- Основные способы литья

Содержание
- 2. Основные способы литья Заготовительное литье Литье слитков в изложницы Непрерывное и полунепрерывное литье слитков Совмещенные методы
- 3. Требования, предъявляемые к металлам и сплавам, используемым для изготовления отливок Состав их должен обеспечивать получение в
- 4. Кроме того литейные сплавы должны иметь: Низкую температуру плавления Небольшую усадку при затвердевании и охлаждении Незначительную
- 5. По содержанию легирующих компонентов Низколегированные (менее 2,5% легирующих компонентов) Среднелегированные (2,5 – 10% легирующих компонентов) Высоколегированные
- 6. Степень чистоты металлов Пониженной чистоты Средней чистоты Повышенной чистоты Высокой чистоты Особой чистоты
- 7. Свойства жидких металлов и сплавов
- 9. Температура плавления Легкоплавкие - tпл ‹ 500°С Со средней температурой плавления - 500°С ‹ tпл ‹
- 10. Плотность и удельный объем металлов и сплавов V = 1 / ρ Vt тв= V20°C(1 +
- 11. Плотность сплавов
- 12. Изменение удельного объема чистых компонентов и сплавов
- 14. Смачивание твердого тела жидкостью в среде газа cos θ = (σ13 - σ12 )/σ 23 θ
- 16. Вязкость жидких металлов η = F/S (Δv/Δx) где F – сила, S – площадь соприкосновения слоев
- 18. Атмосферное давление – 101325 Па
- 20. Скачать презентацию
Основные способы литья
Заготовительное литье
Литье слитков в изложницы
Непрерывное и полунепрерывное литье слитков
Совмещенные
Основные способы литья
Заготовительное литье
Литье слитков в изложницы
Непрерывное и полунепрерывное литье слитков
Совмещенные
Требования, предъявляемые к металлам и сплавам, используемым для изготовления отливок
Состав их
Требования, предъявляемые к металлам и сплавам, используемым для изготовления отливок
Состав их
Кроме того
литейные сплавы должны иметь:
Низкую температуру плавления
Небольшую усадку при затвердевании и
Кроме того
литейные сплавы должны иметь:
Низкую температуру плавления
Небольшую усадку при затвердевании и
По содержанию легирующих компонентов
Низколегированные
(менее 2,5% легирующих компонентов)
