Логистическое управление промышленным предприятием с использованием современных систем управления. (Лекция 6) презентация
- Логистическое управление промышленным предприятием с использованием современных систем управления. (Лекция 6)

Содержание
- 2. Вопросы лекции Логистические концепции MRP, MRPII, DRP Логистические концепции ERP и ERP II Система «just-in-time» (JIT)
- 3. История появления и развития современных логистических концепций В докомпьютерную эпоху все задачи по контролю за наличием
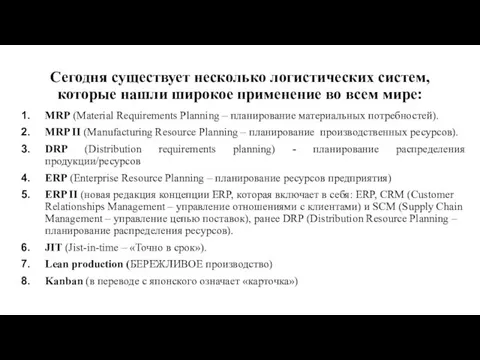
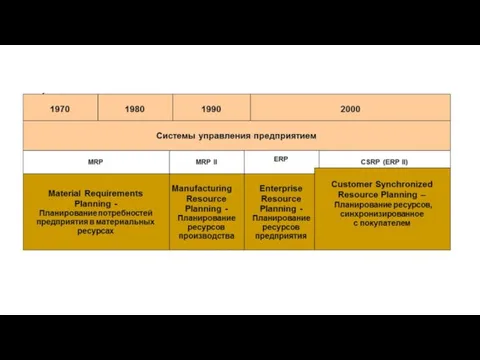
- 4. Сегодня существует несколько логистических систем, которые нашли широкое применение во всем мире: MRP (Material Requirements Planning
- 6. Логистические концепции MRP, MRPII, DRP ВОПРОС 1
- 7. Логистическая концепция MRP (планирование потребности в материалах) Методология планирования потребности в материалах (Material Requirements Planning –
- 8. Основными целями MRP систем являются удовлетворение потребности в материалах, компонентах и продукции для планирования производства и
- 9. Основные понятия методологии MRP Основная функция MRP системы – формировать, контролировать и изменять даты необходимого поступления
- 10. Необходимые условия реализации концепции MRP использование эффективных математических методов прогнозирования, планирования, организации производственных процессов; наличие средств
- 11. Логическая архитектура MRP систем
- 12. Входными элементами MRP системы являются Описание состояния материалов Программа производства Перечень составляющих конечного продукта
- 13. Общая последовательность действий: основной график «разбивается» на отдельные продукты, определяется объем их выпуска; по ведомостям спецификации
- 14. Логический цикл работы MRP системы Определение оптимального графика производства Вычисление полной потребности в материалах как Полная
- 15. Основными результатами работы MRP системы являются План заказов Изменения к плану заказов Исполнительный отчёт Отчёт об
- 16. Преимущества использования MRP систем в производстве: MRP оперирует данными не о прошлом потреблении, а о будущих
- 17. Основные недостатки MRP-систем большой объем подробной и точной информации значительный объём вычислений и предварительной обработки данных
- 18. Применение MRP систем MRP системы разрабатывались для использования на производственных предприятиях. Если предприятие имеет дискретный тип
- 19. Пример использования MRP Одна из старейших авиакомпаний мира British Airways осуществляет полеты по 150 направлениям и
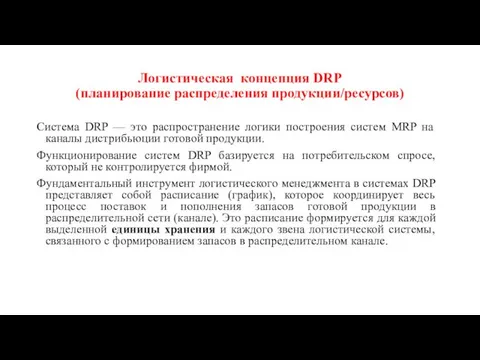
- 20. Логистическая концепция DRP (планирование распределения продукции/ресурсов) Система DRP — это распространение логики построения систем MRP на
- 21. Система DRP I позволяет решать комплекс задач • планирование и координацию логистических и маркетинговых функций; •
- 23. Этапы работы системы DRP • укрупненное планирование на основе прогнозов и данных о фактически поступивших заказах;
- 24. Микрологистические системы управления сбытом, основанные на схеме DRP, позволяют фирмам достичь определенных преимуществ в маркетинге и
- 25. Ограничения и недостатки в применении DRP систем система DRP требует точного скоординированного прогноза отправок и пополнении
- 26. Логистическая концепция MRP II (планирование потребности в ресурсах) С целью увеличить эффективность планирования, в 80-х годах
- 27. Методология MRP II описывает сквозное планирование и управление цепочкой "сбыт - производство - склад - снабжение".
- 28. Методология MRP II нацелена на решение следующих основных задач * Сформировать основной производственный план-график, расписывающий, что
- 29. Большинство западных специалистов рассматривают системы MRP II как инструментарий, используемый в планировании и управлении организационными ресурсами
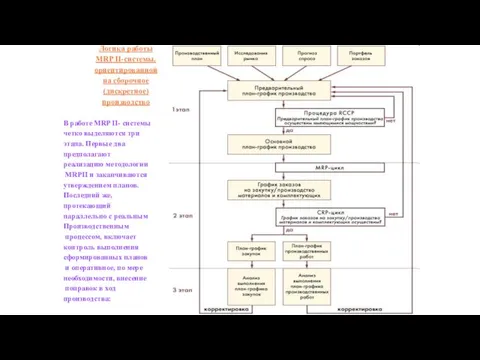
- 30. Логика работы MRP II-системы, ориентированной на сборочное (дискретное) производство В работе MRP II- системы четко выделяются
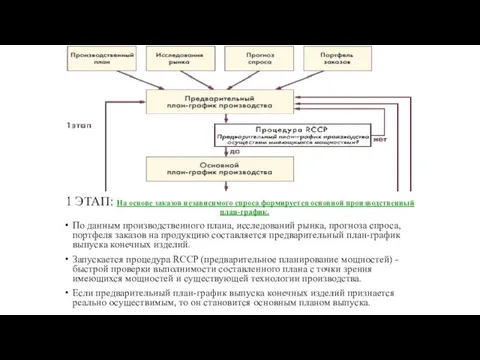
- 31. 1 ЭТАП: На основе заказов независимого спроса формируется основной производственный план-график. По данным производственного плана, исследований
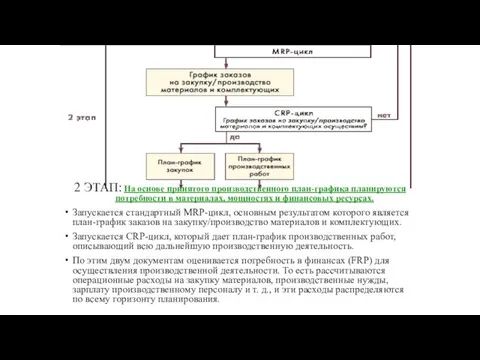
- 32. 2 ЭТАП: На основе принятого производственного план-графика планируются потребности в материалах, мощностях и финансовых ресурсах. Запускается
- 33. 3 ЭТАП: В соответствии со сформированными план-графиками начинается реальная производственная деятельность. При этом MRP II-система осуществляет
- 34. В основу технологии MRPII положена иерархия планов. Планы нижних уровней определяются характеристиками планов более высоких уровней.
