Операционный менеджмент. Определение уровня качества. Оценка товарно-материальных запасов презентация
- Операционный менеджмент. Определение уровня качества. Оценка товарно-материальных запасов

Содержание
- 2. Цель: Применение статистических методов. Проведение приёмочного статистического контроля. Выборочный контроль качества. Используемые инструменты: Формирование карт контроля
- 3. Задача статистического метода управления состоит в том, чтобы на основании результатов периодического контроля выборок малого объема
- 4. Контроль по количественному признаку заключается в определении с требуемой точностью фактических значений контролируемого параметра у единиц
- 5. Контроль по альтернативному признаку заключается в определении соответствия контролируемого параметра или единицы продукции установленным требованиям. При
- 6. Преимущества и недостатки методов
- 7. В настоящее время существует большое разнообразие статистических методов регулирования технологических процессов. Статистическое регулирование технологических процессов удобно
- 8. Наиболее часто используются X-карта. На эту контрольную карту наносятся значения выборочных средних для того, чтобы контролировать
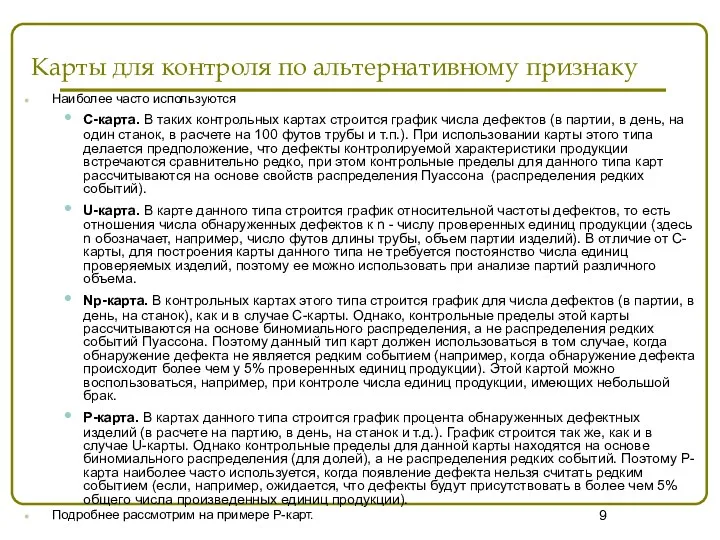
- 9. Наиболее часто используются C-карта. В таких контрольных картах строится график числа дефектов (в партии, в день,
- 10. Для наглядного представления данных обычно используют диаграммы. Для правильной интерпретации диаграмм на них наносят горизонтальные линии
- 11. Установка контрольных пределов При контроле среднего значения некоторой величины - например, диаметра поршневых колец – допустим,
- 12. Выделение зон для расчёта индикаторов разладки процесса Ограничим контрольные пределы в 3 σ (при условии нормального
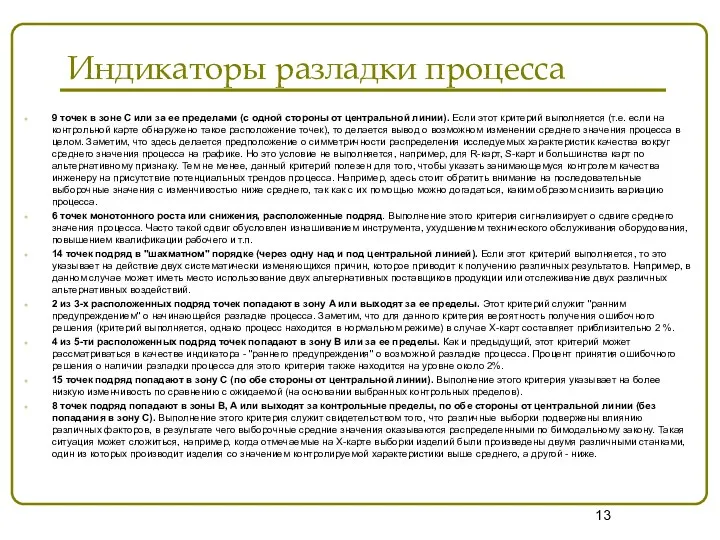
- 13. Индикаторы разладки процесса 9 точек в зоне С или за ее пределами (с одной стороны от
- 14. Индекс пригодности процесса В случае контрольных карт для итогового анализа результатов часто используют так называемые индексы
- 15. Построение контрольных карт на примере Допустим имеются следующие данные наблюдений: Кроме того, известно, что нормальное значение
- 16. Подготовительные расчёты Для каждого дня измерений необходимо рассчитать среднее и стандартное отклонение. При этом к исходной
- 17. Расчёт ЦЛ и допустимых границ для x-карты По массиву полученных значений μ определим центральную линию и
- 18. X-карта сделанных наблюдений Полученные значения используются для разбивки области построения x-карты на зоны. В итоге, получаем
- 19. X-карта на основе спецификаций Определим ЦЛ, а также контрольные пределы на основе спецификаций: ЦЛ = 1
