- Листовая штамповка

Содержание
- 2. Листовая штамповка, листовое штампование, изготовление полуфабрикатов, деталей и готовых изделий из листовых металлических заготовок деформированием их
- 3. Листовая штамповка возникла много столетий назад как способ изготовления одинаковых по форме и размерам деталей домашней
- 4. Детали, полученные листовой штамповкой, обладают высокой прочностью при относительно небольшой массе и отличаются рациональностью форм. Рис.
- 5. В качестве заготовок используют ленту, полосу, лист. Штампуют обычно холодные заготовки. При малой пластичности материала или
- 6. В результате разделительных операций деформируемая часть заготовки разделяется при сдвиге материала по заданному контуру; к ним
- 7. Рис. Операции листовой штамповки: а - вырубка; б – пробивка; в – отрезка или резка; г
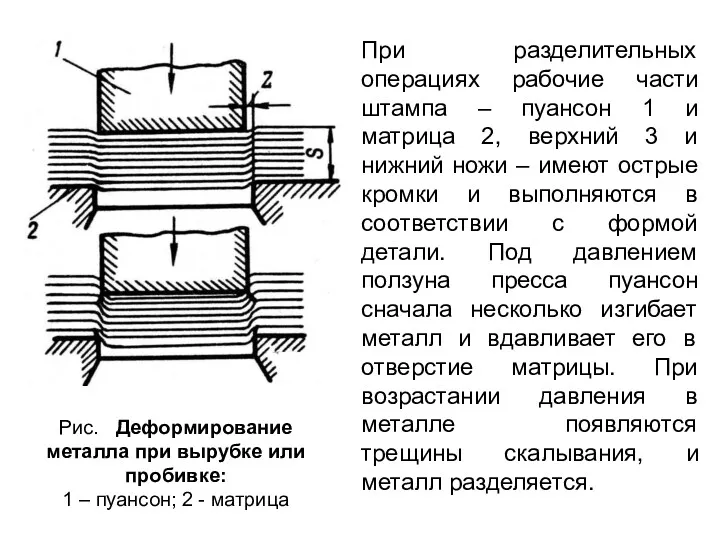
- 8. Рис. Вырубка - разделительная операция листовой штамповки вырубка: 1 – пуансон; 2 - матрица Вырубка –
- 9. Рис. Пробивка - операция листовой штамповки вырубка: 1 – пуансон; 2 - матрица Пробивка - разделительная
- 10. Рис. Пробивание отверстий на штамповочном прессе
- 11. Рис. Отрезка или резка - разделительная операция листовой штамповки: 3 – нож верхний; 4 – нож
- 12. Рис. Схема ножниц: а - с параллельными ножами; б – гильотинных; в - дисковывых
- 13. Рис. Резание гильотинными ножницами
- 14. Рис. Общий вид пресса для выполнения операции отрезки – с параллельными ножами
- 15. Рис. Общий вид пресса для выполнения операции отрезки – гильотинных ножниц
- 16. Рис. Резание дисковыми ножницами
- 17. Рис. Обрезка - разделительная операция листовой штамповки Обрезка - разделительная операция листовой штамповки , в ходе
- 18. Рис. Надрезка – разделительная операция листовой штамповки Надрезка - операция листовой штамповки, в ходе выполнения которой
- 19. Рис. Пример использования операции листовой штамповки надрезка на конструктивной элементе фюзеляжа самолета Ту-154
- 20. Рис. Просечка – разделительная операция листовой штамповки Просечка - разделительная операция листовой штамповки , в ходе
- 21. При разделительных операциях рабочие части штампа – пуансон 1 и матрица 2, верхний 3 и нижний
- 22. Из формоизменяющих операций наиболее распространены правка; гибка; вытяжка; отбортовка; закатка.
- 23. Правкой выпрямляют изогнутую заготовку, а гибкой (рис.) плоской заготовке придают нужную изогнутую форму. Рис. Гибка –
- 24. Рис. Схема гибки: 1 – матрица; 2 – заготовка; 3 – пуансон; 4 – нейтральный слой
- 25. Рис. Гибка в гибочном штампе
- 26. Рис. Примеры изделий, получаемых при использовании листовой гибки Детали, изогнутые в нескольких плоскостях, обычно изготовляют последовательным
- 27. Рис. Вытяжка – формоизменяющая операция листовой штамповки Вытяжка – формоизменяющая операция листовой штамповки, в ходе которой
- 28. Рис. Схема штамповки-вытяжки: а - первый переход; б – без прижима заготовки (образование складок); в –
- 29. Рис. Схема штамповки-вытяжки без прижима заготовки: 1 – матрица; 2 – пуансон; 4 – заготовка; Донная
- 30. Рис. Изделие со складками, образующимися без прижима
- 31. Рис. Схема штамповки-вытяжки сприжимом заготовки: 1 – матрица; 2 – пуансон; 3 – прижим; 4 –
- 32. Рис. Схема последующей вытяжки: а - без прижима; б – с прижимом заготовки; 1 – матрица;
- 33. Рис. Пример использования операции листовой штамповки вытяжка на конструктивном элементе самолета Ту-154
- 34. Рис. Отбортовка – формоизменяющая операция листовой штамповки^ 1 – пуансон; 2 - матрица Отбортовка – формоизменяющая
- 35. Рис. Схема отбортовки Выполняют отбортовку при помощи штампов, подобных вытяжным. Отбортовку часто применяют для повышения жесткости
- 36. Рис. Типовое сечение нервюры Рис. Схема средней части нормальной нервюры
- 37. Формовка – это вид листовой формоизменяющей штамповки, заключающийся в изменении формы заготовки или полуфабриката путем частичной
- 38. Рис. Схема формовки ребер жесткости Формовкой получают местные выступы на заготовке, ребра жесткости и т. д.
- 39. Рис. Пример использования формовки ребер жесткости на лючке самолета Ту-154
- 40. Рис. Пример использования формовки ребер жесткости на крышке блока аппаратуры самолета Ту-154
- 41. Рис. Пример использования формовки ребер жесткости на внутренней обшивке съемной панели обтекателя стабилизатора самолета Ту-154
- 42. Рис. Примеры пар матриц и пуансонов, используемых при листовой штамповке
- 43. Рис. Матрицы для формоизменяющей листовой штамповки - формовки
- 44. Рис. Примеры изделий, получаемых формовкой – операцией листовой штамповки
- 45. Формообразование обечаек фюзеляжей осуществляется м машинной гибкой – прокаткой (вальцовкой). Машинная гибка, схема которой показана на
- 46. Рис. 3-х валковые гибочные вальцы Гибочные вальцы позволяют осуществлять формообразование отдельных листов панелей фюзеляжа.
- 47. Рис. CO.MA.L 3-х и 4-х валковые гидравлическая гибочные вальцы с предварительной гибкой
- 48. Высокие скорости полета современных самолетов предъявляют жесткие требования к форме и точности выполнения аэродинамических обводов планера.
- 49. Рис. Поперечная обтяжка: а - схема поперечной обтяжки; 1 – пуансон; 2 – заготовка; 3 –
- 50. Рис. 8-ми осевой пресс поперечной обтяжки с ЧПУ
- 52. Скачать презентацию
Листовая штамповка, листовое штампование, изготовление полуфабрикатов, деталей и готовых изделий из
Листовая штамповка, листовое штампование, изготовление полуфабрикатов, деталей и готовых изделий из
Листовая штамповка возникла много столетий назад как способ изготовления одинаковых по
Листовая штамповка возникла много столетий назад как способ изготовления одинаковых по
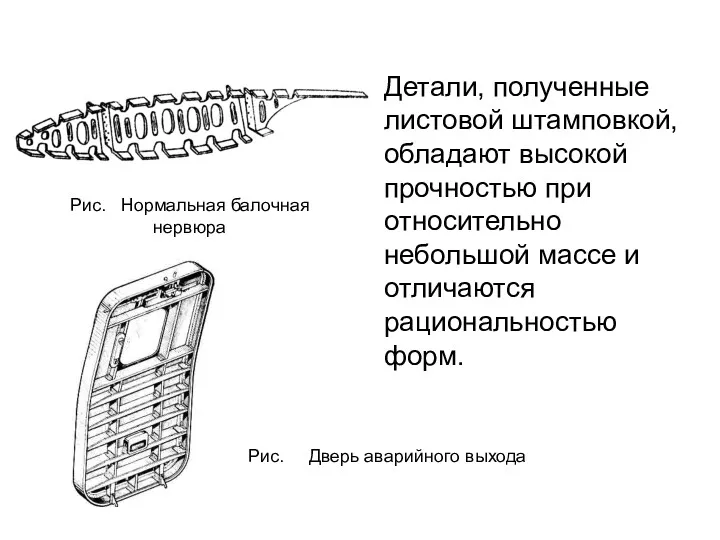
Детали, полученные листовой штамповкой, обладают высокой прочностью при относительно небольшой массе
Детали, полученные листовой штамповкой, обладают высокой прочностью при относительно небольшой массе