- 35. Иерархия производственных планов в системе MRP II
- 36. Основные обязательные модули системы MRP II: Планирование продаж и операций (Sales & Operations Planning). Управление спросом
- 37. Преимущества MRP II улучшить обслуживание заказчиков - за счет своевременного исполнения поставок; сократить цикл производства и
- 38. Компания:Автомеханический завод АО “КамАЗ” Местонахождение:Набережные Челны, Республика Татарстан «Автомеханический завод» - это самостоятельное производственное подразделение с
- 39. Логистические концепции ERP и ERP II ВОПРОС 2
- 40. Логистическая концепция ЕRP (планирование потребностей предприятия) В начале 90-х гг. аналитическая компания Gartner Group ввела новое
- 41. Понятие ERP-системы В настоящее время известны два подхода к толкованию данного термина. Согласно первому подходу, ERP-система
- 42. Методология ERP В основе ERP-систем лежит принцип создания единого хранилища (репозитория) данных, содержащего всю корпоративную бизнес-информацию:
- 43. ERP-системы ERP-системы предназначены для управления всей финансовой и хозяйственной деятельностью предприятия. Они используются для оперативного предоставления
- 44. Сфера применения ERP-системы на предприятии
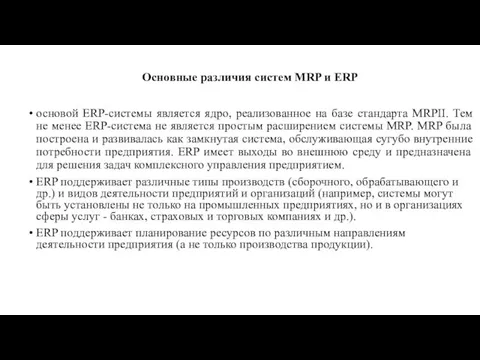
- 45. Основные различия систем MRP и ERP основой ERP-системы является ядро, реализованное на базе стандарта MRPII. Тем
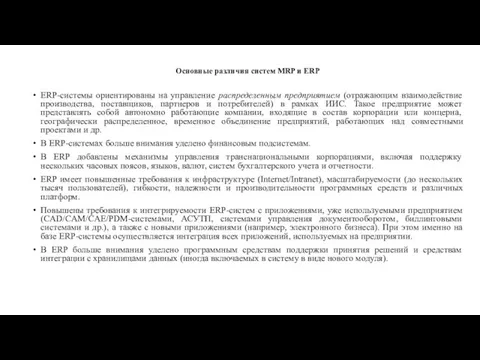
- 46. Основные различия систем MRP и ERP ERP-системы ориентированы на управление распределенным предприятием (отражающим взаимодействие производства, поставщиков,
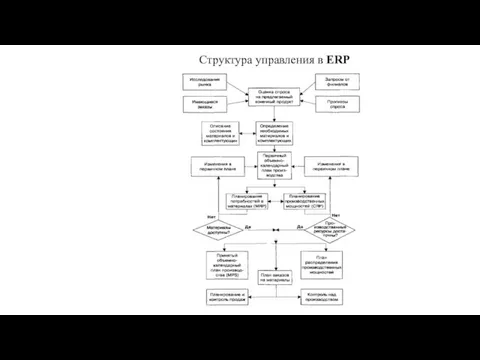
- 47. Структура управления в ERP
- 48. 3 стратегии внедрения ERP поэтапная реализация, “большой взрыв”, развёртывание. При поэтапном подходе модули внедряются последовательно. При
- 49. Развертывание и поддержка ERP-системы - сложный и трудоемкий процесс, требующий не только высокой квалификации, но и
- 51. Важнейшими особенностями ERP-систем являются: Охват практически всех видов деятельности, всех бизнес-процессов предприятия, управление всеми ресурсами; Наличие
- 52. ERP-системы российского производства
- 53. Информационная система управления предприятием SAP R/3 Все компоненты системы R/3 настраиваются на конкретное предприятие и позволяют
- 55. ERP II (ENTERPRISE RESOURCE & RELATIONSHIP PROCESSING) В 1990-х гг. «Gartner Group» вводит понятие систем второго
- 56. Оптимизация управления ресурсами ERP II (Enterprise Resource Planning )
- 57. ERP II-системы отличаются от ERP-систем следующим: расширенный функционал в ERP-систем, полная автоматизация функций системы управления в
- 58. пользователи ERP II-систем — внутренние и внешние компании всех секторов и сегментов рынка, отсутствие ограничений на
- 59. В ERP II-системы включены функциональные компоненты электронного бизнеса, реализованные как веб-приложения: 1. SRM (Supplier Relationship Management)
- 60. 6. HRM (Human Resource Management) —система управления человеческими ресурсами; 7. Financial — система управления финансами со
- 61. ERP II (Enterprise Resource & Relationship Processing) поддерживают следующие системы автоматизации бизнеса: 1С:Предприятие 8 IFS Applications
- 62. Структура затрат на внедрение ERP-систем Источник: J. Olhager, E. Selldin. Enterprise resource planning survey of Swedish
- 63. Средние показатели эффекта от внедрения ERP-систем Источник: данные 1С по проектам внедрения ERP-решений
- 64. Логистическая концепция "точно в срок" (JIT) ВОПРОС 3
- 65. Логистическая концепция "точно в срок" (JIT) Система JIT – единый комплекс мероприятий для достижения масштабного производства
- 66. Цели системы «точно -в - срок» Вспомогательные цели системы JIT: Исключить сбои и нарушения процесса производства.
- 67. Для «точносрочных» систем особо важны 7 аспектов разработки изделия: Производственные партии небольшого объема Сокращение времени подготовки
- 68. Необходимые условия реализации концепции "точно в срок" Наличие в экономической системе надежных поставщиков. Отношения партнерства между
- 69. Кадровые/организационные элементы Существуют 5 кадровых/организационных элементов, важных для системы JIT Рабочие как актив Обучение рабочих смежным
- 70. Планирование и управление производством 5 элементов производственного управления и планирования важны для системы JIT: Равномерная загрузка
- 71. Элементы JIT системы, нацеленные на исключение потерь: Сеть специализированных заводов Групповая технология Качество у истока Производство
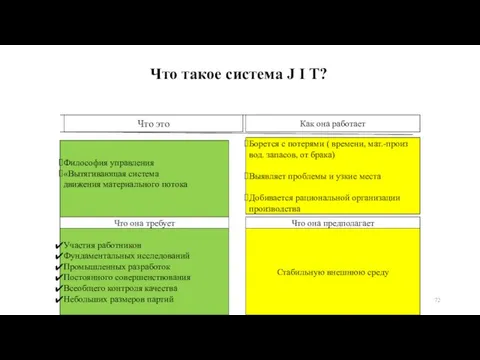
- 72. Что такое система J I T? Что это Как она работает Философия управления «Вытягивающая система движения
- 73. Проблемы, скрытые материальными запасами Материальные запасы Задержки на контроле Задержки в оформлении документации Задержки при получении
- 74. Взаимосвязь JIT и TQC Сокращение промежуточных материальных запасов Быстрое реагирование на появление дефектов Отделение качественной продукции
- 75. Оценка работы по системе JIT Тренды усовершенствований: проекты по модернизации, снижение затрат – повышение производительности Производительность
- 76. Оценка работы по системе JIT Тренды изменения уровней материальных запасов подразделений (более быстрая оборачиваемость материальных запасов)
- 77. Преимущества JIT Сокращение запасов материалов и незавершенного производства; Сокращение времени выполнения запасов; Сокращается время производства продукции;
- 78. Проблемы реализации JIT Высокие первоначальные инвестиции и затраты на реализацию JIT (покупка качественного дорогостоящего современного оборудования,
- 79. Пример использования JIT Известная американская компания Harley-Davidson, производящая мотоциклы, в 1970-х годах столкнулась с обострением конкуренции
- 80. Логистическая концепция «Канбан ВОПРОС 4
- 81. Логистическая концепция «Канбан» «КАНБАН» (от японского «карточка») — это система организации непрерывного производства, способного к быстрой
- 82. Характерные черты системы Канбан Рациональная организация и сбалансированность производства. Всеобщий контроль качества на всех стадиях производственного
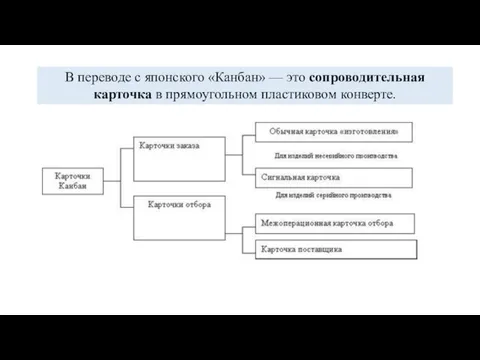
- 83. В переводе с японского «Канбан» — это сопроводительная карточка в прямоугольном пластиковом конверте.