- 20. Индекс пригодности процесса Определим Cp: Отметим смещение μ относительно нормального значения показателя. Следовательно, необходим расчёт Cpk
- 21. Расчёт ЦЛ и допустимых границ для s-карты По массивам полученных значений σ определим центральную линию и
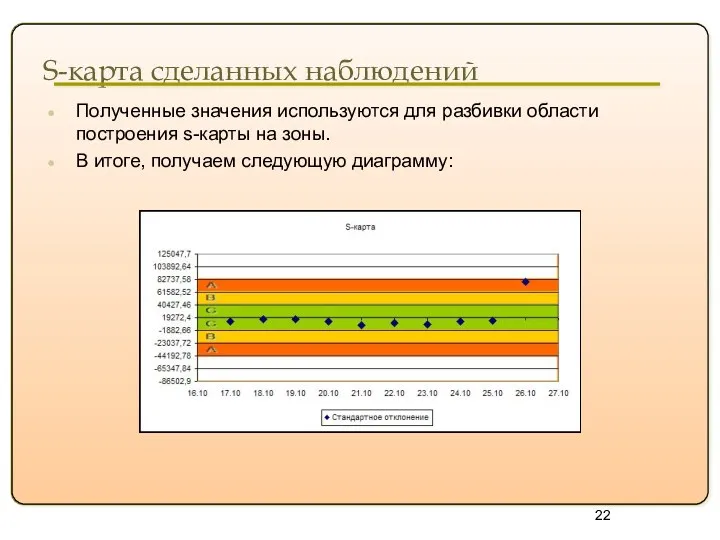
- 22. S-карта сделанных наблюдений Полученные значения используются для разбивки области построения s-карты на зоны. В итоге, получаем
- 23. Совместный анализ x- и s-карт Для более глубокого анализа карты, построенные на основе наблюдений (без учёта
- 24. Данные для построения p-карты Преобразуем таблицу измерений следующим образом: для каждого замера будем регистрировать лишь факт
- 25. p-карта сделанных наблюдений В качестве ЦЛ используется общая доля несоответствия: ЦЛ = Po = 0,3 σ
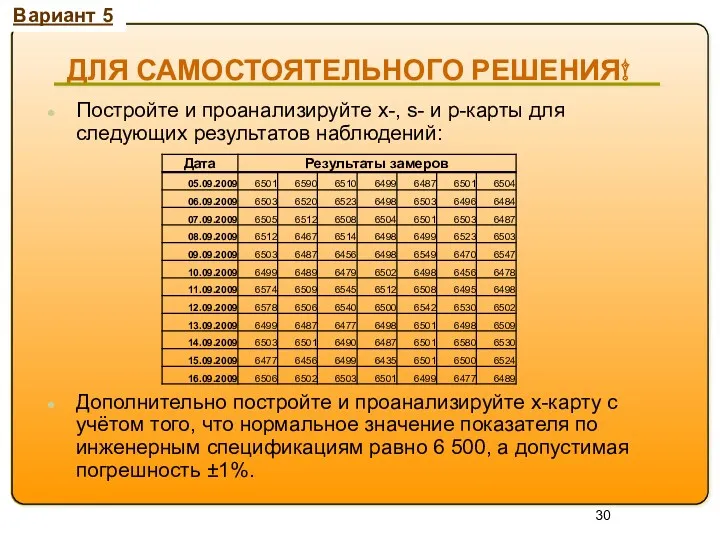
- 26. ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ! Постройте и проанализируйте x-, s- и p-карты для следующих результатов наблюдений: Дополнительно постройте
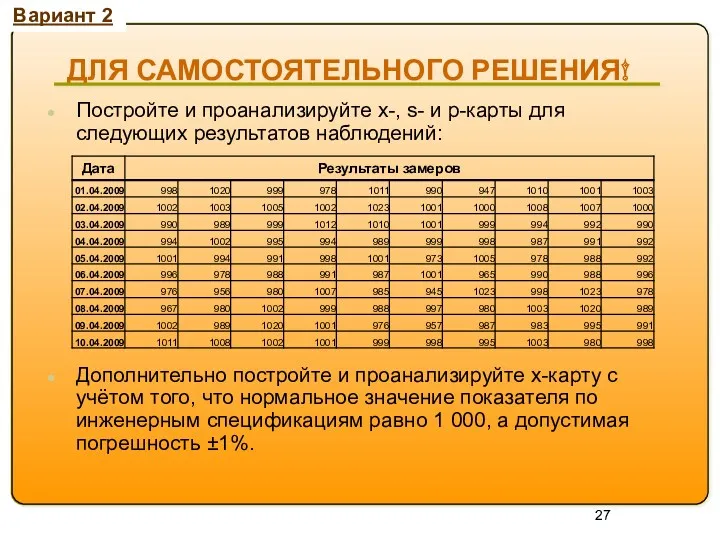
- 27. ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ! Постройте и проанализируйте x-, s- и p-карты для следующих результатов наблюдений: Дополнительно постройте
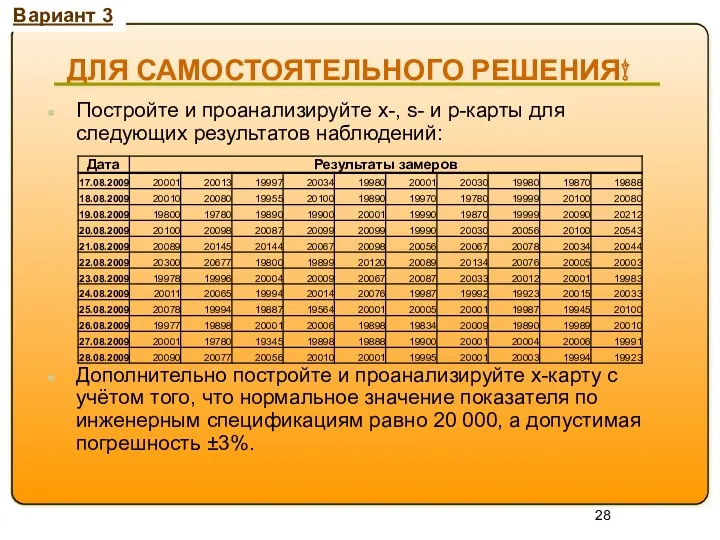
- 28. ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ! Постройте и проанализируйте x-, s- и p-карты для следующих результатов наблюдений: Дополнительно постройте
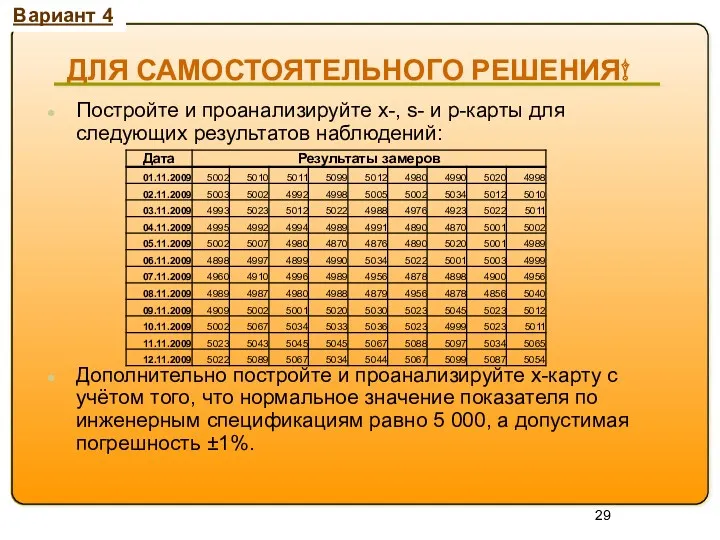
- 29. ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ! Постройте и проанализируйте x-, s- и p-карты для следующих результатов наблюдений: Дополнительно постройте
- 30. ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ! Постройте и проанализируйте x-, s- и p-карты для следующих результатов наблюдений: Дополнительно постройте
- 31. Определение размер выборки Размер выборки для рассмотренных контрольных карт важен как для точности определения среднего значения/доли,
- 32. Расчёт размера выборки Предположим, что общая доля несоответствия для данного процесса составляет 0.1, а доля несоответствия,
- 33. Приёмочный контроль. Общая идея Решение о качестве партии изделий, принимаемой в результате выборочного контроля, требует определения
- 34. График характеристики F(q) Например, используя гипергеометрический закон распределения (его реализацию в электронных таблицах Excel) при q
- 35. Тенденции изменения вида кривой качества Тенденции изменения вида функции F(q) при изменении величин n, Ac: Допустим,
- 36. Пример построения кривой качества Допустим, требуется построить кривую качества для следующих исходных данных: При риске поставщика
- 37. Влияние размера выборки Для данных предыдущего слайда увеличим в 2 раза размер выборки при сохранении остальных
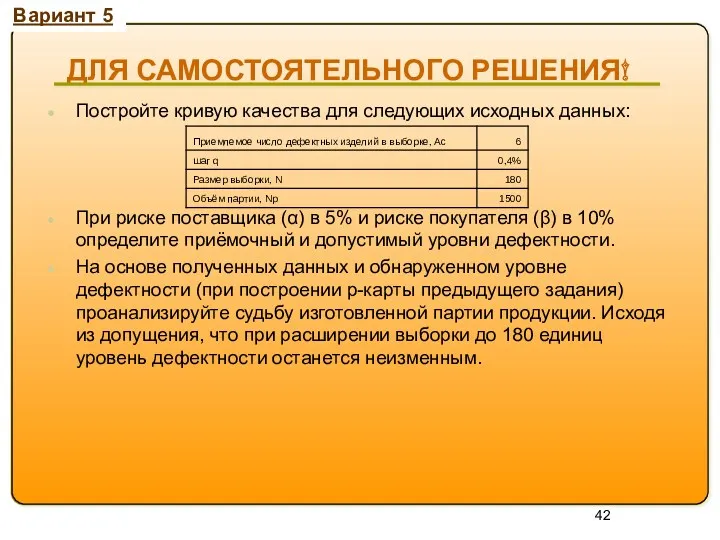
