- Методика SIGMA

Содержание
- 2. Отличие оценки линий по методике 3 Сигма от BoB Внедрение культуры /Lean-6Sigma/ состоит из двух этапов
- 3. Участники оценки 10 обученных человек в течение 10 дней Команда GPS (3 фото сверху вниз): ANDY
- 4. 3 Сигма – насколько это близко к идеалу? Тот же процесс работает на уровне 1,5 Сигма
- 5. Подход к потерям при расчете уровня Сигма Выход Годной Продукции 98,25% Rolled Throughput Yield (RTY) или
- 6. Подготовительный этап – проведение MSA (Анализ Системы Измерения) для каждой системы измерения, которую мы используем в
- 7. Порядок расчета уровня Сигма производственных линий Для обозначенных шагов процесса определяется Итоговый % Выхода Бездефектной Продукции
- 8. Проведение оценки линий по методике 3 Сигма на фабрике в г.Покров Цели В 2012 году оценить
- 9. Ресурсы в расчете 1 месяц на 1 производственную линию 1,5 месяца на массовые залы Людские ресурсы
- 10. Схема проведения оценки 3 Сигма Первые 2 недели 3 неделя 4 неделя
- 11. Действия после проведения оценки Менеджеры становятся ответственны за выполнение проектов, определенных совместно на последнем этапе оценки
- 13. Скачать презентацию
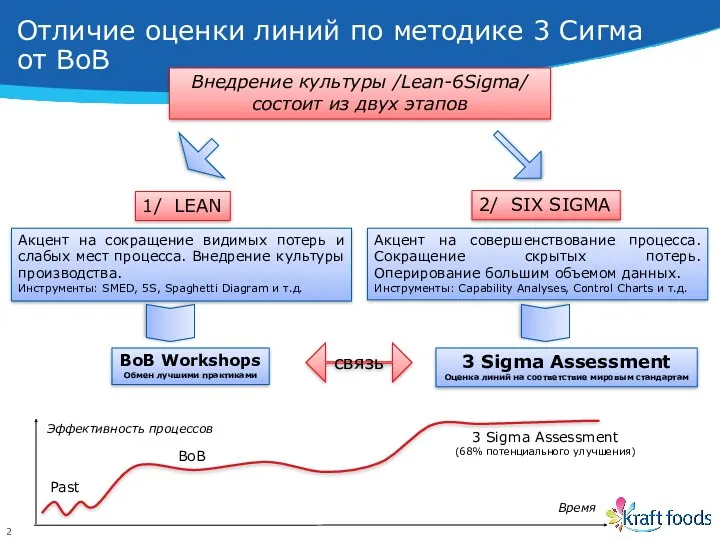
Отличие оценки линий по методике 3 Сигма от BoB
Внедрение культуры /Lean-6Sigma/
Отличие оценки линий по методике 3 Сигма от BoB
Внедрение культуры /Lean-6Sigma/
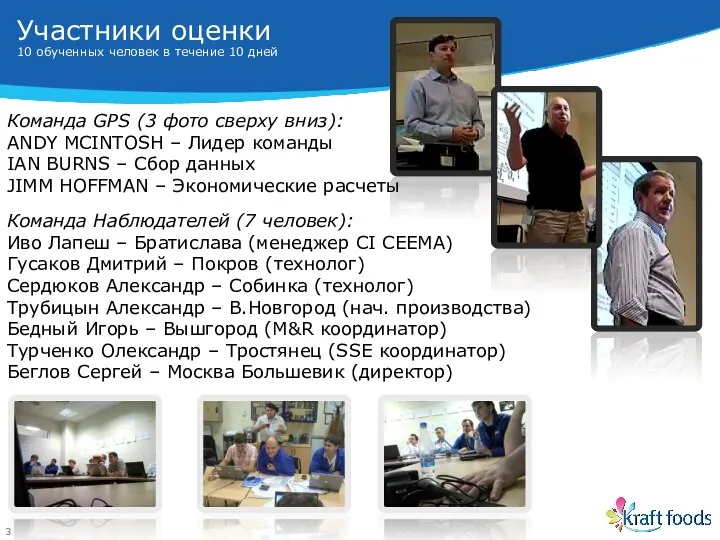
Участники оценки
10 обученных человек в течение 10 дней
Команда GPS (3
Участники оценки
10 обученных человек в течение 10 дней
Команда GPS (3