- 84. Информационное обеспечение системы «КАНБАН» составляют пластиковые карточки двух видов: карточки отбора или транспортировки изделий с-kanban, в
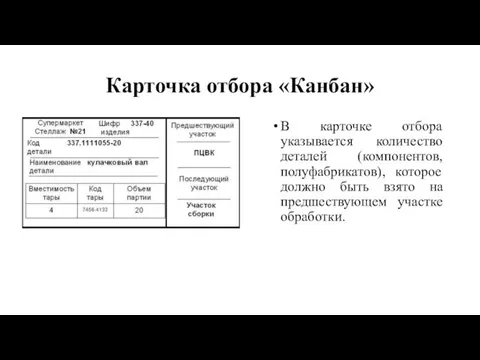
- 85. Карточка отбора «Канбан» В карточке отбора указывается количество деталей (компонентов, полуфабрикатов), которое должно быть взято на
- 86. Карточка заказа «Канбан» В карточке производственного заказа указываются вид и количество деталей, которое должно быть изготовлено
- 87. Маршрут движения двух карточек «канбан»
- 88. Правила карточек kanban 1. Не может быть изготовлено ни одного изделия до тех пор, пока карточка
- 89. Для реализации принципа «точно — во — время» с помощью карточек «Канбан» необходимо соблюдать ряд правил
- 90. Определение необходимого количества карточек "канбан". DL — ожидаемый спрос в период выполнения заказа; k — количество
- 91. Зависимость м-у размером заказа (партии) и затратами на переналадку 0 2 3 4 5 6 7
- 92. Эффект внедрения системы «Канбан» Улучшение качества выпускаемой продукции; Сокращение логистического цикла; Значительное ускорение оборачиваемости оборотных средств;
- 93. Российские примеры внедрения системы «Канбан» На предприятии «Аком» (г.Жигулевск, Самарская область) использовали систему «Канбан» для управления
- 94. С 2005 года инструменты производственной логистики действуют в цехе главного конвейера автосборочного производства на автозаводе УралАЗ
- 95. Теперь у операторов отпала необходимость работать по старинке. Каждый из них, знакомый с основополагающими принципами «бережливого
- 96. В кладовой метизов цеха главного конвейера на видном месте помещены графики расхода поставки комплектующих на рабочие
- 97. Логистическая концепция Lean Production (бережливое производство) ВОПРОС 5
- 98. (lean production, lean manufacturing — англ. lean — постный, стройный, без жира; в России с 2004
- 99. Бережливое производство Бережливое производство предполагает вовлечение в процесс оптимизации бизнеса каждого сотрудника и максимальную ориентацию на
- 100. Отправная точка бережливого производства Ценность для потребителя С точки зрения конечного потребителя, продукт(услуга) приобретает действительную ценность
- 101. Основные принципы Определить ценность конкретного продукта.(Ценность – это товар или услуга за которую платит Заказчик). Определить
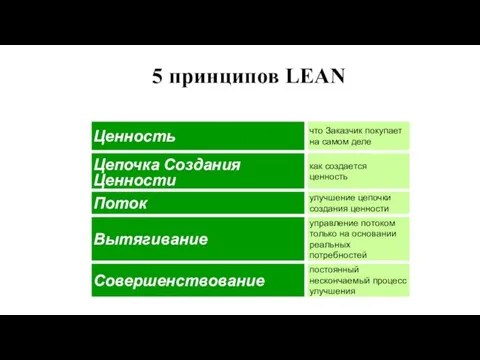
- 102. 5 принципов LEAN
- 103. Другие принципы Превосходное качество (сдача с первого предъявления, система ноль дефектов, обнаружение и решение проблем у
- 104. Инструменты бережливого производства Система TPM (Total Productive Maintenance) — Всеобщий уход за оборудованием. Система 6 S
- 105. 6 “S”
- 106. Алгоритм внедрения LEAN - идеологии Найти проводника перемен (нужен ЛИДЕР, способный взять на себя ответственность); Получить
- 107. Необходимые условия функционирования системы производство малых партий деталей за малое время; использование гибкого переналаживаемого оборудования; высококвалифицированный
- 108. Типичные ошибки при внедрении бережливого производства Установлено семь видов основных ошибок: Непонимание роли руководства при внедрении
- 109. LEAN культура Бережливое производство невозможно без бережливой культуры. Главное в Lean культуре — человеческий фактор, коллективная
- 110. Кайдзен – это настоящая философия Философия постоянного, неторопливого совершенствования всех процессов Работать стоит только с реальными
- 111. К концепции кайдзен относят большую часть известных японских техник менеджмента: «поставки-точно-в-срок» канбан всеобщий контроль качества, контроль
- 112. Система Кайдзен В системе Кайдзен каждый сотрудник является равноправным партнером компании .
- 113. Логистическая концепция Supply Chain Management (SCM) - управление цепями поставок ВОПРОС 6
- 114. Что такое цепь поставок? a – поставщик первичного сырья b – поставщик обработанного сырья c –
- 115. Задачи управления цепями поставок Управление цепями поставок (УЦП) (Supply Chain Management – SCM) – комплекс методов
- 116. «Внешний» взгляд на цепь поставок Производи- тель Поставщики Дистрибу- торы Розница Потребители Преобладающий поток товаров и
- 117. «Традиционный» внутренний взгляд на цепь поставок Сырьё и материалы Клиенты Закупки Производство Дистрибуция Наиболее низкая цена
- 118. Межфункциональный внутренний взгляд на цепь поставок Разработка продуктов и услуг Управление снабжением Производ-ство продукции Процессы в
- 119. Управление цепью поставок Координация в цепи поставок – это усилия по синхронизации поведения цепи поставок и
- 120. Управление цепью поставок Дифференциация – усилия по обеспечению соответствия политики в цепи поставок целям конкурентоспособности продукции.
- 121. 2 типа управления цепями поставок Горизонтальная интеграция Скоординированное управление звеньями цепи поставок, принадлежащими разным владельцам Добыча
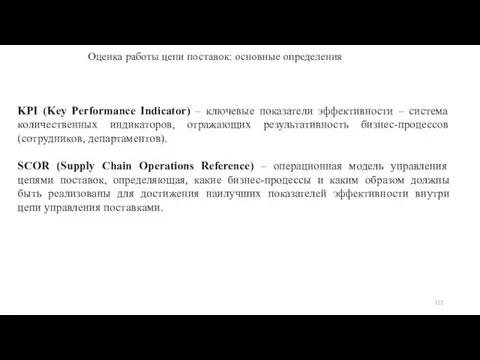
- 122. Оценка работы цепи поставок: основные определения KPI (Key Performance Indicator) – ключевые показатели эффективности – система
- 123. SCOR-модель
- 124. Ключевые показатели деятельности в SCOR: KPI “ метрика: стандарт измерения ” “ измерение: наблюдение, которое уменьшает
- 125. SCOR® показатели деятельности Заказчик Внутренние
- 126. SCOR® -модель: KPI первого уровня Источник: http://www.apics.org/sites/apics-supply-chain-council/benchmarking/scor-metrics
- 127. Стратегии цепей поставок Экономичное производство/цепи поставок Относительно стабильный спрос Более-менее точные прогнозы спроса «Производство на склад»
- 128. Конфликтующие цели в организации Повышение уровня обслуживания Сокращение затрат Высокая конкурентоспособность Увеличение объемов продаж Лояльность потребителей
- 129. Конфликты в «традиционной» цепи поставок Финансы Маркетинг Производство Инвестиции в запасы Типовые цели Уровень обслуживания клиентов
- 130. Процессы в логистической системе организации согласно модели SCOR®
- 131. Процессы в логистической системе организации согласно модели SCOR®
- 132. Процессы уровней 1 и 2 в SCOR-модели Управление бизнес-правилами Управление показателями Управление данными Закупки Производство Поставки
- 133. Классификация цепей поставок 1) прямая цепь поставок; 2) расширенная цепь поставок; 3) максимальная цепь поставок.
- 134. Прямая цепь поставок Прямая цепь поставок состоит из фокусной (центральной) компании (обычно - промышленной или торговой
- 135. Расширенная цепь поставок Расширенная цепь поставок включает дополнительно поставщиков и потребителей второго уровня.