- 38. ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ! Постройте кривую качества для следующих исходных данных: При риске поставщика (α) в 5%
- 39. ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ! Постройте кривую качества для следующих исходных данных: При риске поставщика (α) в 5%
- 40. ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ! Постройте кривую качества для следующих исходных данных: При риске поставщика (α) в 5%
- 41. ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ! Постройте кривую качества для следующих исходных данных: При риске поставщика (α) в 5%
- 42. ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ! Постройте кривую качества для следующих исходных данных: При риске поставщика (α) в 5%
- 43. Выполненные задания по данному семинару должны содержать решения приведённых для самостоятельной работы примеров (слайды 26-30 и
- 45. Скачать презентацию
Цель:
Применение статистических методов. Проведение приёмочного статистического контроля. Выборочный контроль качества.
Используемые инструменты:
Формирование
Цель:
Применение статистических методов. Проведение приёмочного статистического контроля. Выборочный контроль качества.
Используемые инструменты:
Формирование
Задача статистического метода управления состоит в том, чтобы на основании результатов
Задача статистического метода управления состоит в том, чтобы на основании результатов
Контроль по количественному признаку заключается в определении с требуемой точностью фактических
Контроль по количественному признаку заключается в определении с требуемой точностью фактических
Контроль по альтернативному признаку заключается в определении соответствия контролируемого параметра или
Контроль по альтернативному признаку заключается в определении соответствия контролируемого параметра или
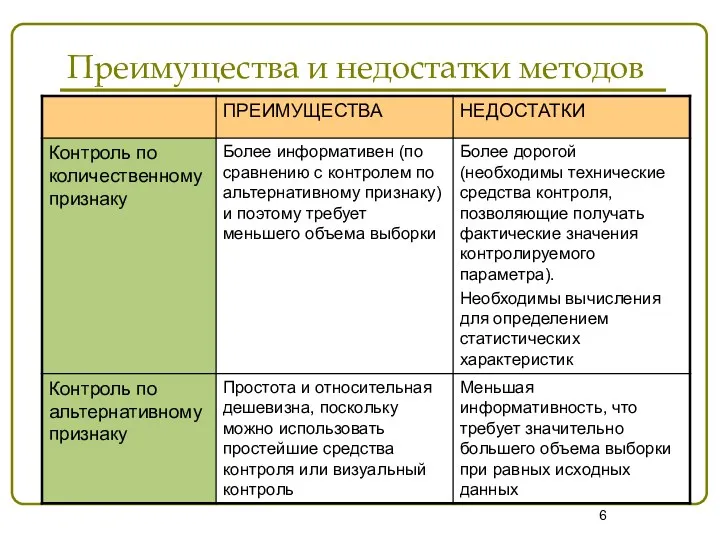
Преимущества и недостатки методов
Преимущества и недостатки методов
В настоящее время существует большое разнообразие статистических методов регулирования технологических процессов.
В настоящее время существует большое разнообразие статистических методов регулирования технологических процессов.
Наиболее часто используются
X-карта. На эту контрольную карту наносятся значения выборочных средних
Наиболее часто используются
X-карта. На эту контрольную карту наносятся значения выборочных средних
Наиболее часто используются
C-карта. В таких контрольных картах строится график числа дефектов
Наиболее часто используются
C-карта. В таких контрольных картах строится график числа дефектов
Для наглядного представления данных обычно используют диаграммы.
Для правильной интерпретации диаграмм на
Для наглядного представления данных обычно используют диаграммы.
