- Оформление курсового проекта. Пояснения

Содержание
- 2. Оформление титульного листа 1. Курсовой проект по предмету: МДК 01.01. Технологические процессы изготовления деталей машин 2.
- 3. Цель курсового проектирования 2. Формирования профессиональных компетенций:
- 4. 3. Формирования общих компетенций по специальности:
- 5. Задачи курсового проектирования поиск, обобщение, анализ необходимой информации; анализ служебного назначения узлов и деталей машин, рабочих
- 6. СТРУКТУРА КУРСОВОГО ПРОЕКТА По содержанию курсовой проект носит технологический характер. По структуре курсовой проект состоит из
- 7. Пояснительная записка титульный лист; задание; содержание; аннотацию с кратким содержанием работ, выполненных в курсовом проекте; введение,
- 8. Объем пояснительной записки курсового проекта должен быть не менее 25 страниц печатного текста, объем графической части
- 9. Разработка содержания курсового проекта Курсовой проект имеет ряд структурных элементов: введение, теоретическая часть, практическая часть, заключение.
- 10. Разработка введения Во-первых, во введении следует обосновать актуальность избранной темы курсового проекта, раскрыть ее теоретическую и
- 11. Цель исследования (какой результат будет получен?) Цель должна заключаться в решении исследуемой проблемы путем ее анализа
- 12. Задачи исследования (как идти к результату?) , пути достижения цели. Задачи соотносятся с гипотезой. Определяются они,
- 13. Структура работы – это завершающая часть введения (что в итоге в проекте представлено). В завершающей части
- 14. Разработка основной части курсового проекта При разработке должны решаться практические инженерные задачи, с тем, чтобы результаты
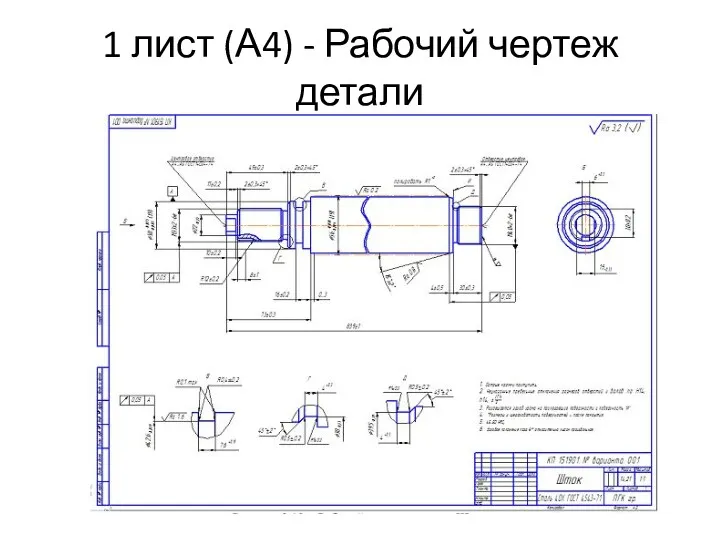
- 15. Описание детали. В этом подразделе определяется описание детали, которое выполняется по рабочему чертежу детали и служит
- 16. Служебное назначение детали. В этом подразделе определяется служебное назначение детали в сборочной единице, приводится практическое описание
