- Технологические особенности обработки деталей на оборудовании с ЧПУ

Содержание
- 2. План Повышение эффективности – актуальная задача Объективные предпосылки Методы анализа эффективности Возможности для бизнеса Необходимые ресурсы
- 3. Производительность труда на российских предприятиях «отстаёт» от «мирового уровня» Большие потери времени на переналадку оборудования Применяемые
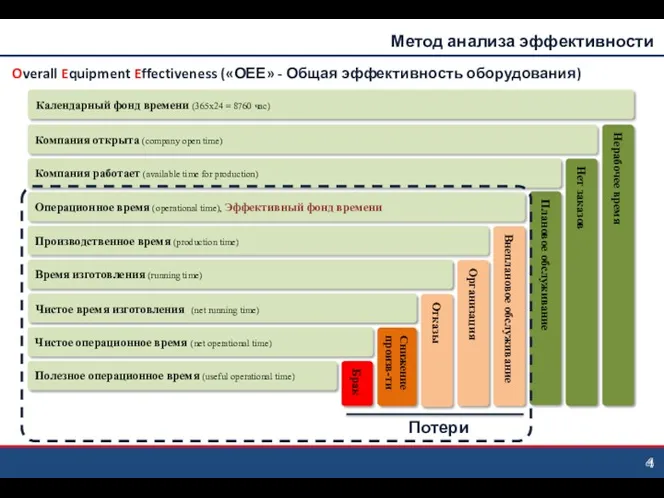
- 4. Метод анализа эффективности Overall Equipment Effectiveness («ОЕЕ» - Общая эффективность оборудования)
- 5. Качество = Тгодн / Тнорм Готовность = Тфакт / Тплан Производительность = Тнорм / Тфакт OEE
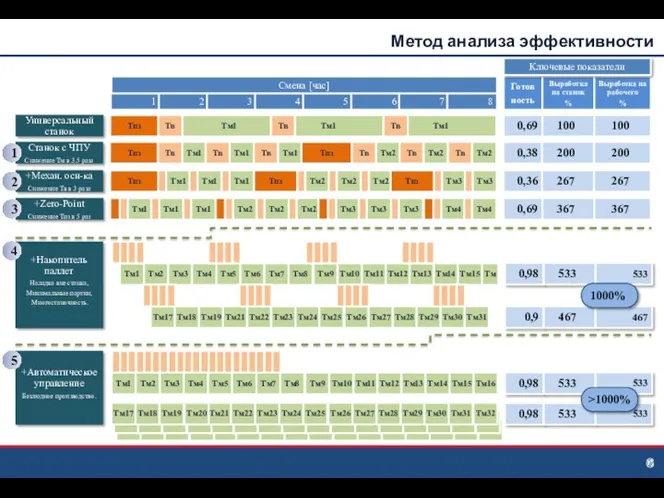
- 6. 1 2 3 4 5 Метод анализа эффективности
- 7. Технологическая система Определение по ГОСТ 27.004-85: «Совокупность функционально взаимосвязанных средств технологического оснащения, предметов производства и исполнителей
- 8. «ТС» - обобщает «точки зрения» на техпроцессы Выявляет ограничения техпроцессов (результаты - в рамках свойств ТС)
- 9. Простая размерная цепь Необходимо контролировать фактические размеры в процессе обработки и корректировать положение инструмента (реализовать технологическую
- 10. Параметры «Ср», «Cpk» Цель участников производственного процесса – поддерживать «Cpk» на уровне «Cp» Физический смысл параметра
- 11. Технологическая система «СПИД» Пооперационная обработка Обратная связь. Совмещение баз ТС работает! Обратная связь выполняется наладчиком Удовлетворительные
- 12. Технологическая система «СПИД+» Совмещение операций на станке типа ОЦ Т1 Т2 Т3 ТС не работает!? Оператор
- 13. Задачи для современной ТС: Обеспечить соответствие уровней развития элементов ТС (обновить состав ТС) Уменьшить влияние элементов
- 14. Модификация размерной цепи Технологическая размерная цепь: Предназначена для автоматического управления размерами детали при обработке на станках
