- Производственная логистика

Содержание
- 2. Определение логистики Логистика – это наука об организации и управлении материальными и сопутствующими им информационными, финансовыми
- 3. Принципы рациональной организации материальных потоков специализация прямоточность непрерывность параллельность пропорциональность ритмичность автоматичность специализация гибкость адаптивность
- 4. Специализация Принцип специализации заключается в повышении производительности на основе закрепления однородных частей производственного процесса за отдельными
- 5. Принципы рациональной организации МП Пропорциональность – принцип, выполнение которого обеспечивает равную пропускную способность различных операций производственного
- 6. Принципы рациональной организации материальных потоков Ритмичность – принцип, характеризующий равномерность и повторяемость отдельных элементов производственного процесса
- 7. Производственная логистика – центральное звено в цепи поставок. На этапе производственной логистики осуществляется преобразование сырья и
- 8. Кроме того, в производственной логистике выполняются логистические функции по организации и управлению: - транспортным обслуживанием производственного
- 9. ОУП в производственной логистике Центральное место в производственной логистике занимает оперативное управление производством (ОУП), которое заключается
- 10. Содержание оперативного управления производством
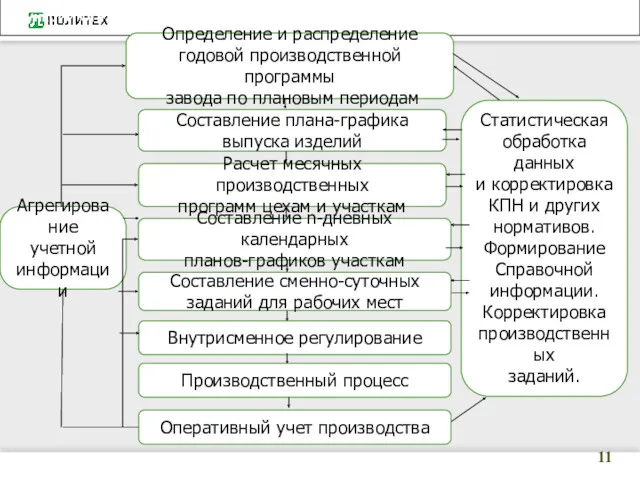
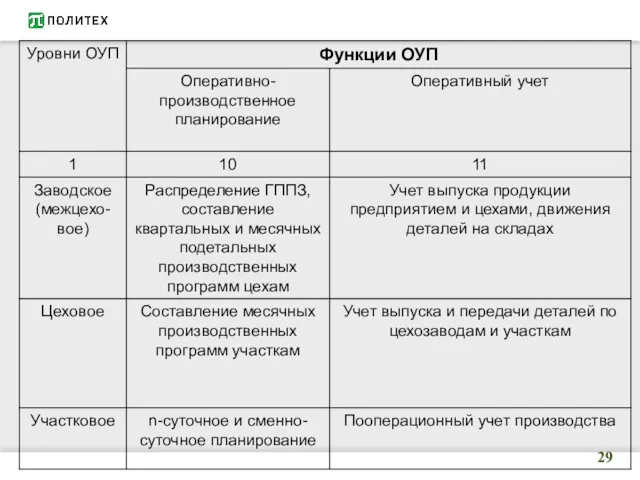
- 11. Функции ОПП и их связь с другими задачами оперативного управления производством Определение и распределение годовой производственной
- 12. Календарно-плановые нормативы Календарно-плановые нормативы служат исходной базой для составления взаимосвязанных производственных заданий, обеспечивающих согласованную равномерную работу
- 13. Функции ОУП Основной функцией ОУП является оперативно-производственное планирование, которое реализуется как оперативное объемное планирование и оперативно-календарное
- 14. Функции ОУП Оперативно-календарное планирование состоит в составлении календарных планов-графиков изготовления деталей и сборочных единиц с учетом
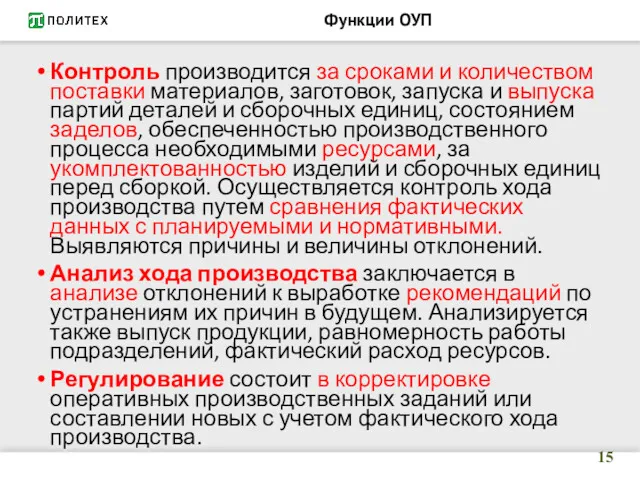
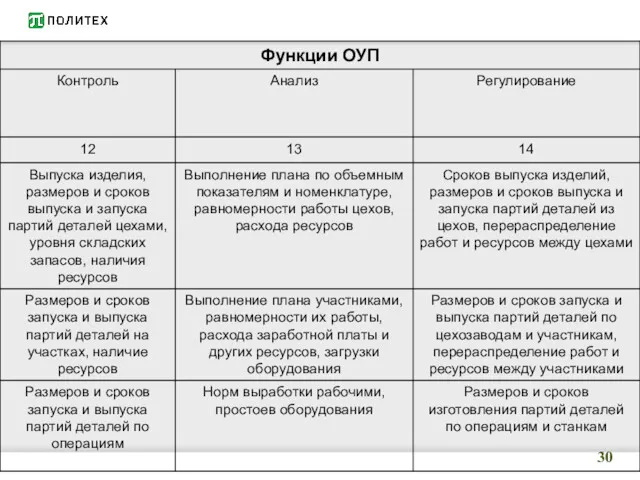
- 15. Функции ОУП Контроль производится за сроками и количеством поставки материалов, заготовок, запуска и выпуска партий деталей
- 16. Отечественной системой ОУП выработано несколько систем Системы ОУП Выбор системы ОУП зависит от: Отрасли Типа производства
- 17. Система оперативного управления производством Позаказная система ОУП, применяемая в единичном и мелкосерийном производстве. Планируемое количество деталей