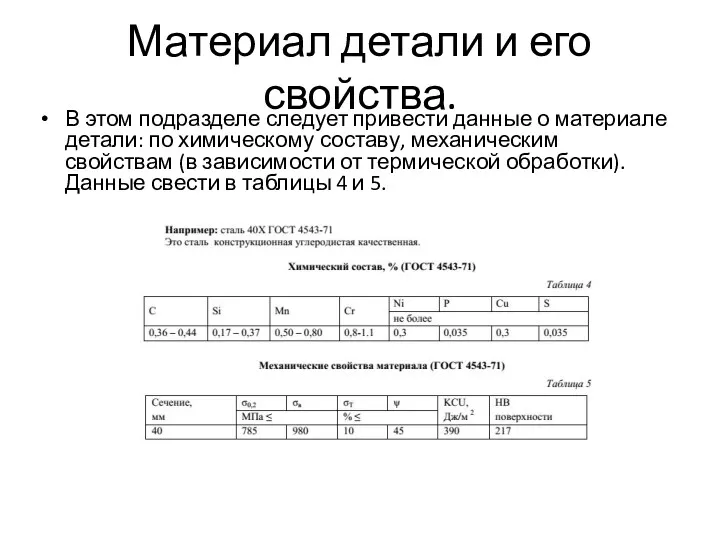
- 17. Материал детали и его свойства. В этом подразделе следует привести данные о материале детали: по химическому
- 18. Анализ технологичности детали Студент должен проанализировать конструкторский чертёж и определить достаточность числа проекций сечений, разрезов, оценить
- 19. При необходимости студент вносит изменения в конструкторский чертёж, т.е. устраняет недостатки конструкторской подготовки производства. После анализа
- 20. Для специфических деталей могут быть указаны и другие технические требования (например, допустимая величина неуравновешенности масс, давление
- 21. Технологическая часть
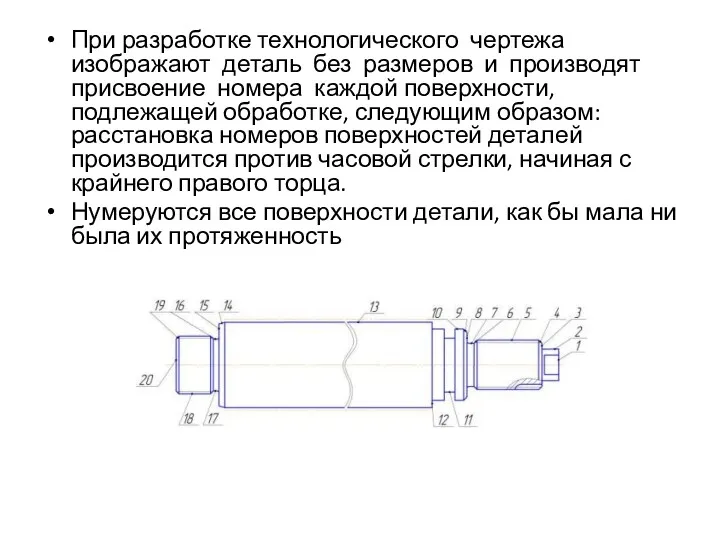
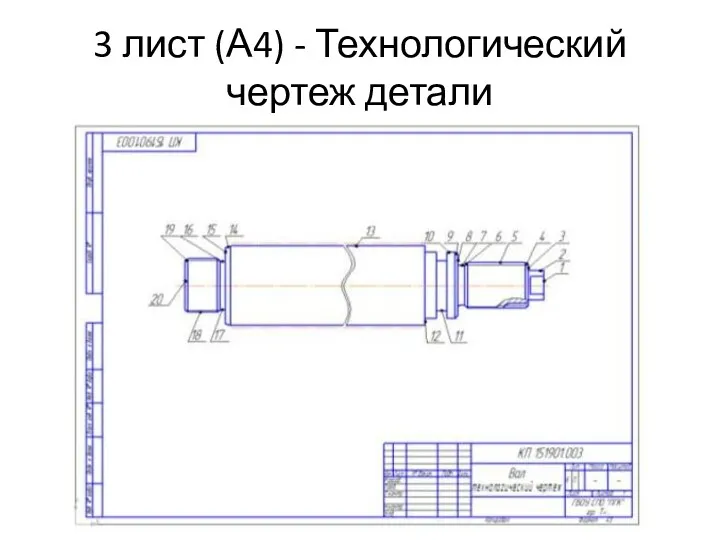
- 22. При разработке технологического чертежа изображают деталь без размеров и производят присвоение номера каждой поверхности, подлежащей обработке,
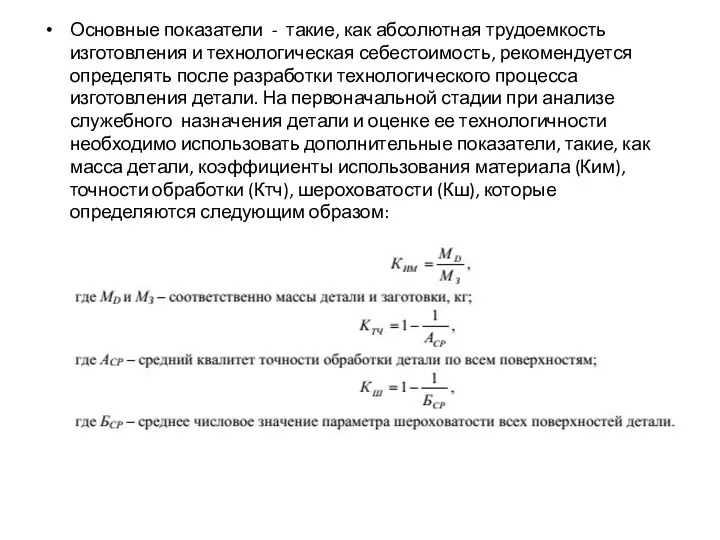
- 23. Основные показатели - такие, как абсолютная трудоемкость изготовления и технологическая себестоимость, рекомендуется определять после разработки технологического
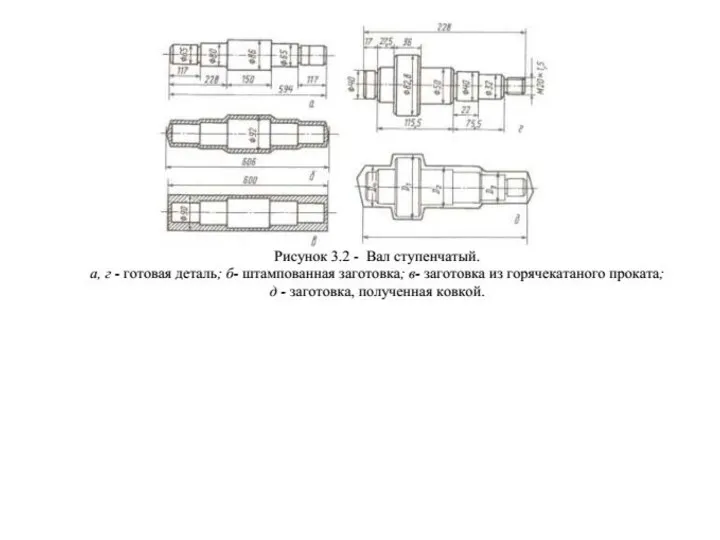
- 24. Обоснование выбора метода получения заготовки. В машиностроении основными видами заготовок для деталей являются стальные и чугунные
- 26. Обоснование и расчет припусков аналитическим методом. Величина припуска влияет на себестоимость изготовления детали. При увеличенном припуске
- 27. Отклонения при чистовой обработке обычно исключают при расчётах из-за их малой величины. Отклонения и погрешности в
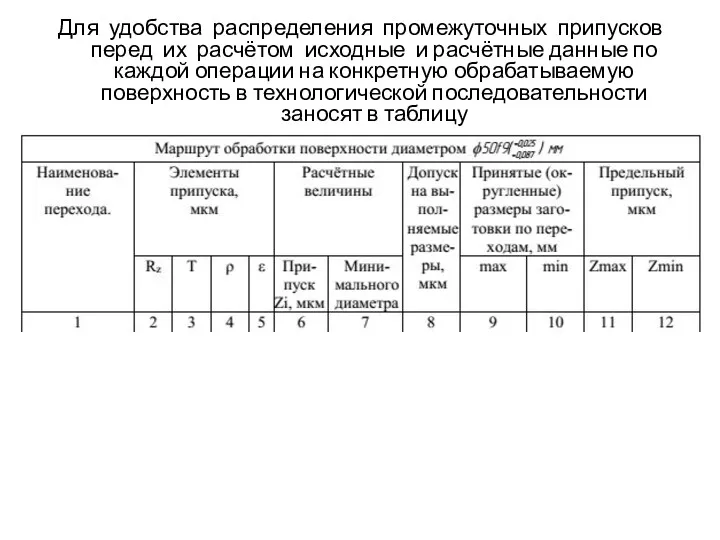
- 28. Для удобства распределения промежуточных припусков перед их расчётом исходные и расчётные данные по каждой операции на
- 29. Разработка технологического расчета и схем базирования. Процесс изготовления деталей машин и их сборки заготовки и изделия