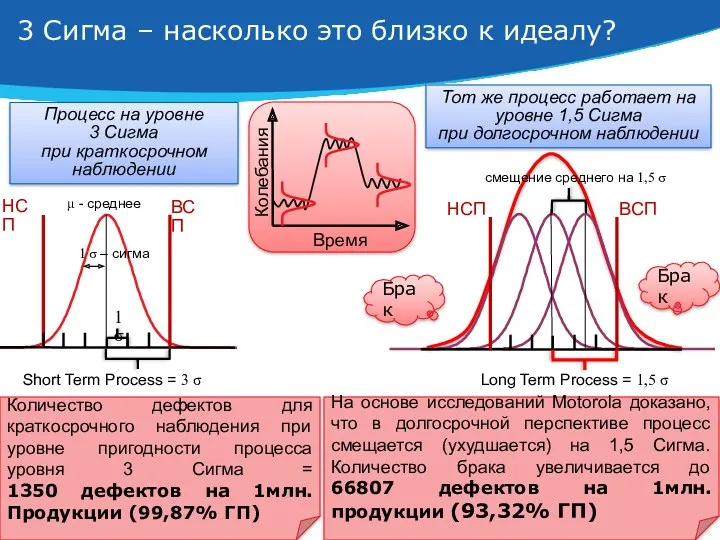
3 Сигма – насколько это близко к идеалу?
Тот же процесс работает
3 Сигма – насколько это близко к идеалу?
Тот же процесс работает

Подход к потерям при расчете уровня Сигма
Выход Годной Продукции 98,25%
Rolled Throughput
Подход к потерям при расчете уровня Сигма
Выход Годной Продукции 98,25%
Rolled Throughput
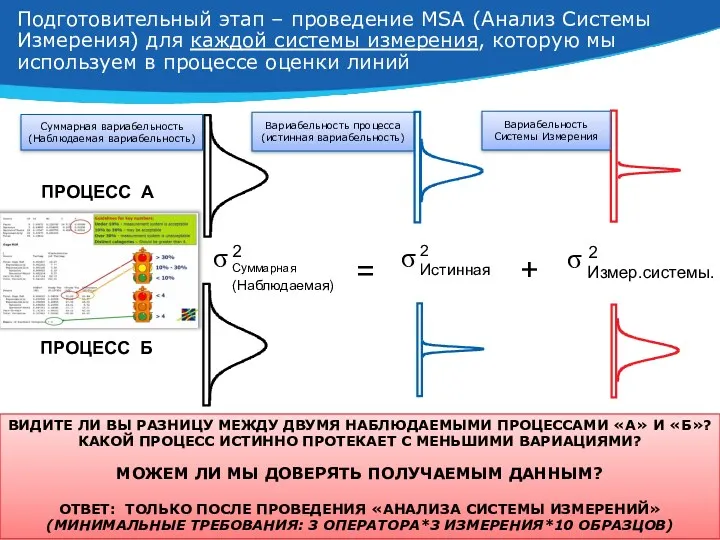
Подготовительный этап – проведение MSA (Анализ Системы Измерения) для каждой системы
Подготовительный этап – проведение MSA (Анализ Системы Измерения) для каждой системы
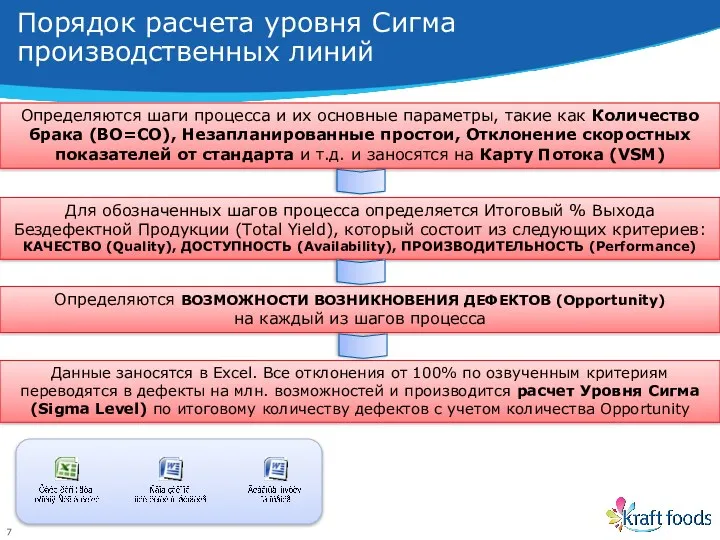
Порядок расчета уровня Сигма производственных линий
Для обозначенных шагов процесса определяется Итоговый
Порядок расчета уровня Сигма производственных линий
Для обозначенных шагов процесса определяется Итоговый
Проведение оценки линий по методике 3 Сигма на фабрике в г.Покров
Цели
Проведение оценки линий по методике 3 Сигма на фабрике в г.Покров
Цели
Ресурсы
в расчете 1 месяц на 1 производственную линию
1,5 месяца на
Ресурсы в расчете 1 месяц на 1 производственную линию 1,5 месяца на

Схема проведения оценки 3 Сигма
Первые 2 недели
3 неделя
4 неделя
Схема проведения оценки 3 Сигма
Первые 2 недели
3 неделя
4 неделя
Действия после проведения оценки
Менеджеры становятся ответственны за выполнение проектов, определенных совместно
Действия после проведения оценки
Менеджеры становятся ответственны за выполнение проектов, определенных совместно
 Новые возможности учета НДФЛ
Новые возможности учета НДФЛ Способы сбережений денежных средств в семье