Для правильной интерпретации диаграмм на
Установка контрольных пределов
При контроле среднего значения некоторой величины - например, диаметра
Установка контрольных пределов
При контроле среднего значения некоторой величины - например, диаметра
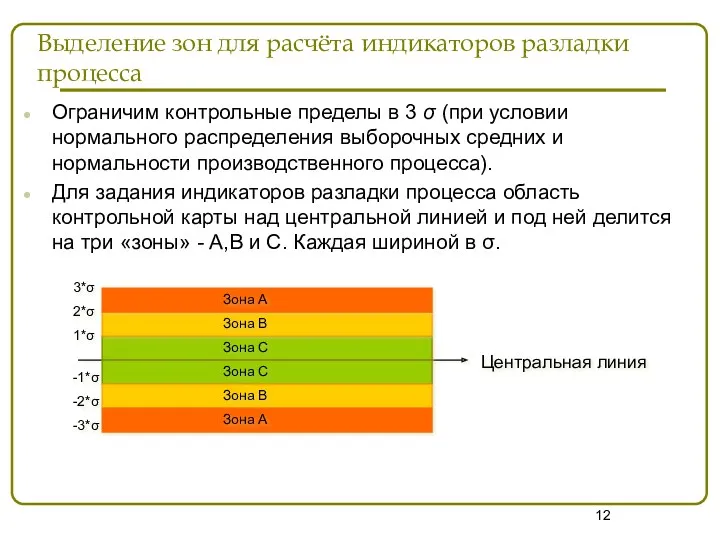
Выделение зон для расчёта индикаторов разладки процесса
Ограничим контрольные пределы в 3
Выделение зон для расчёта индикаторов разладки процесса
Ограничим контрольные пределы в 3
Индикаторы разладки процесса
9 точек в зоне С или за ее пределами
Индикаторы разладки процесса
9 точек в зоне С или за ее пределами
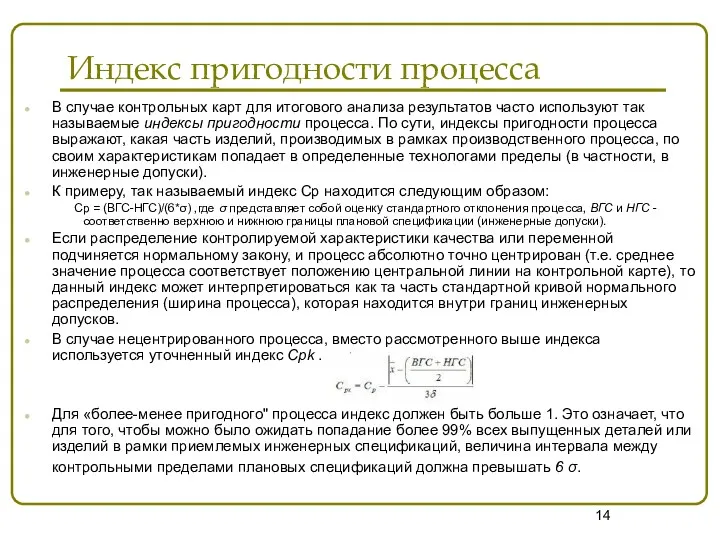
Индекс пригодности процесса
В случае контрольных карт для итогового анализа результатов часто
Индекс пригодности процесса
В случае контрольных карт для итогового анализа результатов часто
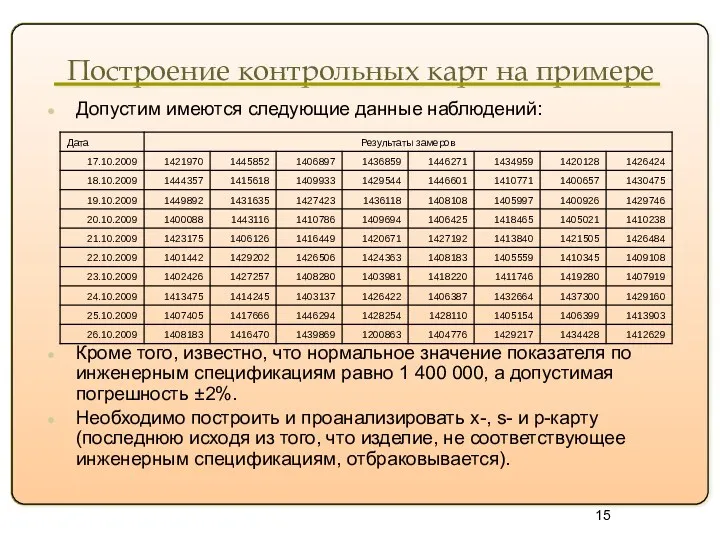
Построение контрольных карт на примере
Допустим имеются следующие данные наблюдений:
Кроме того, известно,
Построение контрольных карт на примере
Допустим имеются следующие данные наблюдений:
Кроме того, известно,
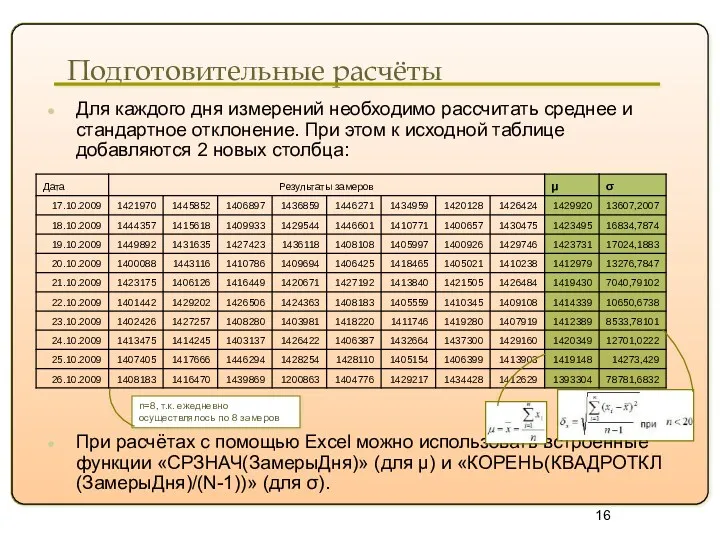
Подготовительные расчёты
Для каждого дня измерений необходимо рассчитать среднее и стандартное отклонение.
Подготовительные расчёты
Для каждого дня измерений необходимо рассчитать среднее и стандартное отклонение.
