- Зарубежные концепции в производственном менеджменте

Содержание
- 2. Концепции управления производством Lean production Lean Six Sigma Кайдзен Канбан («вытягивающая» система) TOC (теория ограничений, Theory
- 3. Концепции управления производством Lean Six Sigma // Кайдзен ? TOC (теория ограничений, Theory of Constraints) 20
- 4. Lean production, Lean manufacturing, Бережливое производство Создание процесса непрерывного устранения потерь (яп. muda), то есть устранение
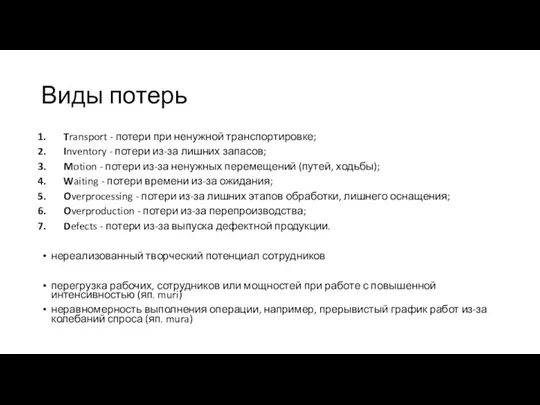
- 5. Виды потерь Transport - потери при ненужной транспортировке; Inventory - потери из-за лишних запасов; Motion -
- 6. Основные принципы Определить ценность конкретного продукта. Определить поток создания ценности для этого продукта. Обеспечить непрерывное течение
- 7. Lean Six Sigma Снижение потерь Постоянное улучшение и стремление к совершенству Повышение скорости и производительности Увеличение
- 8. Что необходимо учитывать перед внедрением Ясная измеримая цель и конкретные измеримые задачи Вовлечение высшего руководства Обучение
- 10. Кайдзен (постоянное совершенствование) Небольшие проекты по улучшению (например, за счет организации процессов, расположения оборудования и инструментов,
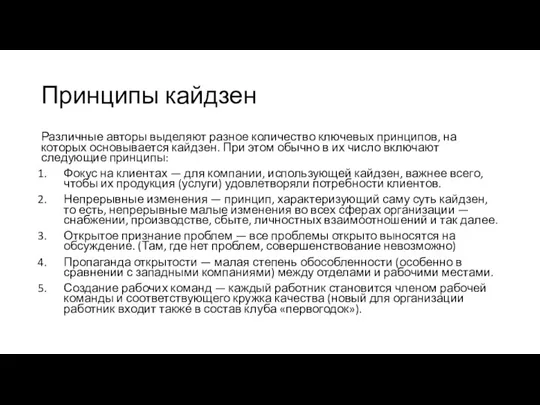
- 11. Принципы кайдзен Различные авторы выделяют разное количество ключевых принципов, на которых основывается кайдзен. При этом обычно
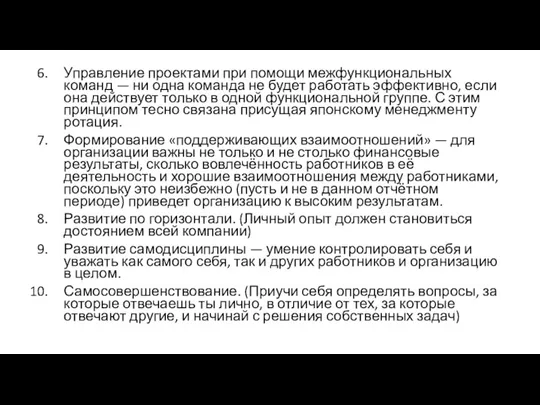
- 12. Управление проектами при помощи межфункциональных команд — ни одна команда не будет работать эффективно, если она
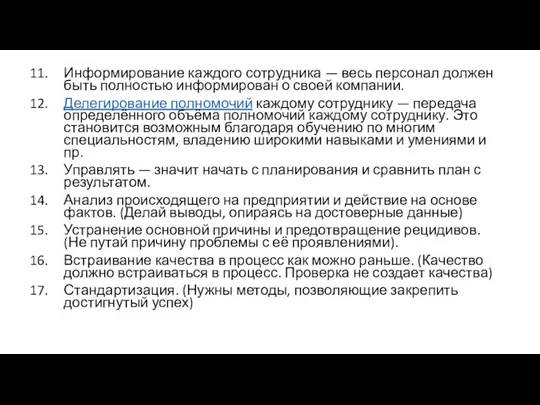
- 13. Информирование каждого сотрудника — весь персонал должен быть полностью информирован о своей компании. Делегирование полномочий каждому
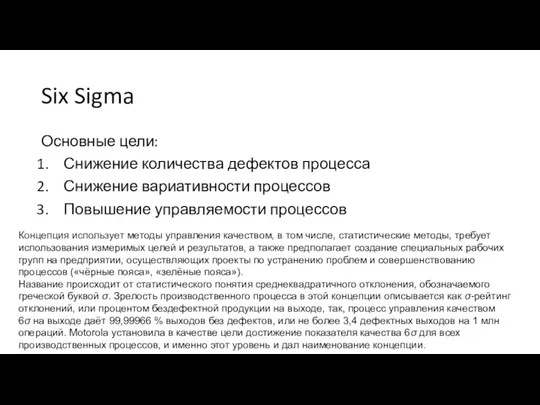
