- Разработка технологического маршрута изготовления металлической оконной решетки

Содержание
- 2. Содержание
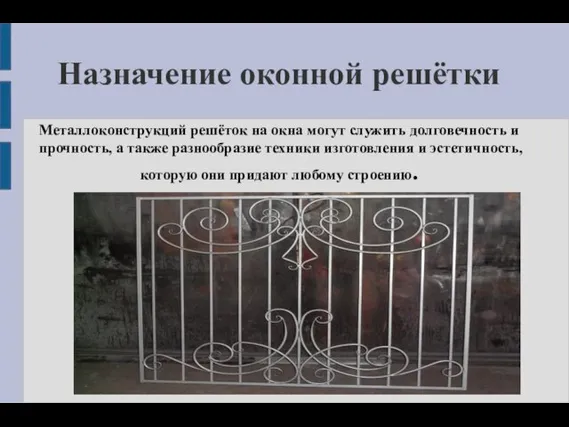
- 3. Назначение оконной решётки Металлоконструкций решёток на окна могут служить долговечность и прочность, а также разнообразие техники
- 4. Изготовление оконной решетки Материал нарезается на составные части конструкции. При необходимости элементы изгибаются или округляются. Варят
- 5. Выбор режимов сварки Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в
- 6. Инструменты необходимые для работы 1) Инвертор сварочный Сварогarc 165 2) Отрезная машинка (Болгарка) 3) Молоток
- 7. Материалы, применяемые для изготовления оконных решёток Низкоуглеродистая сталь Ст 3. Сталь марки Ст3 предназначена для изготовления
- 8. Техника безопасности при ведении электросварочных работ
- 9. Контроль качесва выполненых работ Перед проверкой металлоконструкции на соответствие требованиям ГОСТ, сначала обязательно требуется проверить, насколько
- 11. Скачать презентацию
Содержание
Содержание
Назначение оконной решётки
Металлоконструкций решёток на окна могут служить долговечность и прочность,
Назначение оконной решётки Металлоконструкций решёток на окна могут служить долговечность и прочность,
Изготовление оконной решетки
Материал нарезается на составные части конструкции. При необходимости элементы
Изготовление оконной решетки
Материал нарезается на составные части конструкции. При необходимости элементы
Выбор режимов сварки
Диаметр электрода выбирают в зависимости от толщины металла, катета шва,
Выбор режимов сварки
Диаметр электрода выбирают в зависимости от толщины металла, катета шва,

Инструменты необходимые для работы
1) Инвертор сварочный Сварогarc 165
2) Отрезная машинка (Болгарка)
3)
Инструменты необходимые для работы
1) Инвертор сварочный Сварогarc 165
2) Отрезная машинка (Болгарка)
3)
Материалы, применяемые для изготовления оконных решёток
Низкоуглеродистая сталь Ст 3.
Сталь марки
Материалы, применяемые для изготовления оконных решёток
Низкоуглеродистая сталь Ст 3.
Сталь марки

Техника безопасности при ведении электросварочных работ
Техника безопасности при ведении электросварочных работ
Контроль качесва выполненых работ
Перед проверкой металлоконструкции на соответствие требованиям ГОСТ, сначала
Контроль качесва выполненых работ
Перед проверкой металлоконструкции на соответствие требованиям ГОСТ, сначала
 Возникновение аниме
Возникновение аниме Технологія виробництва м'яса качок
Технологія виробництва м'яса качок Азбука дорожного движения
Азбука дорожного движения Прикидка результата действия.
Прикидка результата действия. Системы управления электроснабжением
Системы управления электроснабжением Формирование учетной политики организации
Формирование учетной политики организации State of connecticut department of education department of developmental services
State of connecticut department of education department of developmental services Анализ усилительного каскада
Анализ усилительного каскада презентация к уроку технологии плетение Диск
презентация к уроку технологии плетение Диск Индустриальная революция: достижения и проблемы
Индустриальная революция: достижения и проблемы Адвокат-профессия известная с древнейших времён
Адвокат-профессия известная с древнейших времён Грибы
Грибы Пояснительная записка. Южная специализированная производственная база БЕ 2901
Пояснительная записка. Южная специализированная производственная база БЕ 2901 Проектирование технологического процесса
Проектирование технологического процесса Щелочноземельные металлы
Щелочноземельные металлы Кроссворд Угадай-ка
Кроссворд Угадай-ка Непроизносимый согласный звук. Методика обучения правописанию. Непроизносимый согласный в корне слова
Непроизносимый согласный звук. Методика обучения правописанию. Непроизносимый согласный в корне слова История развития акушерства
История развития акушерства Презентация Значение имени (мальчики)
Презентация Значение имени (мальчики) Мышцы живота
Мышцы живота Прекращение обязательств
Прекращение обязательств Эффективность производства мороженных рыбных котлет
Эффективность производства мороженных рыбных котлет Компоненты СВЧ. Особенности волн СВЧ диапазона
Компоненты СВЧ. Особенности волн СВЧ диапазона Родительское собрание 4 класс Здоровое питание
Родительское собрание 4 класс Здоровое питание Функциональды диагностикалық тест
Функциональды диагностикалық тест Презентация Блокада.
Презентация Блокада. Ботаника. Тесты
Ботаника. Тесты Презентация рабочей программы Обучаем бережно в соответствии с ФГОС ДО
Презентация рабочей программы Обучаем бережно в соответствии с ФГОС ДО