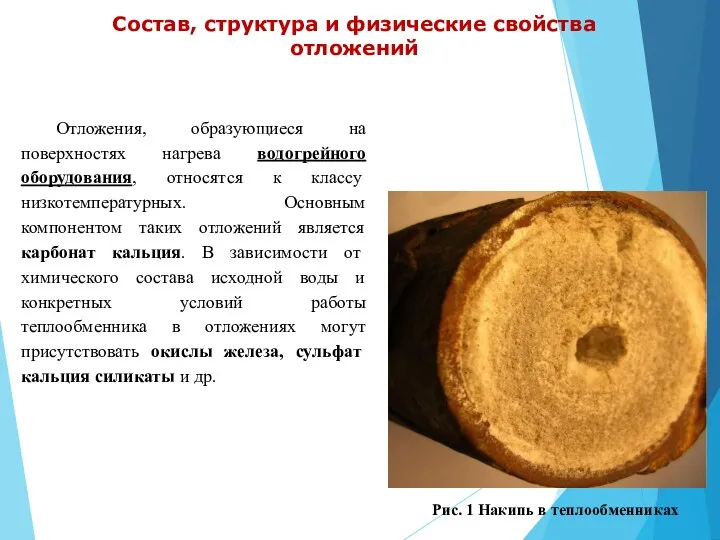
Рис. 1 Накипь в теплообменниках
Состав, структура и физические свойства отложений
Отложения, образующиеся
Рис. 1 Накипь в теплообменниках
Состав, структура и физические свойства отложений
Отложения, образующиеся
Состав, структура и физические свойства отложений
Шламы:
Не прикипающие к поверхностям нагрева и
Состав, структура и физические свойства отложений
Шламы:
Не прикипающие к поверхностям нагрева и
Состав, структура и физические свойства отложений
Образующиеся отложения на поверхности нагрева обладают
Состав, структура и физические свойства отложений
Образующиеся отложения на поверхности нагрева обладают

Занос солями проточной части турбины
Занос солями проточной части турбины
Занос солями проточной части турбины
В процессе эксплуатации состояние и экономичность
Занос солями проточной части турбины
В процессе эксплуатации состояние и экономичность
Занос солями проточной части турбины
Выпадение солей в каналах сопловых решеток:
-
Занос солями проточной части турбины
Выпадение солей в каналах сопловых решеток:
-
Занос солями проточной части турбины
Соли в турбину попадают из котельного агрегата
Занос солями проточной части турбины
Соли в турбину попадают из котельного агрегата
Занос солями проточной части турбины
Соли, выпадающие в проточной части турбины разделяются
Занос солями проточной части турбины
Соли, выпадающие в проточной части турбины разделяются
Занос солями проточной части турбины
Для турбин низкого и среднего давления характерным
Занос солями проточной части турбины
Для турбин низкого и среднего давления характерным
Занос солями проточной части турбины
С переходом на пар высоких параметров в
Занос солями проточной части турбины
С переходом на пар высоких параметров в
Занос солями проточной части турбины
Основным компонентом в отложениях турбин среднего давления
Занос солями проточной части турбины
Основным компонентом в отложениях турбин среднего давления
Занос солями проточной части турбины
Рис. Химический состав отложений с лопаток турбины
Занос солями проточной части турбины
Рис. Химический состав отложений с лопаток турбины
Основы теории коррозии. Коррозия паросилового оборудования
Все материалы, из которых выполняется теплоэнергетическое
Основы теории коррозии. Коррозия паросилового оборудования
Все материалы, из которых выполняется теплоэнергетическое
Основы теории коррозии. Наружная коррозия паросилового оборудования
Низкотемпературная сернокислотная коррозия ПН
Обусловлена наличием
Основы теории коррозии. Наружная коррозия паросилового оборудования
Низкотемпературная сернокислотная коррозия ПН
Обусловлена наличием
Основы теории коррозии. Наружная коррозия паросилового оборудования
Высокотемпературная коррозия ПН
Обусловлена наличием небольшого
Основы теории коррозии. Наружная коррозия паросилового оборудования
Высокотемпературная коррозия ПН
Обусловлена наличием небольшого
Коррозия паросилового оборудования
Коррозия
Общая
Местная
Питтинг-коррозия
Крекинг-коррозия
Избирательная
Коррозия паросилового оборудования
Коррозия
Общая
Местная
Питтинг-коррозия
Крекинг-коррозия
Избирательная
Различают общую и местную коррозию.