- 15. Six Sigma Основные цели: Снижение количества дефектов процесса Снижение вариативности процессов Повышение управляемости процессов Концепция использует
- 16. Six Sigma ISO 13053-1:2011 «Количественные методы в процессах улучшения. Шесть сигм. Часть 1: методология DMAIC» и
- 17. Дефектом называется любое отклонение показателей процесса от требований качества. Качество же, по определению методики, есть соответствие
- 18. Цель 1. Снижение количества дефектов процесса: близко к концепции Бережливого производства, где дефекты, как известно, являются
- 19. Цель 2. Снижение вариативности процессов Перекликается с концепцией типа потерь Мура Бережливого производства, которая стремится устранять
- 20. Цель 3. Повышение управляемости процессов Предполагается, что видимая часть нашей проблемы – симптом – это выход
- 21. Плюсы методики 6σ 1. Отсутствие привязки к экспертам. В Бережливом производстве мы с вами наверняка сталкивались
- 22. Плюсы методики 6σ 3. Большой инструментарий анализа. Так как стержнем методики является анализ данных, то и
- 23. Минусы методики 6σ 1. Во-первых, если сравнивать с подходами Бережливого производства, методика Шесть Сигм более громоздкая
- 24. Минусы методики 6σ 3. Из предыдущего вытекает следующий минус: до Зеленого пояса по Шесть Сигм дойдет
- 25. Для использования метода нужны три составляющие: Повторяющийся процесс У этого процесса есть клиент (внешний/внутренний, один/много) У
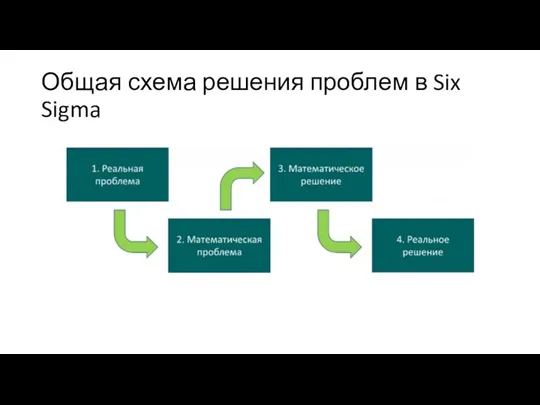
- 26. Общая схема решения проблем в Six Sigma
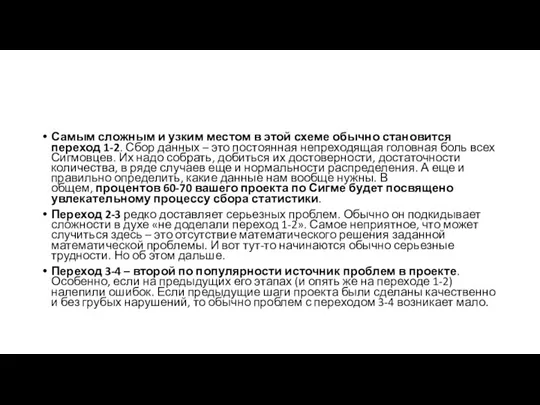
- 27. Самым сложным и узким местом в этой схеме обычно становится переход 1-2. Сбор данных – это
- 28. Три основных алгоритма выполнения проектов в методике Шесть Сигм DMAIC DMADV DIDOV
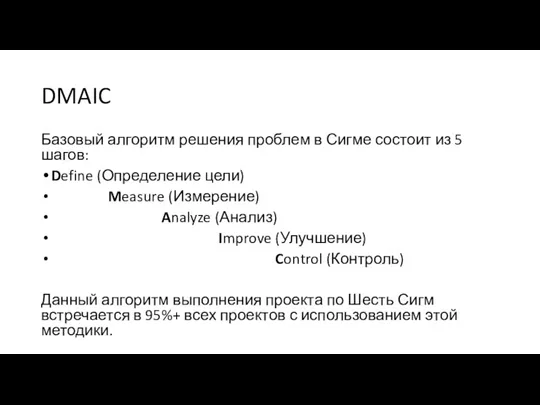
- 29. DMAIC Базовый алгоритм решения проблем в Сигме состоит из 5 шагов: Define (Определение цели) Measure (Измерение)