В качестве заготовок используют ленту, полосу, лист.
Штампуют обычно холодные заготовки.
В качестве заготовок используют ленту, полосу, лист.
Штампуют обычно холодные заготовки.
В результате разделительных операций деформируемая часть заготовки разделяется при сдвиге материала
В результате разделительных операций деформируемая часть заготовки разделяется при сдвиге материала
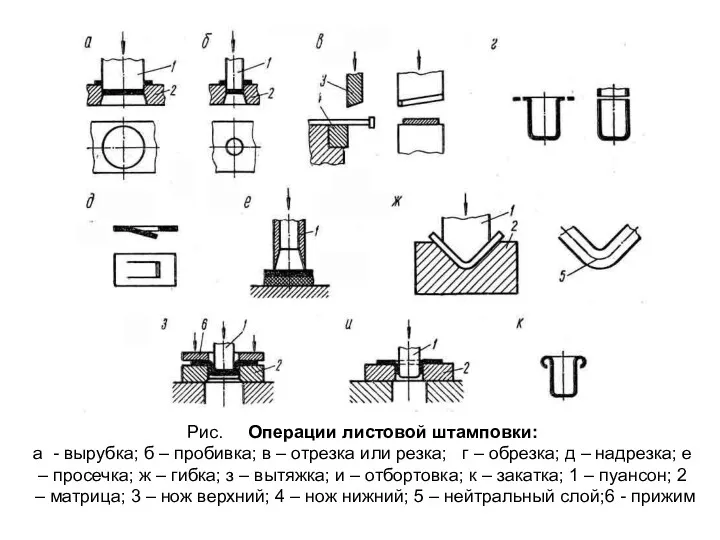
Рис. Операции листовой штамповки:
а - вырубка; б – пробивка; в –
Рис. Операции листовой штамповки:
а - вырубка; б – пробивка; в –
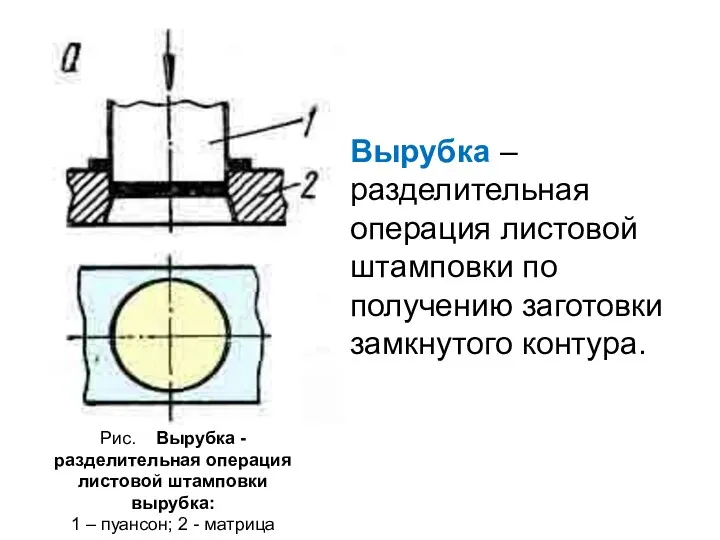
Рис. Вырубка - разделительная операция листовой штамповки вырубка:
1 – пуансон; 2
Рис. Вырубка - разделительная операция листовой штамповки вырубка:
1 – пуансон; 2