- 15. 1.Тестовый проход чистовым инструментом (условия обработки совпадают с финишным проходом) 3.Финишный проход Управление размерами детали Автоматическая
- 16. Технология «Управление размерами» Обработка результатов измерений Наглядное представление результатов измерений облегчает поиск ошибок (2 технологические ошибки)
- 17. Немного о грустном Применение стандартных измерительных циклов Управление размерами (адаптивная обработка) давно реализована производителями станков Отставание
- 18. Закрепление детали не мешает обработке (технологическая база) Унификация приспособлений. Форма детали не имеет значения Не требуется
- 19. Оправдано, когда требуется межоперационная обработка Закрепление детали не мешает обработке Унификация приспособлений. Форма детали не имеет
- 20. Заготовка с «буртиком» Примеры «правильных» техпроцессов К заготовке добавлен «технологический элемент» для жёсткости Применяется специальный метод
- 21. Заготовка с «ласт. хвостом» Примеры «правильных» техпроцессов Перемычки: общая площадь сечения 2 кв.мм Технические методы «Правильная»
- 22. Современная технологическая система Свойства современной ТС: Уровень точности изделий определяется оборудованием (размеры за 1 установ) Низкая
- 23. Предложить клиенту большую эффективность оборудования при поставках чем конкуренты: Высокая выработка на единицу оборудования - быстрая
- 25. Скачать презентацию
План
Повышение эффективности – актуальная задача
Объективные предпосылки
Методы анализа эффективности
Возможности для бизнеса
Необходимые ресурсы
«Технологическая
План
Повышение эффективности – актуальная задача
Объективные предпосылки
Методы анализа эффективности
Возможности для бизнеса
Необходимые ресурсы
«Технологическая
Производительность труда на российских предприятиях «отстаёт» от «мирового уровня»
Большие потери времени