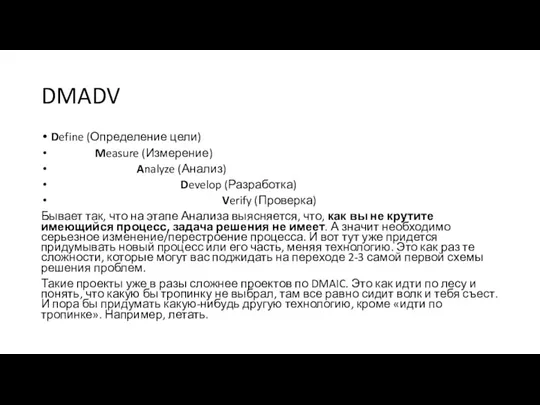
- 30. DMADV Define (Определение цели) Measure (Измерение) Analyze (Анализ) Develop (Разработка) Verify (Проверка) Бывает так, что на
- 31. DIDOV Define (Определение цели) Identify (Определение потребностей) Design (Разработка/Проектирование) Optimize (Оптимизация) Verify (Проверка) прямое назначение –
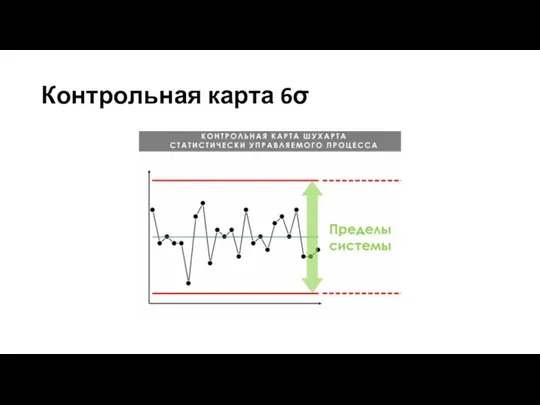
- 33. Контрольная карта 6σ
- 34. Контрольная карта 6σ Для создания контрольной карты требуется: временная шкала, охватывающая нужный вам период времени -
- 35. Почему контрольная карта Шести Сигм так важна? Важность контрольной карты можно сформулировать в одном предложении: все
- 36. Это делается путем измерения вариаций. Все вариации делятся на две общие группы. Вариация по общей причине
- 37. Разработка контрольной карты Чтобы установить центральную линию для контрольной карты, необходимо сначала определить, какие данные вам
- 38. Действительно ли перед вами проблема? Установление контрольных пределов позволяет узнать, нужно ли изменять процесс. Это экономит
- 39. При построении контрольной диаграммы важно помнить следующее: Осуществляйте сбор и фиксацию данных в порядке производства Собирайте
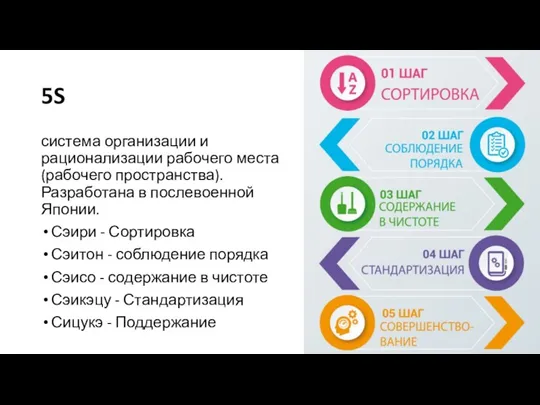
- 41. 5S система организации и рационализации рабочего места (рабочего пространства). Разработана в послевоенной Японии. Сэири - Сортировка
- 42. «сортировка» (нужное — ненужное) — чёткое разделение вещей на нужные и ненужные и избавление от последних;
- 43. Шаг 1. Сортировка Все материалы, оборудование, документы и инструмент сортируют на три категории: нужные всегда —
- 44. Шаг 2. Соблюдение порядка Расположение предметов отвечает требованиям: безопасности; качества; эффективности работы. Четыре правила расположения вещей:
- 45. При разработке японской системы менеджмента использовались разработки А. К. Гастева и Центрального института труда (ЦИТ). Схема
- 46. Шаг 3. Содержание в чистоте Рабочая зона должна поддерживаться в идеальной чистоте. Порядок действий: разбить линию
- 47. Шаг 4. Стандартизация Этот принцип требует формального, письменного закрепления правил содержания рабочего места, технологии работы и
- 48. Шаг 5. Совершенствование Выработка привычки ухода за рабочим местом в соответствии с уже существующими процедурами, а
- 50. Single-Minute Exchange of Dies (SMED) Быстрая переналадка – это система, направленная на сокращение времени перехода от
- 51. Создатель концепции Сигео Синго признает восемь методов , которые следует учитывать при осуществлении SMED. Отделение внутренних
- 52. Изучение текущего процесса (наблюдение, изучение конструкции, видеосъемка) Разделение всех действий переналадки на внешние и внутренние Организация
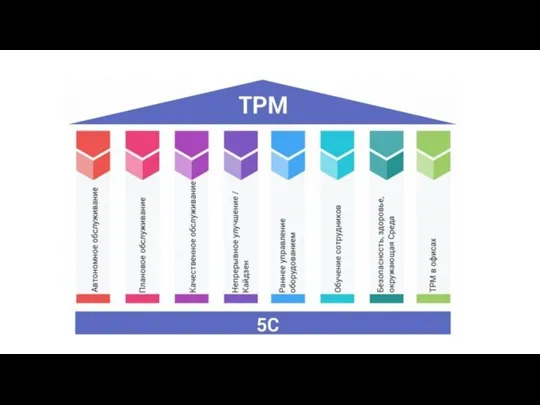
- 53. Total Productive Maintenance (TPM) комплексный подход к уходу за оборудованием, цель TPM — достижение совершенного производства
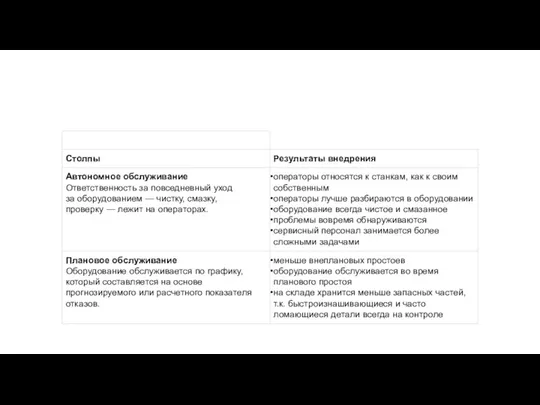
- 54. Отличие от традиционного подхода При традиционном подходе техническое обслуживание и уход за оборудованием возлагается на сервисный
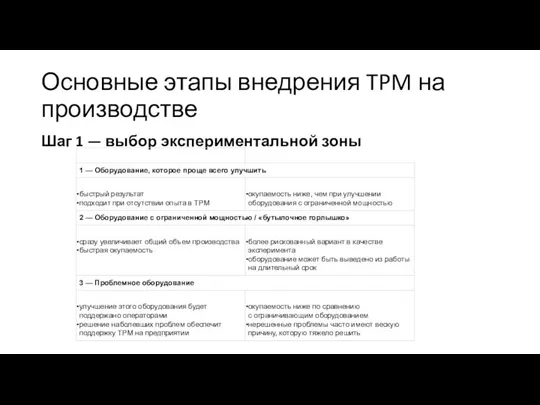
- 60. Основные этапы внедрения TPM на производстве Шаг 1 — выбор экспериментальной зоны
- 61. Шаг 2 — приведение оборудования в полноценное рабочее состояние На этом шаге на оборудовании проводится генеральная
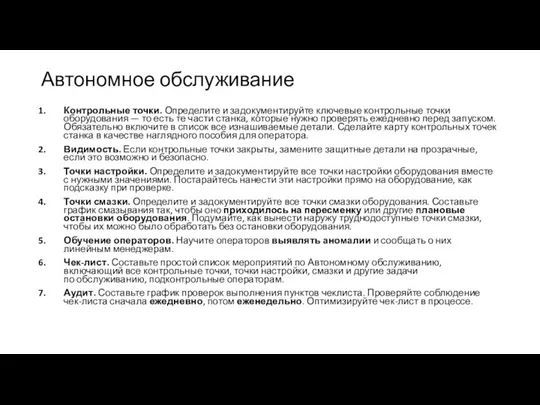
- 62. Автономное обслуживание Контрольные точки. Определите и задокументируйте ключевые контрольные точки оборудования — то есть те части
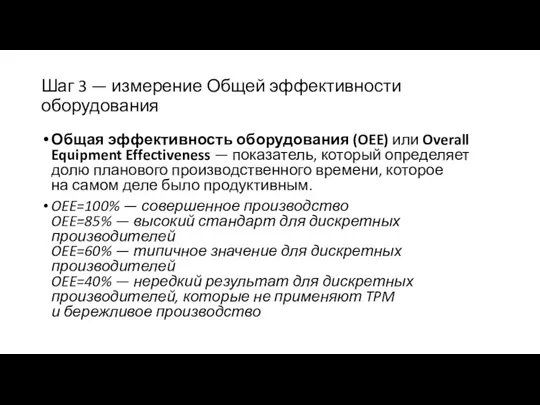
- 63. Шаг 3 — измерение Общей эффективности оборудования Общая эффективность оборудования (OEE) или Overall Equipment Effectiveness —
