- Оптимизация операций и переходов. Тема 4

Содержание
- 2. Введение в CAM системы Под термином Computer-aided manufacturing (CAM) понимают как программы, используемые технологами для подготовки
- 3. Основными направлениями модернизации можно отметить следующие: Высокоскоростная обработка и методы оптимизации траекторий. Пятиосевая обработка. Распознавание и
- 4. Основные CAM-системы, которые используются на российских предприятиях ● PowerMill. Разработчик – компания Delcam. Преимущества: 2,3 и
- 5. Модули NX NX Turning Add-on NX 5 Axis Machining NX CMM Inspection Programming NX Wire EDM
- 6. Общий подход к созданию программ для станков с ЧПУ при помощи CAM систем Традиционная последовательность действий,
- 8. Шаги при производстве детали на станке с CNC: Формирование трехмерной модели изделия по чертежу или эскизу.
- 9. Алгоритм разработки УП
- 10. Выбора окружения обработки (инициализации) выбор объектов, которые необходимы для данного вида обработки Анализ геометрии. На этом
- 11. Генерирование траекторий Вынесено в отдельный этап, причем оно может осуществляться сразу для группы операций. Проверка траекторий
- 12. Стратегии черной токарной обработки
- 13. Схема «петля» характеризуется тем, что по окончании рабочего хода инструмент отводится на небольшое расстояние (около 0,5
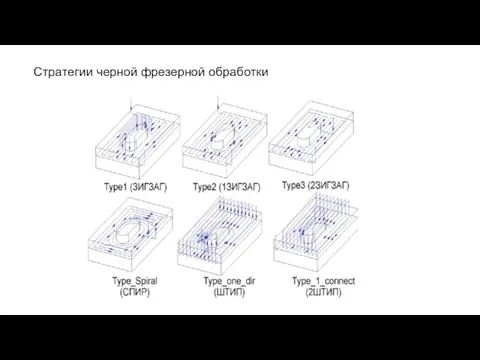
- 14. Стратегии черной фрезерной обработки
- 15. TYPE_1 – инструмент последовательно выбирает массив. Встречая острова, он поднимается в плоскость отвода. TYPE_2 – инструмент
- 16. Формирование макронеровностей при черновом фрезеровании
- 17. Сравнение методов. Зигзаг Зигзагообразный метод является в настоящее время наиболее распространенным, хотя и обладает определенными недостатками.
- 18. Сравнение методов. Спираль Спиралевидная схема выгодно отличается от зигзагообразной более плавным характером обработки. Она обеспечивает неизменный
- 19. Сравнение методов. Ш-образный Выдержать одинаковый характер фрезерования можно также с помощью схемы Ш-образного типа. При этой
- 20. Чистовая При чистовой обработке применяются стратегии с резанием вдоль макронеровностей, оставшихся после черновой обработки, поперек, под
- 22. Скачать презентацию
Введение в CAM системы
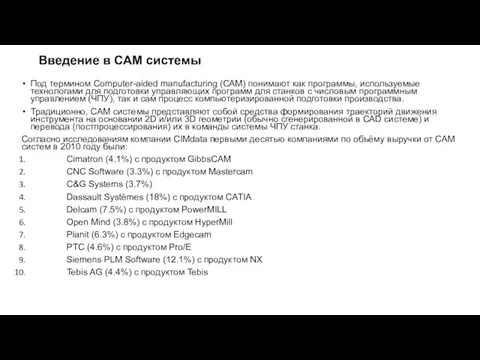
Под термином Computer-aided manufacturing (CAM) понимают как программы,
Введение в CAM системы
Под термином Computer-aided manufacturing (CAM) понимают как программы,
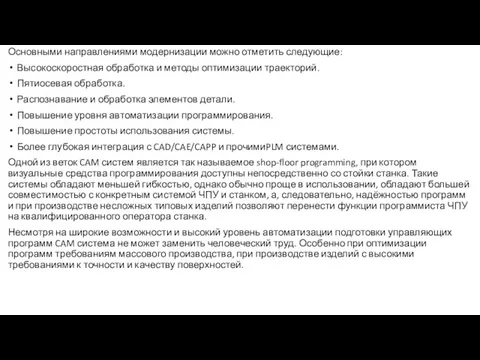
Основными направлениями модернизации можно отметить следующие:
Высокоскоростная обработка и методы оптимизации траекторий.
