- Технологии повышения конструкционной прочности сталей

Содержание
- 2. Введение Необходимым условием создания качественных конструкций при экономном использовании материала является учет дополнительных критериев, влияющих на
- 4. Содержание атомов примесей (S+P+H+O+N) в сталях, полученных различными способами производства
- 5. Неметаллическое включение
- 6. Влияние содержания серы на работу разрушения
- 7. Технологии производства чистых сталей Внепечная обработка жидкой стали - вакуумирование жидкой стали - обработка жидкой стали
- 8. Вакуумирование жидкой стали
- 9. Электрошлаковый переплав
- 10. Содержание примесей ppm после вторичного рафинирования стали
- 11. Микролегированные стали Микролегированием стали называется введение в состав различных веществ, остаточное содержание которых в сплаве не
- 12. Карбиды в легированной стали
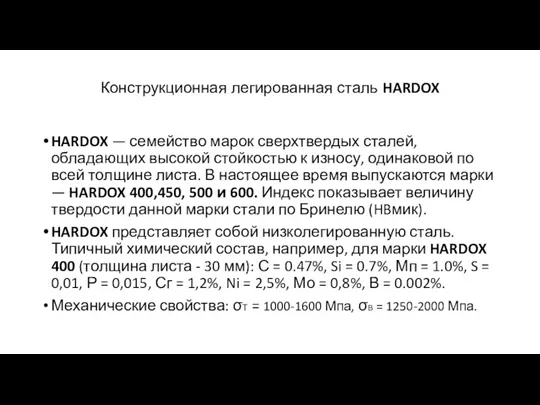
- 13. Конструкционная легированная сталь HARDOX HARDOX — семейство марок сверхтвердых сталей, обладающих высокой стойкостью к износу, одинаковой
- 14. Влияние микролегирования на прочность стали
- 15. Хромо-никелевые стали (диаграмма Шефлера)
- 16. Примеры марок хромоникелевых сталей
- 17. Азотистые легированные стали Стали, легированные азотом, принято подразделять на две категории: стали с содержанием азота ниже
- 18. Микроструктура аустенитной азотистой стали 04Х20Н5Г11АМ2БФ
- 19. Термическая обработка стали Термической обработкой называется совокупность операций нагрева, выдержки и охлаждения сталей с целью получения
- 20. Технологический режим термической обработки
- 21. Схема превращения перлита в аустенит при нагреве Превращение перлита в аустенит состоит из двух параллельно идущих