- 64. На этом этапе создается система для отслеживания OEE целевого оборудования. Эта система может быть ручной или
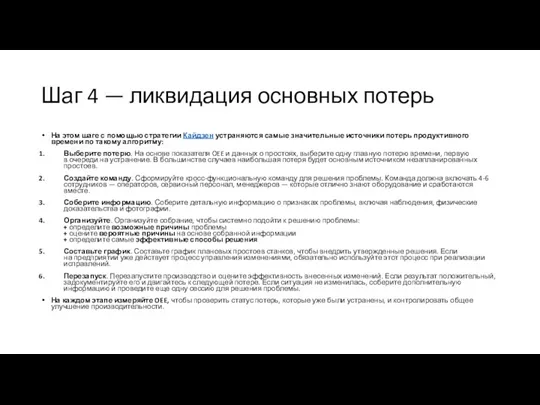
- 65. Шаг 4 — ликвидация основных потерь На этом шаге с помощью стратегии Кайдзен устраняются самые значительные
- 67. Скачать презентацию
Концепции управления производством
Lean production
Lean Six Sigma
Кайдзен
Канбан («вытягивающая»
Концепции управления производством
Lean production
Lean Six Sigma
Кайдзен
Канбан («вытягивающая»
Концепции управления производством
Lean Six Sigma // Кайдзен
? TOC (теория ограничений, Theory
Концепции управления производством
Lean Six Sigma // Кайдзен
? TOC (теория ограничений, Theory
Lean production, Lean manufacturing, Бережливое производство
Создание процесса непрерывного устранения потерь (яп.
Lean production, Lean manufacturing, Бережливое производство
Создание процесса непрерывного устранения потерь (яп.
Виды потерь
Transport - потери при ненужной транспортировке;
Inventory - потери из-за
Виды потерь
Transport - потери при ненужной транспортировке;
Inventory - потери из-за
Основные принципы
Определить ценность конкретного продукта.
Определить поток создания ценности для этого продукта.
Обеспечить непрерывное течение
Основные принципы
Определить ценность конкретного продукта.
Определить поток создания ценности для этого продукта.
Обеспечить непрерывное течение
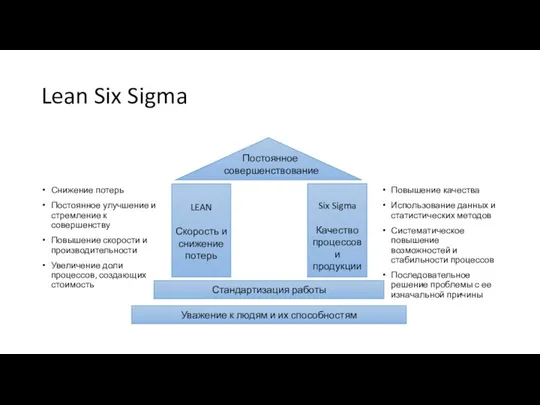
Lean Six Sigma
Снижение потерь
Постоянное улучшение и стремление к совершенству
Повышение скорости и
Lean Six Sigma
Снижение потерь
Постоянное улучшение и стремление к совершенству
Повышение скорости и
Что необходимо учитывать перед внедрением
Ясная измеримая цель и конкретные измеримые задачи
Вовлечение
Что необходимо учитывать перед внедрением
Ясная измеримая цель и конкретные измеримые задачи
Вовлечение