Рис. Пробивка - операция листовой штамповки вырубка:
1 – пуансон; 2 -
Рис. Пробивка - операция листовой штамповки вырубка:
1 – пуансон; 2 -
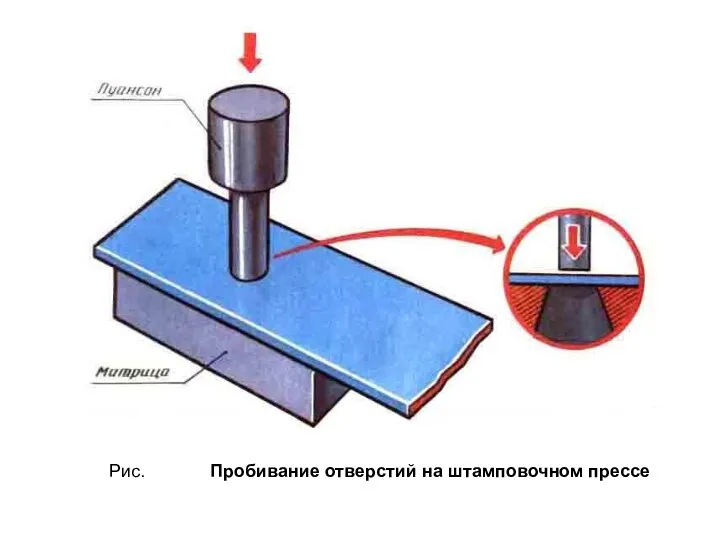
Рис. Пробивание отверстий на штамповочном прессе
Рис. Пробивание отверстий на штамповочном прессе
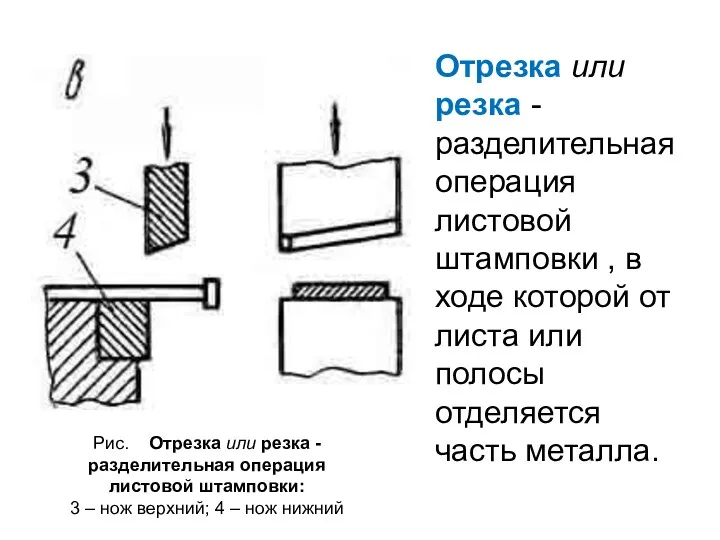
Рис. Отрезка или резка - разделительная операция листовой штамповки:
3 – нож
Рис. Отрезка или резка - разделительная операция листовой штамповки:
3 – нож
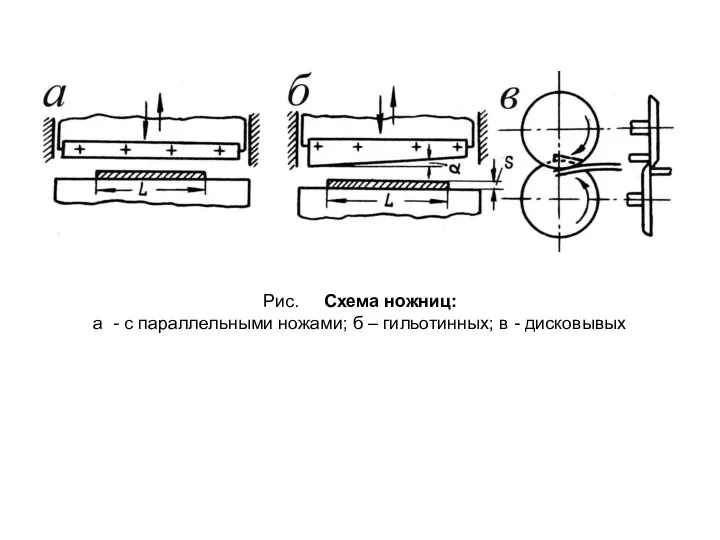
Рис. Схема ножниц:
а - с параллельными ножами; б – гильотинных; в
Рис. Схема ножниц:
а - с параллельными ножами; б – гильотинных; в
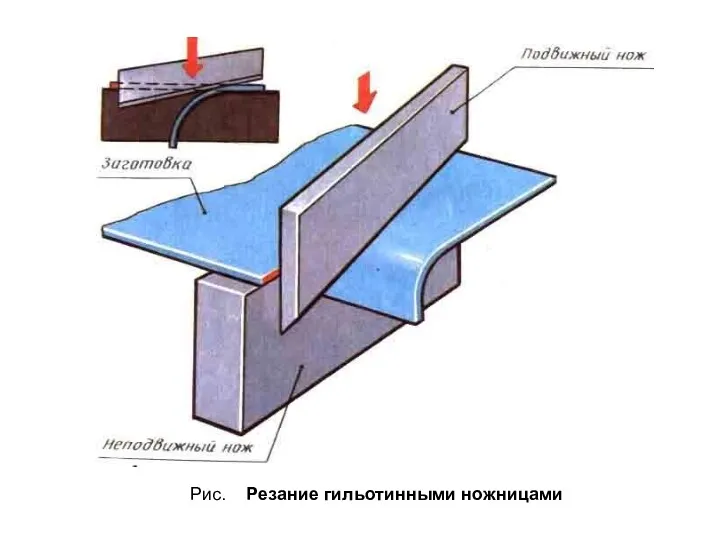
Рис. Резание гильотинными ножницами
Рис. Резание гильотинными ножницами

Рис. Общий вид пресса для выполнения операции отрезки – с параллельными
Рис. Общий вид пресса для выполнения операции отрезки – с параллельными