- 18. Организация производственного процесса во времени
- 19. Сетевой график
- 20. Система оперативного управления производством Система ОУП по опережениям, применяемая в серийном производстве, в котором запуск и
- 21. Система оперативного управления производством Система ОУП по заделам, применяемая в крупносерийном и массовом производстве, в котором
- 22. Система оперативного управления производством В системе ОУП на склад поставка деталей и сборочных единиц на склад
- 23. Система оперативного управления производством В системе ОУП по ритму запуска и выпуска, применяемой в поточном производстве,
- 24. Основные направления совершенствования ОУП в современных условиях: - разработка универсальных систем ОУП, позволяющих по единым моделям
- 25. - повышение роли оптимизации, анализа и прогнозирования, принципа ERP «что будет, если…»; - создание систем ОУП
- 26. Виды зарубежных систем ОУП В связи с этим, а также глобализацией производства в РФ предприятия постепенно
- 27. Иерархическая трехуровневая структура системы ОУОП
- 31. Определение оптимальной годовой производственной программы завода Производственная программа «формирует» основные затраты предприятия: потребность в материалах, покупных
- 32. Определение оптимальной годовой производственной программы завода Годовая производственная программа любого предприятия составляется по номенклатуре и количеству
- 33. Определение оптимальной годовой производственной программы завода Внешние условия: спрос потребителей (наименование и количество продукции, ее ассортимент,
- 34. Определение оптимальной годовой производственной программы завода Составление годовой производственной программы завода (ГППЗ) - сложная многовариантная задача.
- 35. Критерии оптимальности ГППЗ В качестве критериев оптимальности ГППЗ можно использовать следующие: максимум выпуска продукции в натуральном
- 36. Ограничения ГППЗ В качестве ограничений в модели ГППЗ обычно учитывают следующие: фонды времени оборудования; размеры производственных
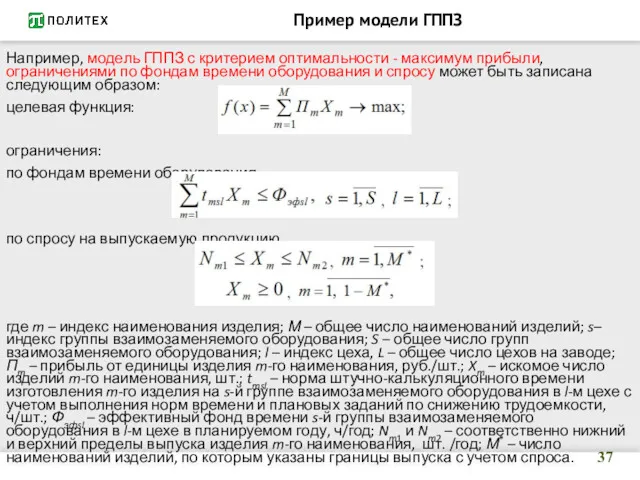
- 37. Пример модели ГППЗ Например, модель ГППЗ с критерием оптимальности - максимум прибыли, ограничениями по фондам времени
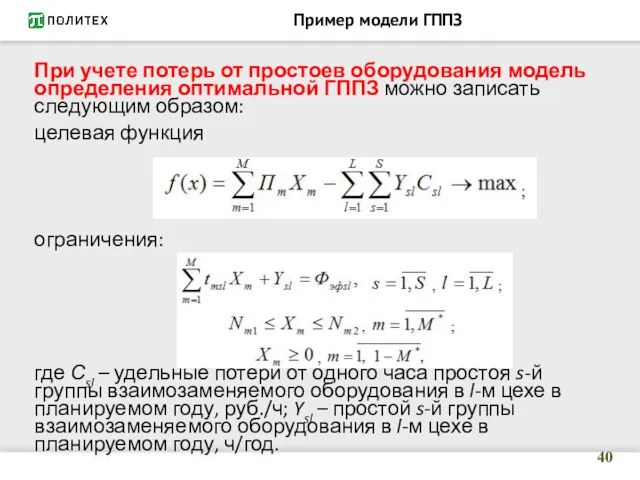
- 40. Пример модели ГППЗ При учете потерь от простоев оборудования модель определения оптимальной ГППЗ можно записать следующим
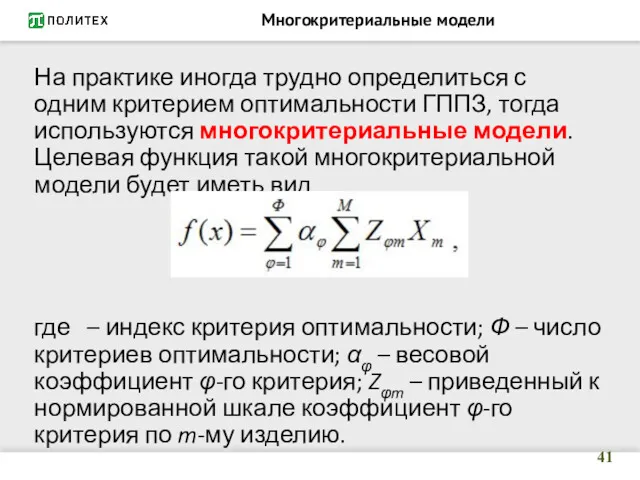
- 41. Многокритериальные модели На практике иногда трудно определиться с одним критерием оптимальности ГППЗ, тогда используются многокритериальные модели.