Кайдзен (постоянное совершенствование)
Небольшие проекты по улучшению (например, за счет организации процессов,
Кайдзен (постоянное совершенствование)
Небольшие проекты по улучшению (например, за счет организации процессов,
Принципы кайдзен
Различные авторы выделяют разное количество ключевых принципов, на которых основывается
Принципы кайдзен
Различные авторы выделяют разное количество ключевых принципов, на которых основывается
Управление проектами при помощи межфункциональных команд — ни одна команда не будет
Управление проектами при помощи межфункциональных команд — ни одна команда не будет
Информирование каждого сотрудника — весь персонал должен быть полностью информирован о своей
Информирование каждого сотрудника — весь персонал должен быть полностью информирован о своей

Six Sigma
Основные цели:
Снижение количества дефектов процесса
Снижение вариативности процессов
Повышение управляемости процессов
Концепция использует
Six Sigma
Основные цели:
Снижение количества дефектов процесса
Снижение вариативности процессов
Повышение управляемости процессов
Концепция использует

Six Sigma
ISO 13053-1:2011 «Количественные методы в процессах улучшения. Шесть сигм. Часть 1:
Six Sigma
ISO 13053-1:2011 «Количественные методы в процессах улучшения. Шесть сигм. Часть 1:
Дефектом называется любое отклонение показателей процесса от требований качества. Качество же,
Дефектом называется любое отклонение показателей процесса от требований качества. Качество же,
Цель 1.
Снижение количества дефектов процесса:
близко к концепции Бережливого производства, где
Цель 1.
Снижение количества дефектов процесса:
близко к концепции Бережливого производства, где
Цель 2.
Снижение вариативности процессов
Перекликается с концепцией типа потерь Мура Бережливого
Цель 2.
Снижение вариативности процессов
Перекликается с концепцией типа потерь Мура Бережливого
Цель 3.
Повышение управляемости процессов
Предполагается, что видимая часть нашей проблемы –
Цель 3.
Повышение управляемости процессов
Предполагается, что видимая часть нашей проблемы –

Плюсы методики 6σ
1. Отсутствие привязки к экспертам.
В Бережливом производстве мы с
Плюсы методики 6σ
1. Отсутствие привязки к экспертам.
В Бережливом производстве мы с
Плюсы методики 6σ
3. Большой инструментарий анализа.
Так как стержнем методики является анализ
Плюсы методики 6σ
3. Большой инструментарий анализа.
Так как стержнем методики является анализ
Минусы методики 6σ
1. Во-первых, если сравнивать с подходами Бережливого производства, методика Шесть
Минусы методики 6σ
1. Во-первых, если сравнивать с подходами Бережливого производства, методика Шесть
Минусы методики 6σ
3. Из предыдущего вытекает следующий минус: до Зеленого пояса по Шесть
Минусы методики 6σ
3. Из предыдущего вытекает следующий минус: до Зеленого пояса по Шесть
Для использования метода нужны три составляющие:
Повторяющийся процесс
У этого процесса есть клиент
Для использования метода нужны три составляющие:
Повторяющийся процесс
У этого процесса есть клиент
Общая схема решения проблем в Six Sigma
Общая схема решения проблем в Six Sigma
Самым сложным и узким местом в этой схеме обычно становится переход
Самым сложным и узким местом в этой схеме обычно становится переход

Три основных алгоритма выполнения проектов в методике Шесть Сигм
DMAIC
DMADV
DIDOV
Три основных алгоритма выполнения проектов в методике Шесть Сигм
DMAIC
DMADV
DIDOV
DMAIC
Базовый алгоритм решения проблем в Сигме состоит из 5 шагов:
Define (Определение
DMAIC
Базовый алгоритм решения проблем в Сигме состоит из 5 шагов:
Define (Определение
DMADV
Define (Определение цели)
Measure (Измерение)
Analyze (Анализ)
Develop (Разработка)
Verify (Проверка)
Бывает так, что на этапе
DMADV
Define (Определение цели)
Measure (Измерение)
Analyze (Анализ)
Develop (Разработка)
Verify (Проверка)
Бывает так, что на этапе
DIDOV
Define (Определение цели)
Identify (Определение потребностей)
Design (Разработка/Проектирование)
Optimize (Оптимизация)
Verify (Проверка)
прямое назначение – решение
DIDOV
Define (Определение цели)
Identify (Определение потребностей)
Design (Разработка/Проектирование)
Optimize (Оптимизация)
Verify (Проверка)
прямое назначение – решение