Рис. Общий вид пресса для выполнения операции отрезки – гильотинных ножниц
Рис. Общий вид пресса для выполнения операции отрезки – гильотинных ножниц
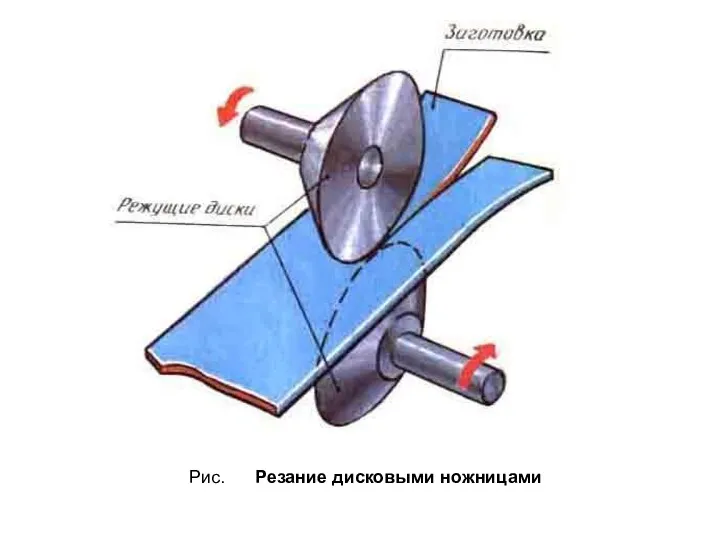
Рис. Резание дисковыми ножницами
Рис. Резание дисковыми ножницами
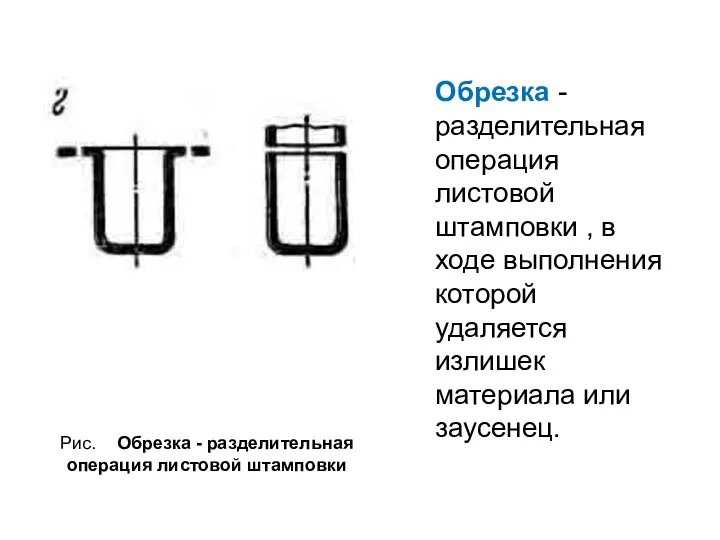
Рис. Обрезка - разделительная операция листовой штамповки
Обрезка - разделительная операция листовой
Рис. Обрезка - разделительная операция листовой штамповки
Обрезка - разделительная операция листовой

Рис. Надрезка – разделительная операция листовой штамповки
Надрезка - операция листовой штамповки,
Рис. Надрезка – разделительная операция листовой штамповки
Надрезка - операция листовой штамповки,

Рис. Пример использования операции листовой штамповки надрезка на конструктивной элементе фюзеляжа
Рис. Пример использования операции листовой штамповки надрезка на конструктивной элементе фюзеляжа

Рис. Просечка – разделительная операция листовой штамповки
Просечка - разделительная операция листовой
Рис. Просечка – разделительная операция листовой штамповки
Просечка - разделительная операция листовой
При разделительных операциях рабочие части штампа – пуансон 1 и матрица
При разделительных операциях рабочие части штампа – пуансон 1 и матрица
Из формоизменяющих операций наиболее распространены
правка;
гибка;
вытяжка;
отбортовка;
закатка.
Из формоизменяющих операций наиболее распространены
правка;
гибка;
вытяжка;
отбортовка;
закатка.

Правкой выпрямляют изогнутую заготовку, а гибкой (рис.) плоской заготовке придают нужную
Правкой выпрямляют изогнутую заготовку, а гибкой (рис.) плоской заготовке придают нужную
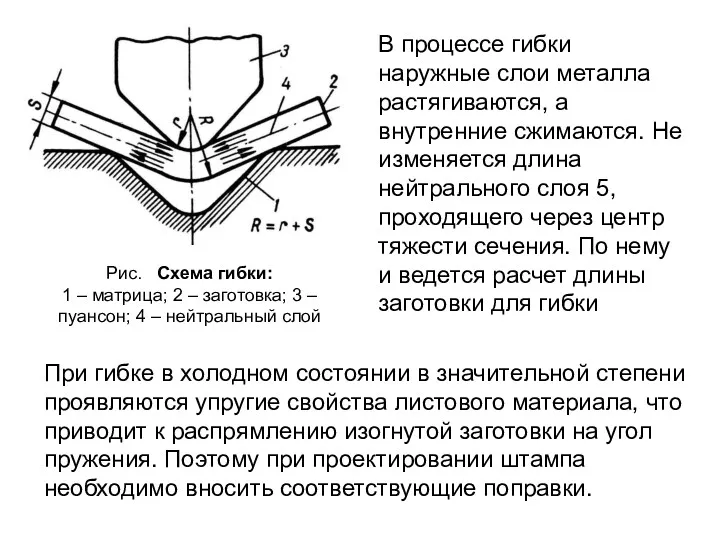
Рис. Схема гибки:
1 – матрица; 2 – заготовка; 3 – пуансон;
Рис. Схема гибки:
1 – матрица; 2 – заготовка; 3 – пуансон;
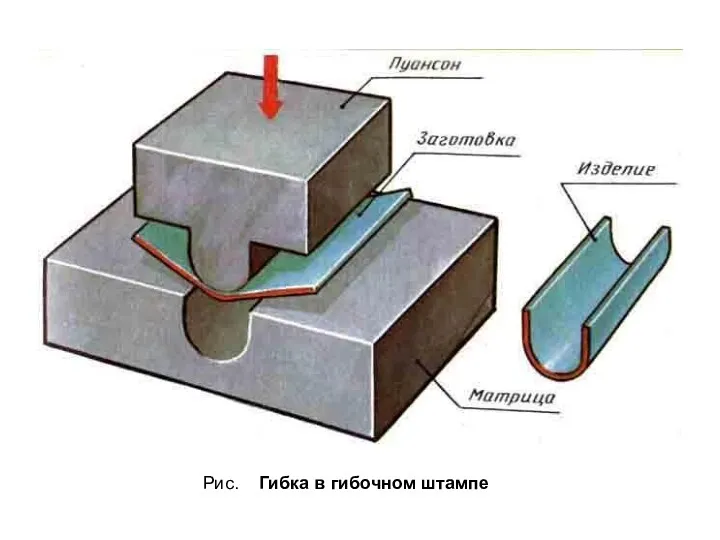
Рис. Гибка в гибочном штампе
Рис. Гибка в гибочном штампе