Производительность труда на российских предприятиях «отстаёт» от «мирового уровня»
Большие потери времени
Метод анализа эффективности
Overall Equipment Effectiveness («ОЕЕ» - Общая эффективность оборудования)
Метод анализа эффективности
Overall Equipment Effectiveness («ОЕЕ» - Общая эффективность оборудования)
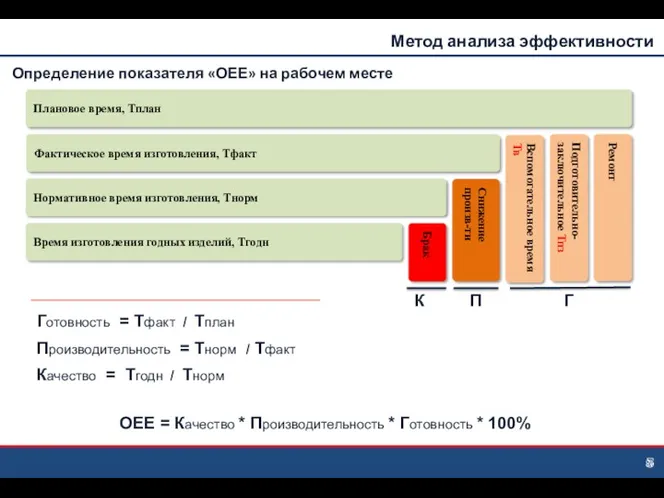
Качество = Тгодн / Тнорм
Готовность = Тфакт / Тплан
Производительность = Тнорм
Качество = Тгодн / Тнорм
Готовность = Тфакт / Тплан
Производительность = Тнорм
1
2
3
4
5
Метод анализа эффективности
1
2
3
4
5
Метод анализа эффективности
Технологическая система
Определение по ГОСТ 27.004-85:
«Совокупность функционально взаимосвязанных средств технологического оснащения, предметов
Технологическая система
Определение по ГОСТ 27.004-85:
«Совокупность функционально взаимосвязанных средств технологического оснащения, предметов
«ТС» - обобщает «точки зрения» на техпроцессы
Выявляет ограничения техпроцессов (результаты -
«ТС» - обобщает «точки зрения» на техпроцессы
Выявляет ограничения техпроцессов (результаты -
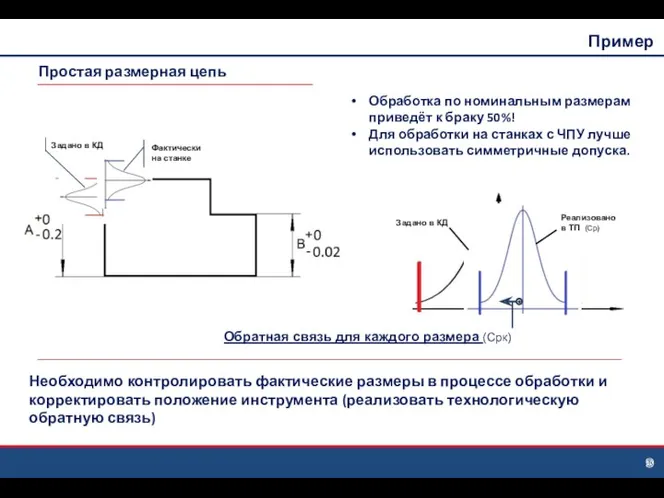
Простая размерная цепь
Необходимо контролировать фактические размеры в процессе обработки и корректировать
Простая размерная цепь
Необходимо контролировать фактические размеры в процессе обработки и корректировать
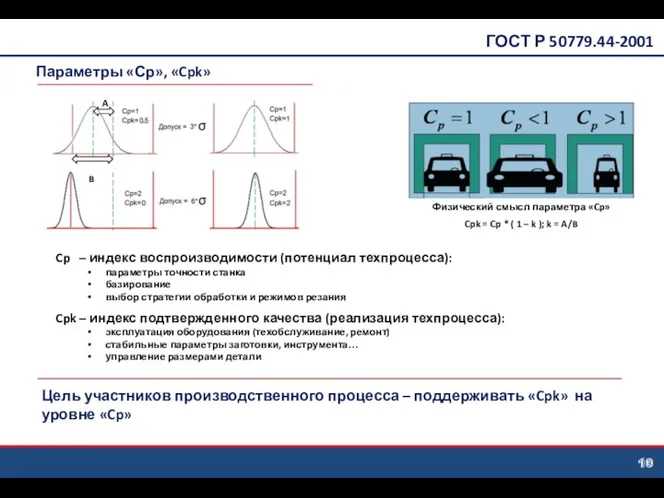
Параметры «Ср», «Cpk»
Цель участников производственного процесса – поддерживать «Cpk» на уровне
Параметры «Ср», «Cpk»
Цель участников производственного процесса – поддерживать «Cpk» на уровне
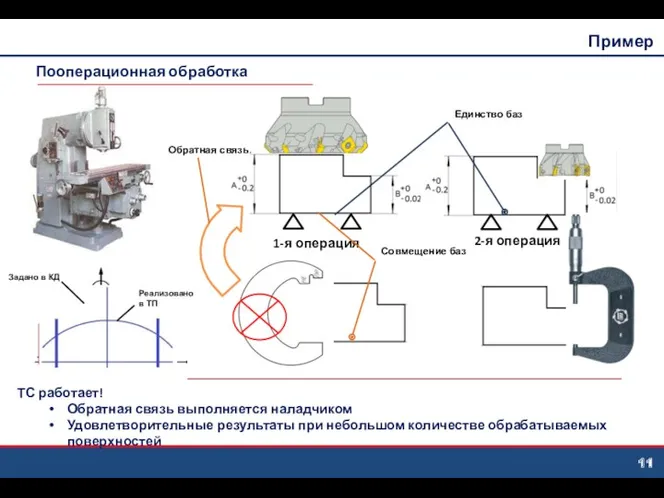
Технологическая система «СПИД»
Пооперационная обработка
Обратная связь.
Совмещение баз
ТС работает!
Обратная связь выполняется наладчиком
Удовлетворительные результаты
Технологическая система «СПИД»
Пооперационная обработка
Обратная связь.
Совмещение баз
ТС работает!