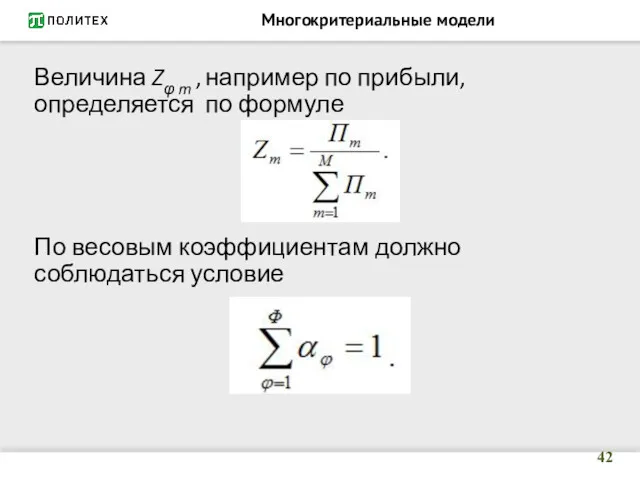
- 42. Многокритериальные модели Величина Zφ m , например по прибыли, определяется по формуле По весовым коэффициентам должно
- 43. Составление ГППЗ Следует дать анализ полученных результатов расчета ГППЗ по разным критериям и выбрать вариант ГППЗ
- 44. Направления послеоптимизационного анализа и улучшения ГППЗ Могут быть следующие направления послеоптимизационного анализа и улучшения ГППЗ: 1.
- 45. Экономико-математический анализ решения задачи определения оптимальной ГППЗ Вариантный анализ модели Анализ внутренней структуры решения задачи линейного
- 46. Вариантный анализ модели Расчеты по разным критериям Изменение ограничений Расчет по отдельным критерим и анализ результатов
- 47. Анализ внутренней структуры решения задачи линейного программирования Анализ на чувствительность Коэффициентов целевой функции Анализ переменных Ограничений
- 48. Экономико-математический анализ решения задачи оптимального распределения ГППЗ Вариантный анализ модели Анализ внутренней структуры решения задачи ЛП
- 49. Направления послеоптимизационного анализа и улучшения ГППЗ 2. Изменение коэффициентов целевой функции: прибыли, цены путем поиска новых
- 50. Направления послеоптимизационного анализа и улучшения ГППЗ 5. Улучшение ГППЗ путем ликвидации диспропорций в структуре производственной мощности
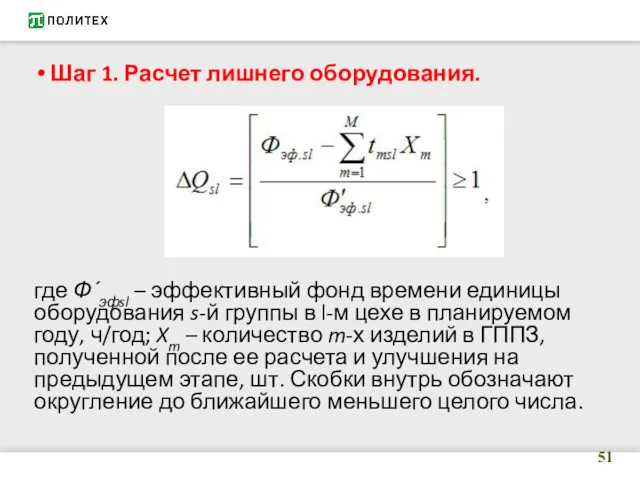
- 51. Шаг 1. Расчет лишнего оборудования. где Ф΄эфsl – эффективный фонд времени единицы оборудования s-й группы в
- 52. Шаг 2. Принятие решения о реализации неиспользуемого оборудования с учетом стратегии развития завода: некоторое оборудование понадобится
- 53. Шаг 3. Определяется новый эффективный фонд времени групп оборудования Ф*эфsl с учетом реализованного оборудования где Qsl
- 54. Шаг 4. Производится продажа лишнего оборудования по остаточной , а чаще по более низкой цене. Определяется
- 55. Шаг 5. Определяется улучшенная ГППЗ с учетом реализации неиспользуемого оборудования и приобретения дефицитного оборудования по экономико-математической
- 56. По окончательно принятой ГППЗ (скорее всего на пятом этапе ее послеоптимизационного анализа и улучшения) необходимо рассчитать
- 57. Коэффициенты загрузки оборудования принятой годовой производственной программы определяется по формуле где Nm – количество изделий m-го
- 58. Большие возможности для решения задач составления, анализа и улучшения ГПЗЗ дают методы линейного программирования, в частности,
- 59. Система JIT в производстве Система JIT в производстве строится на следующих принципах: производство деталей ведется потоком,
- 60. Система JIT в производстве Внедрение системы JIT предполагает: минимизацию затрат на наладку оборудования за счет широкого
- 61. Система JIT в производстве применение концепции распределенного производства, предусматривающей одновременную обработку партий деталей на нескольких рабочих
- 62. Система JIT в производстве По системе JIT работают наиболее развитые формы производства: ГПС (гибкие производственные системы);