Рис. Примеры изделий, получаемых при использовании листовой гибки
Детали, изогнутые в
Рис. Примеры изделий, получаемых при использовании листовой гибки
Детали, изогнутые в
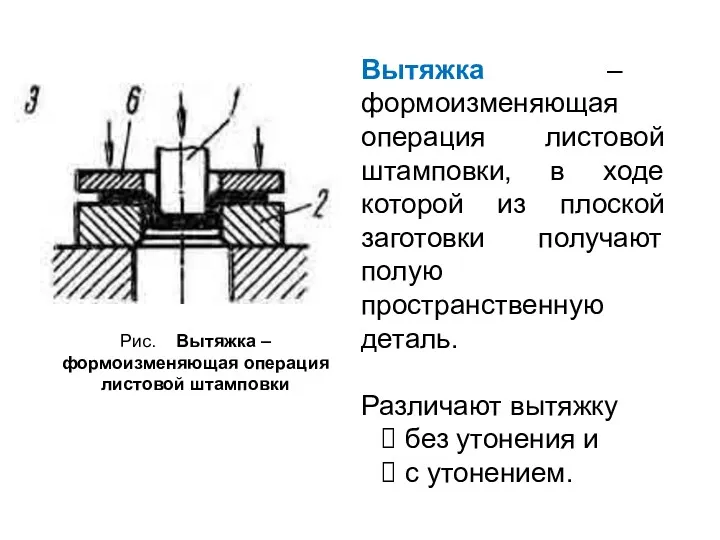
Рис. Вытяжка – формоизменяющая операция листовой штамповки
Вытяжка – формоизменяющая операция листовой
Рис. Вытяжка – формоизменяющая операция листовой штамповки
Вытяжка – формоизменяющая операция листовой
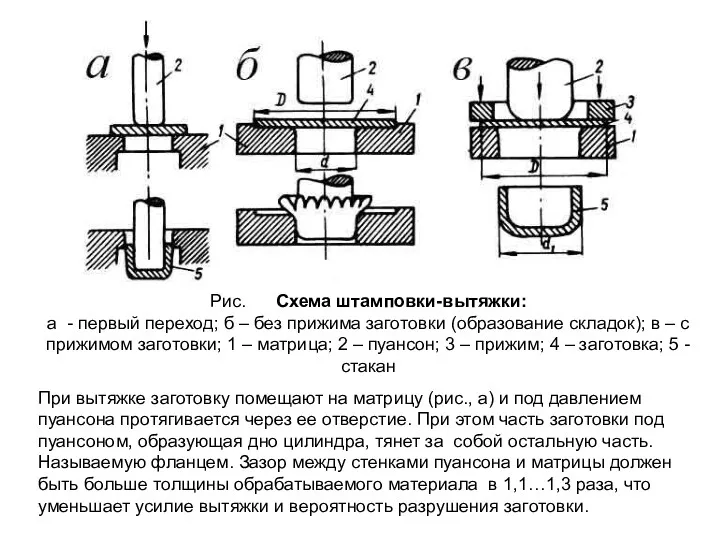
Рис. Схема штамповки-вытяжки:
а - первый переход; б – без прижима заготовки
Рис. Схема штамповки-вытяжки:
а - первый переход; б – без прижима заготовки
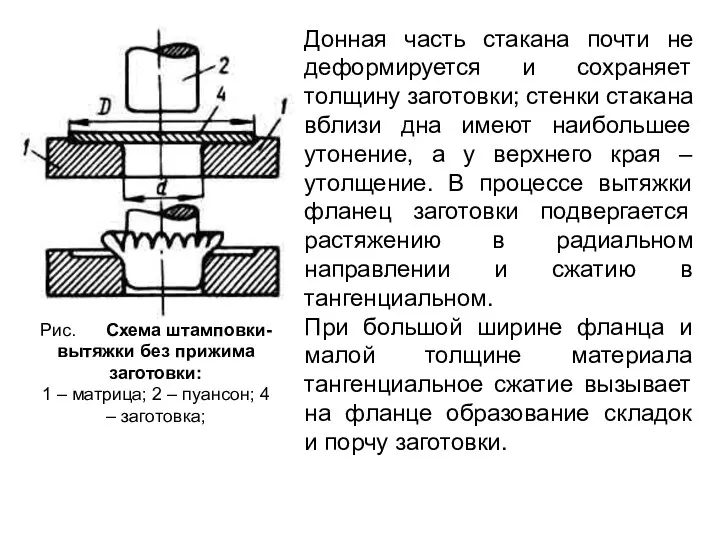
Рис. Схема штамповки-вытяжки без прижима заготовки:
1 – матрица; 2 – пуансон;
Рис. Схема штамповки-вытяжки без прижима заготовки:
1 – матрица; 2 – пуансон;
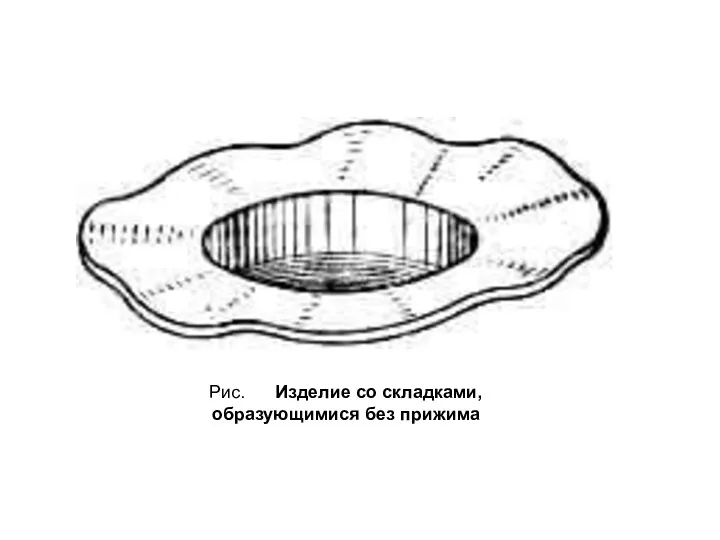
Рис. Изделие со складками, образующимися без прижима
Рис. Изделие со складками, образующимися без прижима
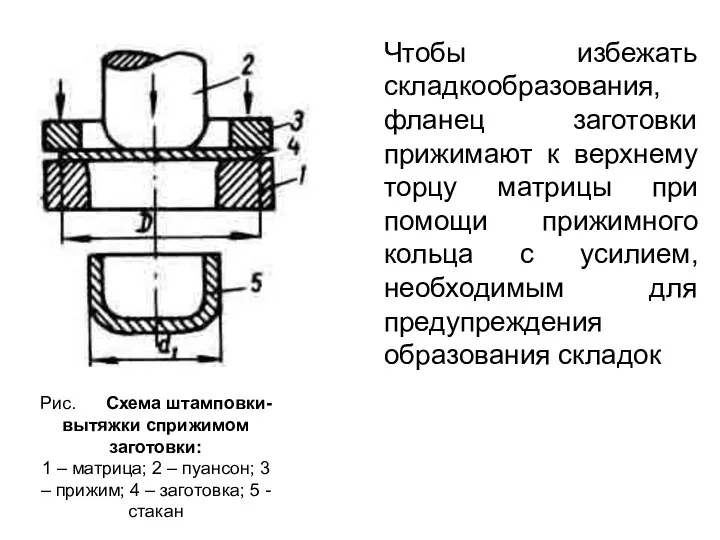
Рис. Схема штамповки-вытяжки сприжимом заготовки:
1 – матрица; 2 – пуансон; 3
Рис. Схема штамповки-вытяжки сприжимом заготовки:
1 – матрица; 2 – пуансон; 3
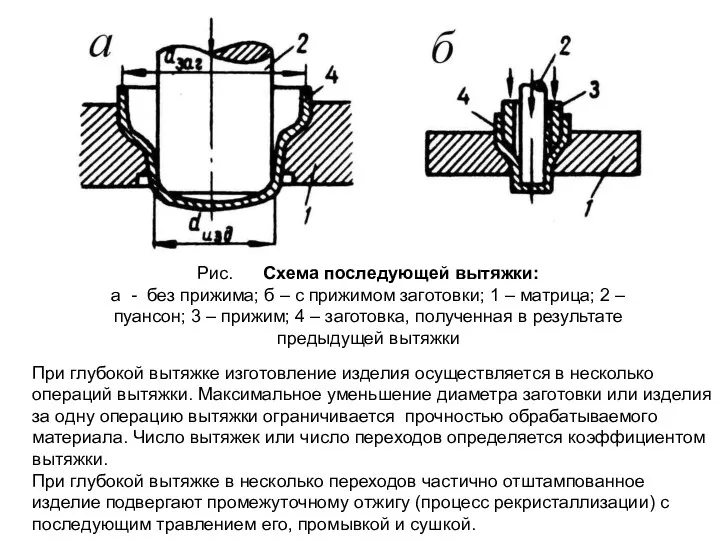
Рис. Схема последующей вытяжки:
а - без прижима; б – с прижимом
Рис. Схема последующей вытяжки:
а - без прижима; б – с прижимом