Среднелегированные
(2,5 – 10% легирующих компонентов)
Высоколегированные
(более
По содержанию легирующих компонентов
Низколегированные
(менее 2,5% легирующих компонентов)
Среднелегированные
(2,5 – 10% легирующих компонентов)
Высоколегированные
(более
Степень чистоты металлов
Пониженной чистоты
Средней чистоты
Повышенной чистоты
Высокой чистоты
Особой чистоты
Степень чистоты металлов
Пониженной чистоты
Средней чистоты
Повышенной чистоты
Высокой чистоты
Особой чистоты
Свойства жидких металлов и сплавов
Свойства жидких металлов и сплавов
Температура плавления
Легкоплавкие - tпл ‹ 500°С
Со средней температурой плавления - 500°С
Температура плавления
Легкоплавкие - tпл ‹ 500°С
Со средней температурой плавления - 500°С
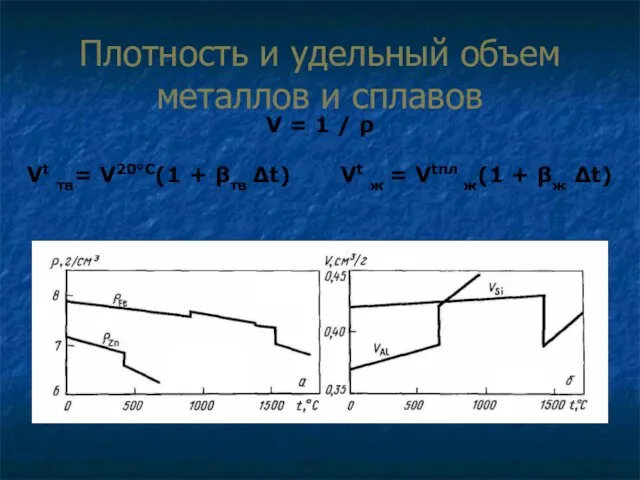
Плотность и удельный объем металлов и сплавов
V = 1 / ρ
Vt
Плотность и удельный объем металлов и сплавов
V = 1 / ρ
Vt
Плотность сплавов
Плотность сплавов
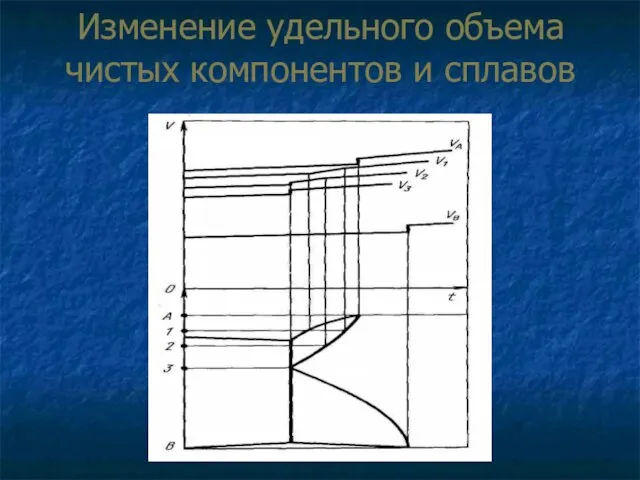
Изменение удельного объема чистых компонентов и сплавов
Изменение удельного объема чистых компонентов и сплавов
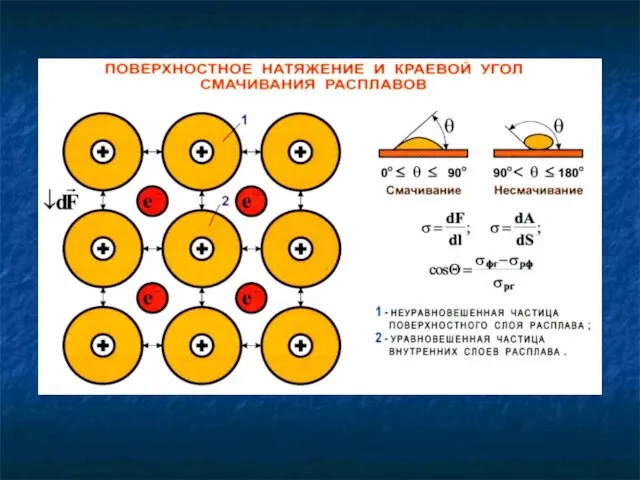
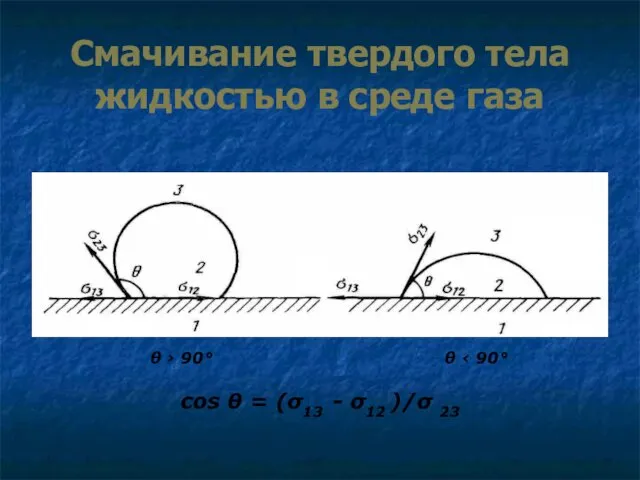
Смачивание твердого тела жидкостью в среде газа
cos θ = (σ13 -
Смачивание твердого тела жидкостью в среде газа
cos θ = (σ13 -
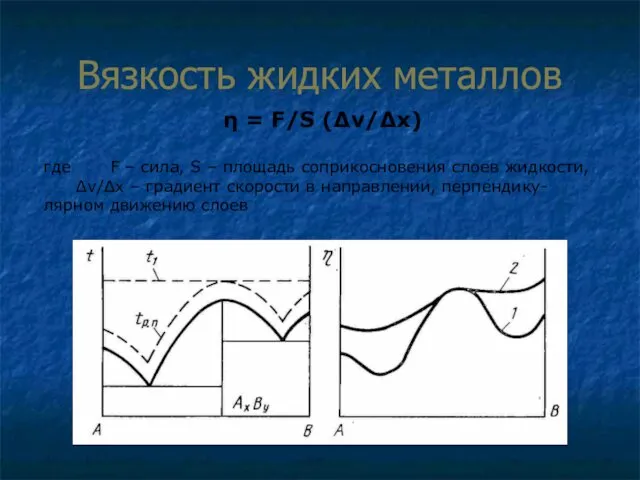
Вязкость жидких металлов
η = F/S (Δv/Δx)
где F – сила, S
Вязкость жидких металлов
η = F/S (Δv/Δx)
где F – сила, S
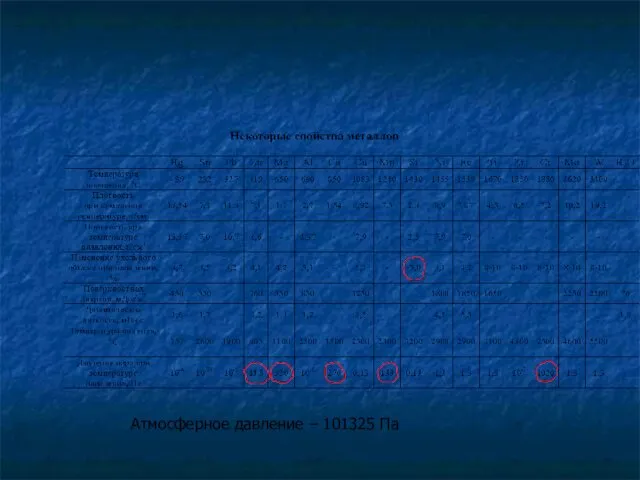
Атмосферное давление – 101325 Па
Атмосферное давление – 101325 Па
 Практ.работа № 7
Практ.работа № 7 Диспансеризация населения: методология и современные подходы
Диспансеризация населения: методология и современные подходы портфолио
портфолио Конструктивные дефекты швейных изделий
Конструктивные дефекты швейных изделий Взаимные положения прямой и плоскости, двух плоскостей. (Лекция 5)
Взаимные положения прямой и плоскости, двух плоскостей. (Лекция 5) Урок ИКН в 7 классе Тема: Марийский край и губернские реформы XVIII века. Гербы городов