- 63. Эффективность системы JIT 1. Устранение производственных (в первую очередь оборотных и резервных) заделов. Уменьшается потребность в
- 64. 04.05.2019
- 66. Скачать презентацию
Определение логистики
Логистика – это наука об организации и управлении материальными и
Определение логистики
Логистика – это наука об организации и управлении материальными и
Принципы рациональной организации материальных потоков
специализация
прямоточность
непрерывность
параллельность
пропорциональность
ритмичность
автоматичность
специализация
гибкость
адаптивность
Принципы рациональной организации материальных потоков
специализация
прямоточность
непрерывность
параллельность
пропорциональность
ритмичность
автоматичность
специализация
гибкость
адаптивность
Специализация
Принцип специализации заключается в повышении производительности на основе закрепления однородных частей
Специализация
Принцип специализации заключается в повышении производительности на основе закрепления однородных частей
Принципы рациональной организации МП
Пропорциональность – принцип, выполнение которого обеспечивает равную пропускную способность
Принципы рациональной организации МП
Пропорциональность – принцип, выполнение которого обеспечивает равную пропускную способность
Принципы рациональной организации материальных потоков
Ритмичность – принцип, характеризующий равномерность и повторяемость отдельных
Принципы рациональной организации материальных потоков
Ритмичность – принцип, характеризующий равномерность и повторяемость отдельных
Производственная логистика – центральное звено в цепи поставок. На этапе производственной
Производственная логистика – центральное звено в цепи поставок. На этапе производственной
Кроме того, в производственной логистике выполняются логистические функции по организации и
Кроме того, в производственной логистике выполняются логистические функции по организации и
ОУП в производственной логистике
Центральное место в производственной логистике занимает оперативное управление
ОУП в производственной логистике
Центральное место в производственной логистике занимает оперативное управление

Содержание оперативного управления производством
Содержание оперативного управления производством
Функции ОПП и их связь с другими задачами оперативного управления производством
Определение
Функции ОПП и их связь с другими задачами оперативного управления производством
Определение
Календарно-плановые нормативы
Календарно-плановые нормативы служат исходной базой для составления взаимосвязанных производственных заданий,
Календарно-плановые нормативы
Календарно-плановые нормативы служат исходной базой для составления взаимосвязанных производственных заданий,
Функции ОУП
Основной функцией ОУП является оперативно-производственное планирование, которое реализуется как оперативное
Функции ОУП
Основной функцией ОУП является оперативно-производственное планирование, которое реализуется как оперативное
Функции ОУП