Рис. Пример использования операции листовой штамповки вытяжка на конструктивном элементе самолета
Рис. Пример использования операции листовой штамповки вытяжка на конструктивном элементе самолета
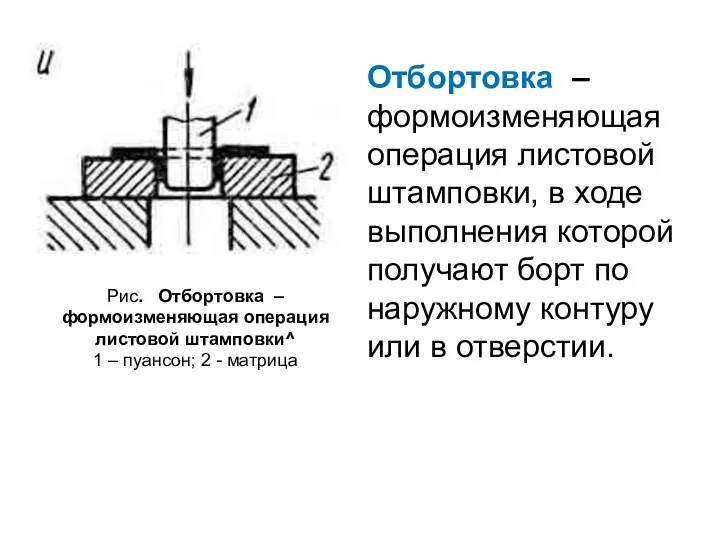
Рис. Отбортовка – формоизменяющая операция листовой штамповки^
1 – пуансон; 2 -
Рис. Отбортовка – формоизменяющая операция листовой штамповки^
1 – пуансон; 2 -