- 30. Принципиальные схемы базирования заготовок. По правилам теоретической механики, требуемое положение твердого тела (заготовки) относительно выбранной системы
- 31. Составление плана обработки (оборудование, приспособление, режущий, мерительный инструмент). При составлении плана маршрута механической обработки детали следует
- 32. Процесс механической обработки должен укладываться в следующие этапы. 1. Обработка поверхностей, образующих установочные базы для всех
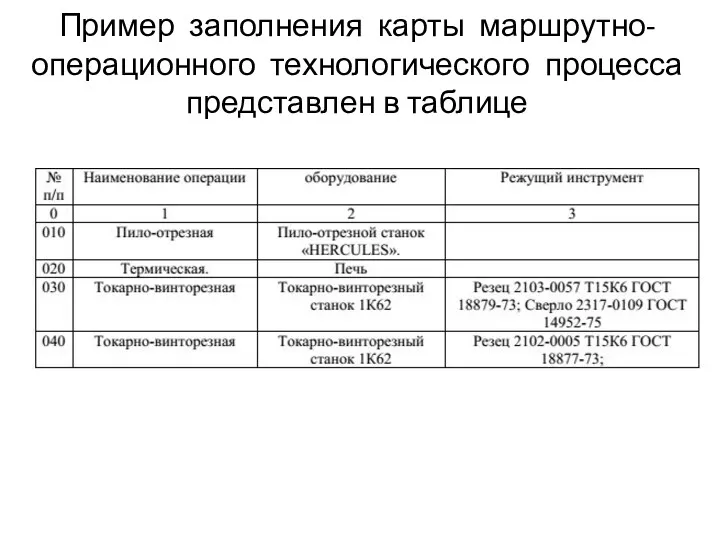
- 33. Пример заполнения карты маршрутно-операционного технологического процесса представлен в таблице
- 34. Выбор станочного оборудования От правильного выбора станочного оборудования зависит производительность изготовления детали, экономное использование производственных площадей,
- 35. Выбор режущего инструмента При разработке технологического процесса механической обработки заготовки выбор режущего инструмента, его вида, конструкции
- 36. Выбор методов контроля. Метод контроля должен способствовать повышению производительности труда контролёра и станочника, создавать условия для
- 37. Формирование структуры технологического процесса. Структура технологического процесса обработки детали зависит от типа производства и определяется рядом
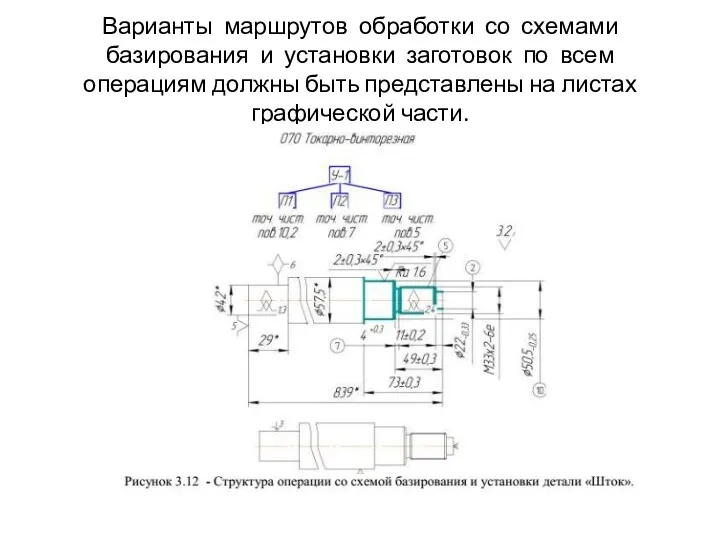
- 38. Варианты маршрутов обработки со схемами базирования и установки заготовок по всем операциям должны быть представлены на
- 39. Расчет режимов резания аналитическим методом. Рассчитанные или выбранные режимы резания при выполнении технологической операции должны обеспечивать
- 40. Расчет норм времени. Под техническим нормированием понимается установление нормы времени на выполнение определенной работы. Техническая норма
- 41. Оформление графической части Качество графической части проекта, внешний вид чертежей, легкость и безошибочность их чтения во
- 42. Перечень графического материала: 1 лист (А4) - Рабочий чертеж детали. 2 лист (А4) - Чертеж заготовки.
- 43. 1 лист (А4) - Рабочий чертеж детали