- 136. Максимальная цепь поставок Максимальная цепь поставок состоит из фокусной компании и всех ее контрагентов слева (вплоть
- 137. Цепочка поставок (для одного продукта) ПРОИЗВОДИТЕЛЬ Поставщик третьего уровня Поставщик второго уровня Поставщик первого уровня Потребитель
- 138. Основные тенденции развития информационных систем
- 139. Использование информационных систем
- 140. Доля вендоров ERP-систем в России по объёмам поставок в денежном выражении, 2013 г. Источник: IDC, Russia
- 142. Скачать презентацию
Вопросы лекции
Логистические концепции MRP, MRPII, DRP
Логистические концепции ERP и ERP II
Система
Вопросы лекции
Логистические концепции MRP, MRPII, DRP
Логистические концепции ERP и ERP II
Система
История появления и развития современных логистических концепций
В докомпьютерную эпоху все задачи
История появления и развития современных логистических концепций
В докомпьютерную эпоху все задачи
Сегодня существует несколько логистических систем, которые нашли широкое применение во всем
Сегодня существует несколько логистических систем, которые нашли широкое применение во всем

Логистические концепции MRP, MRPII, DRP
ВОПРОС 1
Логистические концепции MRP, MRPII, DRP
ВОПРОС 1
Логистическая концепция MRP
(планирование потребности в материалах)
Методология планирования потребности в материалах
Логистическая концепция MRP
(планирование потребности в материалах)
Методология планирования потребности в материалах
Основными целями MRP систем являются
удовлетворение потребности в материалах, компонентах и продукции
Основными целями MRP систем являются
удовлетворение потребности в материалах, компонентах и продукции
Основные понятия методологии MRP
Основная функция MRP системы – формировать, контролировать и
Основные понятия методологии MRP
Основная функция MRP системы – формировать, контролировать и
Необходимые условия реализации концепции MRP
использование эффективных математических методов прогнозирования, планирования,
Необходимые условия реализации концепции MRP
использование эффективных математических методов прогнозирования, планирования,

Логическая архитектура MRP систем
Логическая архитектура MRP систем
Входными элементами MRP системы являются
Описание состояния материалов
Программа производства
Перечень составляющих конечного продукта
Входными элементами MRP системы являются
Описание состояния материалов
Программа производства
Перечень составляющих конечного продукта
Общая последовательность действий:
основной график «разбивается» на отдельные продукты, определяется объем их
основной график «разбивается» на отдельные продукты, определяется объем их
Логический цикл работы MRP системы
Определение оптимального графика производства
Вычисление полной потребности в
Логический цикл работы MRP системы
Определение оптимального графика производства
Вычисление полной потребности в
Основными результатами работы MRP системы являются
План заказов
Изменения к плану заказов
Исполнительный отчёт
Отчёт
Основными результатами работы MRP системы являются
План заказов
Изменения к плану заказов
Исполнительный отчёт
Отчёт
Преимущества использования MRP систем в производстве:
MRP оперирует данными не о прошлом
Преимущества использования MRP систем в производстве:
MRP оперирует данными не о прошлом
Основные недостатки MRP-систем
большой объем подробной и точной информации
значительный объём вычислений
Основные недостатки MRP-систем
большой объем подробной и точной информации
значительный объём вычислений
Применение MRP систем
MRP системы разрабатывались для использования на производственных предприятиях. Если
Применение MRP систем
MRP системы разрабатывались для использования на производственных предприятиях. Если
Пример использования MRP
Одна из старейших авиакомпаний мира British Airways осуществляет полеты
Пример использования MRP
Одна из старейших авиакомпаний мира British Airways осуществляет полеты
Логистическая концепция DRP
(планирование распределения продукции/ресурсов)
Система DRP — это распространение логики
Логистическая концепция DRP
(планирование распределения продукции/ресурсов)
Система DRP — это распространение логики
Система DRP I позволяет решать комплекс задач
• планирование и координацию логистических
Система DRP I позволяет решать комплекс задач
• планирование и координацию логистических
Этапы работы системы DRP
• укрупненное планирование на основе прогнозов и
Этапы работы системы DRP
• укрупненное планирование на основе прогнозов и
Микрологистические системы управления сбытом, основанные на схеме DRP, позволяют фирмам достичь
Микрологистические системы управления сбытом, основанные на схеме DRP, позволяют фирмам достичь
Ограничения и недостатки в применении DRP систем
система DRP требует точного
Ограничения и недостатки в применении DRP систем
система DRP требует точного
Логистическая концепция MRP II
(планирование потребности в ресурсах)
С целью увеличить эффективность
Логистическая концепция MRP II
(планирование потребности в ресурсах)
С целью увеличить эффективность

Методология MRP II описывает сквозное планирование и управление цепочкой "сбыт -
Методология MRP II описывает сквозное планирование и управление цепочкой "сбыт -
Методология MRP II нацелена на решение следующих основных задач
* Сформировать
основной
Методология MRP II нацелена на решение следующих основных задач
* Сформировать
основной
Большинство западных специалистов рассматривают системы MRP II как инструментарий, используемый в
Логика работы
MRP II-системы,
ориентированной
на сборочное
(дискретное)
производство
В работе MRP II- системы
четко выделяются
Логика работы
MRP II-системы,
ориентированной
на сборочное
(дискретное)
производство
В работе MRP II- системы
четко выделяются
1 ЭТАП: На основе заказов независимого спроса формируется основной производственный план-график.
По
1 ЭТАП: На основе заказов независимого спроса формируется основной производственный план-график.
По
2 ЭТАП: На основе принятого производственного план-графика планируются потребности в материалах,
2 ЭТАП: На основе принятого производственного план-графика планируются потребности в материалах,
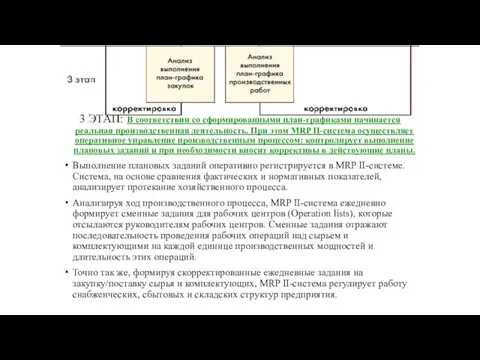
3 ЭТАП: В соответствии со сформированными план-графиками начинается реальная производственная деятельность.
3 ЭТАП: В соответствии со сформированными план-графиками начинается реальная производственная деятельность.
В основу технологии MRPII положена иерархия планов. Планы нижних уровней определяются
В основу технологии MRPII положена иерархия планов. Планы нижних уровней определяются

Иерархия производственных планов
в системе MRP II
Иерархия производственных планов
в системе MRP II
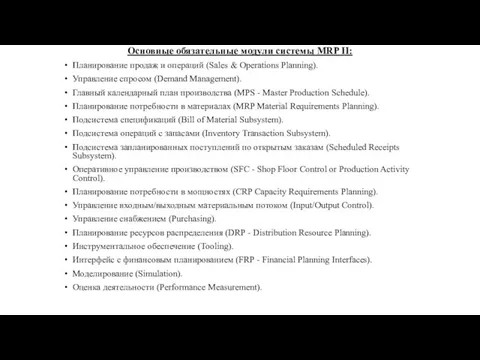
Основные обязательные модули системы MRP II:
Планирование продаж и операций (Sales
Основные обязательные модули системы MRP II:
Планирование продаж и операций (Sales
Преимущества MRP II
улучшить обслуживание заказчиков - за счет своевременного исполнения поставок;
сократить
Преимущества MRP II
улучшить обслуживание заказчиков - за счет своевременного исполнения поставок;
сократить
Компания:Автомеханический завод АО “КамАЗ”
Местонахождение:Набережные Челны, Республика Татарстан
«Автомеханический завод» - это самостоятельное
Компания:Автомеханический завод АО “КамАЗ”
Местонахождение:Набережные Челны, Республика Татарстан
«Автомеханический завод» - это самостоятельное
Логистические концепции
ERP и ERP II
ВОПРОС 2
Логистические концепции
ERP и ERP II
ВОПРОС 2
Логистическая концепция ЕRP
(планирование потребностей предприятия)
В начале 90-х гг. аналитическая компания
Логистическая концепция ЕRP
(планирование потребностей предприятия)
В начале 90-х гг. аналитическая компания
Понятие ERP-системы
В настоящее время известны два подхода к толкованию данного
Понятие ERP-системы
В настоящее время известны два подхода к толкованию данного
Методология ERP
В основе ERP-систем лежит принцип создания единого хранилища (репозитория) данных,
Методология ERP
В основе ERP-систем лежит принцип создания единого хранилища (репозитория) данных,
ERP-системы
ERP-системы предназначены для управления всей финансовой и хозяйственной деятельностью предприятия.
ERP-системы
ERP-системы предназначены для управления всей финансовой и хозяйственной деятельностью предприятия.
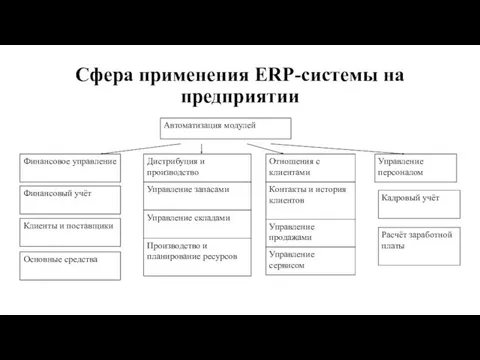
Сфера применения ERP-системы на предприятии
Сфера применения ERP-системы на предприятии
Основные различия систем MRP и ERP
основой ERP-системы является ядро, реализованное на
Основные различия систем MRP и ERP
основой ERP-системы является ядро, реализованное на
Основные различия систем MRP и ERP
ERP-системы ориентированы на управление распределенным предприятием
Основные различия систем MRP и ERP
ERP-системы ориентированы на управление распределенным предприятием
Структура управления в ERP
Структура управления в ERP
3 стратегии внедрения ERP
поэтапная реализация,
“большой взрыв”,
развёртывание.
При поэтапном подходе модули внедряются
3 стратегии внедрения ERP
поэтапная реализация,
“большой взрыв”,
развёртывание.