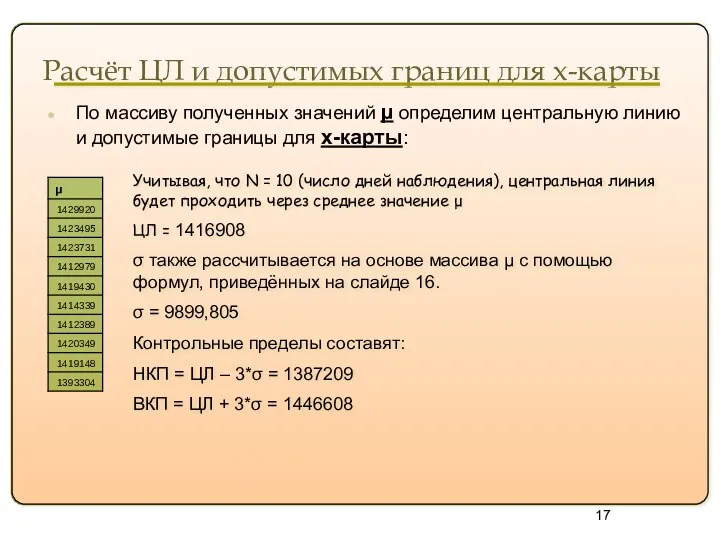
Расчёт ЦЛ и допустимых границ для x-карты
По массиву полученных значений μ
Расчёт ЦЛ и допустимых границ для x-карты
По массиву полученных значений μ
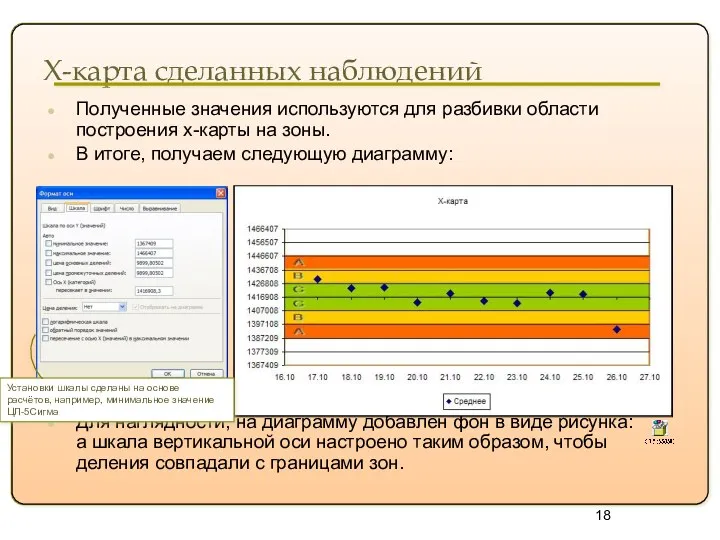
X-карта сделанных наблюдений
Полученные значения используются для разбивки области
X-карта сделанных наблюдений
Полученные значения используются для разбивки области
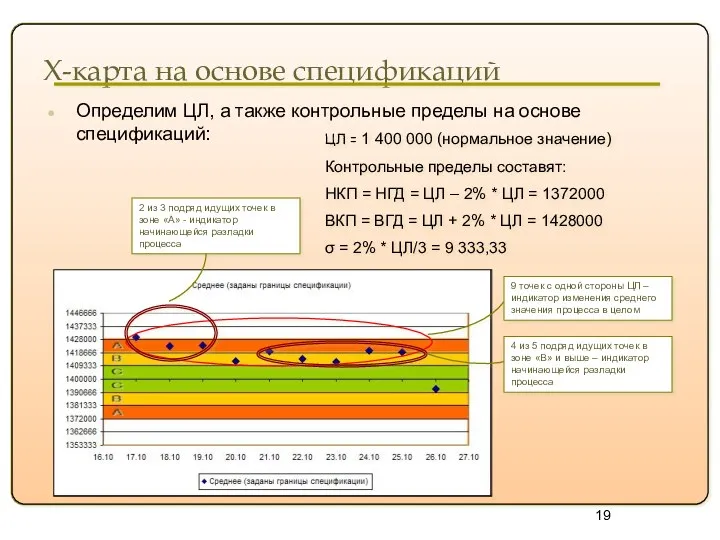
X-карта на основе спецификаций
Определим ЦЛ, а также контрольные
X-карта на основе спецификаций
Определим ЦЛ, а также контрольные
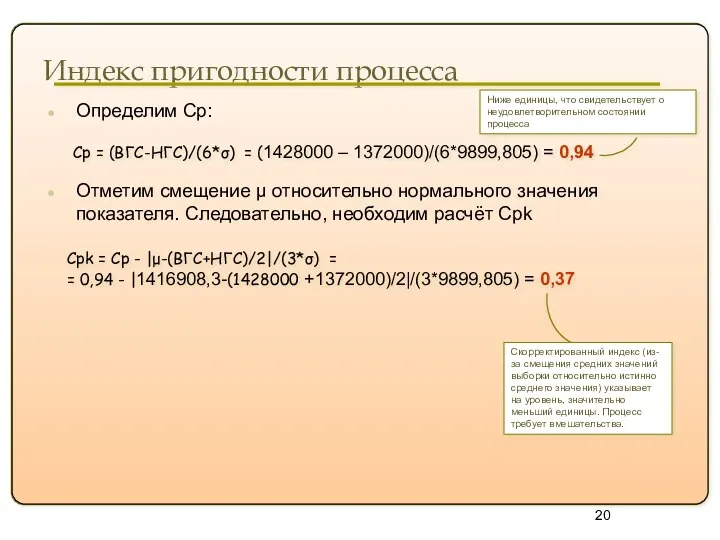
Индекс пригодности процесса
Определим Cp:
Отметим смещение μ относительно нормального
Индекс пригодности процесса
Определим Cp:
Отметим смещение μ относительно нормального
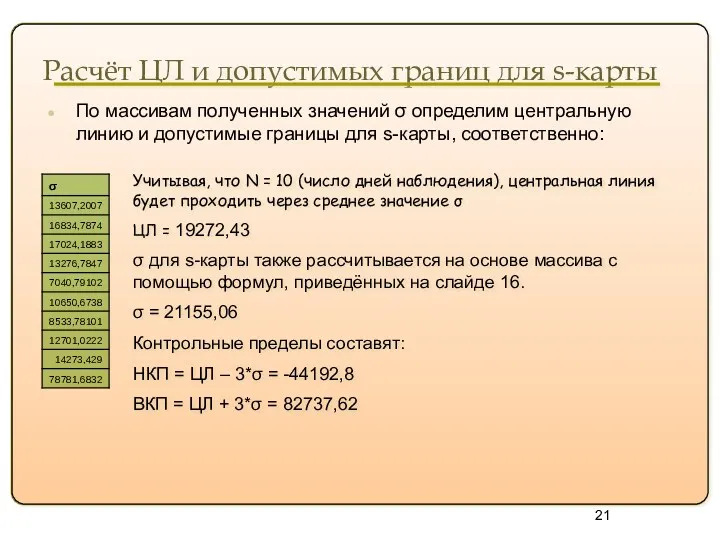
Расчёт ЦЛ и допустимых границ для s-карты
По массивам полученных значений σ
Расчёт ЦЛ и допустимых границ для s-карты
По массивам полученных значений σ
S-карта сделанных наблюдений
Полученные значения используются для разбивки области
S-карта сделанных наблюдений
Полученные значения используются для разбивки области
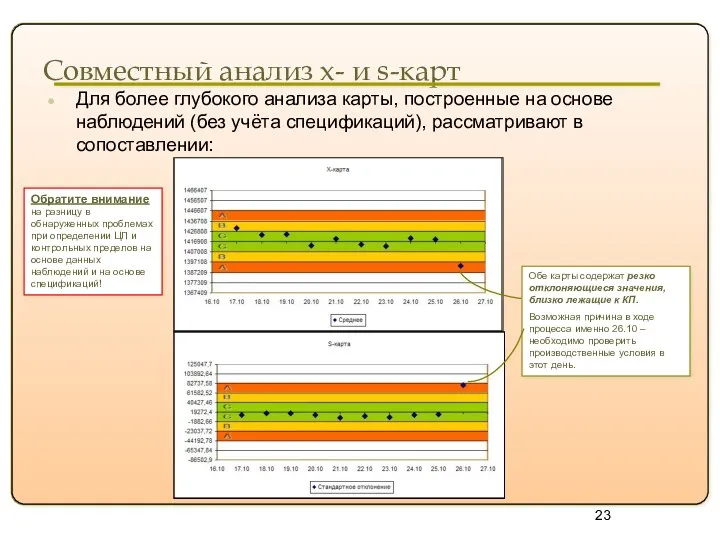
Совместный анализ x- и s-карт
Для более глубокого анализа
Совместный анализ x- и s-карт
Для более глубокого анализа
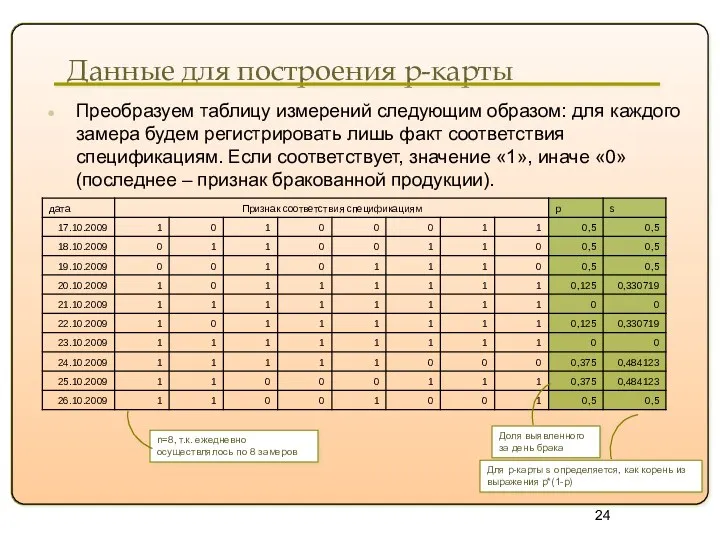
Данные для построения p-карты
Преобразуем таблицу измерений следующим образом: для каждого замера
Данные для построения p-карты
Преобразуем таблицу измерений следующим образом: для каждого замера
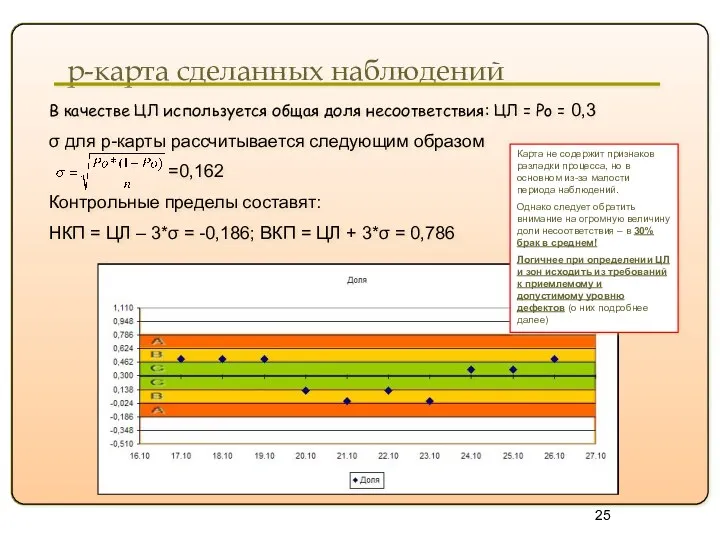
p-карта сделанных наблюдений
В качестве ЦЛ используется общая доля
p-карта сделанных наблюдений
В качестве ЦЛ используется общая доля
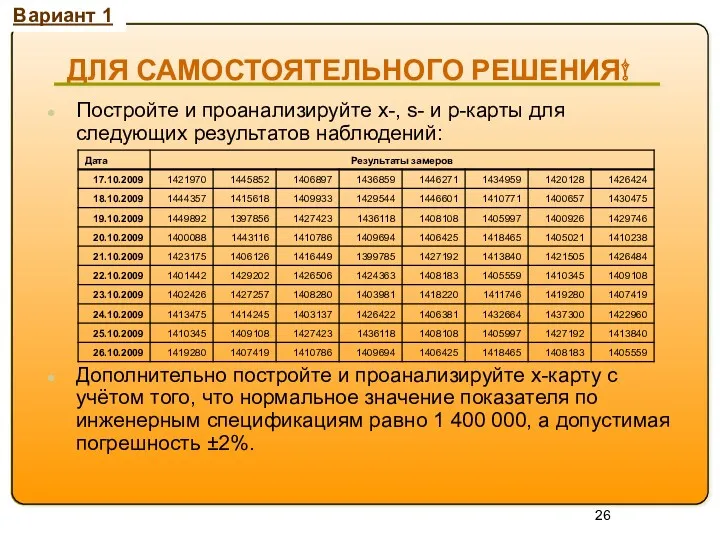
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте и проанализируйте x-, s- и p-карты для
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте и проанализируйте x-, s- и p-карты для
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте и проанализируйте x-, s- и p-карты для
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте и проанализируйте x-, s- и p-карты для