- 44. 2 лист (А4) - Чертеж заготовки
- 45. 3 лист (А4) - Технологический чертеж детали
- 46. 4 лист (А1) - Технологический процесс изготовления детали для условий мелкосерийного производства со схемами базирования и
- 47. 5 лист (А1) - Эскизы обработки нескольких операций по переходам с расчетом основного и штучного времени
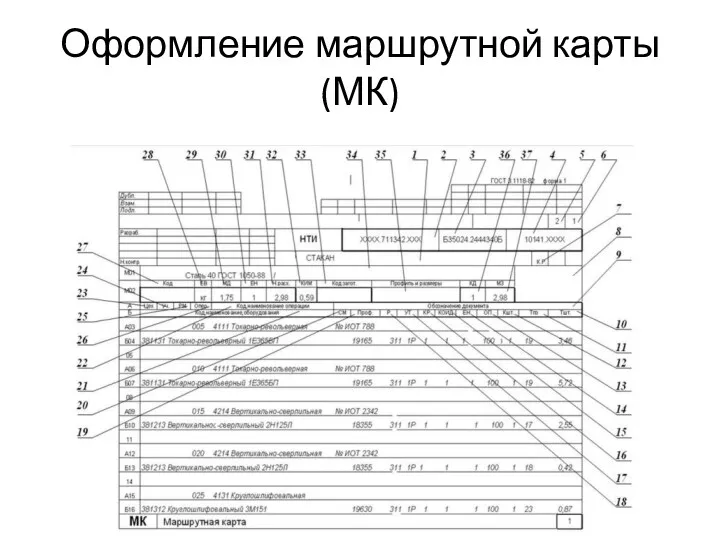
- 48. Оформление маршрутно-технологических карт В условиях крупносерийного и массового производства применяется операционное описание ТП, в которое должны
- 49. Оформление маршрутной карты (МК)
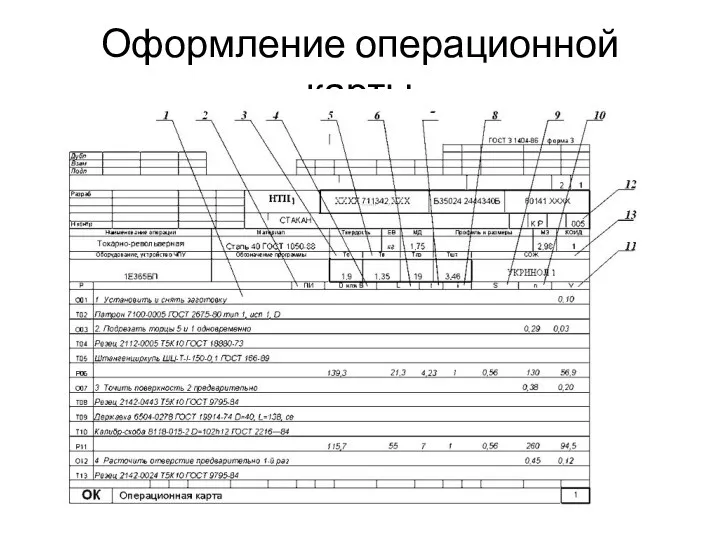
- 50. Оформление операционной карты
- 51. Разработка заключения Заключение носит форму синтеза полученных в работе результатов. Его основное назначение - резюмировать содержание
- 52. Составление списка источников и литературы В список источников и литературы включаются источники, изученные Вами в процессе
- 54. Скачать презентацию
Оформление титульного листа
1. Курсовой проект по предмету: МДК 01.01. Технологические процессы изготовления деталей
Оформление титульного листа
1. Курсовой проект по предмету: МДК 01.01. Технологические процессы изготовления деталей
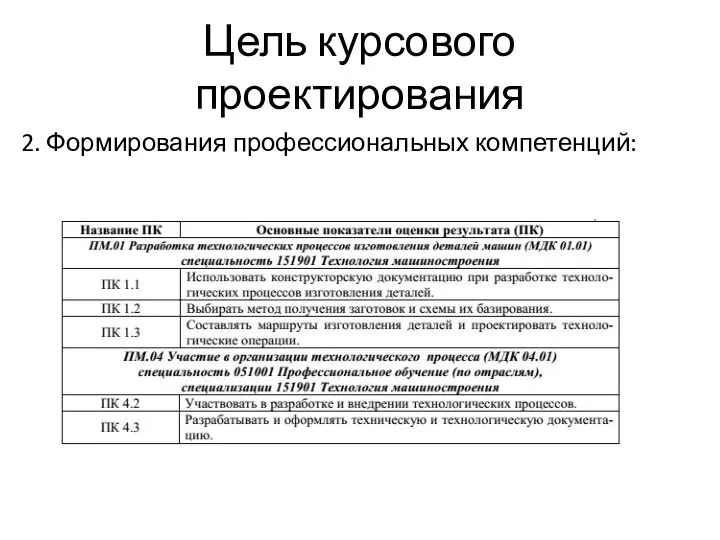
Цель курсового проектирования
2. Формирования профессиональных компетенций:
Цель курсового проектирования
2. Формирования профессиональных компетенций:
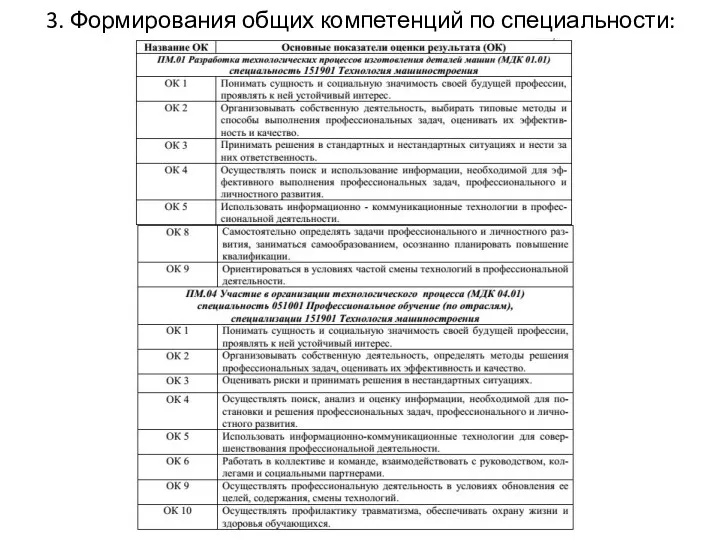
3. Формирования общих компетенций по специальности:
3. Формирования общих компетенций по специальности:
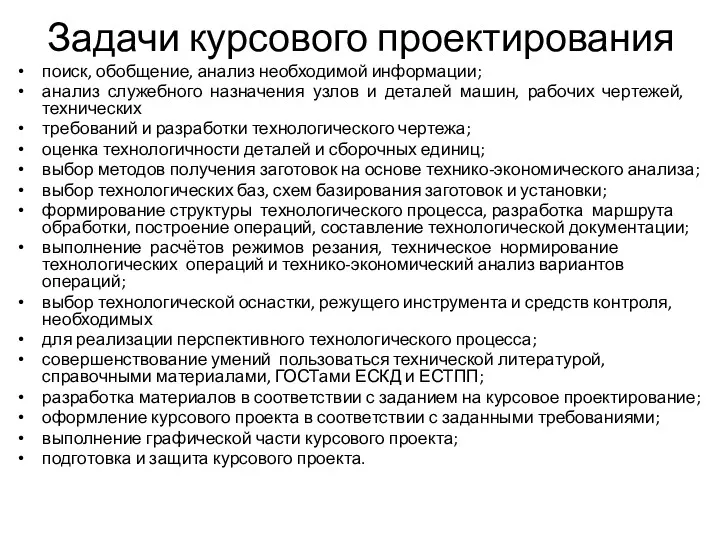
Задачи курсового проектирования
поиск, обобщение, анализ необходимой информации;
анализ служебного назначения узлов и деталей машин,
Задачи курсового проектирования
поиск, обобщение, анализ необходимой информации;
анализ служебного назначения узлов и деталей машин,
СТРУКТУРА КУРСОВОГО ПРОЕКТА
По содержанию курсовой проект носит технологический характер.
По структуре курсовой
проект