При поэтапном подходе модули внедряются
Развертывание и поддержка ERP-системы - сложный и трудоемкий процесс, требующий не
Развертывание и поддержка ERP-системы - сложный и трудоемкий процесс, требующий не

Важнейшими особенностями ERP-систем являются:
Охват практически всех видов деятельности, всех бизнес-процессов
Важнейшими особенностями ERP-систем являются:
Охват практически всех видов деятельности, всех бизнес-процессов
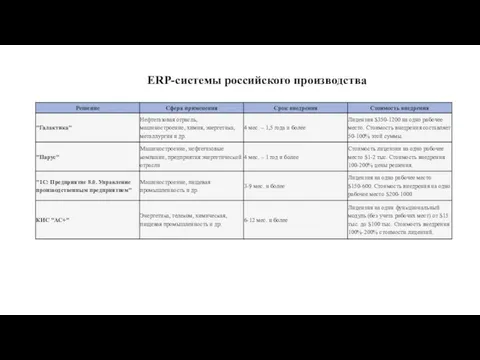
ERP-системы российского производства
ERP-системы российского производства
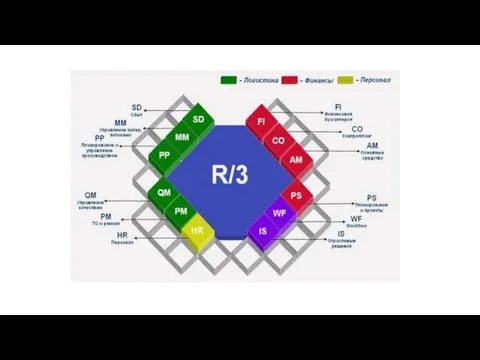
Информационная система управления предприятием SAP R/3
Все компоненты системы R/3 настраиваются
Информационная система управления предприятием SAP R/3
Все компоненты системы R/3 настраиваются
ERP II (ENTERPRISE RESOURCE & RELATIONSHIP PROCESSING)
В 1990-х гг. «Gartner Group»
ERP II (ENTERPRISE RESOURCE & RELATIONSHIP PROCESSING)
В 1990-х гг. «Gartner Group»

Оптимизация управления ресурсами ERP II (Enterprise Resource Planning )
Оптимизация управления ресурсами ERP II (Enterprise Resource Planning )
ERP II-системы отличаются от ERP-систем следующим:
расширенный функционал в ERP-систем, полная автоматизация
ERP II-системы отличаются от ERP-систем следующим:
расширенный функционал в ERP-систем, полная автоматизация
пользователи ERP II-систем — внутренние и внешние компании всех секторов и
пользователи ERP II-систем — внутренние и внешние компании всех секторов и
В ERP II-системы включены функциональные компоненты электронного бизнеса, реализованные как веб-приложения:
1.
В ERP II-системы включены функциональные компоненты электронного бизнеса, реализованные как веб-приложения:
1.
6. HRM (Human Resource Management) —система управления человеческими ресурсами;
7. Financial —
6. HRM (Human Resource Management) —система управления человеческими ресурсами;
7. Financial —
ERP II (Enterprise Resource & Relationship Processing) поддерживают следующие системы автоматизации
ERP II (Enterprise Resource & Relationship Processing) поддерживают следующие системы автоматизации
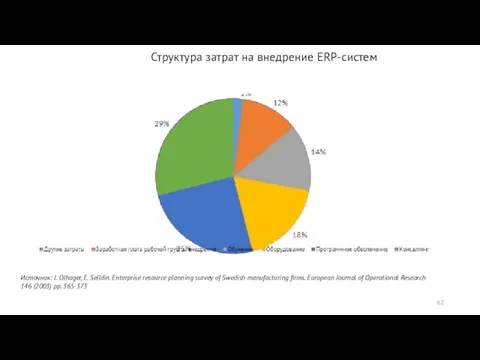
Структура затрат на внедрение ERP-систем
Источник: J. Olhager, E. Selldin. Enterprise resource
Структура затрат на внедрение ERP-систем
Источник: J. Olhager, E. Selldin. Enterprise resource

Средние показатели эффекта от внедрения ERP-систем
Источник: данные 1С по проектам внедрения
Средние показатели эффекта от внедрения ERP-систем
Источник: данные 1С по проектам внедрения
Логистическая концепция
"точно в срок" (JIT)
ВОПРОС 3
Логистическая концепция
"точно в срок" (JIT)
ВОПРОС 3
Логистическая концепция "точно в срок" (JIT)
Система JIT – единый комплекс
Логистическая концепция "точно в срок" (JIT)
Система JIT – единый комплекс
Цели системы «точно -в - срок»
Вспомогательные цели системы JIT:
Исключить сбои и
Цели системы «точно -в - срок»
Вспомогательные цели системы JIT:
Исключить сбои и
Для «точносрочных» систем особо важны 7 аспектов разработки изделия:
Производственные партии небольшого
Для «точносрочных» систем особо важны 7 аспектов разработки изделия:
Производственные партии небольшого
Необходимые условия реализации концепции "точно в срок"
Наличие в экономической системе надежных
Необходимые условия реализации концепции "точно в срок"
Наличие в экономической системе надежных
Кадровые/организационные элементы
Существуют 5 кадровых/организационных элементов, важных для системы JIT
Рабочие как актив
Кадровые/организационные элементы
Существуют 5 кадровых/организационных элементов, важных для системы JIT
Рабочие как актив
Планирование и управление производством
5 элементов производственного управления и планирования важны для
Планирование и управление производством 5 элементов производственного управления и планирования важны для
Элементы JIT системы, нацеленные на исключение потерь:
Сеть специализированных заводов
Групповая технология
Качество у
Элементы JIT системы, нацеленные на исключение потерь:
Сеть специализированных заводов
Групповая технология
Качество у
Что такое система J I T?
Что это
Как она работает
Философия управления
«Вытягивающая система
Что такое система J I T?
Что это
Как она работает
Философия управления
«Вытягивающая система

Проблемы, скрытые материальными запасами
Материальные
запасы
Задержки
на контроле
Задержки в
оформлении
документации
Задержки
при получении
Проблемы, скрытые материальными запасами
Материальные
запасы
Задержки
на контроле
Задержки в
оформлении
документации
Задержки
при получении
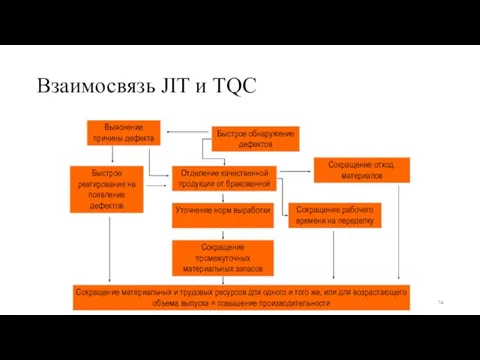
Взаимосвязь JIT и TQC
Сокращение промежуточных материальных запасов
Быстрое реагирование на появление дефектов
Отделение
Взаимосвязь JIT и TQC
Сокращение промежуточных материальных запасов
Быстрое реагирование на появление дефектов
Отделение
Оценка работы по системе JIT
Тренды усовершенствований: проекты по модернизации, снижение затрат
Оценка работы по системе JIT
Тренды усовершенствований: проекты по модернизации, снижение затрат
Оценка работы по системе JIT
Тренды изменения уровней материальных запасов подразделений (более
Оценка работы по системе JIT
Тренды изменения уровней материальных запасов подразделений (более
Преимущества JIT
Сокращение запасов материалов и незавершенного производства;
Сокращение времени выполнения запасов;
Сокращается время
Преимущества JIT
Сокращение запасов материалов и незавершенного производства;
Сокращение времени выполнения запасов;
Сокращается время
Проблемы реализации JIT
Высокие первоначальные инвестиции и затраты на реализацию JIT (покупка
Проблемы реализации JIT
Высокие первоначальные инвестиции и затраты на реализацию JIT (покупка
Пример использования JIT
Известная американская компания Harley-Davidson, производящая мотоциклы, в 1970-х годах
Пример использования JIT
Известная американская компания Harley-Davidson, производящая мотоциклы, в 1970-х годах
Логистическая концепция «Канбан
ВОПРОС 4
Логистическая концепция «Канбан
ВОПРОС 4
Логистическая концепция «Канбан»
«КАНБАН» (от японского «карточка») — это система организации
Логистическая концепция «Канбан»
«КАНБАН» (от японского «карточка») — это система организации
Характерные черты системы Канбан
Рациональная организация и сбалансированность производства.
Всеобщий контроль качества на
Характерные черты системы Канбан
Рациональная организация и сбалансированность производства.
Всеобщий контроль качества на
В переводе с японского «Канбан» — это сопроводительная карточка в прямоугольном пластиковом конверте.
В переводе с японского «Канбан» — это сопроводительная карточка в прямоугольном пластиковом конверте.