Контрольная карта 6σ
Контрольная карта 6σ
Контрольная карта 6σ
Для создания контрольной карты требуется:
временная шкала, охватывающая нужный вам
Контрольная карта 6σ
Для создания контрольной карты требуется:
временная шкала, охватывающая нужный вам
Почему контрольная карта Шести Сигм так важна?
Важность контрольной карты можно сформулировать
Почему контрольная карта Шести Сигм так важна?
Важность контрольной карты можно сформулировать
Это делается путем измерения вариаций. Все вариации делятся на две общие
Это делается путем измерения вариаций. Все вариации делятся на две общие
Разработка контрольной карты
Чтобы установить центральную линию для контрольной карты, необходимо сначала
Разработка контрольной карты
Чтобы установить центральную линию для контрольной карты, необходимо сначала

Действительно ли перед вами проблема?
Установление контрольных пределов позволяет узнать, нужно ли
Действительно ли перед вами проблема?
Установление контрольных пределов позволяет узнать, нужно ли

При построении контрольной диаграммы важно помнить следующее:
Осуществляйте сбор и фиксацию данных
При построении контрольной диаграммы важно помнить следующее:
Осуществляйте сбор и фиксацию данных

5S
система организации и рационализации рабочего места (рабочего пространства). Разработана в послевоенной
5S
система организации и рационализации рабочего места (рабочего пространства). Разработана в послевоенной

«сортировка» (нужное — ненужное) — чёткое разделение вещей на нужные и ненужные и
«сортировка» (нужное — ненужное) — чёткое разделение вещей на нужные и ненужные и
Шаг 1. Сортировка
Все материалы, оборудование, документы и инструмент сортируют на три
Шаг 1. Сортировка
Все материалы, оборудование, документы и инструмент сортируют на три

Шаг 2. Соблюдение порядка
Расположение предметов отвечает требованиям:
безопасности;
качества;
эффективности работы.
Четыре правила расположения вещей:
на
Шаг 2. Соблюдение порядка
Расположение предметов отвечает требованиям:
безопасности;
качества;
эффективности работы.
Четыре правила расположения вещей:
на
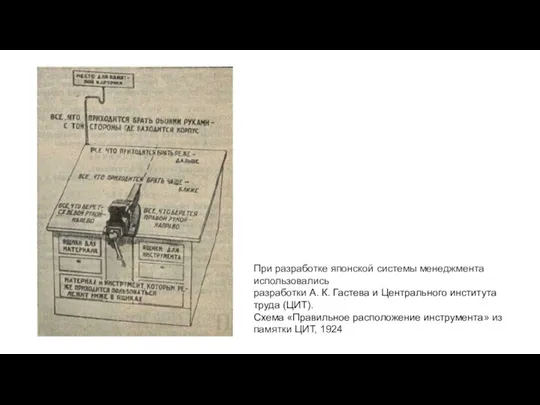
При разработке японской системы менеджмента использовались разработки А. К. Гастева и Центрального института труда (ЦИТ).
Схема
При разработке японской системы менеджмента использовались разработки А. К. Гастева и Центрального института труда (ЦИТ).
Схема
Шаг 3. Содержание в чистоте
Рабочая зона должна поддерживаться в идеальной чистоте.
Порядок
Шаг 3. Содержание в чистоте
Рабочая зона должна поддерживаться в идеальной чистоте.
Порядок
Шаг 4. Стандартизация
Этот принцип требует формального, письменного закрепления правил содержания рабочего
Шаг 4. Стандартизация
Этот принцип требует формального, письменного закрепления правил содержания рабочего
Шаг 5. Совершенствование
Выработка привычки ухода за рабочим местом в соответствии с
Шаг 5. Совершенствование
Выработка привычки ухода за рабочим местом в соответствии с

Single-Minute Exchange of Dies (SMED)
Быстрая переналадка – это система, направленная на
Single-Minute Exchange of Dies (SMED)
Быстрая переналадка – это система, направленная на
Создатель концепции Сигео Синго признает восемь методов , которые следует учитывать при
Создатель концепции Сигео Синго признает восемь методов , которые следует учитывать при
Изучение текущего процесса (наблюдение, изучение конструкции, видеосъемка)
Разделение всех действий переналадки на
Изучение текущего процесса (наблюдение, изучение конструкции, видеосъемка)
Разделение всех действий переналадки на
Total Productive Maintenance
(TPM)
комплексный подход к уходу за оборудованием, цель TPM — достижение совершенного производства
Total Productive Maintenance
(TPM)
комплексный подход к уходу за оборудованием, цель TPM — достижение совершенного производства