Пятиосевая
Основными направлениями модернизации можно отметить следующие:
Высокоскоростная обработка и методы оптимизации траекторий.
Пятиосевая
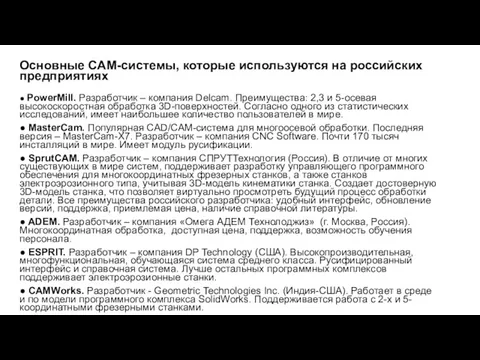
Основные CAM-системы, которые используются на российских предприятиях
● PowerMill. Разработчик – компания Delcam. Преимущества:
● PowerMill. Разработчик – компания Delcam. Преимущества:

Модули NX
NX Turning Add-on
NX 5 Axis Machining
NX CMM Inspection
Модули NX
NX Turning Add-on
NX 5 Axis Machining
NX CMM Inspection
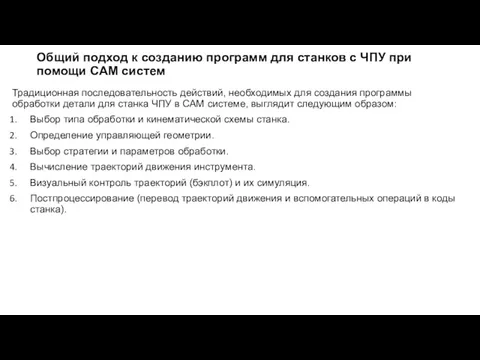
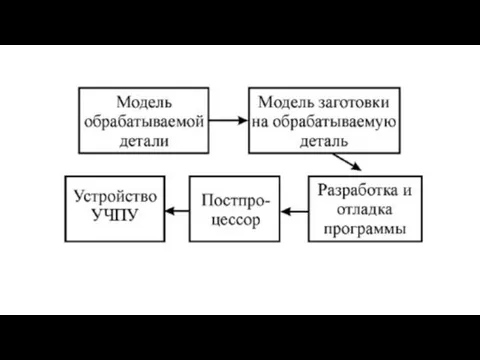
Общий подход к созданию программ для станков с ЧПУ при помощи
Общий подход к созданию программ для станков с ЧПУ при помощи
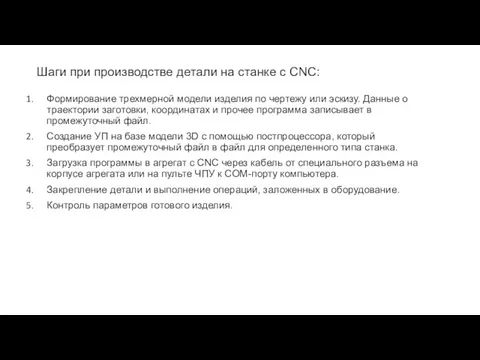
Шаги при производстве детали на станке с CNC:
Формирование трехмерной модели изделия
Шаги при производстве детали на станке с CNC:
Формирование трехмерной модели изделия
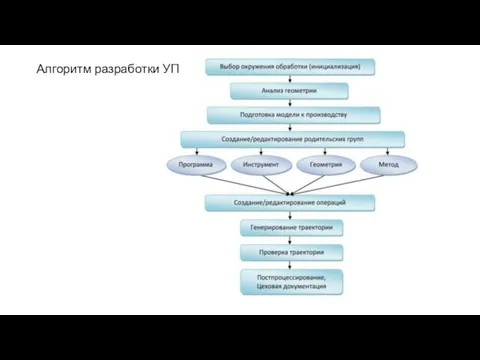
Алгоритм разработки УП
Алгоритм разработки УП
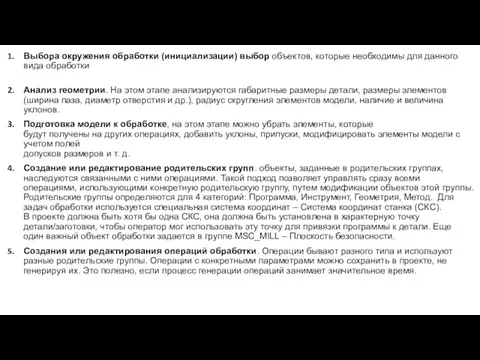
Выбора окружения обработки (инициализации) выбор объектов, которые необходимы для данного вида
Выбора окружения обработки (инициализации) выбор объектов, которые необходимы для данного вида
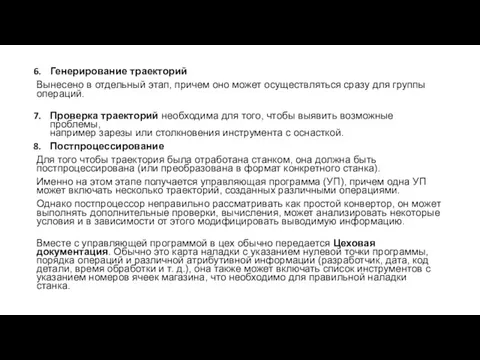