Рис. Схема отбортовки
Выполняют отбортовку при помощи штампов, подобных вытяжным.
Отбортовку
Рис. Схема отбортовки
Выполняют отбортовку при помощи штампов, подобных вытяжным.
Отбортовку
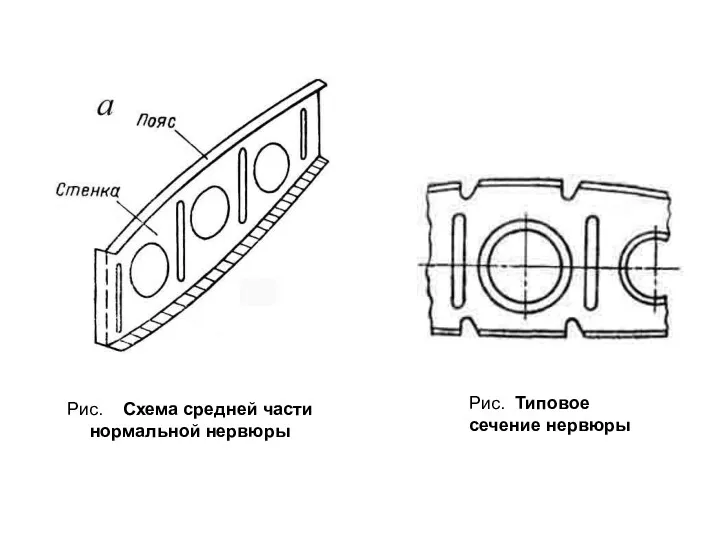
Рис. Типовое сечение нервюры
Рис. Схема средней части нормальной нервюры
Рис. Типовое сечение нервюры
Рис. Схема средней части нормальной нервюры
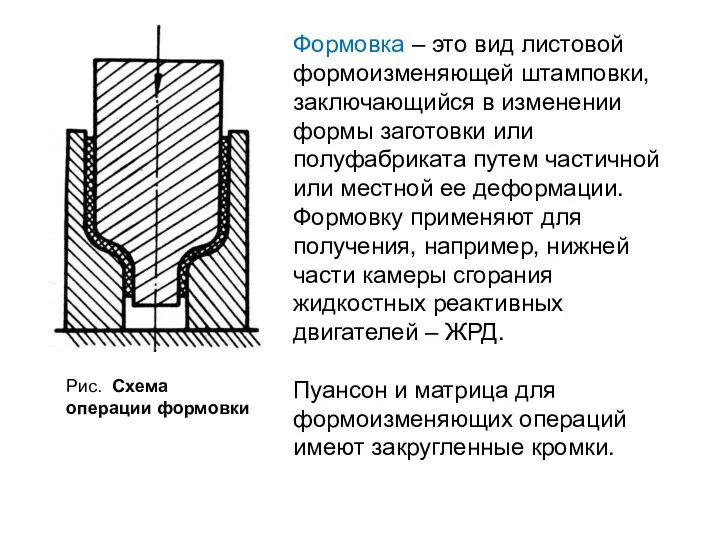
Формовка – это вид листовой формоизменяющей штамповки, заключающийся в изменении формы
Формовка – это вид листовой формоизменяющей штамповки, заключающийся в изменении формы
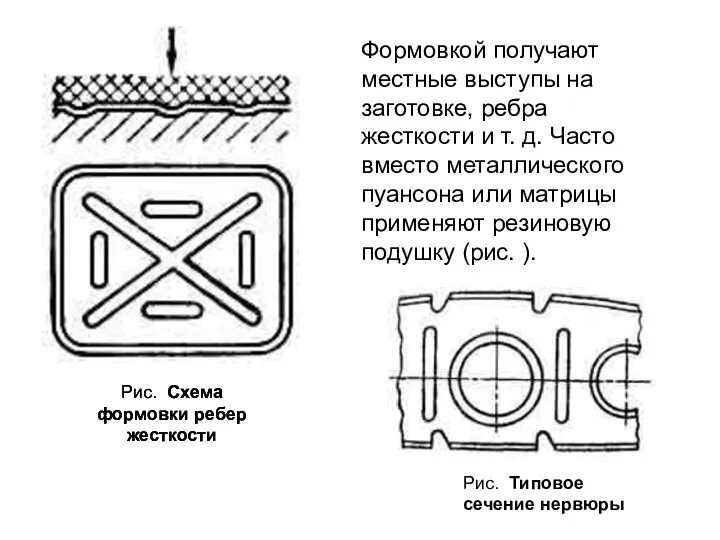
Рис. Схема формовки ребер жесткости
Формовкой получают местные выступы на заготовке, ребра
Рис. Схема формовки ребер жесткости
Формовкой получают местные выступы на заготовке, ребра
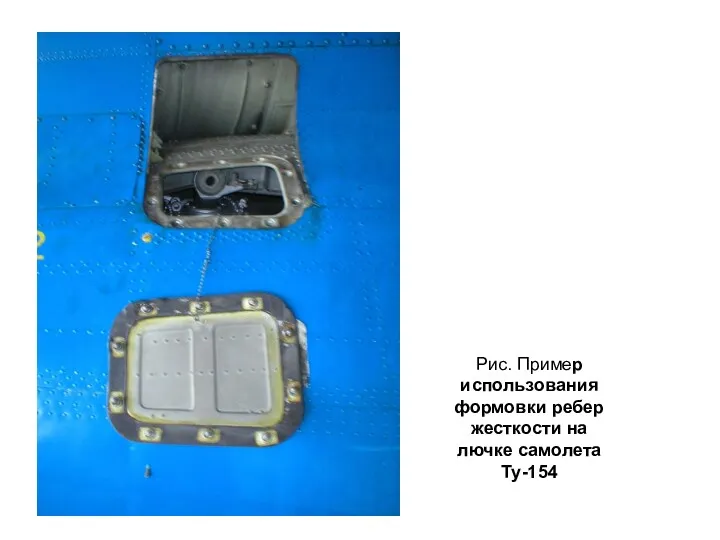
Рис. Пример использования формовки ребер жесткости на лючке самолета Ту-154
Рис. Пример использования формовки ребер жесткости на лючке самолета Ту-154

Рис. Пример использования формовки ребер жесткости на крышке блока аппаратуры самолета
Рис. Пример использования формовки ребер жесткости на крышке блока аппаратуры самолета

Рис. Пример использования формовки ребер жесткости на внутренней обшивке съемной панели
Рис. Пример использования формовки ребер жесткости на внутренней обшивке съемной панели

Рис. Примеры пар матриц и пуансонов, используемых при листовой штамповке
Рис. Примеры пар матриц и пуансонов, используемых при листовой штамповке

Рис. Матрицы для формоизменяющей листовой штамповки - формовки
Рис. Матрицы для формоизменяющей листовой штамповки - формовки

Рис. Примеры изделий, получаемых формовкой – операцией листовой штамповки
Рис. Примеры изделий, получаемых формовкой – операцией листовой штамповки
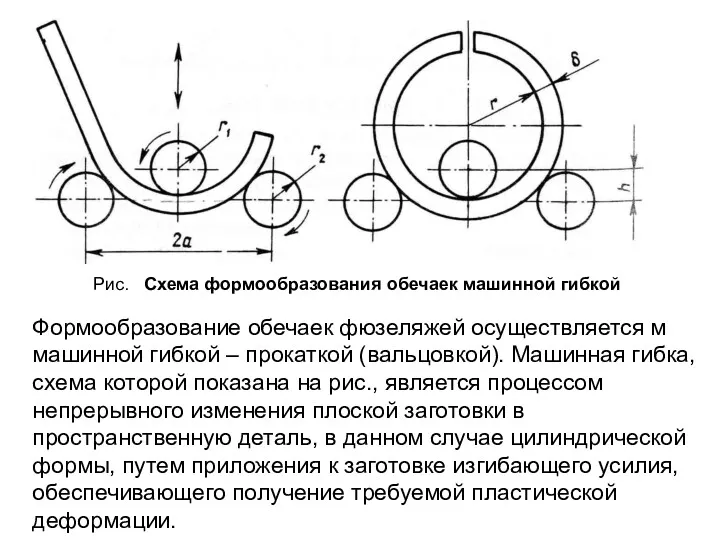
Формообразование обечаек фюзеляжей осуществляется м машинной гибкой – прокаткой (вальцовкой). Машинная
Формообразование обечаек фюзеляжей осуществляется м машинной гибкой – прокаткой (вальцовкой). Машинная
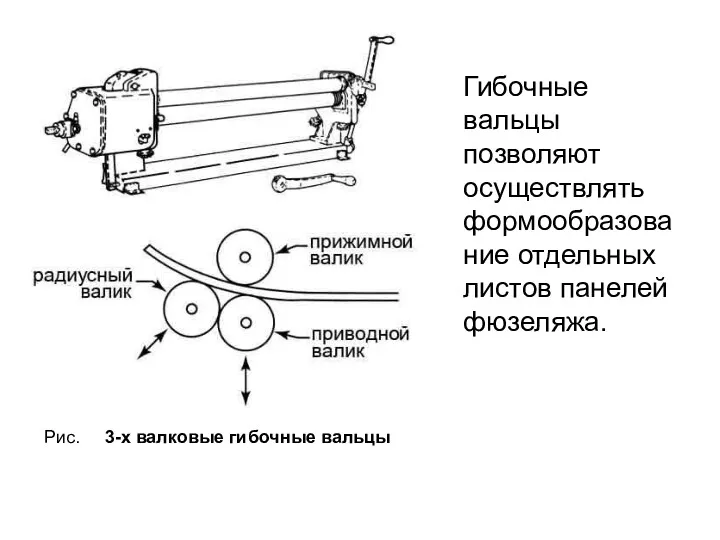
Рис. 3-х валковые гибочные вальцы
Гибочные вальцы позволяют осуществлять формообразование отдельных
Рис. 3-х валковые гибочные вальцы
Гибочные вальцы позволяют осуществлять формообразование отдельных