Оперативно-календарное планирование состоит в составлении календарных планов-графиков изготовления деталей и
Функции ОУП
Оперативно-календарное планирование состоит в составлении календарных планов-графиков изготовления деталей и
Функции ОУП
Контроль производится за сроками и количеством поставки материалов, заготовок, запуска
Функции ОУП
Контроль производится за сроками и количеством поставки материалов, заготовок, запуска
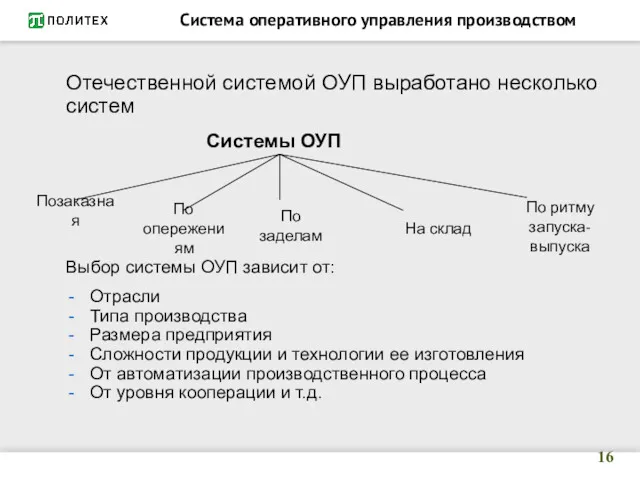
Отечественной системой ОУП выработано несколько систем
Системы ОУП
Выбор системы ОУП зависит
Отечественной системой ОУП выработано несколько систем
Системы ОУП
Выбор системы ОУП зависит
Система оперативного управления производством
Позаказная система ОУП, применяемая в единичном и мелкосерийном
Система оперативного управления производством
Позаказная система ОУП, применяемая в единичном и мелкосерийном

Организация производственного процесса во времени
Организация производственного процесса во времени
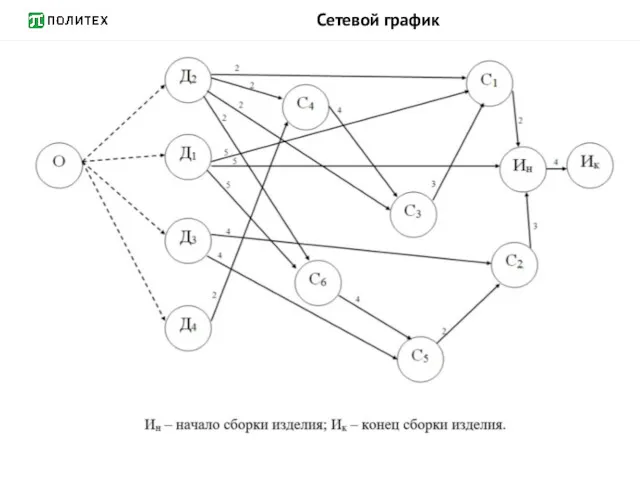
Сетевой график
Сетевой график
Система оперативного управления производством
Система ОУП по опережениям, применяемая в серийном производстве,
Система оперативного управления производством
Система ОУП по опережениям, применяемая в серийном производстве,
Система оперативного управления производством
Система ОУП по заделам, применяемая в крупносерийном и
Система оперативного управления производством
Система ОУП по заделам, применяемая в крупносерийном и
Система оперативного управления производством
В системе ОУП на склад поставка деталей и
Система оперативного управления производством
В системе ОУП на склад поставка деталей и
Система оперативного управления производством
В системе ОУП по ритму запуска и выпуска,
Система оперативного управления производством
В системе ОУП по ритму запуска и выпуска,
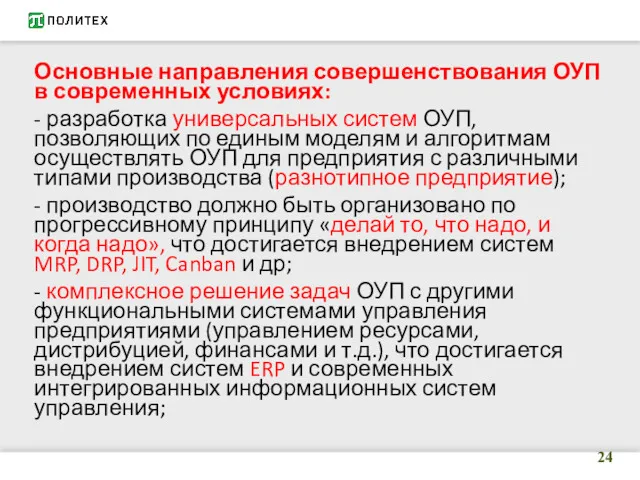
Основные направления совершенствования ОУП в современных условиях:
- разработка универсальных систем ОУП,
Основные направления совершенствования ОУП в современных условиях:
- разработка универсальных систем ОУП,
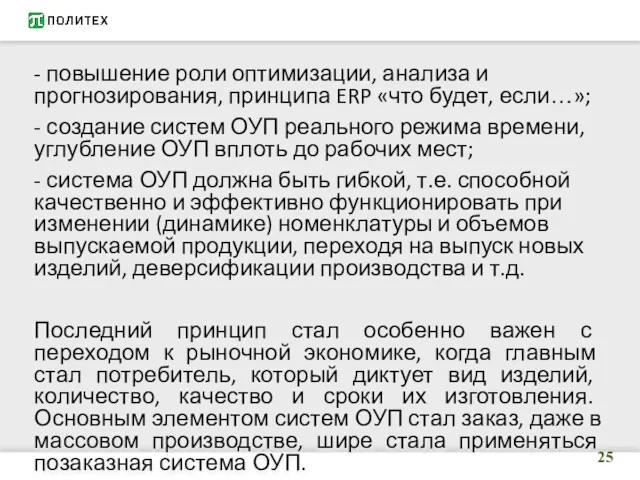
- повышение роли оптимизации, анализа и прогнозирования, принципа ERP «что будет,
- повышение роли оптимизации, анализа и прогнозирования, принципа ERP «что будет,
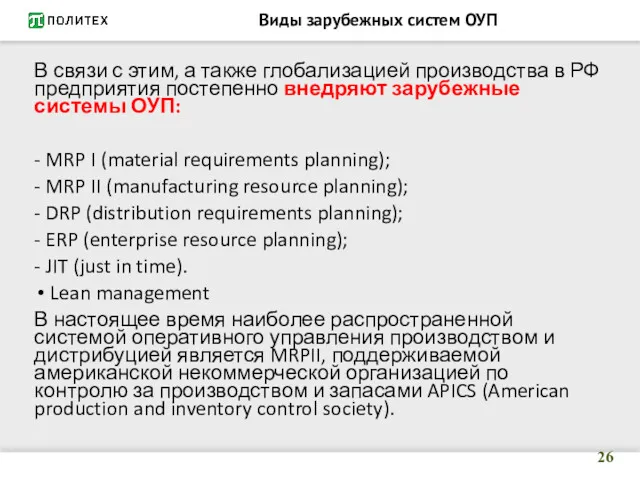
Виды зарубежных систем ОУП
В связи с этим, а также глобализацией производства
Виды зарубежных систем ОУП
В связи с этим, а также глобализацией производства

Иерархическая трехуровневая структура системы ОУОП
Иерархическая трехуровневая структура системы ОУОП
Определение оптимальной годовой производственной программы завода
Производственная программа «формирует» основные затраты предприятия:
Определение оптимальной годовой производственной программы завода
Производственная программа «формирует» основные затраты предприятия:
Определение оптимальной годовой производственной программы завода
Годовая производственная программа любого предприятия составляется
