- Решение для управления данными Ideal Industrial Package

Содержание
- 2. Содержание Общие сведения Жизненный цикл Группы и роли Процессы согласования КПП Модель данных Ограничение применимости ТПП
- 3. Общие сведения Общие сведения…
- 4. Жизненный цикл Нет статуса Объект (новая ревизия объекта) только что создан и находится в разработке Отклонено
- 5. Группы и роли Группы доступа Определяют права доступа к информации Обозначены аббревиатурой соответствующей функциональной деятельности: CAE
- 6. Типовой процесс «Выпуск разработки (30)» Начало Сбор и проверка объектов: тип объектов, статус блокировки, статус ЖЦ
- 7. Типовой процесс «WF-Подготовка производства завершена (60)» Начало Сбор и проверка объектов: тип объектов, статус блокировки, статус
- 8. КПП «Что» делаем…
- 9. Модель данных Сборка Сборка Сборка Деталь Деталь (ревизия 2) Деталь Деталь Чертеж (ревизия 1) UGMASTER DRW
- 10. Сбор объектов при старте WF Деталь (ревизия 0) Чертеж (ревизия 0) UGMASTER DRW Документ (ревизия 0)
- 11. Сбор объектов при старте WF Деталь (ревизия 0) Чертеж (ревизия 0) UGMASTER DRW Документ (ревизия 0)
- 12. Управление конфигурацией Как управлять конфигурациями?
- 13. Зачем управлять конфигурацией? Управление конфигурацией Работа со спецификаций и ЭСИ по «последней версии» не решает проблему
- 14. Базовое состояние Базовое состояние (БС) Следует использовать для фиксации промежуточных вариантов разработки (не прошедших формальной процедуры
- 15. Снимок структуры Снимок структуры Следует использовать для фиксации состояния выпущенных неточных структур (например, чтобы зафиксировать состав
- 16. ТПП «Как» делаем…
- 17. Объекты ТПП Типы объектов, с которыми предстоит работать WP (work package) Контекст взаимодействия EBOM (engineering bill
- 18. Объекты ТПП EBOM Конструкторская структура со всем многообразием вариантов, ревизий, ограничений применимости Задача технолога определить, с
- 19. Объекты ТПП MBOM Технологическая структура ориентирована на запросы производства: Может отражать последовательность сборки (с точки зрения
- 20. Объекты ТПП BOP (1 из 3) Структура процессов позволяет оптимизировать процесс сборки: Определить зависимости между процессами
- 21. Объекты ТПП BOP (2 из 3)
- 22. Объекты ТПП BOP (3 из 3)
- 23. Объекты ТПП BOE и ГрОб BOE – физическое размещение. Меняется редко (покупка или вывод станка, изменение
- 24. Объекты ТПП ГрРе ГрРе – группировка ресурсов для удобства разработки и планирования Технологу необходимо работать с
- 25. Объекты ТПП Контекст взаимодействия Работаем только с утвержденной EBOM. Минимум 30 При разработке MBOM необходимо «видеть»
- 26. Обзор процесса ТПП Новая разработка или ревизия Работа с BOM Работа с BOP Работа с BOE
- 27. MBOM EBOM MBOM Пример 1 – Винты
- 28. MBOM Пример 2 – Материалы EBOM MBOM
- 29. MBOM Пример 3 – Покупные сборки EBOM MBOM
- 30. MBOM Пример 4 – Последовательность сборки Узел в конструкторской структуре Узел в технологической структуре Тормозная система
- 31. MBOM Пример 5 – Полуфабрикаты и технологические детали Узел в конструкторской структуре Узел в технологической структуре
- 32. EBOM – MBOM – BOP
- 33. PERT и Гант диаграммы
- 34. Анализ времени
- 35. Примеры категорий времени
- 36. Продукция с вариантами “Любительская” 12V NiCd Одно направление вращения Нет контроля крутящего момента Нет контроля скорости
- 37. Продукция с вариантами Вариативная 150% EBOM Вариативная 150% MBOM V V Вариативная 150% BOP ~250 (Заглушка