- 22. Диаграмма превращения перлита в аустенит при нагреве
- 23. Схема диаграммы изотермического превращения аустенита при охлаждении (TTT diagram)
- 24. Перлитное превращение Для перлитного превращения характерно одновременное формирование смеси чередующихся пластин феррита и цементита — перлитной
- 25. Пластинчатый перлит. Межпластинчатое расстояние S = 0,35 мкм. Твердость ≈ 200НВ
- 26. Сорбит Межпластинчатое расстояние S = 0,15 мкм. Твердость ≈ 250НВ
- 27. Троостит Межпластинчатое расстояние S = 0,07 мкм. Твердость ≈ 300НВ
- 28. Мартенситное превращение Можно выделить несколько особенностей механизма мартенситного превращения. Во-первых, происходит сдвиговое превращение решетки, при котором
- 29. Схема мартенситного превращения
- 30. Мартенсит Твердость ≈ 600НВ
- 31. Бейнитное превращение Механизм бейнитного превращения имеет как черты мартенситного, так и перлитного. Поэтому его часто называют
- 32. Нижний бейнит. Твердость ≈ 400НВ
- 33. Термокинетические диаграммы превращения аустенита
- 34. Модель реальной структуры
- 35. Превращение мартенсита при нагреве Структура закаленной стали метастабильна. При нагреве после закалки вследствие увеличивающейся подвижности атомов
- 36. Структурные превращения мартенсита при нагреве
- 37. Мартенсит отпуска
- 38. Троостит отпуска
- 40. Скачать презентацию
Введение
Необходимым условием создания качественных конструкций при экономном использовании материала является учет
Введение
Необходимым условием создания качественных конструкций при экономном использовании материала является учет
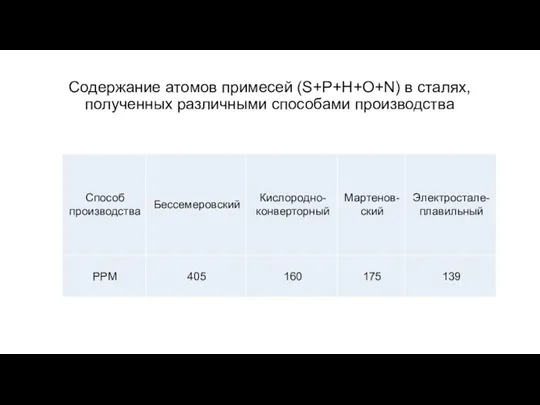