Способы сбережений денежных средств в семье Денежно-кредитная политика государства: цель, задачи, инструменты
Денежно-кредитная политика государства: цель, задачи, инструменты Национальная платежная система. Защита информации в НПС
Национальная платежная система. Защита информации в НПС Фонд развития промышленности Владимирской области
Фонд развития промышленности Владимирской области Моя первая банковская карта. Правила безопасности с ней
Моя первая банковская карта. Правила безопасности с ней Правовое регулирование расчетов
Правовое регулирование расчетов Денежно-кредитная политика Банка России. Ключевая ставка. Инфляция
Денежно-кредитная политика Банка России. Ключевая ставка. Инфляция Оценка экономической эффективности инвестиционных проектов
Оценка экономической эффективности инвестиционных проектов Семейный бюджет. Тест
Семейный бюджет. Тест Оценка корпоративного управления и корпоративной социальной ответственности ОАО АНК Башнефть
Оценка корпоративного управления и корпоративной социальной ответственности ОАО АНК Башнефть Привлечение банком средств предприятий
Привлечение банком средств предприятий Особенности организации бухгалтерского учета в новейших электронных информационно-управленческих системах
Особенности организации бухгалтерского учета в новейших электронных информационно-управленческих системах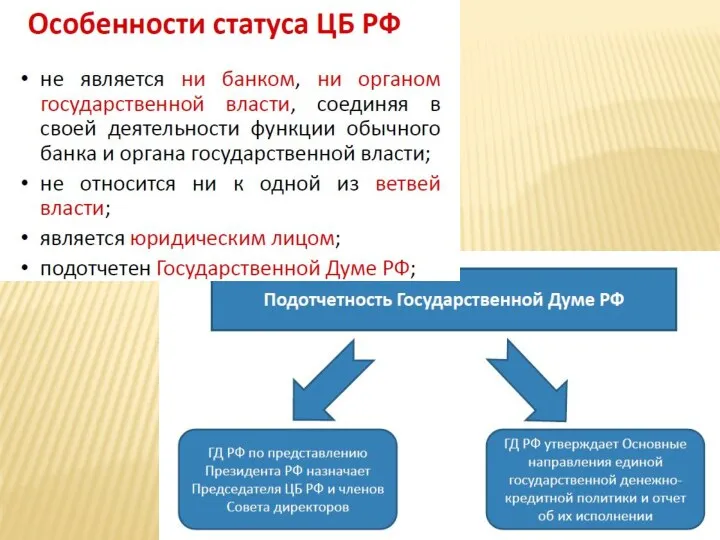 Особенности статуса ЦБ РФ
Особенности статуса ЦБ РФ Міжнародні інвестиційні операції з цінними паперами
Міжнародні інвестиційні операції з цінними паперами Державне регулювання ринків фінансових послуг. Фінансові компанії