Генерирование траекторий
Вынесено в отдельный этап, причем оно может осуществляться сразу
Генерирование траекторий
Вынесено в отдельный этап, причем оно может осуществляться сразу
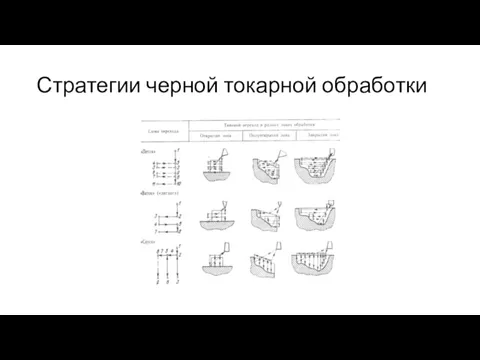
Стратегии черной токарной обработки
Стратегии черной токарной обработки
Схема «петля» характеризуется тем, что по окончании рабочего хода инструмент отводится
Схема «петля» характеризуется тем, что по окончании рабочего хода инструмент отводится
Стратегии черной фрезерной обработки
Стратегии черной фрезерной обработки
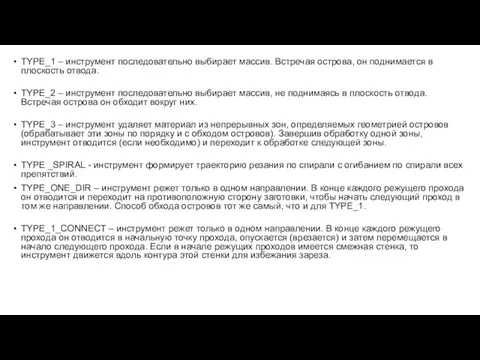
TYPE_1 – инструмент последовательно выбирает массив. Встречая острова, он поднимается в
TYPE_1 – инструмент последовательно выбирает массив. Встречая острова, он поднимается в
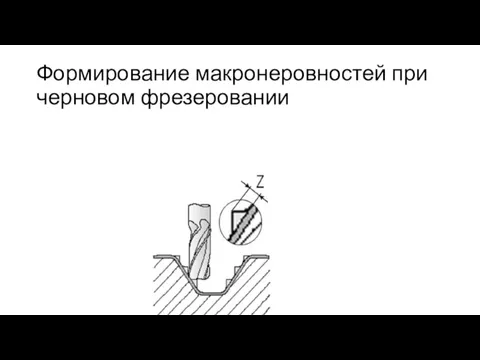
Формирование макронеровностей при черновом фрезеровании
Формирование макронеровностей при черновом фрезеровании
Сравнение методов. Зигзаг
Зигзагообразный метод является в настоящее время наиболее распространенным, хотя
Сравнение методов. Зигзаг
Зигзагообразный метод является в настоящее время наиболее распространенным, хотя
Сравнение методов. Спираль
Спиралевидная схема выгодно отличается от зигзагообразной более плавным
характером обработки.