Содержание атомов примесей (S+P+H+O+N) в сталях, полученных различными способами производства
Содержание атомов примесей (S+P+H+O+N) в сталях, полученных различными способами производства

Неметаллическое включение
Неметаллическое включение
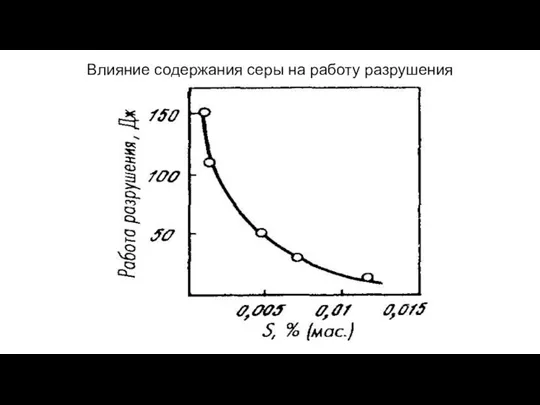
Влияние содержания серы на работу разрушения
Влияние содержания серы на работу разрушения
Технологии производства чистых сталей
Внепечная обработка жидкой стали
- вакуумирование жидкой стали
Технологии производства чистых сталей
Внепечная обработка жидкой стали
- вакуумирование жидкой стали

Вакуумирование жидкой стали
Вакуумирование жидкой стали
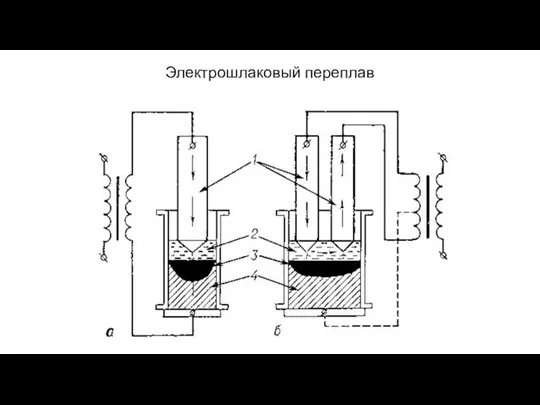
Электрошлаковый переплав
Электрошлаковый переплав
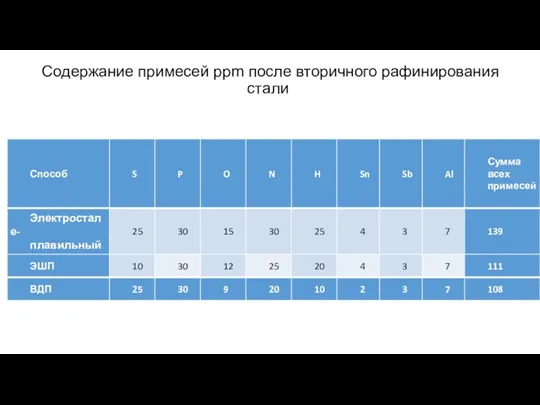
Содержание примесей ppm после вторичного рафинирования стали
Содержание примесей ppm после вторичного рафинирования стали
Микролегированные стали
Микролегированием стали называется введение в состав различных веществ, остаточное
Микролегированные стали
Микролегированием стали называется введение в состав различных веществ, остаточное
Карбиды в легированной стали
Карбиды в легированной стали
Конструкционная легированная сталь HARDOX
HARDOX — семейство марок сверхтвердых сталей, обладающих высокой
Конструкционная легированная сталь HARDOX
HARDOX — семейство марок сверхтвердых сталей, обладающих высокой
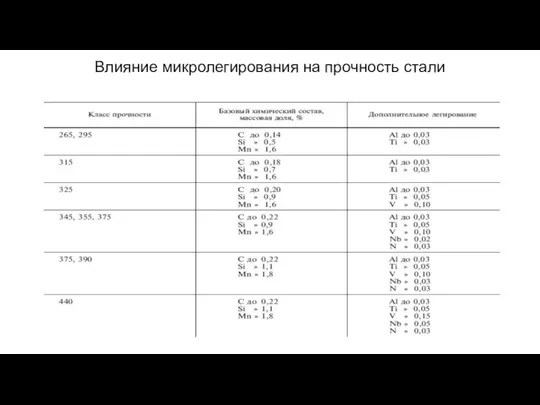
Влияние микролегирования на прочность стали
Влияние микролегирования на прочность стали
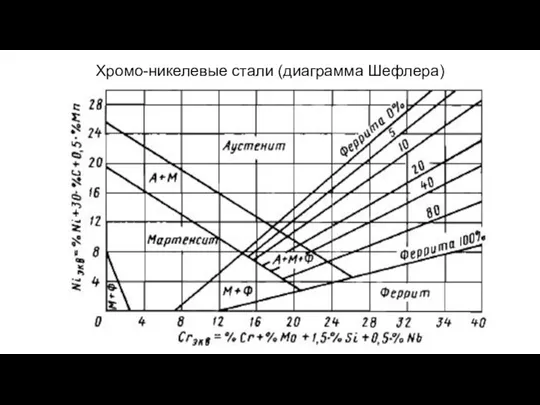
Хромо-никелевые стали (диаграмма Шефлера)
Хромо-никелевые стали (диаграмма Шефлера)
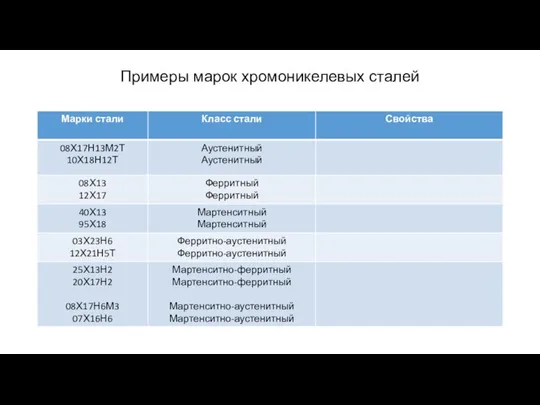