- 38. Продукция с вариантами Неэффективно создавать под каждый вариант отдельную EBOM, MBOM, BOP Вариативная 150% EBOM V
- 39. Соответствие операций и ЧПУ программ NX Fixture Machine Tool Cutting Tool (A) Cutting Tool (B) Workpiece
- 40. Управление изменениями Управление изменениями
- 41. Процесс изменений Зарегистрировать проблему или причину изменения У любого изменения всегда есть причина (отправная точка) Звонок
- 42. Объект изменений Заказ на инжиниринг Создать ЗИ Принять решение Выпустить ИИ Создать ЗИ может любой пользователь
- 43. Процесс изменений Создать запрос* По процессу допускается запускать только ревизию Заказа на инжиниринг В первой задаче
- 44. Планирование производства Планирование производства
- 45. Потоки данных между системами
- 46. Источники (И) и потребители (П) данных
- 48. Скачать презентацию
 Statistics toolbox
Statistics toolbox Механизмы синхронизации. (Тема 10)
Механизмы синхронизации. (Тема 10) Инфографика в социологии
Инфографика в социологии Разработка игры в жанре Zombie - shooter на движке Unity
Разработка игры в жанре Zombie - shooter на движке Unity Графический исполнитель Муравей и компания
Графический исполнитель Муравей и компания Создание документов в текстовом редакторе. 7 класс
Создание документов в текстовом редакторе. 7 класс Условия выбора и простые логические выражения
Условия выбора и простые логические выражения Интерактивный плакат на тему: Формы представления информации Диск
Интерактивный плакат на тему: Формы представления информации Диск Содержание и объем понятия
Содержание и объем понятия Виды научных публикаций
Виды научных публикаций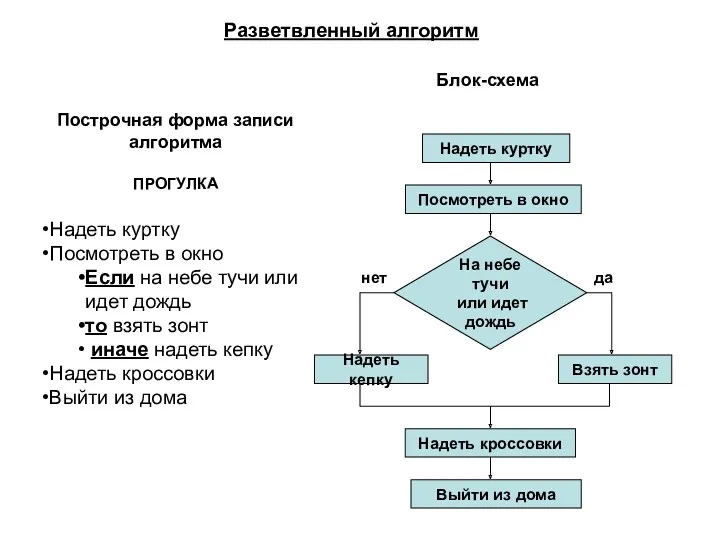 Презентация Разветвлённый алгоритм
Презентация Разветвлённый алгоритм Основные понятия и определения информатики. Часть 3
Основные понятия и определения информатики. Часть 3 Информация и компьютерные сети в индустрии туризма
Информация и компьютерные сети в индустрии туризма Безопасность детей в киберпространстве
Безопасность детей в киберпространстве Создание контента публикации
Создание контента публикации Электронная почта. Сетевое коллективное взаимодействие. Сетевой этикет. Коммуникационные технологии
Электронная почта. Сетевое коллективное взаимодействие. Сетевой этикет. Коммуникационные технологии Мертвые языки программирования. (лабораторная работа 9)
Мертвые языки программирования. (лабораторная работа 9) Microsoft Excel
Microsoft Excel Snort. Система обнаружения атак
Snort. Система обнаружения атак Разработка информационной системы для повышения квалификации работников образования по информационным технологиям
Разработка информационной системы для повышения квалификации работников образования по информационным технологиям Риски и угрозы современной интернет-среды и их профилактика среди несовершеннолетних
Риски и угрозы современной интернет-среды и их профилактика среди несовершеннолетних Таблиця маршрутизації
Таблиця маршрутизації Текстовий процесор
Текстовий процесор Advanced Fuzzing with Peach 2
Advanced Fuzzing with Peach 2 Использование Интернет-ресурсов на уроках английского языка
Использование Интернет-ресурсов на уроках английского языка Основы С#. Платформа Microsoft.NET. Основные понятия. Пространство имен. (Лекция 1)
Основы С#. Платформа Microsoft.NET. Основные понятия. Пространство имен. (Лекция 1) Преобразование информации путем логических рассуждений. 5 класс
Преобразование информации путем логических рассуждений. 5 класс Сортировка массивов
Сортировка массивов