Отличие от традиционного подхода
При традиционном подходе техническое обслуживание и уход за оборудованием возлагается на сервисный
Отличие от традиционного подхода
При традиционном подходе техническое обслуживание и уход за оборудованием возлагается на сервисный



Основные этапы внедрения TPM на производстве
Шаг 1 — выбор экспериментальной зоны
Основные этапы внедрения TPM на производстве
Шаг 1 — выбор экспериментальной зоны
Шаг 2 — приведение оборудования в полноценное рабочее состояние
На этом шаге на оборудовании проводится генеральная
Шаг 2 — приведение оборудования в полноценное рабочее состояние
На этом шаге на оборудовании проводится генеральная
Автономное обслуживание
Контрольные точки. Определите и задокументируйте ключевые контрольные точки оборудования — то есть те части станка,
Автономное обслуживание
Контрольные точки. Определите и задокументируйте ключевые контрольные точки оборудования — то есть те части станка,
Шаг 3 — измерение Общей эффективности оборудования
Общая эффективность оборудования (OEE) или Overall Equipment Effectiveness —
Шаг 3 — измерение Общей эффективности оборудования
Общая эффективность оборудования (OEE) или Overall Equipment Effectiveness —
На этом этапе создается система для отслеживания OEE целевого оборудования. Эта система
На этом этапе создается система для отслеживания OEE целевого оборудования. Эта система
Шаг 4 — ликвидация основных потерь
На этом шаге с помощью стратегии Кайдзен устраняются самые значительные
Шаг 4 — ликвидация основных потерь
На этом шаге с помощью стратегии Кайдзен устраняются самые значительные
 Совершенствование системы ротации персонала на предприятии (в организации)
Совершенствование системы ротации персонала на предприятии (в организации) Личностные основы поведения работника в организационном окружении
Личностные основы поведения работника в организационном окружении Контроль и принятие управленческих решений в системе стратегического контроллинга. Тема 7
Контроль и принятие управленческих решений в системе стратегического контроллинга. Тема 7 Служба HR в современном Банке
Служба HR в современном Банке Управление виртуализованной ИТ-инфраструктурой предприятия. (Часть 3)
Управление виртуализованной ИТ-инфраструктурой предприятия. (Часть 3) Внешняя и внутренняя среды организации
Внешняя и внутренняя среды организации Исследование экскурсионного потенциала города Красноярска
Исследование экскурсионного потенциала города Красноярска Контроллинг функциональных областей деятельности
Контроллинг функциональных областей деятельности Риск-менеджмент в принятие управленческих решений
Риск-менеджмент в принятие управленческих решений Законы организации. Тема 4
Законы организации. Тема 4 Управление профессиональным ростом педагогов в образовательной организации
Управление профессиональным ростом педагогов в образовательной организации Технология реинжиниринга бизнес-процессов. Лекция 5
Технология реинжиниринга бизнес-процессов. Лекция 5 Управління змістом робіт. Оцінювання тривалості та складності робіт
Управління змістом робіт. Оцінювання тривалості та складності робіт Мотивация регионального менеджера
Мотивация регионального менеджера Профессиональное и личностное развитие персонала
Профессиональное и личностное развитие персонала Улучшение рабочего места по методике 5S (пятый этап)
Улучшение рабочего места по методике 5S (пятый этап) Команда. Типы формирования команд
Команда. Типы формирования команд Управление проектами
Управление проектами Стратегическое управление: необходимость, сущность, этапы. Лекция 1
Стратегическое управление: необходимость, сущность, этапы. Лекция 1 Внепроизводственные методы обучения персонала
Внепроизводственные методы обучения персонала Управление персоналом
Управление персоналом Управление ИТ-сервисами и контентом. (Лекция 1)
Управление ИТ-сервисами и контентом. (Лекция 1) Правовая основа метрологического обеспечения. (Лекция 3)
Правовая основа метрологического обеспечения. (Лекция 3) Технология работ проводника пассажирского вагона по обслуживанию пассажиров в пути следования
Технология работ проводника пассажирского вагона по обслуживанию пассажиров в пути следования Пряма і опосередкована схема організації туристичного продукту: переваги та недоліки
Пряма і опосередкована схема організації туристичного продукту: переваги та недоліки Контроллинг
Контроллинг Адаптация персонала
Адаптация персонала Методологические основы менеджмента. Раздел 1
Методологические основы менеджмента. Раздел 1