Примеры марок хромоникелевых сталей
Примеры марок хромоникелевых сталей
Азотистые легированные стали
Стали, легированные азотом, принято подразделять на две категории: стали
Азотистые легированные стали
Стали, легированные азотом, принято подразделять на две категории: стали

Микроструктура аустенитной азотистой стали 04Х20Н5Г11АМ2БФ
Микроструктура аустенитной азотистой стали 04Х20Н5Г11АМ2БФ
Термическая обработка стали
Термической обработкой называется совокупность операций нагрева, выдержки и охлаждения
Термическая обработка стали
Термической обработкой называется совокупность операций нагрева, выдержки и охлаждения
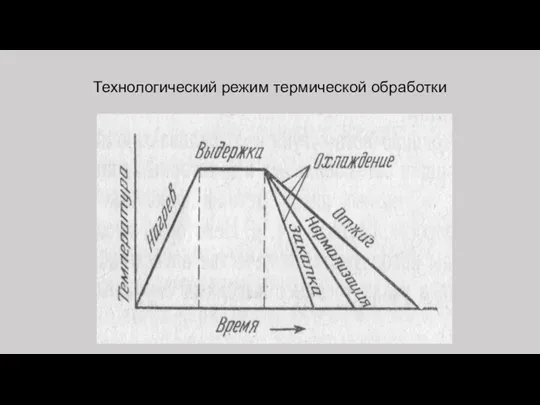
Технологический режим термической обработки
Технологический режим термической обработки
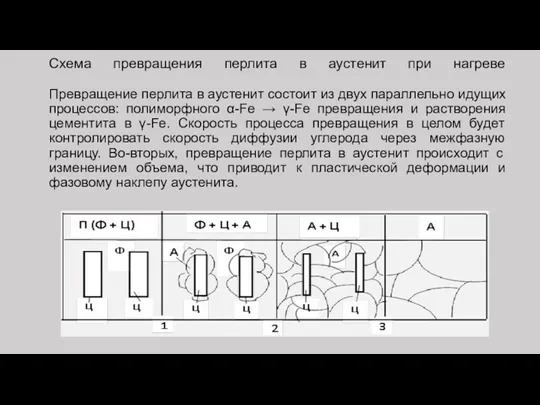
Схема превращения перлита в аустенит при нагреве
Превращение перлита в аустенит состоит
Схема превращения перлита в аустенит при нагреве Превращение перлита в аустенит состоит
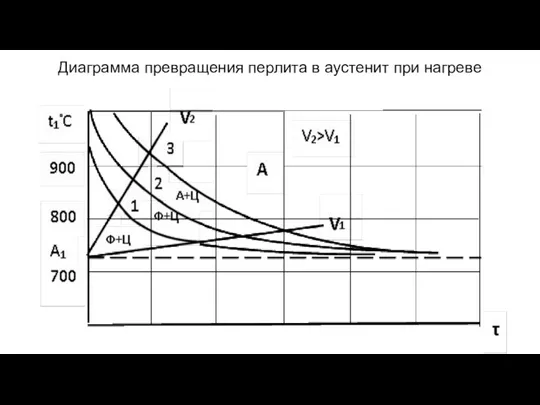
Диаграмма превращения перлита в аустенит при нагреве
Диаграмма превращения перлита в аустенит при нагреве
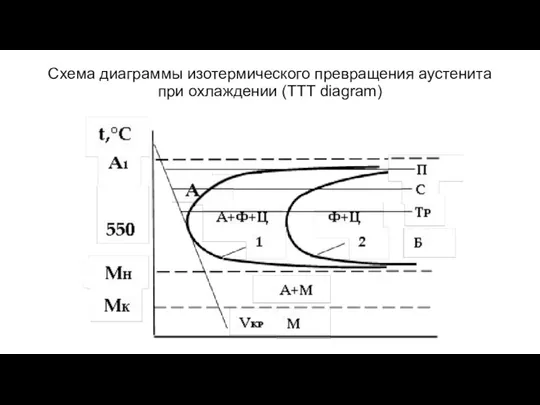
Схема диаграммы изотермического превращения аустенита при охлаждении (TTT diagram)
Схема диаграммы изотермического превращения аустенита при охлаждении (TTT diagram)
Перлитное превращение
Для перлитного превращения характерно одновременное формирование смеси чередующихся пластин феррита
Перлитное превращение
Для перлитного превращения характерно одновременное формирование смеси чередующихся пластин феррита
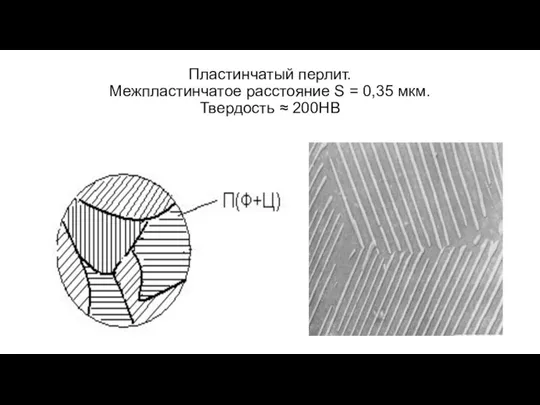
Пластинчатый перлит.