СТРУКТУРА КУРСОВОГО ПРОЕКТА
По содержанию курсовой проект носит технологический характер.
По структуре курсовой
проект
Пояснительная записка
титульный лист;
задание;
содержание;
аннотацию с кратким содержанием работ, выполненных в курсовом проекте;
введение, в котором
Пояснительная записка
титульный лист;
задание;
содержание;
аннотацию с кратким содержанием работ, выполненных в курсовом проекте;
введение, в котором
Объем пояснительной записки курсового проекта должен быть не менее 25 страниц печатного текста,
Объем пояснительной записки курсового проекта должен быть не менее 25 страниц печатного текста,
Разработка содержания курсового проекта
Курсовой проект имеет ряд структурных элементов: введение, теоретическая часть, практическая
Разработка содержания курсового проекта
Курсовой проект имеет ряд структурных элементов: введение, теоретическая часть, практическая
Разработка введения
Во-первых, во введении следует обосновать актуальность избранной темы курсового проекта, раскрыть ее
Разработка введения
Во-первых, во введении следует обосновать актуальность избранной темы курсового проекта, раскрыть ее
Цель исследования
(какой результат будет получен?)
Цель должна заключаться в решении исследуемой проблемы путем
Цель исследования
(какой результат будет получен?)
Цель должна заключаться в решении исследуемой проблемы путем
Задачи исследования (как идти к результату?) , пути достижения цели.
Задачи соотносятся с гипотезой.
Задачи исследования (как идти к результату?) , пути достижения цели.
Задачи соотносятся с гипотезой.
Структура работы – это завершающая часть введения
(что в итоге в проекте представлено).
В
Структура работы – это завершающая часть введения
(что в итоге в проекте представлено).
В
Разработка основной части курсового проекта
При разработке должны решаться практические инженерные задачи, с тем,
Разработка основной части курсового проекта
При разработке должны решаться практические инженерные задачи, с тем,