Обратная связь выполняется наладчиком
Удовлетворительные результаты
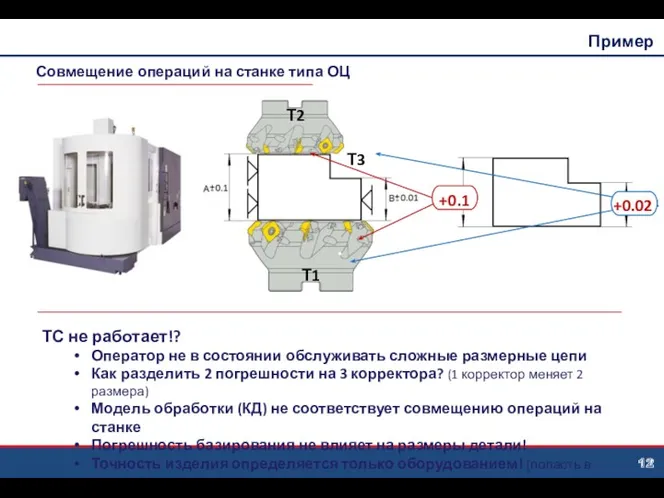
Технологическая система «СПИД+»
Совмещение операций на станке типа ОЦ
Т1
Т2
Т3
ТС не работает!?
Оператор не
Технологическая система «СПИД+»
Совмещение операций на станке типа ОЦ
Т1
Т2
Т3
ТС не работает!?
Оператор не
Задачи для современной ТС:
Обеспечить соответствие уровней развития элементов ТС (обновить состав
Задачи для современной ТС:
Обеспечить соответствие уровней развития элементов ТС (обновить состав
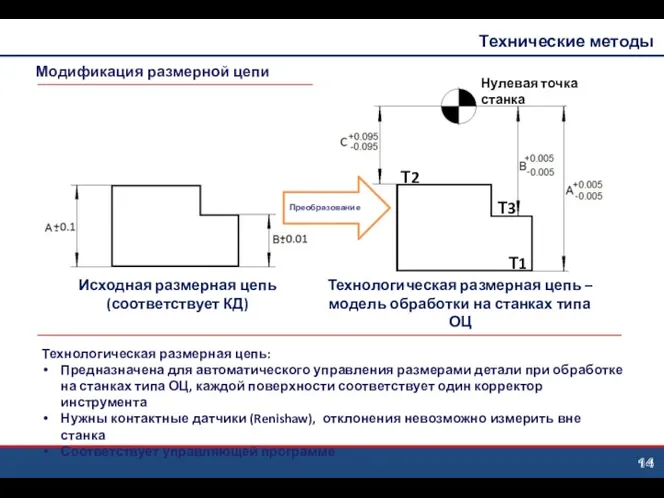
Модификация размерной цепи
Технологическая размерная цепь:
Предназначена для автоматического управления размерами детали
Модификация размерной цепи
Технологическая размерная цепь:
Предназначена для автоматического управления размерами детали

1.Тестовый проход чистовым инструментом
(условия обработки совпадают с финишным проходом)
3.Финишный проход
Управление размерами
1.Тестовый проход чистовым инструментом
(условия обработки совпадают с финишным проходом)
3.Финишный проход
Управление размерами

Технология «Управление размерами»
Обработка результатов измерений
Наглядное представление результатов измерений облегчает поиск ошибок
(2
Технология «Управление размерами»
Обработка результатов измерений
Наглядное представление результатов измерений облегчает поиск ошибок
(2
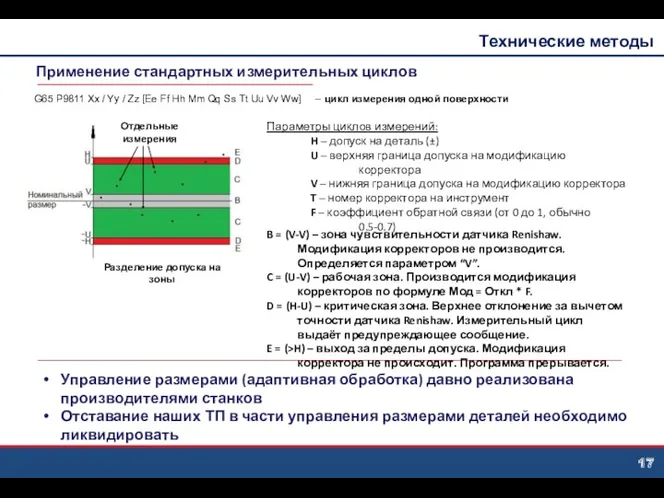
Немного о грустном
Применение стандартных измерительных циклов
Управление размерами (адаптивная обработка) давно реализована
Немного о грустном
Применение стандартных измерительных циклов
Управление размерами (адаптивная обработка) давно реализована
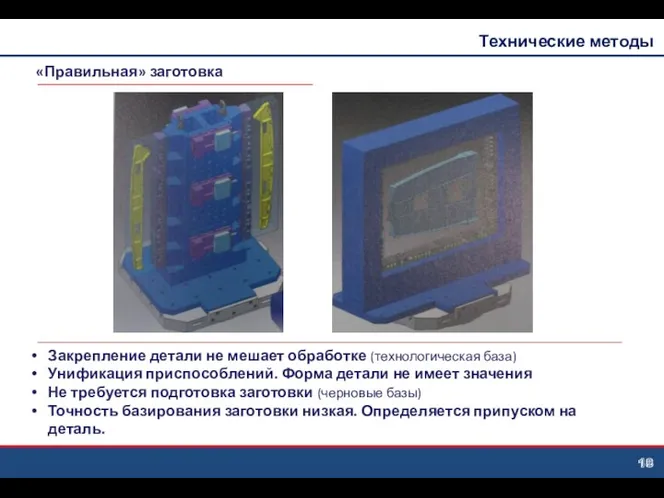