Общая коррозия охватывает всю поверхность металла, смачиваемую теплоносителем;
Местная
Различают общую и местную коррозию.
Общая коррозия охватывает всю поверхность металла, смачиваемую теплоносителем;
Местная
Коррозия паросилового оборудования
Виды коррозии:
Кислородная,
Углекислотная,
Нитритная,
Гальванокоррозия (электрохимическая),
Подшламовая,
Щелочная,
Пароводяная,
Стояночная
Кислородная коррозия- является самым распространенным видом
Коррозия паросилового оборудования
Виды коррозии:
Кислородная,
Углекислотная,
Нитритная,
Гальванокоррозия (электрохимическая),
Подшламовая,
Щелочная,
Пароводяная,
Стояночная
Кислородная коррозия- является самым распространенным видом
Коррозия паросилового оборудования
Углекислотная коррозия возникает при попадании в питательную воду СО2
Коррозия паросилового оборудования
Углекислотная коррозия возникает при попадании в питательную воду СО2
Коррозия паросилового оборудования
Нитритная коррозия- возникает при наличии в питательной воде окислителей
Коррозия паросилового оборудования
Нитритная коррозия- возникает при наличии в питательной воде окислителей
Коррозия паросилового оборудования
Гальванокоррозия (вид электрохимической коррозии).
Основная причина возникновения гальванокоррозии - тесный контакт
Коррозия паросилового оборудования
Гальванокоррозия (вид электрохимической коррозии).
Основная причина возникновения гальванокоррозии - тесный контакт
Коррозия паросилового оборудования
Подшламовая (ракушечная коррозия).
Происходит под слоем шлама, образующегося на
Коррозия паросилового оборудования
Подшламовая (ракушечная коррозия).
Происходит под слоем шлама, образующегося на
Коррозия паросилового оборудования
Подщламовая коррозия распространяется в виде больших язвин (с поперечником
Коррозия паросилового оборудования
Подщламовая коррозия распространяется в виде больших язвин (с поперечником
Коррозия паросилового оборудования
Щелочная коррозия (в более узком смысле- межкристаллитная) котельного агрегата
Коррозия паросилового оборудования
Щелочная коррозия (в более узком смысле- межкристаллитная) котельного агрегата
Коррозия паросилового оборудования
Причины коррозионного повреждения. При высоких температурах – более 200
Коррозия паросилового оборудования
Причины коррозионного повреждения. При высоких температурах – более 200

Коррозия паросилового оборудования
Введено нормирование по значению относительной щелочности котловой воды, которая
Коррозия паросилового оборудования
Введено нормирование по значению относительной щелочности котловой воды, которая
Коррозия паросилового оборудования
Пароводяная коррозия.
Это химическая коррозия- разрушение металла в результате
Коррозия паросилового оборудования
Пароводяная коррозия.
Это химическая коррозия- разрушение металла в результате
Коррозия паросилового оборудования
Причины коррозионных повреждений:
омывающая среда – пар в пароперегревателях, паропроводах,
Коррозия паросилового оборудования
Причины коррозионных повреждений:
омывающая среда – пар в пароперегревателях, паропроводах,
Коррозия паросилового оборудования
Стояночная коррозия особенно сильно поражает котельные агрегаты.
Больше всего
Коррозия паросилового оборудования
Стояночная коррозия особенно сильно поражает котельные агрегаты.
Больше всего
Коррозия оборудования
Поверхности оборудования, подверженные коррозии
Коррозия конденсатно-питательного тракта
кислородная коррозия
углекислотная коррозия
Коррозия подогревателей и
Коррозия оборудования
Поверхности оборудования, подверженные коррозии
Коррозия конденсатно-питательного тракта
кислородная коррозия
углекислотная коррозия
Коррозия подогревателей и
Коррозия трубок конденсатора турбин
Предотвращение аммиачной коррозии может быть достигнуто при осуществлении
Коррозия трубок конденсатора турбин
Предотвращение аммиачной коррозии может быть достигнуто при осуществлении
Консервация оборудования. Виды консервации.