Описание детали.
В этом подразделе определяется описание детали, которое выполняется по рабочему чертежу детали
Описание детали.
В этом подразделе определяется описание детали, которое выполняется по рабочему чертежу детали
Служебное назначение детали.
В этом подразделе определяется служебное назначение детали в сборочной единице, приводится
Служебное назначение детали.
В этом подразделе определяется служебное назначение детали в сборочной единице, приводится
Материал детали и его свойства.
В этом подразделе следует привести данные о материале детали:
Материал детали и его свойства.
В этом подразделе следует привести данные о материале детали:
Анализ технологичности детали
Студент должен проанализировать конструкторский чертёж и определить достаточность числа проекций сечений,
Анализ технологичности детали
Студент должен проанализировать конструкторский чертёж и определить достаточность числа проекций сечений,
При необходимости студент вносит изменения в конструкторский чертёж, т.е. устраняет недостатки конструкторской подготовки
При необходимости студент вносит изменения в конструкторский чертёж, т.е. устраняет недостатки конструкторской подготовки
Для специфических деталей могут быть указаны и другие технические требования (например, допустимая величина
Для специфических деталей могут быть указаны и другие технические требования (например, допустимая величина
Технологическая часть
Технологическая часть
При разработке технологического чертежа изображают деталь без размеров и производят присвоение номера каждой
При разработке технологического чертежа изображают деталь без размеров и производят присвоение номера каждой
Основные показатели - такие, как абсолютная трудоемкость изготовления и технологическая себестоимость, рекомендуется определять
Основные показатели - такие, как абсолютная трудоемкость изготовления и технологическая себестоимость, рекомендуется определять
Обоснование выбора метода получения заготовки.