Межпластинчатое расстояние S = 0,35 мкм.
Твердость ≈ 200НВ
Пластинчатый перлит.
Межпластинчатое расстояние S = 0,35 мкм.
Твердость ≈ 200НВ

Сорбит
Межпластинчатое расстояние S = 0,15 мкм.
Твердость ≈ 250НВ
Сорбит
Межпластинчатое расстояние S = 0,15 мкм.
Твердость ≈ 250НВ
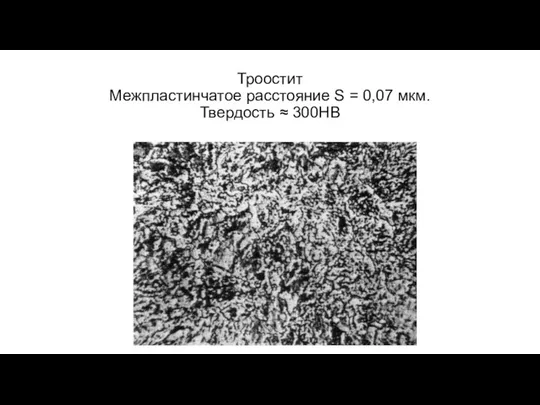
Троостит
Межпластинчатое расстояние S = 0,07 мкм.
Твердость ≈ 300НВ
Троостит
Межпластинчатое расстояние S = 0,07 мкм.
Твердость ≈ 300НВ
Мартенситное превращение
Можно выделить несколько особенностей механизма мартенситного превращения.
Во-первых, происходит
Мартенситное превращение
Можно выделить несколько особенностей механизма мартенситного превращения.
Во-первых, происходит
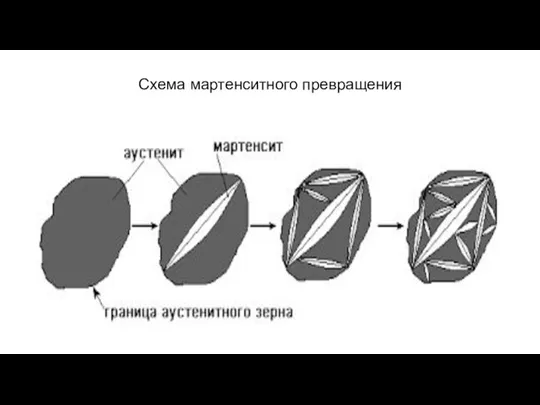
Схема мартенситного превращения
Схема мартенситного превращения
Мартенсит
Твердость ≈ 600НВ
Мартенсит
Твердость ≈ 600НВ
Бейнитное превращение
Механизм бейнитного превращения имеет как черты мартенситного, так и
Бейнитное превращение
Механизм бейнитного превращения имеет как черты мартенситного, так и

Нижний бейнит. Твердость ≈ 400НВ
Нижний бейнит. Твердость ≈ 400НВ
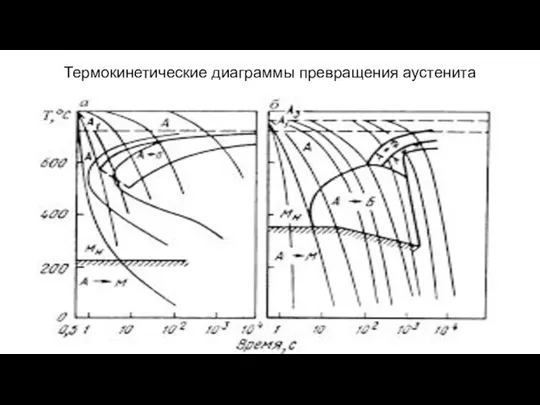
Термокинетические диаграммы превращения аустенита
Термокинетические диаграммы превращения аустенита
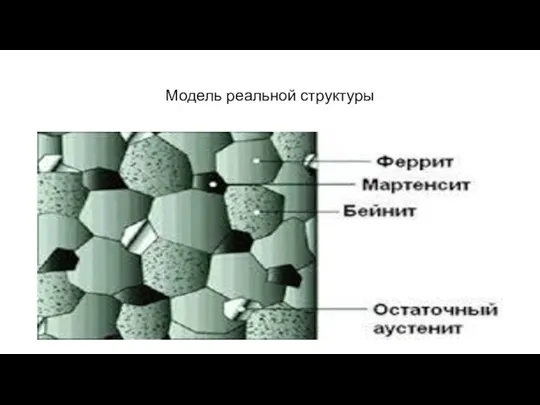
Модель реальной структуры
Модель реальной структуры
Превращение мартенсита при нагреве
Структура закаленной стали метастабильна. При нагреве после
Превращение мартенсита при нагреве
Структура закаленной стали метастабильна. При нагреве после

Структурные превращения мартенсита при нагреве
Структурные превращения мартенсита при нагреве

Мартенсит отпуска
Мартенсит отпуска

Троостит отпуска
Троостит отпуска
 Кластер Химические реакции
Кластер Химические реакции Петрография
Петрография Класифікація дисперсних систем харчових продуктів. Характеристика колоїдних систем
Класифікація дисперсних систем харчових продуктів. Характеристика колоїдних систем Поликонденсация. Фенолформальдегидные смолы