Закрепление детали не мешает обработке (технологическая база)
Унификация приспособлений. Форма детали не
Закрепление детали не мешает обработке (технологическая база)
Унификация приспособлений. Форма детали не

Оправдано, когда требуется межоперационная обработка
Закрепление детали не мешает обработке
Унификация приспособлений. Форма
Оправдано, когда требуется межоперационная обработка
Закрепление детали не мешает обработке
Унификация приспособлений. Форма
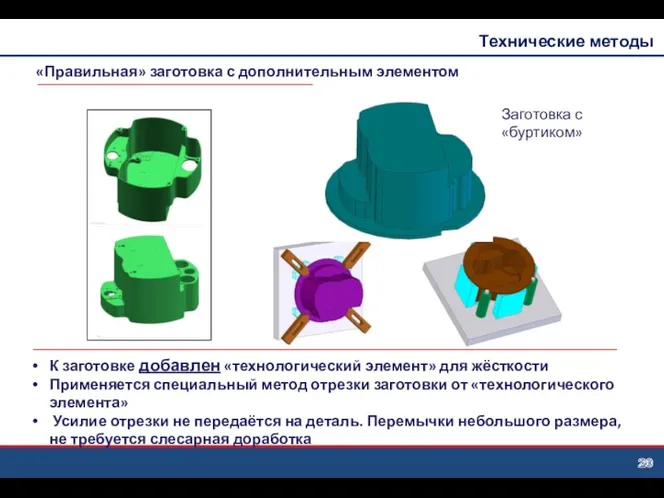
Заготовка с «буртиком»
Примеры «правильных» техпроцессов
К заготовке добавлен «технологический элемент» для жёсткости
Применяется
Заготовка с «буртиком»
Примеры «правильных» техпроцессов
К заготовке добавлен «технологический элемент» для жёсткости
Применяется
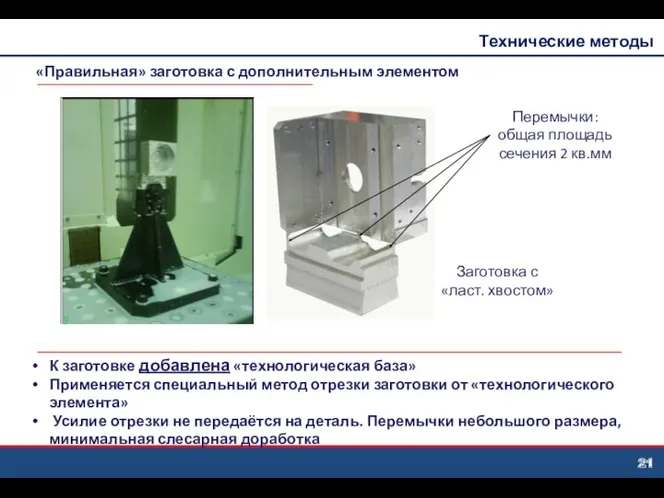
Заготовка с «ласт. хвостом»
Примеры «правильных» техпроцессов
Перемычки:
общая площадь сечения 2 кв.мм
Технические методы
«Правильная»
Заготовка с «ласт. хвостом»
Примеры «правильных» техпроцессов
Перемычки:
общая площадь сечения 2 кв.мм
Технические методы
«Правильная»
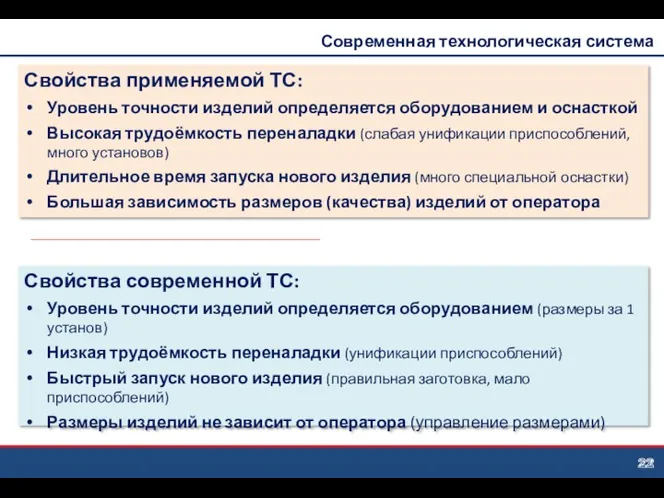
Современная технологическая система
Свойства современной ТС:
Уровень точности изделий определяется оборудованием (размеры за
Современная технологическая система
Свойства современной ТС:
Уровень точности изделий определяется оборудованием (размеры за
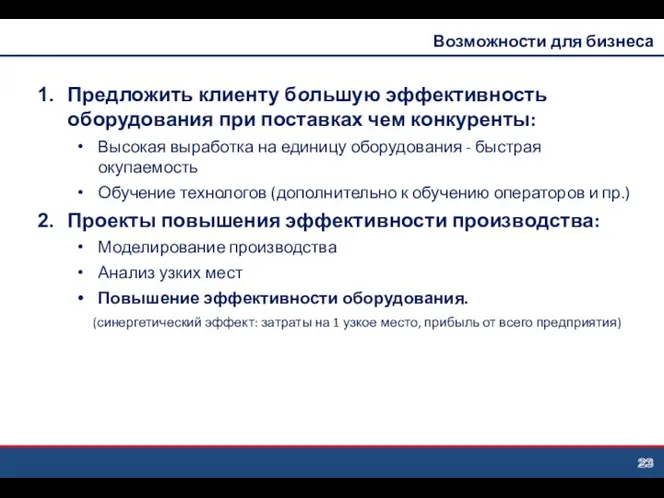
Предложить клиенту большую эффективность оборудования при поставках чем конкуренты:
Высокая выработка на
Предложить клиенту большую эффективность оборудования при поставках чем конкуренты:
Высокая выработка на
 Caching Architectures and Graphics Processing
