- Анализ физических рисков солодовенного производства в системе ХАССП на ОАО САН ИнБев

Содержание
- 3. «САН ИнБев» - вторая по объемам продаж пивоваренная компания в России, работающая с 1958 года, которая
- 4. Омский филиал является крупнейшим заводом компании «САН ИнБев», самым мощным пивоваренным заводом за Уралом и входит
- 5. На ОАО «САН ИнБев» внедряется система ХАСС по ISO 22000-07, что подразумевает системный подход к процессу
- 6. Для достижения поставленной цели надо решить следующие задачи:
- 7. На солодовенном производстве можно встретить разные риски. Риски подразделяются на три категории: биологические; химические, биохимические и
- 8. Для устранения или снижения риска до допустимого уровня используются оборудования. Воздушно-ситовой сепаратор (ВСС) служит для очистки
- 9. В соответствии с ГОСТ Р 51705.1-2001 критическая контрольная точка (ККТ) - это место проведения контроля для
- 10. Из проведенного анализа следует, что ККТ являются:
- 11. На этапе замачивания и проращивания ячменя отсутствуют ККТ. При замачивании и проращивания ячменя существует вероятность попадания
- 12. Наличие содержания посторонней примеси определяется при приемке ячменя. При приемке ячмень проходит входной контроль в лаборатории
- 13. Для каждой ККТ разработана система мониторинга. Система мониторинга- совокупность процедур, процессов и ресурсов, необходимых для проведения
- 14. Выводы
- 16. Скачать презентацию
«САН ИнБев» - вторая по объемам продаж пивоваренная компания в России,
«САН ИнБев» - вторая по объемам продаж пивоваренная компания в России,
Омский филиал является крупнейшим заводом компании «САН ИнБев», самым мощным пивоваренным
Омский филиал является крупнейшим заводом компании «САН ИнБев», самым мощным пивоваренным
На ОАО «САН ИнБев» внедряется система ХАСС по ISO 22000-07, что
На ОАО «САН ИнБев» внедряется система ХАСС по ISO 22000-07, что
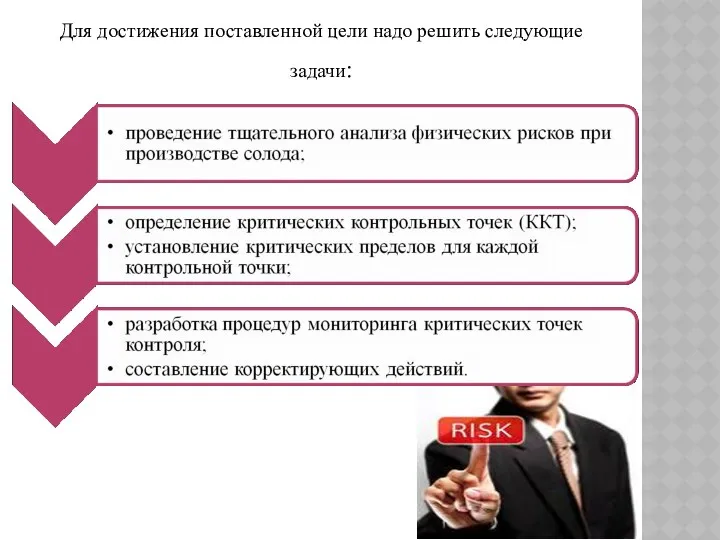
Для достижения поставленной цели надо решить следующие задачи:
Для достижения поставленной цели надо решить следующие задачи:
На солодовенном производстве можно встретить разные риски.
Риски подразделяются на три категории:
На солодовенном производстве можно встретить разные риски.
Риски подразделяются на три категории:
Для устранения или снижения риска до допустимого уровня используются оборудования.
Воздушно-ситовой сепаратор
Для устранения или снижения риска до допустимого уровня используются оборудования.
Воздушно-ситовой сепаратор
В соответствии с ГОСТ Р 51705.1-2001 критическая контрольная точка (ККТ)
В соответствии с ГОСТ Р 51705.1-2001 критическая контрольная точка (ККТ)

Из проведенного анализа следует, что ККТ являются:
Из проведенного анализа следует, что ККТ являются:
На этапе замачивания и проращивания ячменя отсутствуют ККТ.
При замачивании и проращивания
На этапе замачивания и проращивания ячменя отсутствуют ККТ.
При замачивании и проращивания
Наличие содержания посторонней примеси определяется при приемке ячменя.
При приемке
Наличие содержания посторонней примеси определяется при приемке ячменя.
При приемке
Для каждой ККТ разработана система мониторинга.
Система мониторинга- совокупность процедур, процессов и
Для каждой ККТ разработана система мониторинга.
Система мониторинга- совокупность процедур, процессов и
Выводы
Выводы
 Функции, виды и психология менеджмента
Функции, виды и психология менеджмента HR-брендинг
HR-брендинг Корпоративне управління. Теоретична і практична підготовка студентів
Корпоративне управління. Теоретична і практична підготовка студентів Жизненный цикл проекта. Социальное проектирование
Жизненный цикл проекта. Социальное проектирование Менеджменттегі мотивациялау. (Тақырып 9)
Менеджменттегі мотивациялау. (Тақырып 9) Логистика. Управление материальными и информационными потоками
Логистика. Управление материальными и информационными потоками Inbound Logistics Supply Chain
Inbound Logistics Supply Chain Компания Five Lemons Group
Компания Five Lemons Group Управление стоимостью проекта
Управление стоимостью проекта Event planning business proposal
Event planning business proposal Менеджмент и менеджеры
Менеджмент и менеджеры Теории Карьерного менеджмента. Карьерный консультант международного уровня
Теории Карьерного менеджмента. Карьерный консультант международного уровня Документация на этапе сопровождения ИС
Документация на этапе сопровождения ИС Организационные основы производства на предприятии
Организационные основы производства на предприятии Руководство и стили руководства
Руководство и стили руководства Management Decision Support and Intelligent Systems
Management Decision Support and Intelligent Systems Дистанционная работа. Вебинар для сотрудников Московского офиса ОМК Дом
Дистанционная работа. Вебинар для сотрудников Московского офиса ОМК Дом The emergence of international hotels international hotels: development and management
The emergence of international hotels international hotels: development and management Процесс управления организацией
Процесс управления организацией Уровни реализации информационного ресурса системы управления организацией
Уровни реализации информационного ресурса системы управления организацией Визначення та документування взаємодій між роботами. (Тема 2)
Визначення та документування взаємодій між роботами. (Тема 2) Большой чемпионат по гребле. Пример из практики итальянского предпринимательства
Большой чемпионат по гребле. Пример из практики итальянского предпринимательства Внутренняя и внешняя среды организации
Внутренняя и внешняя среды организации Организационное стимулирование труда персонала
Организационное стимулирование труда персонала Методы организации производства
Методы организации производства Фармацевтикалық ұйымдарды басқарудағы коммуникация
Фармацевтикалық ұйымдарды басқарудағы коммуникация Основы IT-стратегии
Основы IT-стратегии Time-management
Time-management