Виды остановов котла:
Останов котла с консервацией в резерв-
Консервация оборудования. Виды консервации.
Виды остановов котла:
Останов котла с консервацией в резерв-
Консервация оборудования. Виды консервации.
Применяемые в настоящее время на электростанциях технологии консервации
Консервация оборудования. Виды консервации.
Применяемые в настоящее время на электростанциях технологии консервации
Консервация оборудования. Виды консервации.
Рис. Анализ на коррозионную стойкость оксидной пленки
Консервация оборудования. Виды консервации.
Рис. Анализ на коррозионную стойкость оксидной пленки
 Вода - основа жизни
Вода - основа жизни Нитраттарды қолдану
Нитраттарды қолдану Полимеры органические и неорганические
Полимеры органические и неорганические Своя игра. Химия. 7 класс
Своя игра. Химия. 7 класс Гетероциклические соединения
Гетероциклические соединения Химические свойства основных классов неорганических соединений
Химические свойства основных классов неорганических соединений Ароматические кислоты фенолокислоты
Ароматические кислоты фенолокислоты Оксид цинка
Оксид цинка Щелочи
Щелочи Спирты
Спирты Основные отличия химии органических производных элементов IV-Б группы от химии переходных элементов
Основные отличия химии органических производных элементов IV-Б группы от химии переходных элементов Полимеры
Полимеры Токсическое действие диоксинов и диоксиноподоных соединений
Токсическое действие диоксинов и диоксиноподоных соединений Спирты. Понятие о спиртах
Спирты. Понятие о спиртах Химические аспекты выбора полимеров-предшественников для получения углеродных волокон
Химические аспекты выбора полимеров-предшественников для получения углеродных волокон Предмет органической химии. Органические вещества
Предмет органической химии. Органические вещества Общая характеристика халькогенов. Кислород
Общая характеристика халькогенов. Кислород Чистые вещества и смеси
Чистые вещества и смеси Формальдегід. Будова та шкідливість
Формальдегід. Будова та шкідливість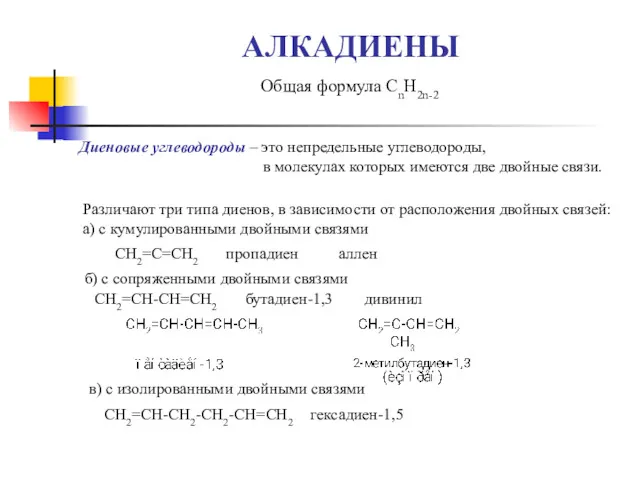 Алкадиены, нафтены
Алкадиены, нафтены Химическая связь в кластерах
Химическая связь в кластерах Классификация органических соединений, углеводородов
Классификация органических соединений, углеводородов Деятельность лабораторий контроля химических факторов. Внедрение политики импортозамещения
Деятельность лабораторий контроля химических факторов. Внедрение политики импортозамещения Электрокинетические свойства дисперсных систем
Электрокинетические свойства дисперсных систем Повышение эффективности производства изопропилбензола за счёт нового катализатора, производительность по кумолу 100500 т/год
Повышение эффективности производства изопропилбензола за счёт нового катализатора, производительность по кумолу 100500 т/год Периодический закон и периодическая система химических элементов Д.И. Менделеева
Периодический закон и периодическая система химических элементов Д.И. Менделеева Подгруппа углерода
Подгруппа углерода Комплексонометрлік титрлеу
Комплексонометрлік титрлеу