Державне регулювання ринків фінансових послуг. Фінансові компанії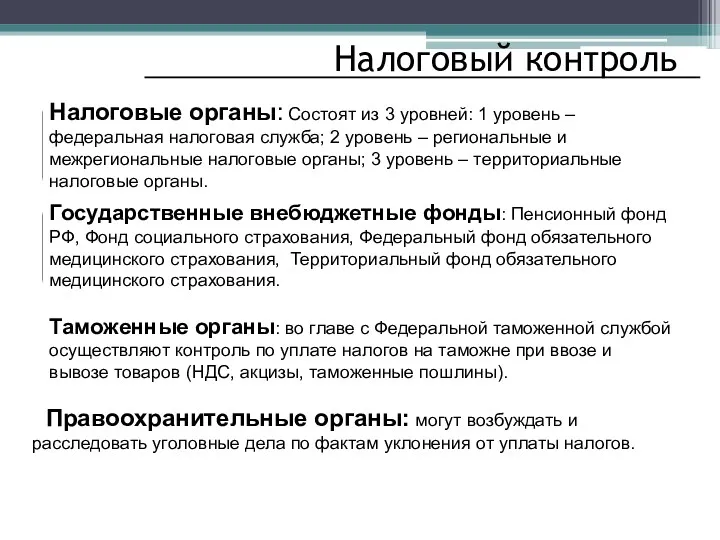 Налоговый контроль
Налоговый контроль Финансовый менеджмент в системе управления организацией
Финансовый менеджмент в системе управления организацией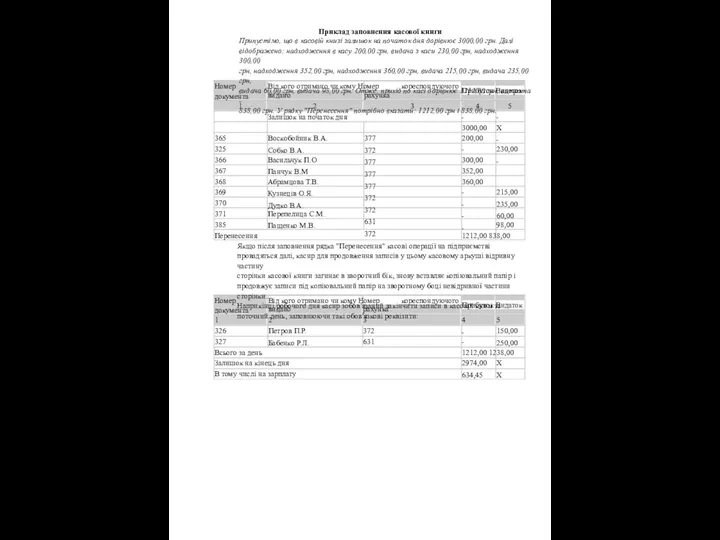 Приклад заповнення касової книги
Приклад заповнення касової книги Государственный бюджетный контроль. Цели, задачи и меры, применяемые при нарушении бюджетного законодательства
Государственный бюджетный контроль. Цели, задачи и меры, применяемые при нарушении бюджетного законодательства Все что нужно знать о накопительной пенсии
Все что нужно знать о накопительной пенсии Памятка для товароведов сети ломбардов 585 GOLD
Памятка для товароведов сети ломбардов 585 GOLD О Порядке открытия лицевых счетов территориальными органами
О Порядке открытия лицевых счетов территориальными органами Участники инвестиционного проекта
Участники инвестиционного проекта Финансово-хозяйственная деятельность МБОУ СОШ № 5 пгт Печенга, Мурманская область
Финансово-хозяйственная деятельность МБОУ СОШ № 5 пгт Печенга, Мурманская область Политика ФРС США и ее влияние на мировые финансовые рынки в 2021 году
Политика ФРС США и ее влияние на мировые финансовые рынки в 2021 году Определение стоимости недвижимого имущества
Определение стоимости недвижимого имущества Порядок определения коэффициента КБМ (коэффициент бонус-малус) в 2019 году. Страхование
Порядок определения коэффициента КБМ (коэффициент бонус-малус) в 2019 году. Страхование