Сравнение методов. Спираль
Спиралевидная схема выгодно отличается от зигзагообразной более плавным характером обработки.
Сравнение методов. Ш-образный
Выдержать одинаковый характер фрезерования можно также с помощью схемы
Ш-образного
Сравнение методов. Ш-образный
Выдержать одинаковый характер фрезерования можно также с помощью схемы Ш-образного
Чистовая
При чистовой обработке применяются стратегии с резанием вдоль макронеровностей, оставшихся после
Чистовая
При чистовой обработке применяются стратегии с резанием вдоль макронеровностей, оставшихся после
 Презентация к уроку Кодирование текстовой информации
Презентация к уроку Кодирование текстовой информации Standard COBIT (Control Objectives for Information and Related Technology)
Standard COBIT (Control Objectives for Information and Related Technology) Основные требования к информационной безопасности предприятия. Лекция 3
Основные требования к информационной безопасности предприятия. Лекция 3 Создание итоговых запросов
Создание итоговых запросов Информационное обеспечение ЭИС
Информационное обеспечение ЭИС Заливка цветом. Другие операции
Заливка цветом. Другие операции Технологии доступа к данным в среде Visual Studio 2010 (Лекция 18)
Технологии доступа к данным в среде Visual Studio 2010 (Лекция 18) G2A
G2A Переменные и типы данных в C#. (Модуль 2)
Переменные и типы данных в C#. (Модуль 2) Ппрограммное обеспечение KoBo Toolbox
Ппрограммное обеспечение KoBo Toolbox Структури й обєднання (тема 10)
Структури й обєднання (тема 10) Методы поиска экстремума
Методы поиска экстремума Презентация к урокуАлгоритм.Свойства алгоритмов
Презентация к урокуАлгоритм.Свойства алгоритмов AES стандарты. Rijndael алгоритмдер. (Дәріс 5)
AES стандарты. Rijndael алгоритмдер. (Дәріс 5) Разработка программного обеспечения на примере отечественного производителя Эльбрус
Разработка программного обеспечения на примере отечественного производителя Эльбрус Принципы построения распределенных баз данных
Принципы построения распределенных баз данных Информационные ресурсы и сервисы Интернета
Информационные ресурсы и сервисы Интернета Создание видеозаписи выступления
Создание видеозаписи выступления Travel-блоги известных путешественников для вдохновения
Travel-блоги известных путешественников для вдохновения КМиСЗИ. Криптография
КМиСЗИ. Криптография Большие данные в контексте цифровизации образования от понятия к технологиям обработки
Большие данные в контексте цифровизации образования от понятия к технологиям обработки Основні поняття позиційної і непозиційної системи числення
Основні поняття позиційної і непозиційної системи числення Windows Movie Maker
Windows Movie Maker Помехоустойчивое кодирование сообщений
Помехоустойчивое кодирование сообщений Императивное (процедурное) программирование
Императивное (процедурное) программирование Компьютерная графика
Компьютерная графика Основы разработки управляющих программ для станков с ЧПУ (ручное программирование, среда Siemens NX)
Основы разработки управляющих программ для станков с ЧПУ (ручное программирование, среда Siemens NX) Компьютерные изображения
Компьютерные изображения