Определение оптимальной годовой производственной программы завода
Годовая производственная программа любого предприятия составляется
Определение оптимальной годовой производственной программы завода
Внешние условия: спрос потребителей (наименование и
Определение оптимальной годовой производственной программы завода
Внешние условия: спрос потребителей (наименование и
Определение оптимальной годовой производственной программы завода
Составление годовой производственной программы завода (ГППЗ)
Определение оптимальной годовой производственной программы завода
Составление годовой производственной программы завода (ГППЗ)
Критерии оптимальности ГППЗ
В качестве критериев оптимальности ГППЗ можно использовать следующие:
максимум выпуска
Критерии оптимальности ГППЗ
В качестве критериев оптимальности ГППЗ можно использовать следующие:
максимум выпуска
Ограничения ГППЗ
В качестве ограничений в модели ГППЗ обычно учитывают следующие:
фонды времени
Ограничения ГППЗ
В качестве ограничений в модели ГППЗ обычно учитывают следующие:
фонды времени
Пример модели ГППЗ
Например, модель ГППЗ с критерием оптимальности - максимум прибыли,
Пример модели ГППЗ
Например, модель ГППЗ с критерием оптимальности - максимум прибыли,
Пример модели ГППЗ
При учете потерь от простоев оборудования модель определения оптимальной
Пример модели ГППЗ
При учете потерь от простоев оборудования модель определения оптимальной
Многокритериальные модели
На практике иногда трудно определиться с одним критерием оптимальности ГППЗ,
Многокритериальные модели
На практике иногда трудно определиться с одним критерием оптимальности ГППЗ,
Многокритериальные модели
Величина Zφ m , например по прибыли, определяется по формуле
По
Многокритериальные модели
Величина Zφ m , например по прибыли, определяется по формуле
По
Составление ГППЗ
Следует дать анализ полученных результатов расчета ГППЗ по разным критериям
Составление ГППЗ
Следует дать анализ полученных результатов расчета ГППЗ по разным критериям
Направления послеоптимизационного анализа и улучшения ГППЗ
Могут быть следующие направления послеоптимизационного анализа
Направления послеоптимизационного анализа и улучшения ГППЗ
Могут быть следующие направления послеоптимизационного анализа
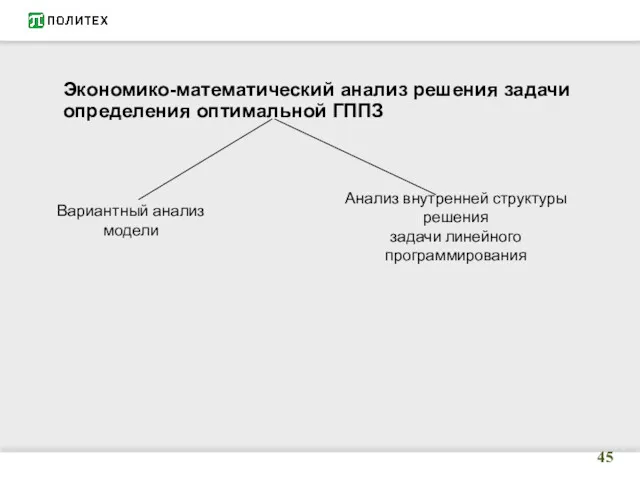
Экономико-математический анализ решения задачи определения оптимальной ГППЗ
Вариантный анализ модели
Анализ внутренней структуры
Экономико-математический анализ решения задачи определения оптимальной ГППЗ
Вариантный анализ модели
Анализ внутренней структуры
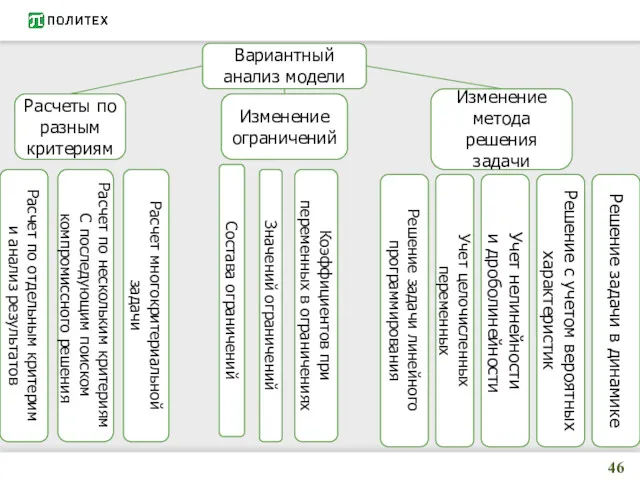
Вариантный
анализ модели
Расчеты по
разным
критериям
Изменение
ограничений
Расчет по отдельным критерим
и анализ
Вариантный
анализ модели
Расчеты по
разным
критериям
Изменение
ограничений
Расчет по отдельным критерим
и анализ
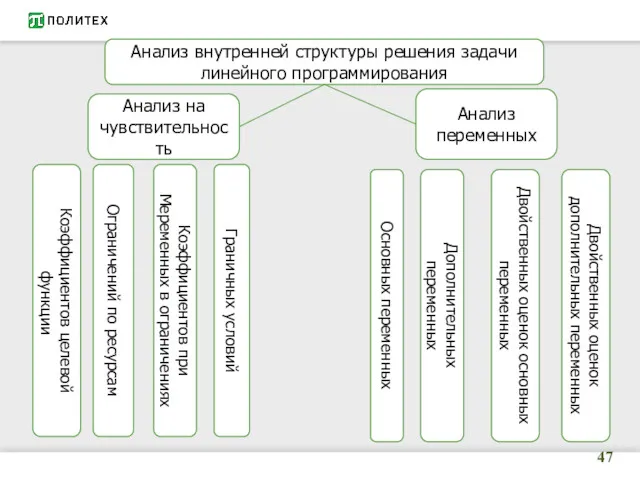
Анализ внутренней структуры решения задачи
линейного программирования
Анализ на
чувствительность
Коэффициентов целевой
функции
Анализ
переменных