Урок ИКН в 7 классе Тема: Марийский край и губернские реформы XVIII века. Гербы городов Лайфхаки семейной жизни от современных психологов
Лайфхаки семейной жизни от современных психологов освобождение Воронежа
освобождение Воронежа Podstawy finansów. Rachunek wyników
Podstawy finansów. Rachunek wyników Электронная система зажигания
Электронная система зажигания Презентация во 2 классе на тему Моя семья
Презентация во 2 классе на тему Моя семья Однородные члены предложения. Пунктуация
Однородные члены предложения. Пунктуация Общая характеристика металлов IА группы ПСХЭ Д.И. Менделеева
Общая характеристика металлов IА группы ПСХЭ Д.И. Менделеева Интеграция образовательных областей по приобщению детей к народной мордовской игровой культуре
Интеграция образовательных областей по приобщению детей к народной мордовской игровой культуре Подготовка к выполнению части 2 ЕГЭ по обществознанию
Подготовка к выполнению части 2 ЕГЭ по обществознанию Разработки уроков
Разработки уроков Приливные электростанции
Приливные электростанции Спортивный комплекс Крылатское
Спортивный комплекс Крылатское Проект День Светлой Пасхи
Проект День Светлой Пасхи Проведение расчетов с бюджетом и внебюджетными фондами. Федеральное агентство по рыболовству БГАРФ ФГБОУ ВО КГТУ
Проведение расчетов с бюджетом и внебюджетными фондами. Федеральное агентство по рыболовству БГАРФ ФГБОУ ВО КГТУ Презентация Пушкарева Татьяна Павловна. Портфолио учителя
Презентация Пушкарева Татьяна Павловна. Портфолио учителя Презентация День Победы
Презентация День Победы Система NTSC
Система NTSC Комплексная автоматизация технологического процесса компании ООО Дионис
Комплексная автоматизация технологического процесса компании ООО Дионис Религиоведение. Предмет, цель и задачи курса
Религиоведение. Предмет, цель и задачи курса Етті өңдейтің өнеркәсіптердің маңызы және сою цехы
Етті өңдейтің өнеркәсіптердің маңызы және сою цехы Заполнители из природных плотных каменных пород
Заполнители из природных плотных каменных пород Культура эпохи Мэйдзи
Культура эпохи Мэйдзи