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте и проанализируйте x-, s- и p-карты для
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте и проанализируйте x-, s- и p-карты для
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте и проанализируйте x-, s- и p-карты для
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте и проанализируйте x-, s- и p-карты для
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте и проанализируйте x-, s- и p-карты для
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте и проанализируйте x-, s- и p-карты для
Определение размер выборки
Размер выборки для рассмотренных контрольных карт важен как для
Определение размер выборки
Размер выборки для рассмотренных контрольных карт важен как для
Расчёт размера выборки
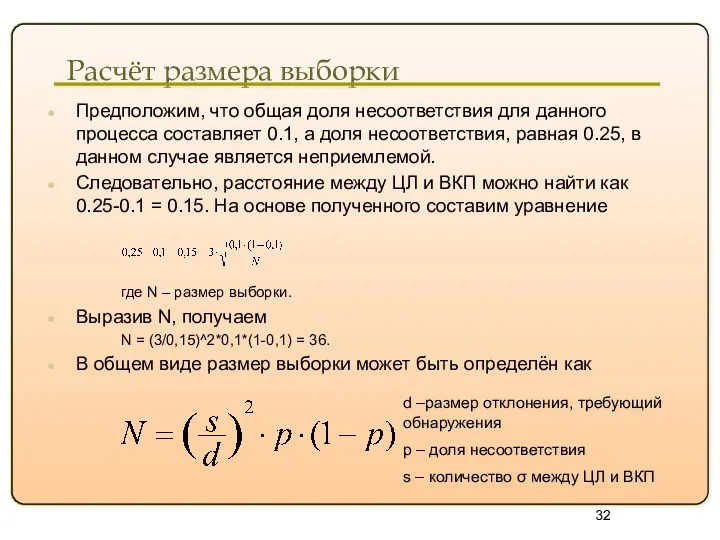
Предположим, что общая доля несоответствия для данного процесса составляет
Расчёт размера выборки
Предположим, что общая доля несоответствия для данного процесса составляет
Приёмочный контроль. Общая идея
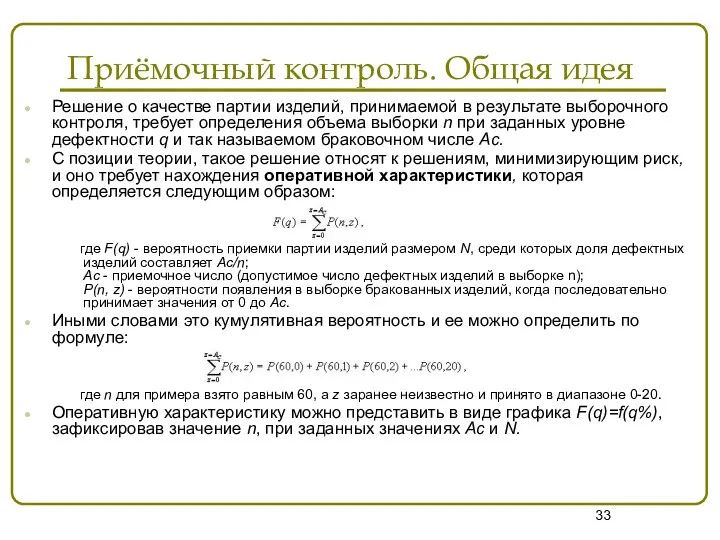
Решение о качестве партии изделий, принимаемой в результате
Приёмочный контроль. Общая идея
Решение о качестве партии изделий, принимаемой в результате
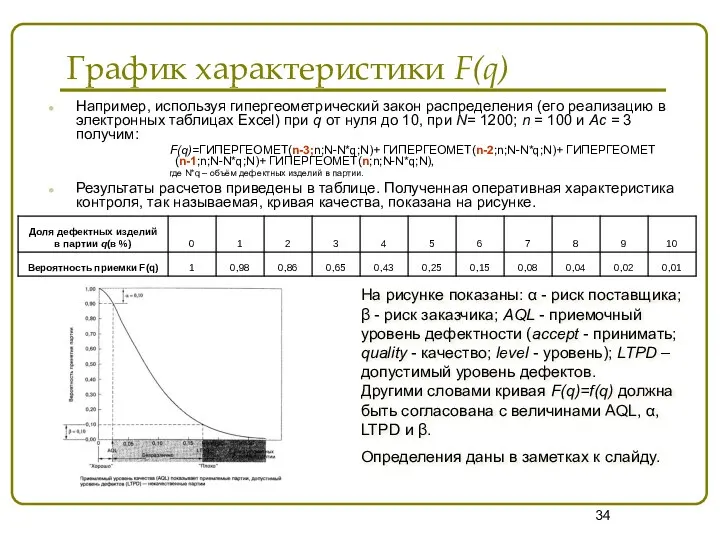
График характеристики F(q)
Например, используя гипергеометрический закон распределения (его реализацию в электронных
График характеристики F(q)
Например, используя гипергеометрический закон распределения (его реализацию в электронных
Тенденции изменения вида кривой качества
Тенденции изменения вида функции F(q) при изменении
Тенденции изменения вида кривой качества
Тенденции изменения вида функции F(q) при изменении
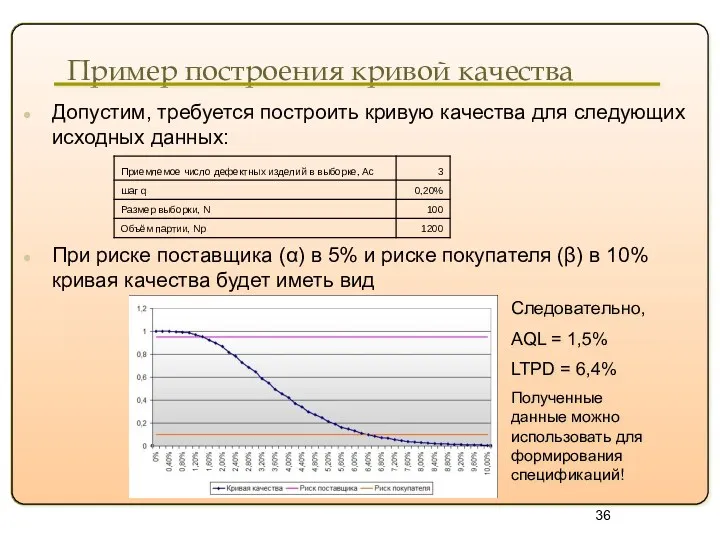
Пример построения кривой качества
Допустим, требуется построить кривую качества
Пример построения кривой качества
Допустим, требуется построить кривую качества
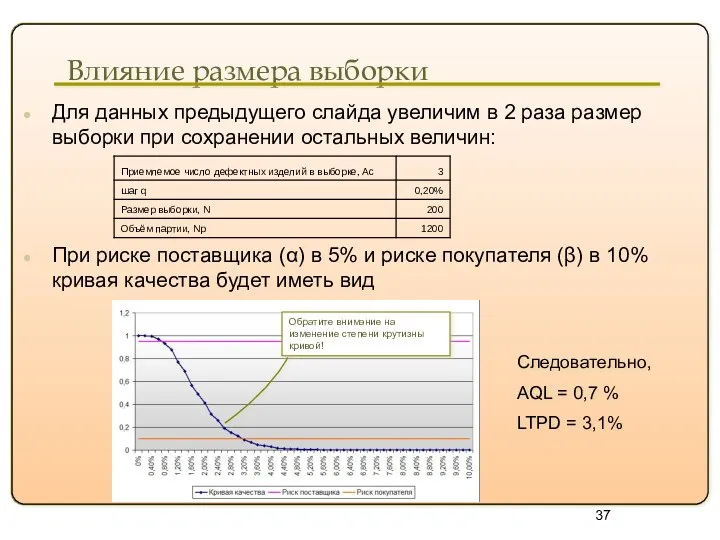
Влияние размера выборки
Для данных предыдущего слайда увеличим в
Влияние размера выборки
Для данных предыдущего слайда увеличим в