В машиностроении основными видами заготовок для деталей являются стальные
Обоснование выбора метода получения заготовки.
В машиностроении основными видами заготовок для деталей являются стальные
Обоснование и расчет припусков аналитическим методом.
Величина припуска влияет на себестоимость изготовления детали.
Обоснование и расчет припусков аналитическим методом.
Величина припуска влияет на себестоимость изготовления детали.
Отклонения при чистовой обработке обычно исключают при расчётах из-за их малой величины. Отклонения
Отклонения при чистовой обработке обычно исключают при расчётах из-за их малой величины. Отклонения
Для удобства распределения промежуточных припусков перед их расчётом исходные и расчётные данные по
Для удобства распределения промежуточных припусков перед их расчётом исходные и расчётные данные по
Разработка технологического расчета и схем базирования.
Процесс изготовления деталей машин и их сборки
Разработка технологического расчета и схем базирования.
Процесс изготовления деталей машин и их сборки
Принципиальные схемы базирования заготовок.
По правилам теоретической механики, требуемое положение твердого тела (заготовки)
Принципиальные схемы базирования заготовок.
По правилам теоретической механики, требуемое положение твердого тела (заготовки)
Составление плана обработки (оборудование, приспособление, режущий, мерительный инструмент).
При составлении плана маршрута механической обработки
Составление плана обработки (оборудование, приспособление, режущий, мерительный инструмент).
При составлении плана маршрута механической обработки
Процесс механической обработки должен укладываться в следующие этапы.
1. Обработка поверхностей, образующих установочные базы
Процесс механической обработки должен укладываться в следующие этапы.
1. Обработка поверхностей, образующих установочные базы
Пример заполнения карты маршрутно-операционного технологического процесса представлен в таблице
Пример заполнения карты маршрутно-операционного технологического процесса представлен в таблице
Выбор станочного оборудования
От правильного выбора станочного оборудования зависит производительность изготовления детали,
Выбор станочного оборудования
От правильного выбора станочного оборудования зависит производительность изготовления детали,
Выбор режущего инструмента
При разработке технологического процесса механической обработки заготовки выбор режущего инструмента, его
Выбор режущего инструмента
При разработке технологического процесса механической обработки заготовки выбор режущего инструмента, его
Выбор методов контроля.
Метод контроля должен способствовать повышению производительности труда контролёра и станочника,
Выбор методов контроля.
Метод контроля должен способствовать повышению производительности труда контролёра и станочника,
Формирование структуры технологического процесса.
Структура технологического процесса обработки детали зависит от типа производства
Формирование структуры технологического процесса.
Структура технологического процесса обработки детали зависит от типа производства
Варианты маршрутов обработки со схемами базирования и установки заготовок по всем
операциям должны
Варианты маршрутов обработки со схемами базирования и установки заготовок по всем операциям должны
Расчет режимов резания аналитическим методом.
Рассчитанные или выбранные режимы резания при выполнении технологической
Расчет режимов резания аналитическим методом.
Рассчитанные или выбранные режимы резания при выполнении технологической
Расчет норм времени.
Под техническим нормированием понимается установление нормы времени на выполнение определенной
Расчет норм времени.
Под техническим нормированием понимается установление нормы времени на выполнение определенной
Оформление графической части
Качество графической части проекта, внешний вид чертежей, легкость и безошибочность
их
Оформление графической части
Качество графической части проекта, внешний вид чертежей, легкость и безошибочность
их
Перечень графического материала:
1 лист (А4) - Рабочий чертеж детали.
2 лист (А4) - Чертеж
Перечень графического материала:
1 лист (А4) - Рабочий чертеж детали.