Ограничений по
Анализ внутренней структуры решения задачи
линейного программирования
Анализ на
чувствительность
Коэффициентов целевой
функции
Анализ
переменных
Ограничений по
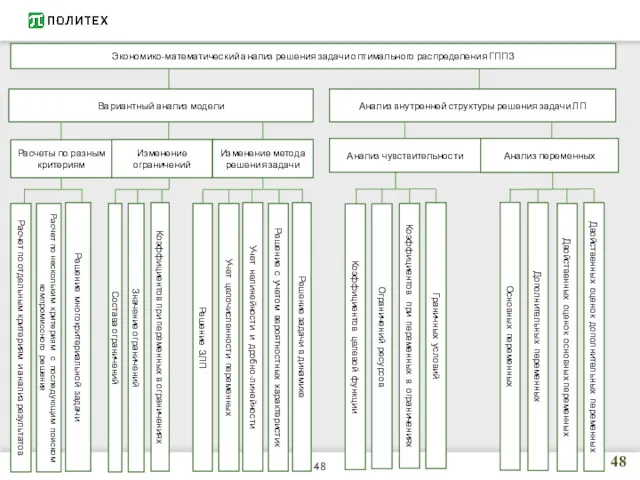
Экономико-математический анализ решения задачи оптимального распределения ГППЗ
Вариантный анализ модели
Анализ внутренней структуры
Экономико-математический анализ решения задачи оптимального распределения ГППЗ
Вариантный анализ модели
Анализ внутренней структуры
Направления послеоптимизационного анализа и улучшения ГППЗ
2. Изменение коэффициентов целевой функции: прибыли,
Направления послеоптимизационного анализа и улучшения ГППЗ
2. Изменение коэффициентов целевой функции: прибыли,
Направления послеоптимизационного анализа и улучшения ГППЗ
5. Улучшение ГППЗ путем ликвидации диспропорций
Направления послеоптимизационного анализа и улучшения ГППЗ
5. Улучшение ГППЗ путем ликвидации диспропорций
Шаг 1. Расчет лишнего оборудования.
где Ф΄эфsl – эффективный фонд времени единицы
Шаг 1. Расчет лишнего оборудования.
где Ф΄эфsl – эффективный фонд времени единицы
Шаг 2. Принятие решения о реализации неиспользуемого оборудования с учетом стратегии
Шаг 2. Принятие решения о реализации неиспользуемого оборудования с учетом стратегии
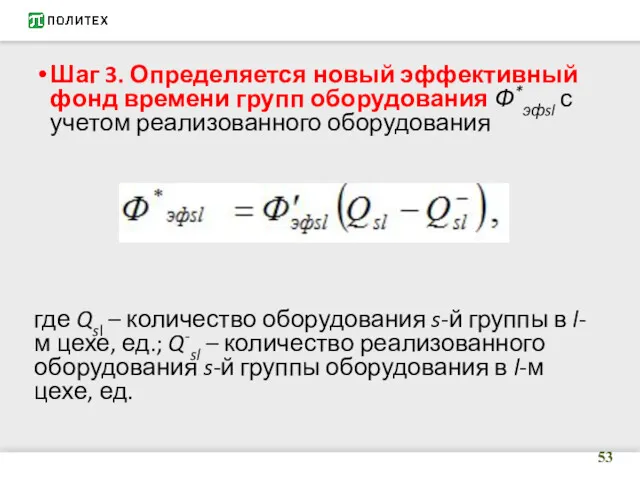
Шаг 3. Определяется новый эффективный фонд времени групп оборудования Ф*эфsl с
Шаг 3. Определяется новый эффективный фонд времени групп оборудования Ф*эфsl с
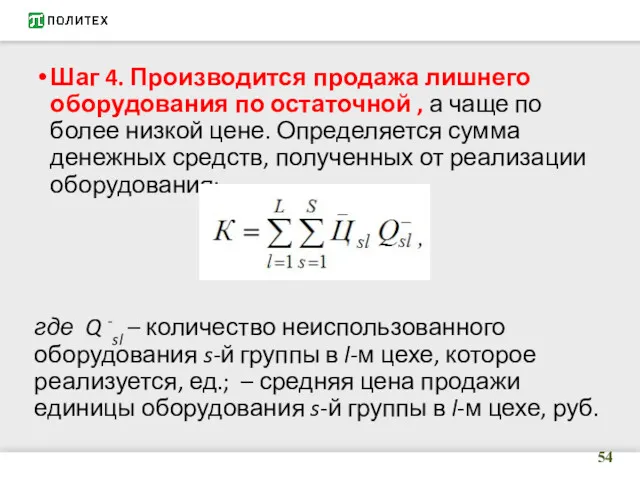
Шаг 4. Производится продажа лишнего оборудования по остаточной , а чаще
Шаг 4. Производится продажа лишнего оборудования по остаточной , а чаще
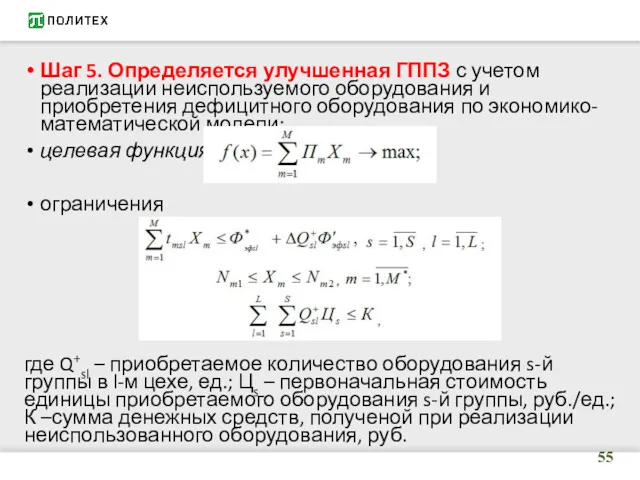
Шаг 5. Определяется улучшенная ГППЗ с учетом реализации неиспользуемого оборудования и
Шаг 5. Определяется улучшенная ГППЗ с учетом реализации неиспользуемого оборудования и
По окончательно принятой ГППЗ (скорее всего на пятом этапе ее послеоптимизационного
По окончательно принятой ГППЗ (скорее всего на пятом этапе ее послеоптимизационного
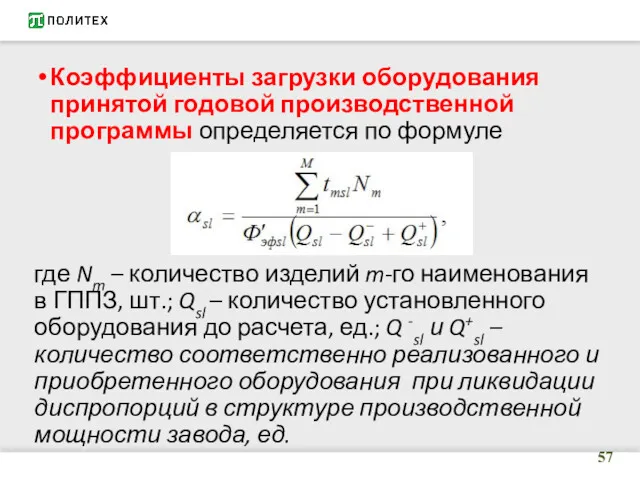
Коэффициенты загрузки оборудования принятой годовой производственной программы определяется по формуле
где Nm
Коэффициенты загрузки оборудования принятой годовой производственной программы определяется по формуле
где Nm
Большие возможности для решения задач составления, анализа и улучшения ГПЗЗ дают
Большие возможности для решения задач составления, анализа и улучшения ГПЗЗ дают
Система JIT в производстве
Система JIT в производстве строится на следующих
Система JIT в производстве
Система JIT в производстве строится на следующих
Система JIT в производстве
Внедрение системы JIT предполагает:
минимизацию затрат на наладку
Система JIT в производстве
Внедрение системы JIT предполагает:
минимизацию затрат на наладку
Система JIT в производстве
применение концепции распределенного производства, предусматривающей одновременную обработку
Система JIT в производстве