Caching Architectures and Graphics Processing Программы схемотехнического моделирования
Программы схемотехнического моделирования Назначение и устройство персонального компьютера
Назначение и устройство персонального компьютера Презентация к уроку информатики в 8 классе Локальные компьютерные сети
Презентация к уроку информатики в 8 классе Локальные компьютерные сети Алгоритмы управления. 9 кл_21_22 дек (1)
Алгоритмы управления. 9 кл_21_22 дек (1) Влияние международных IT-компаний на российский рынок
Влияние международных IT-компаний на российский рынок Мобильные сети GSM. (Лекция 11)
Мобильные сети GSM. (Лекция 11) Системы автоматизированного проектирования (САПР)
Системы автоматизированного проектирования (САПР) Абсолютная и относительная адресация
Абсолютная и относительная адресация Рабочий стол в реальном и виртуальном мире
Рабочий стол в реальном и виртуальном мире Среда общих данных SAREX
Среда общих данных SAREX Проектирование реляционных баз данных на основе принципов нормализации. (Лекция 6)
Проектирование реляционных баз данных на основе принципов нормализации. (Лекция 6) Параметры форматирования абзацев в Word. Использование стилей. Создание списков и колонок текста
Параметры форматирования абзацев в Word. Использование стилей. Создание списков и колонок текста Построение объёмного вида детали в системе трёхмерного твердотельного моделирования компас-3d
Построение объёмного вида детали в системе трёхмерного твердотельного моделирования компас-3d CS186 - Introductionto Database Systems
CS186 - Introductionto Database Systems Представление чисел в компьютере. Математические основы информатики