Поликонденсация. Фенолформальдегидные смолы Характеристика металу Ферум
Характеристика металу Ферум Художественная обработка камня
Художественная обработка камня Природный газ
Природный газ Алкени i Алкіни. Загальна та молекулярні формули, структурна ізомерія, систематична номенклатура
Алкени i Алкіни. Загальна та молекулярні формули, структурна ізомерія, систематична номенклатура Тұндыру әдістері
Тұндыру әдістері Чистые вещества и смеси. Способы разделения смесей
Чистые вещества и смеси. Способы разделения смесей Классификации, номенклатура, строение и свойства органических соединений
Классификации, номенклатура, строение и свойства органических соединений Коррозия металлов
Коррозия металлов Химический состав клетки. Вода
Химический состав клетки. Вода Алюминий IIIА топ элементі
Алюминий IIIА топ элементі 20231002_ammiak
20231002_ammiak Етери та естери
Етери та естери Карбонаты и гидрокарбонаты. Тест – экспресс
Карбонаты и гидрокарбонаты. Тест – экспресс Алкины. Гомологический ряд
Алкины. Гомологический ряд Понятие биогенности химических элементов
Понятие биогенности химических элементов Вивчення властивостей полімерів і синтетичних волокон. Лабораторна робота
Вивчення властивостей полімерів і синтетичних волокон. Лабораторна робота Химическое равновесие. Принцип Ле Шателье
Химическое равновесие. Принцип Ле Шателье Эндогенная серия. Альбитит-грейзеновая группа
Эндогенная серия. Альбитит-грейзеновая группа Приборы и методы исследования в химической технологии
Приборы и методы исследования в химической технологии Физические и химические явления
Физические и химические явления Хроматографические методы анализа
Хроматографические методы анализа ГИА. Вопрос А9. Химические свойства простых веществ: металлов и неметаллов
ГИА. Вопрос А9. Химические свойства простых веществ: металлов и неметаллов Химический элемент. Неон
Химический элемент. Неон Органическая химия – химия соединений углерода
Органическая химия – химия соединений углерода