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте кривую качества для следующих исходных данных:
При риске поставщика
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте кривую качества для следующих исходных данных:
При риске поставщика
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте кривую качества для следующих исходных данных:
При риске поставщика
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте кривую качества для следующих исходных данных:
При риске поставщика
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте кривую качества для следующих исходных данных:
При риске поставщика
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте кривую качества для следующих исходных данных:
При риске поставщика
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте кривую качества для следующих исходных данных:
При риске поставщика
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте кривую качества для следующих исходных данных:
При риске поставщика
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте кривую качества для следующих исходных данных:
При риске поставщика
ДЛЯ САМОСТОЯТЕЛЬНОГО РЕШЕНИЯ!
Постройте кривую качества для следующих исходных данных:
При риске поставщика
Выполненные задания по данному семинару должны содержать решения приведённых для самостоятельной
Выполненные задания по данному семинару должны содержать решения приведённых для самостоятельной
 Тайм-менеджмент
Тайм-менеджмент Планирование как вид управленческой деятельности. Тема 6
Планирование как вид управленческой деятельности. Тема 6 Логистика: понятие, цели, задачи, принципы. Материальные потоки: понятие, классификация
Логистика: понятие, цели, задачи, принципы. Материальные потоки: понятие, классификация Возможности применения зарубежного опыта менеджмента в современных российских организациях
Возможности применения зарубежного опыта менеджмента в современных российских организациях Łańcuch wartości
Łańcuch wartości Ingate. Команда проекта
Ingate. Команда проекта Definiţii şi accepţiuni ale termenului de management