Представление чисел в компьютере. Математические основы информатики Курс операторского мастерства (вводное занятие). Работа в Adobe Premiere Pro
Курс операторского мастерства (вводное занятие). Работа в Adobe Premiere Pro Microsoft Word 2010
Microsoft Word 2010 Алгоритмизация. Определение. Способы описания. Типы алгоритмов. Примеры алгоритмов
Алгоритмизация. Определение. Способы описания. Типы алгоритмов. Примеры алгоритмов Дыбыстық ақпаратты өңдеу. Дыбыс жазу
Дыбыстық ақпаратты өңдеу. Дыбыс жазу Автоматизация вторичной обработки РЛИ. Тема №2. Экспоненциальное сглаживание параметров траектории ЛО. Занятие №8
Автоматизация вторичной обработки РЛИ. Тема №2. Экспоненциальное сглаживание параметров траектории ЛО. Занятие №8 Презентация к уроку по теме Алгоритмы. Способы описания алгоритмов 4 класс УМК Плаксин М.А.
Презентация к уроку по теме Алгоритмы. Способы описания алгоритмов 4 класс УМК Плаксин М.А. Оператор ЭВМ. Форматы файлов. Правила скоростной печати
Оператор ЭВМ. Форматы файлов. Правила скоростной печати Создание приложений под OC Windows. Тема 9
Создание приложений под OC Windows. Тема 9 Презентация Обработка информации 5 класс к параграфу 1.12 авт. Л.Л. Босова
Презентация Обработка информации 5 класс к параграфу 1.12 авт. Л.Л. Босова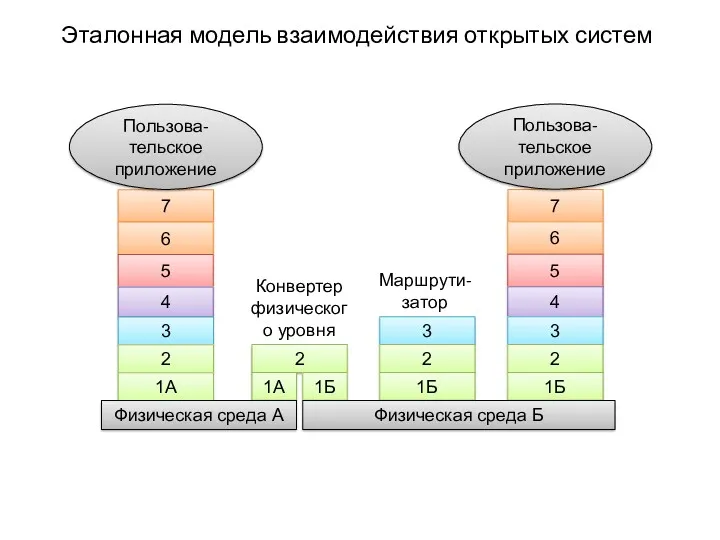 Эталонная модель взаимодействия открытых систем. Пользовательское приложение
Эталонная модель взаимодействия открытых систем. Пользовательское приложение Принципы юзабилити
Принципы юзабилити Шифрование данных. Алгоритмы с секретным ключом. Алгоритмы с открытым ключом (лекция 2)
Шифрование данных. Алгоритмы с секретным ключом. Алгоритмы с открытым ключом (лекция 2)