Информационное обеспечение системы «КАНБАН» составляют пластиковые карточки двух видов:
карточки отбора или
Информационное обеспечение системы «КАНБАН» составляют пластиковые карточки двух видов:
карточки отбора или
Карточка отбора «Канбан»
В карточке отбора указывается количество деталей (компонентов, полуфабрикатов), которое
Карточка отбора «Канбан»
В карточке отбора указывается количество деталей (компонентов, полуфабрикатов), которое
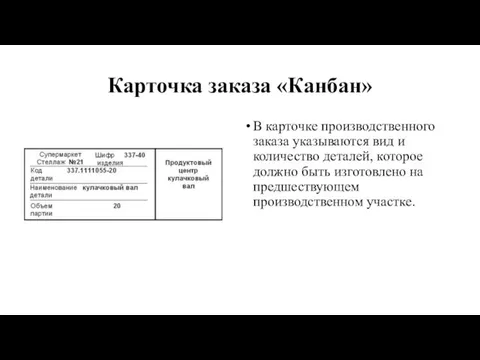
Карточка заказа «Канбан»
В карточке производственного заказа указываются вид и количество деталей,
Карточка заказа «Канбан»
В карточке производственного заказа указываются вид и количество деталей,

Маршрут движения двух карточек «канбан»
Маршрут движения двух карточек «канбан»
Правила карточек kanban
1. Не может быть изготовлено ни одного изделия до
Правила карточек kanban
1. Не может быть изготовлено ни одного изделия до
Для реализации принципа «точно — во — время» с помощью карточек «Канбан» необходимо соблюдать
Для реализации принципа «точно — во — время» с помощью карточек «Канбан» необходимо соблюдать
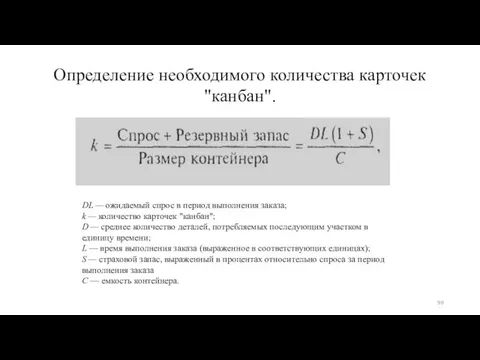
Определение необходимого количества карточек "канбан".
DL — ожидаемый спрос в период
Определение необходимого количества карточек "канбан".
DL — ожидаемый спрос в период
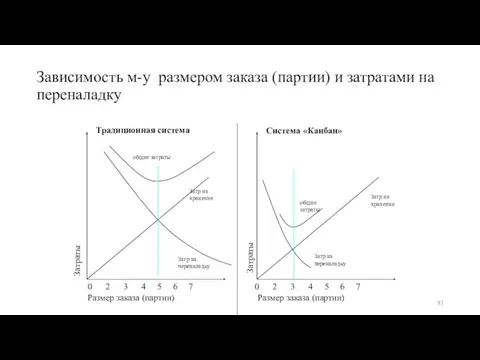
Зависимость м-у размером заказа (партии) и затратами на переналадку
0 2 3
Зависимость м-у размером заказа (партии) и затратами на переналадку
0 2 3
Эффект внедрения системы «Канбан»
Улучшение качества выпускаемой продукции;
Сокращение логистического цикла;
Значительное ускорение оборачиваемости
Эффект внедрения системы «Канбан»
Улучшение качества выпускаемой продукции;
Сокращение логистического цикла;
Значительное ускорение оборачиваемости
Российские примеры внедрения системы «Канбан»
На предприятии «Аком» (г.Жигулевск, Самарская область) использовали систему
Российские примеры внедрения системы «Канбан»
На предприятии «Аком» (г.Жигулевск, Самарская область) использовали систему
С 2005 года инструменты производственной логистики действуют в цехе главного конвейера автосборочного
С 2005 года инструменты производственной логистики действуют в цехе главного конвейера автосборочного
Теперь у операторов отпала необходимость работать по старинке. Каждый из них, знакомый с основополагающими принципами
Теперь у операторов отпала необходимость работать по старинке. Каждый из них, знакомый с основополагающими принципами
В кладовой метизов цеха главного конвейера на видном месте помещены графики расхода поставки
В кладовой метизов цеха главного конвейера на видном месте помещены графики расхода поставки
Логистическая концепция Lean Production (бережливое производство)
ВОПРОС 5
Логистическая концепция Lean Production (бережливое производство)
ВОПРОС 5
(lean production, lean manufacturing — англ. lean — постный, стройный, без жира; в
(lean production, lean manufacturing — англ. lean — постный, стройный, без жира; в
Бережливое производство
Бережливое производство предполагает вовлечение в процесс оптимизации бизнеса каждого
Бережливое производство
Бережливое производство предполагает вовлечение в процесс оптимизации бизнеса каждого
Отправная точка бережливого производства
Ценность для потребителя
С точки зрения конечного потребителя,
Отправная точка бережливого производства
Ценность для потребителя
С точки зрения конечного потребителя,
Основные принципы
Определить ценность конкретного продукта.(Ценность – это товар или услуга
Основные принципы
Определить ценность конкретного продукта.(Ценность – это товар или услуга
5 принципов LEAN
5 принципов LEAN
Другие принципы
Превосходное качество (сдача с первого предъявления, система ноль дефектов, обнаружение
Другие принципы
Превосходное качество (сдача с первого предъявления, система ноль дефектов, обнаружение
Инструменты бережливого производства
Система TPM (Total Productive Maintenance) — Всеобщий уход за
Инструменты бережливого производства
Система TPM (Total Productive Maintenance) — Всеобщий уход за

6 “S”
6 “S”
Алгоритм внедрения LEAN - идеологии
Найти проводника перемен (нужен ЛИДЕР, способный взять
Алгоритм внедрения LEAN - идеологии
Найти проводника перемен (нужен ЛИДЕР, способный взять
Необходимые условия функционирования системы
производство малых партий деталей за малое время;
использование гибкого
Необходимые условия функционирования системы
производство малых партий деталей за малое время;
использование гибкого
Типичные ошибки при внедрении бережливого производства
Установлено семь видов основных ошибок:
Непонимание роли
Типичные ошибки при внедрении бережливого производства
Установлено семь видов основных ошибок:
Непонимание роли
LEAN культура
Бережливое производство невозможно без бережливой культуры. Главное в Lean культуре —
LEAN культура
Бережливое производство невозможно без бережливой культуры. Главное в Lean культуре —
Кайдзен – это настоящая философия
Философия постоянного, неторопливого совершенствования всех процессов
Работать
Кайдзен – это настоящая философия
Философия постоянного, неторопливого совершенствования всех процессов
Работать
К концепции кайдзен относят большую часть известных японских техник менеджмента:
«поставки-точно-в-срок»
К концепции кайдзен относят большую часть известных японских техник менеджмента:
«поставки-точно-в-срок»
Система Кайдзен
В системе Кайдзен каждый сотрудник является равноправным партнером компании
.
Система Кайдзен
В системе Кайдзен каждый сотрудник является равноправным партнером компании
.
Логистическая концепция Supply Chain Management (SCM) - управление цепями поставок
ВОПРОС 6
Логистическая концепция Supply Chain Management (SCM) - управление цепями поставок
ВОПРОС 6
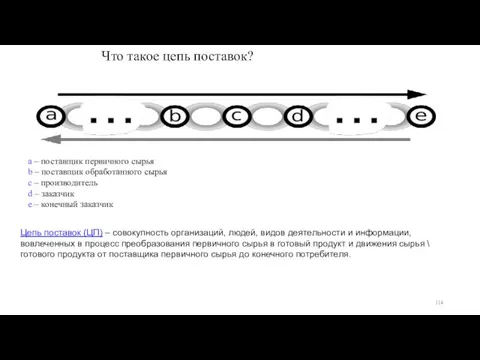
Что такое цепь поставок?
a – поставщик первичного сырья
b – поставщик обработанного
Что такое цепь поставок?