2 лист (А4) - Чертеж
1 лист (А4) - Рабочий чертеж детали
1 лист (А4) - Рабочий чертеж детали
2 лист (А4) - Чертеж заготовки
2 лист (А4) - Чертеж заготовки

3 лист (А4) - Технологический чертеж детали
3 лист (А4) - Технологический чертеж детали
4 лист (А1) - Технологический процесс изготовления детали для условий мелкосерийного производства со
4 лист (А1) - Технологический процесс изготовления детали для условий мелкосерийного производства со

5 лист (А1) - Эскизы обработки нескольких операций по переходам с расчетом основного
5 лист (А1) - Эскизы обработки нескольких операций по переходам с расчетом основного

Оформление маршрутно-технологических карт
В условиях крупносерийного и массового производства применяется операционное описание ТП, в
Оформление маршрутно-технологических карт
В условиях крупносерийного и массового производства применяется операционное описание ТП, в
Оформление маршрутной карты (МК)
Оформление маршрутной карты (МК)
Оформление операционной карты
Оформление операционной карты
Разработка заключения
Заключение носит форму синтеза полученных в работе результатов. Его основное назначение -
Разработка заключения
Заключение носит форму синтеза полученных в работе результатов. Его основное назначение -
Составление списка источников и литературы
В список источников и литературы включаются источники, изученные Вами
Составление списка источников и литературы
В список источников и литературы включаются источники, изученные Вами
 ДИФФЕРЕНЦИРОВАННЫЕ ПРИНЦИПЫ ОБУЧЕНИЯ
ДИФФЕРЕНЦИРОВАННЫЕ ПРИНЦИПЫ ОБУЧЕНИЯ Значение дисциплины Проектно-исследовательская деятельность в подготовке специалиста индустрии гостеприимства
Значение дисциплины Проектно-исследовательская деятельность в подготовке специалиста индустрии гостеприимства Презентация к методическому объединению учителей Активные формы работы с педагогами
Презентация к методическому объединению учителей Активные формы работы с педагогами Стадия планирования. Структурная декомпозиция работ проекта. Управление сроками проекта
Стадия планирования. Структурная декомпозиция работ проекта. Управление сроками проекта Здоровьесберегающие технологии на уроках русского языка и литературы
Здоровьесберегающие технологии на уроках русского языка и литературы Тәрбие үдерісі тұтас педагогикалық үдерістің құрамды бөлігі
Тәрбие үдерісі тұтас педагогикалық үдерістің құрамды бөлігі Образец оформления письменной экзаменационной работы
Образец оформления письменной экзаменационной работы Історія України: особливості ЗНО-2017
Історія України: особливості ЗНО-2017 Организация работы специализированного предприятия общественного питания на примере столовой ФКП НТИИМ Цех питания
Организация работы специализированного предприятия общественного питания на примере столовой ФКП НТИИМ Цех питания Профессиональный стандарт педагога дополнительного образования
Профессиональный стандарт педагога дополнительного образования Образование. Его значение для личности и общества
Образование. Его значение для личности и общества Санкт-Петербург
Санкт-Петербург Презентация проекта Вычисляя рисовать, и рисуя вычислять
Презентация проекта Вычисляя рисовать, и рисуя вычислять Разработка и реализация адаптированной основной образовательной программы в условиях специального и инклюзивного образования
Разработка и реализация адаптированной основной образовательной программы в условиях специального и инклюзивного образования Особенности составления адаптированной образовательной программы в ДОУ
Особенности составления адаптированной образовательной программы в ДОУ Введение технологии оценивания образовательных достижений в школе I ступени как средство развития оценочной самостоятельности младших школьников (обобщение опыта)
Введение технологии оценивания образовательных достижений в школе I ступени как средство развития оценочной самостоятельности младших школьников (обобщение опыта) Саранский кооперативный институт Российского университета кооперации
Саранский кооперативный институт Российского университета кооперации Проекты в начальной школе
Проекты в начальной школе Собрание студентов первокурсников факультета заочного и очно-заочного (вечернего) образования МВА им. К.И. Скрябина
Собрание студентов первокурсников факультета заочного и очно-заочного (вечернего) образования МВА им. К.И. Скрябина Основные подходы к повышению качества математического образования
Основные подходы к повышению качества математического образования Прием в организации дополнительного образования и в организации, осуществляющие спортивную подготовку
Прием в организации дополнительного образования и в организации, осуществляющие спортивную подготовку Устойчивое развитие ООП Почвоведение до 2020 г. (в рамках Программы развития СПбГУ)
Устойчивое развитие ООП Почвоведение до 2020 г. (в рамках Программы развития СПбГУ) Игровая технология как здоровьесберегающий фактор в обучении и развитии младших школьников.
Игровая технология как здоровьесберегающий фактор в обучении и развитии младших школьников. Всероссийский конкурс Учебный 2022 год с Марусей
Всероссийский конкурс Учебный 2022 год с Марусей Пример оформления презентации выпускной квалификационной работы
Пример оформления презентации выпускной квалификационной работы Самые эффективные системы образования в мире
Самые эффективные системы образования в мире Входная диагностика 1 класс
Входная диагностика 1 класс Гуманизация образования
Гуманизация образования