Definiţii şi accepţiuni ale termenului de management Расширение кругозора
Расширение кругозора Исследовательские подходы и инструментарий проведения аудита персонала
Исследовательские подходы и инструментарий проведения аудита персонала Общая характеристика управления организацией
Общая характеристика управления организацией Организация продовольственного и материально-технического снабжения предприятий общественного питания
Организация продовольственного и материально-технического снабжения предприятий общественного питания SMART & KPI - ключевые показатели эффективности
SMART & KPI - ключевые показатели эффективности Unimech industries (p) ltd. “delivering trust and quality”
Unimech industries (p) ltd. “delivering trust and quality” Классификация управленческих решений
Классификация управленческих решений Time Management. Be Organized
Time Management. Be Organized Politics in your pocket Inc
Politics in your pocket Inc Зміст процесу управління
Зміст процесу управління Формирование механизмов управления трудовыми затратами предприятия промышленной группы Седин г. Краснодар
Формирование механизмов управления трудовыми затратами предприятия промышленной группы Седин г. Краснодар Internal control and deontology - Chapter 5 Tools for internal control
Internal control and deontology - Chapter 5 Tools for internal control Анализ деятельности службы питания гостиничного комплекса Завидово
Анализ деятельности службы питания гостиничного комплекса Завидово Функции управления. Раздел 3
Функции управления. Раздел 3 Концепция Точно в срок
Концепция Точно в срок Разработка ИТ-стратегии. Миссия и цели компании. (Лекция 3)
Разработка ИТ-стратегии. Миссия и цели компании. (Лекция 3) Удаленная работа. Советы для сотрудников
Удаленная работа. Советы для сотрудников Программа адаптации сотрудника на новом рабочем месте
Программа адаптации сотрудника на новом рабочем месте Оценка и контроль качества товаров
Оценка и контроль качества товаров Типологія інформаційних систем у менеджменті організацій
Типологія інформаційних систем у менеджменті організацій Организационное поведение
Организационное поведение