a – поставщик первичного сырья b – поставщик обработанного
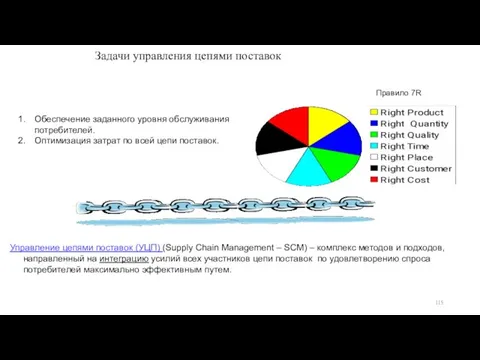
Задачи управления цепями поставок
Управление цепями поставок (УЦП) (Supply Chain Management –
Задачи управления цепями поставок
Управление цепями поставок (УЦП) (Supply Chain Management –
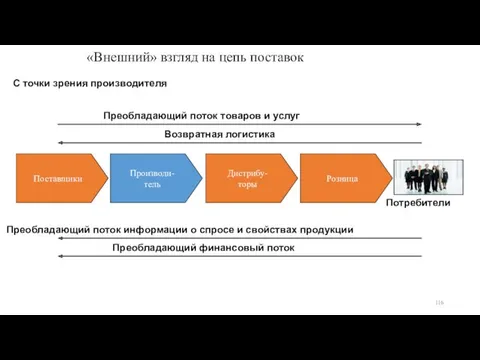
«Внешний» взгляд на цепь поставок
Производи-
тель
Поставщики
Дистрибу-
торы
Розница
Потребители
Преобладающий поток товаров и услуг
Преобладающий финансовый поток
С
«Внешний» взгляд на цепь поставок
Производи-
тель
Поставщики
Дистрибу-
торы
Розница
Потребители
Преобладающий поток товаров и услуг
Преобладающий финансовый поток
С
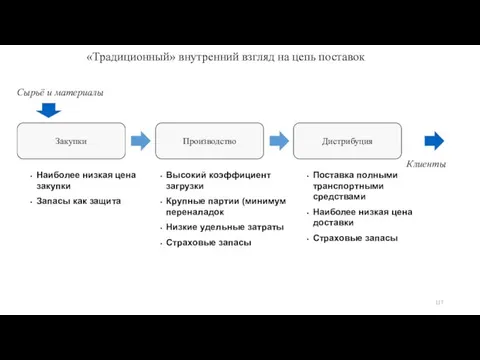
«Традиционный» внутренний взгляд на цепь поставок
Сырьё и материалы
Клиенты
Закупки
Производство
Дистрибуция
Наиболее низкая цена закупки
Запасы
«Традиционный» внутренний взгляд на цепь поставок
Сырьё и материалы
Клиенты
Закупки
Производство
Дистрибуция
Наиболее низкая цена закупки
Запасы
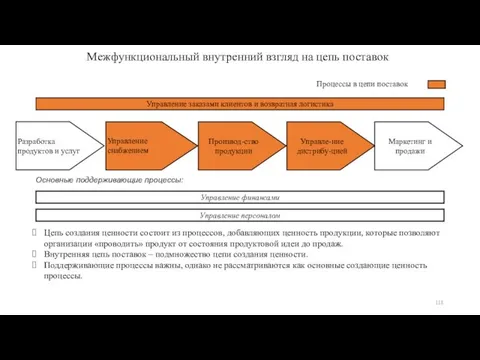
Межфункциональный внутренний взгляд на цепь поставок
Разработка продуктов и услуг
Управление снабжением
Производ-ство продукции
Процессы
Межфункциональный внутренний взгляд на цепь поставок
Разработка продуктов и услуг
Управление снабжением
Производ-ство продукции
Процессы
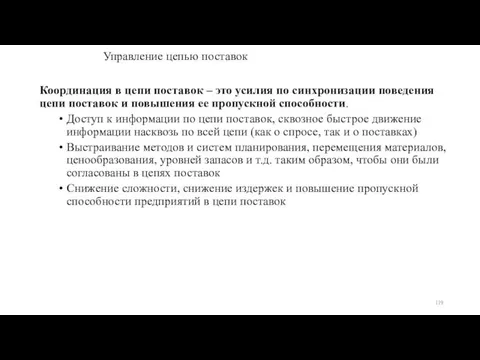
Управление цепью поставок
Координация в цепи поставок – это усилия по синхронизации
Управление цепью поставок
Координация в цепи поставок – это усилия по синхронизации
Управление цепью поставок
Дифференциация – усилия по обеспечению соответствия политики в цепи
Управление цепью поставок
Дифференциация – усилия по обеспечению соответствия политики в цепи
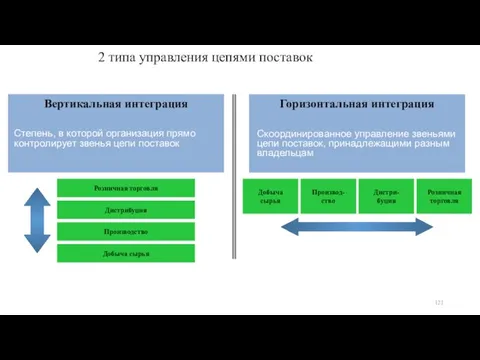
2 типа управления цепями поставок
Горизонтальная интеграция
Скоординированное управление звеньями цепи поставок, принадлежащими
2 типа управления цепями поставок
Горизонтальная интеграция
Скоординированное управление звеньями цепи поставок, принадлежащими
Оценка работы цепи поставок: основные определения
KPI (Key Performance Indicator) – ключевые
Оценка работы цепи поставок: основные определения
KPI (Key Performance Indicator) – ключевые
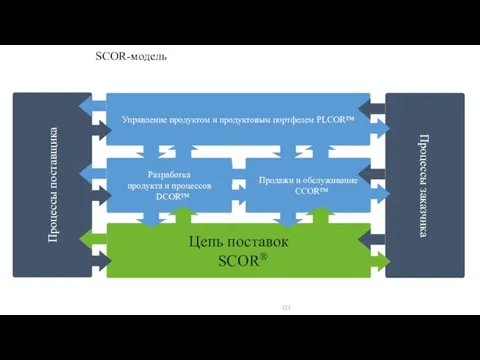
SCOR-модель
SCOR-модель
Ключевые показатели деятельности в SCOR: KPI
“ метрика: стандарт измерения ”
“ измерение:
Ключевые показатели деятельности в SCOR: KPI
“ метрика: стандарт измерения ” “ измерение:
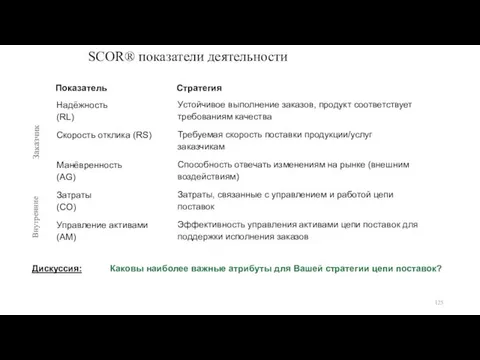
SCOR® показатели деятельности
Заказчик
Внутренние
SCOR® показатели деятельности
Заказчик
Внутренние
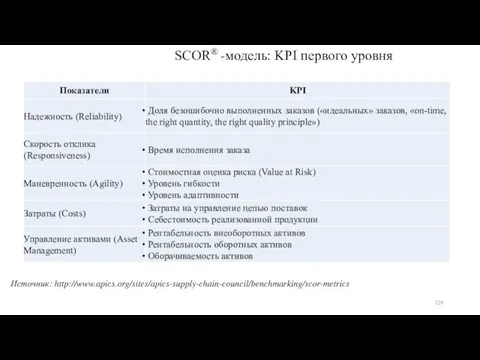
SCOR® -модель: KPI первого уровня
Источник: http://www.apics.org/sites/apics-supply-chain-council/benchmarking/scor-metrics
SCOR® -модель: KPI первого уровня
Источник: http://www.apics.org/sites/apics-supply-chain-council/benchmarking/scor-metrics
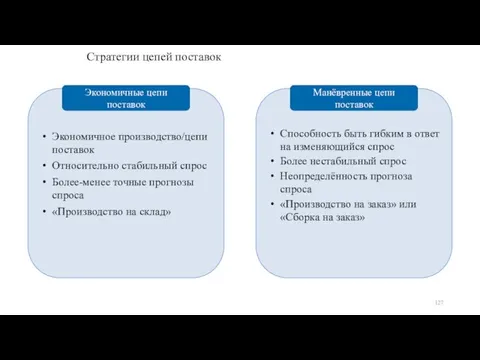
Стратегии цепей поставок
Экономичное производство/цепи поставок
Относительно стабильный спрос
Более-менее точные прогнозы спроса
«Производство на
Стратегии цепей поставок
Экономичное производство/цепи поставок
Относительно стабильный спрос
Более-менее точные прогнозы спроса
«Производство на

Конфликтующие цели в организации
Повышение
уровня
обслуживания
Сокращение
затрат
Высокая конкурентоспособность
Увеличение объемов продаж
Лояльность
Конфликтующие цели в организации
Повышение
уровня
обслуживания
Сокращение
затрат
Высокая конкурентоспособность
Увеличение объемов продаж
Лояльность
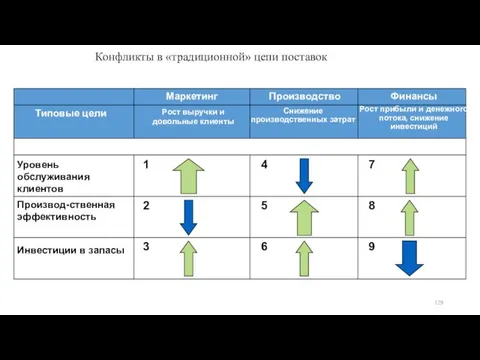
Конфликты в «традиционной» цепи поставок
Финансы
Маркетинг
Производство
Инвестиции в запасы
Типовые цели
Уровень обслуживания клиентов
Производ-ственная эффективность
Рост
Конфликты в «традиционной» цепи поставок
Финансы
Маркетинг
Производство
Инвестиции в запасы
Типовые цели
Уровень обслуживания клиентов
Производ-ственная эффективность
Рост
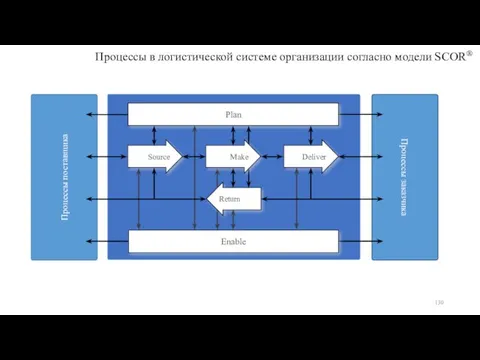
Процессы в логистической системе организации согласно модели SCOR®
Процессы в логистической системе организации согласно модели SCOR®
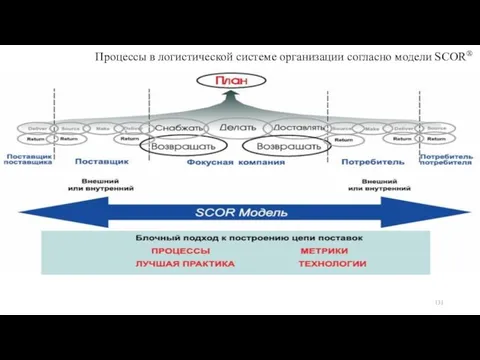
Процессы в логистической системе организации согласно модели SCOR®
Процессы в логистической системе организации согласно модели SCOR®
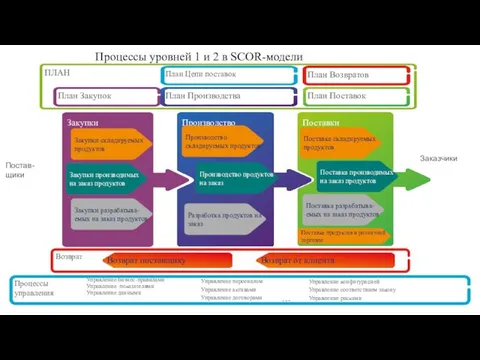
Процессы уровней 1 и 2 в SCOR-модели
Управление бизнес-правилами
Управление показателями
Управление данными
Закупки
Производство
Поставки
Постав-
щики
Заказчики
Управление
Процессы уровней 1 и 2 в SCOR-модели
Управление бизнес-правилами
Управление показателями
Управление данными
Закупки
Производство
Поставки
Постав-
щики
Заказчики
Управление
Классификация цепей поставок
1) прямая цепь поставок;
2) расширенная цепь поставок;
3) максимальная цепь поставок.