применение концепции распределенного производства, предусматривающей одновременную обработку
Система JIT в производстве
По системе JIT работают наиболее развитые формы
Система JIT в производстве
По системе JIT работают наиболее развитые формы
Эффективность системы JIT
1. Устранение производственных (в первую очередь оборотных и
Эффективность системы JIT
1. Устранение производственных (в первую очередь оборотных и

04.05.2019
04.05.2019
 Возникновение и исторические этапы развития научного менеджмента
Возникновение и исторические этапы развития научного менеджмента Система менеджмента качества (СМК)
Система менеджмента качества (СМК) Приглашение - это искусство назначения встреч. Основные правила
Приглашение - это искусство назначения встреч. Основные правила Грейдовые системы оплаты труда и возможность их применения в казахстанских фирмах
Грейдовые системы оплаты труда и возможность их применения в казахстанских фирмах Научные школы на которых базируется стратегическое государственное управление
Научные школы на которых базируется стратегическое государственное управление Басқару және ынтымақтастық
Басқару және ынтымақтастық Управление человеческими ресурсами
Управление человеческими ресурсами Реструктуризация как способ управления стоимостью бизнеса
Реструктуризация как способ управления стоимостью бизнеса Overcoming obstacles. Chapter 12
Overcoming obstacles. Chapter 12 Внутренние стандарты качества в гостиницах
Внутренние стандарты качества в гостиницах Технологические основы принятия управленческих решению
Технологические основы принятия управленческих решению Понятие транспортной организации и транспортного обслуживания
Понятие транспортной организации и транспортного обслуживания Pr-технологии в государственном и муниципальном управлении
Pr-технологии в государственном и муниципальном управлении Планирование задач проекта в Microsoft Office Project
Планирование задач проекта в Microsoft Office Project Инициирование проекта
Инициирование проекта Introduction to Human Resource management
Introduction to Human Resource management Японська модель менеджменту
Японська модель менеджменту Кошачье кафе
Кошачье кафе Складская логистика
Складская логистика Международные тарифы на рынке мультимодальных перевозок
Международные тарифы на рынке мультимодальных перевозок Управление рисками на предприятии (на примере ПАО Биосинтез)
Управление рисками на предприятии (на примере ПАО Биосинтез) Стандарты обслуживания покупателей в магазине
Стандарты обслуживания покупателей в магазине Основы государственного и муниципального управления
Основы государственного и муниципального управления Organizacja jako system otwarty i społeczno-techniczny. (Wyklad 2)
Organizacja jako system otwarty i społeczno-techniczny. (Wyklad 2) Антикризисное управление
Антикризисное управление Менеджмент эволюциясы
Менеджмент эволюциясы Риск-ориентированный подход в DIS ISO 9001:2015
Риск-ориентированный подход в DIS ISO 9001:2015 Методы и средства квалиметрии
Методы и средства квалиметрии