Рис. CO.MA.L 3-х и 4-х валковые гидравлическая гибочные вальцы с предварительной
Рис. CO.MA.L 3-х и 4-х валковые гидравлическая гибочные вальцы с предварительной
Высокие скорости полета современных самолетов предъявляют жесткие требования к форме и
Высокие скорости полета современных самолетов предъявляют жесткие требования к форме и
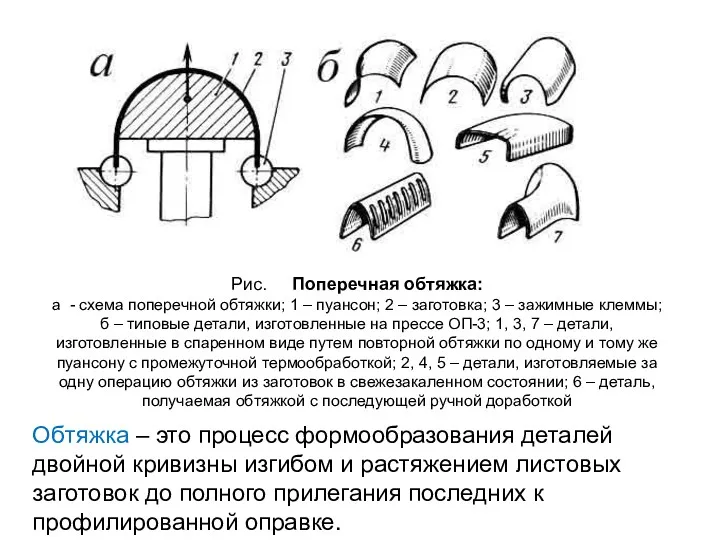
Рис. Поперечная обтяжка:
а - схема поперечной обтяжки; 1 – пуансон; 2
Рис. Поперечная обтяжка:
а - схема поперечной обтяжки; 1 – пуансон; 2
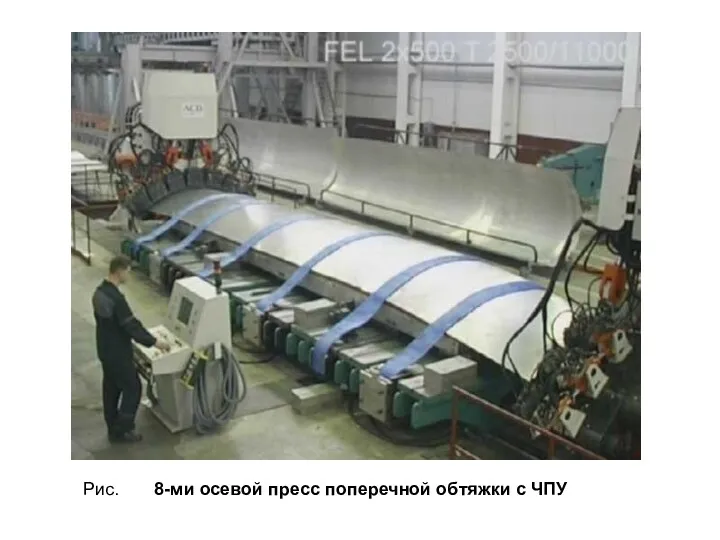
Рис. 8-ми осевой пресс поперечной обтяжки с ЧПУ
Рис. 8-ми осевой пресс поперечной обтяжки с ЧПУ
 Путешествие в страну знаний
Путешествие в страну знаний Формирование и развитие личностных результатов в процессе освоения основной образовательной программы на уроках информатики
Формирование и развитие личностных результатов в процессе освоения основной образовательной программы на уроках информатики Счастливый английский после уроков презентация
Счастливый английский после уроков презентация Определение соотношения составных частей и массы нетто консервов
Определение соотношения составных частей и массы нетто консервов Ярослав Гашек Камень жизни
Ярослав Гашек Камень жизни Строительство крытого плавательного бассейна
Строительство крытого плавательного бассейна Быт и бытовые отношения. 11 класс. Общество
Быт и бытовые отношения. 11 класс. Общество Организация досуга детей с ограниченными возможностями
Организация досуга детей с ограниченными возможностями Учим дорожные знаки.
Учим дорожные знаки. Пьезоэлектрлік
Пьезоэлектрлік Роботы в нашей жизни
Роботы в нашей жизни Аспекты изучения простого предложения
Аспекты изучения простого предложения Презентация Реакции ионного обмена
Презентация Реакции ионного обмена Поведенческий стереотип
Поведенческий стереотип Daily routine of Vladimir Nabokov
Daily routine of Vladimir Nabokov КНИГА ПАМЯТИ
КНИГА ПАМЯТИ Вопросы знатокам 7-9 классов
Вопросы знатокам 7-9 классов Су ресурстарын тазарту әдістері
Су ресурстарын тазарту әдістері lence skills
lence skills Pie Factory
Pie Factory Гражданско-правовой договор
Гражданско-правовой договор Коммерческое предложение: создание многостраничных сайтов
Коммерческое предложение: создание многостраничных сайтов 20200119_oksidy
20200119_oksidy Электронные таблицы
Электронные таблицы Вытягивание тяг от руки.
Вытягивание тяг от руки. Работа с неговорящими детьми
Работа с неговорящими детьми Виды и способы плавания. Техника плавания кролем и брассом
Виды и способы плавания. Техника плавания кролем и брассом Мониторинг состояния путевой инфраструктуры на участках скоростных и особо грузонапряженных линий
Мониторинг состояния путевой инфраструктуры на участках скоростных и особо грузонапряженных линий