Классификация цепей поставок
1) прямая цепь поставок;
2) расширенная цепь поставок;
3) максимальная цепь поставок.
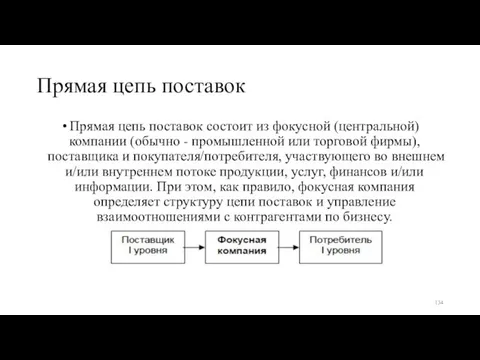
Прямая цепь поставок
Прямая цепь поставок состоит из фокусной (центральной) компании (обычно
Прямая цепь поставок
Прямая цепь поставок состоит из фокусной (центральной) компании (обычно
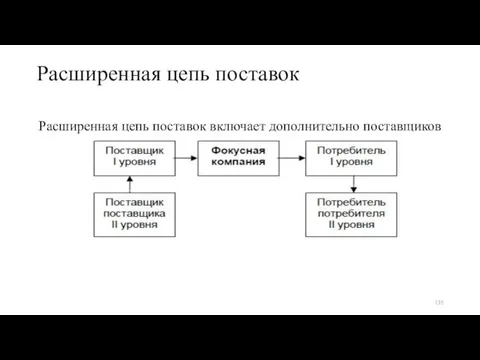
Расширенная цепь поставок
Расширенная цепь поставок включает дополнительно поставщиков и потребителей
Расширенная цепь поставок
Расширенная цепь поставок включает дополнительно поставщиков и потребителей
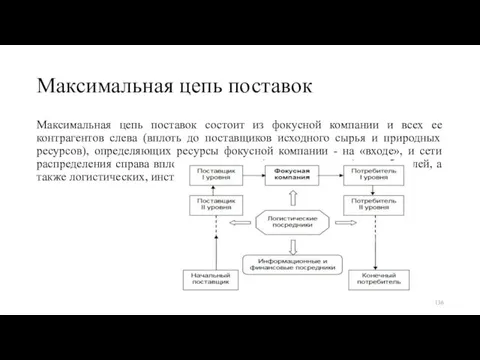
Максимальная цепь поставок
Максимальная цепь поставок состоит из фокусной компании и всех
Максимальная цепь поставок
Максимальная цепь поставок состоит из фокусной компании и всех
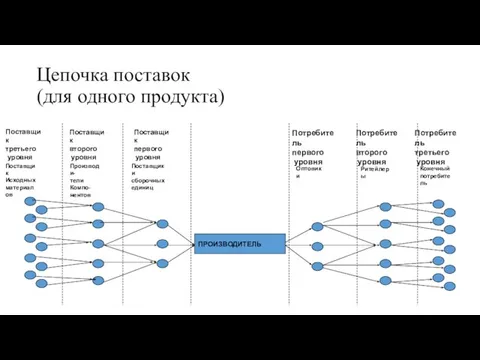
Цепочка поставок
(для одного продукта)
ПРОИЗВОДИТЕЛЬ
Поставщик
третьего
уровня
Поставщик
второго
уровня
Поставщик
первого
уровня
Потребитель
третьего
Цепочка поставок
(для одного продукта)
ПРОИЗВОДИТЕЛЬ
Поставщик
третьего
уровня
Поставщик
второго
уровня
Поставщик
первого
уровня
Потребитель
третьего
Основные тенденции развития информационных систем
Основные тенденции развития информационных систем
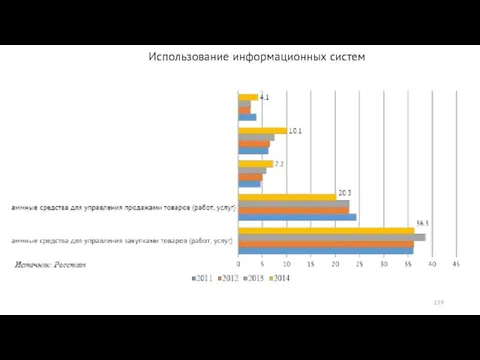
Использование информационных систем
Использование информационных систем
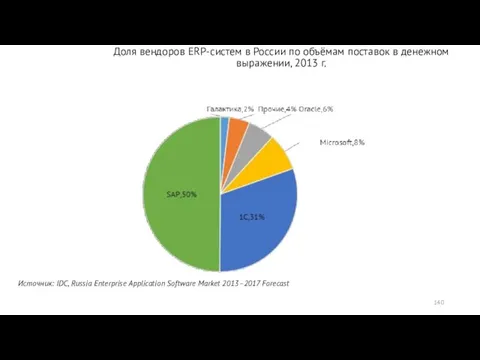
Доля вендоров ERP-систем в России по объёмам поставок в денежном выражении,
Доля вендоров ERP-систем в России по объёмам поставок в денежном выражении,
 Технология обслуживания туристов на борту судна и в портах
Технология обслуживания туристов на борту судна и в портах Кадровая политика и планирование потребности в персонале
Кадровая политика и планирование потребности в персонале Мониторинг качества проектного управления в колледже
Мониторинг качества проектного управления в колледже Workflow Analysis
Workflow Analysis Предложение по организации пресс - мероприятия для Lamoda
Предложение по организации пресс - мероприятия для Lamoda Методика внедрения системы 5С офис
Методика внедрения системы 5С офис Управление рисками. Страхование
Управление рисками. Страхование Разработка элемента системы экологического менеджмента на предприятии по производству мармелада
Разработка элемента системы экологического менеджмента на предприятии по производству мармелада Научно-технологический потенциал предприятия и его развитие
Научно-технологический потенциал предприятия и его развитие Менеджер по управлению персоналом
Менеджер по управлению персоналом Учебное пособие для поваров ресторанов Burger King
Учебное пособие для поваров ресторанов Burger King Уроки настоящего
Уроки настоящего Performance management. Target costing. (Topic 1)
Performance management. Target costing. (Topic 1) Теория организации как наука
Теория организации как наука Разработка и реализация стратегии и сбалансированной системы показателей в банке
Разработка и реализация стратегии и сбалансированной системы показателей в банке Философия качества
Философия качества Управління проектами
Управління проектами Общие подходы к управлению программными проектами (лекция 1)
Общие подходы к управлению программными проектами (лекция 1) Сущность и функции производственного менеджмента
Сущность и функции производственного менеджмента Електронний документообіг. (Тема 6)
Електронний документообіг. (Тема 6) Российский опыт управления качеством
Российский опыт управления качеством Організаційні зміни. Класичні теорії з управління змінами
Організаційні зміни. Класичні теорії з управління змінами Основы системного проектирования. SWOT анализ
Основы системного проектирования. SWOT анализ Кадры предприятия
Кадры предприятия Типология сотрудников и операционный менеджмент
Типология сотрудников и операционный менеджмент Системный подход и системное мышление. Тема 1
Системный подход и системное мышление. Тема 1 Функции менеджмента
Функции менеджмента Современные особенности подходов к управлению
Современные особенности подходов к управлению