- Ревизия поршневых компрессоров

Содержание
- 2. При капитальном ремонте компрессор демонтируют и обычно приурочивают к среднему ремонту, который длится 1-3 месяца Современная
- 3. Ревизия поршневых компрессоров Ремонт компрессора состоит из ряда последовательно выполняемых операций: разборки, ремонта деталей и узлов,
- 4. Ревизия цилиндров компрессора требует большой точности, от состояния которых зависит холодопроизводительность, объемные и энергетические коэффициенты.
- 5. Износ гильзы цилиндра
- 6. Неравномерность давления колец на стенки цилиндра и неправильная сборка шатунно-поршневой группы, приводят к овальному износу цилиндра.
- 7. Ревизия цилиндра состоит в проверке состояния зеркала цилиндра, поверхность которого должна быть зеркально-гладкой, без рисок, задиров,
- 8. Плоскости измерения износа цилиндра
- 9. Ремонт гильзы Цилиндры и гильзы, износ которых по внутреннему диаметру больше допустимого, могут быть расточены и
- 10. Ревизия и ремонт поршня Ревизия поршня производится для определения зазоров в рабочих сопряжениях и определения изменений
- 11. Ревизия и ремонт поршня Особенно сильно подвергается износу верхняя канавка в результате ухудшения условий смазки и
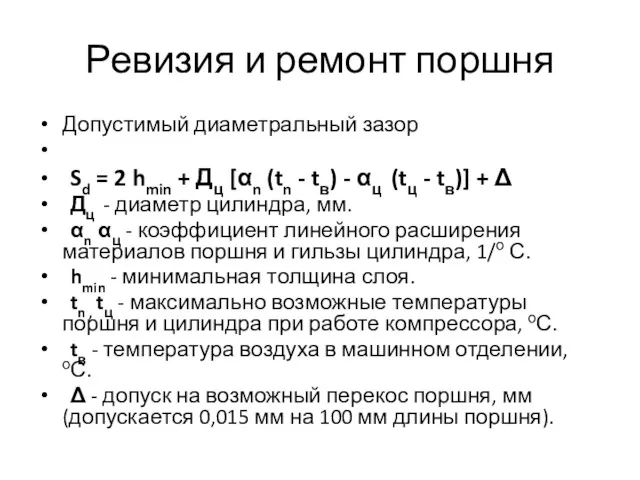
- 12. Ревизия и ремонт поршня Допустимый диаметральный зазор Sd = 2 hmin + Дц [αn (tn -
- 13. Ревизия и ремонт поршня Чрезмерный износ поршня вызывает появление стуков в цилиндре, уменьшение производительности компрессора, ухудшение
- 14. Места измерения зазоров
- 15. Ревизия и ремонт поршня При увеличении размера отверстия под поршневой палец или искажении его формы свыше
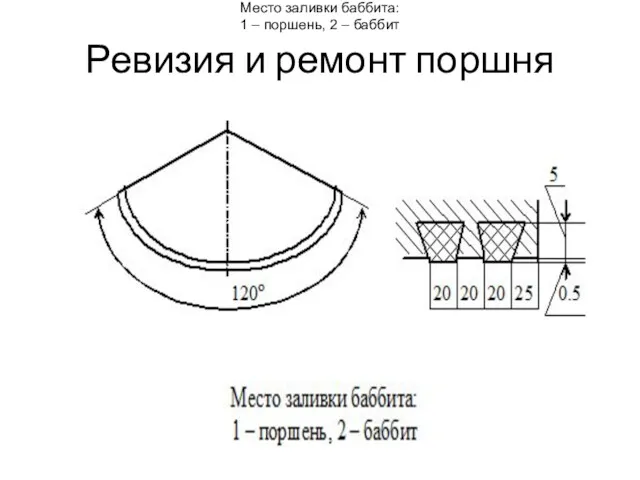
- 16. Ревизия и ремонт поршня Место заливки баббита: 1 – поршень, 2 – баббит
- 17. Ревизия и ремонт поршневых колец Поршневые кольца подвержены наибольшему износу из числа всех деталей поршневой группы
- 18. Ревизия и ремонт поршневых колец
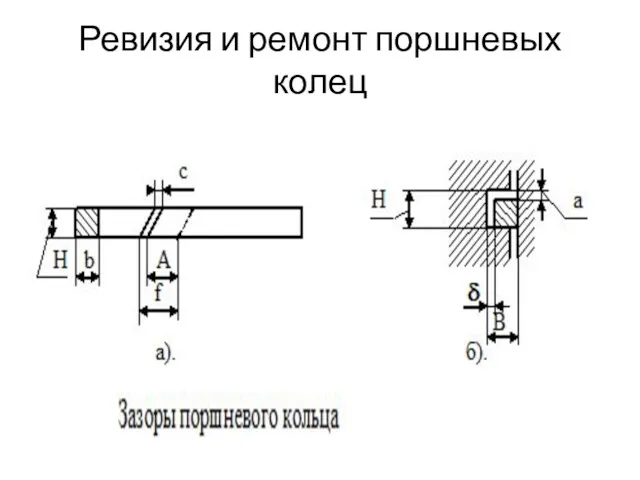
- 19. Ревизия и ремонт поршневых колец Износ поршневых колец проявляется с увеличением зазора с (зазор при рабочем
- 20. Ревизия и ремонт поршневых колец Зазор в замке при рабочем состоянии определяется удлинением его при нагреве:
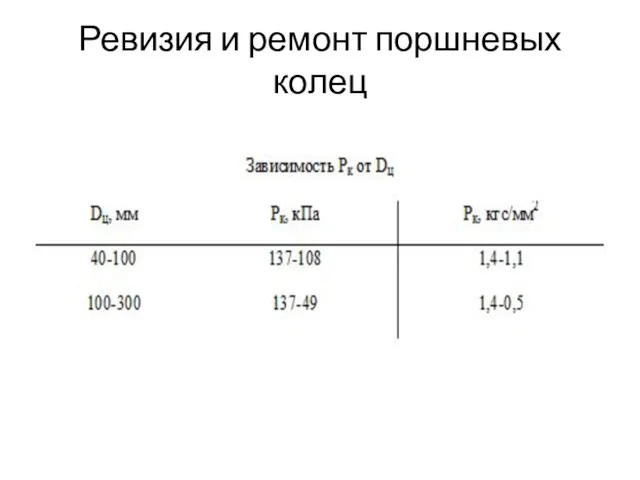
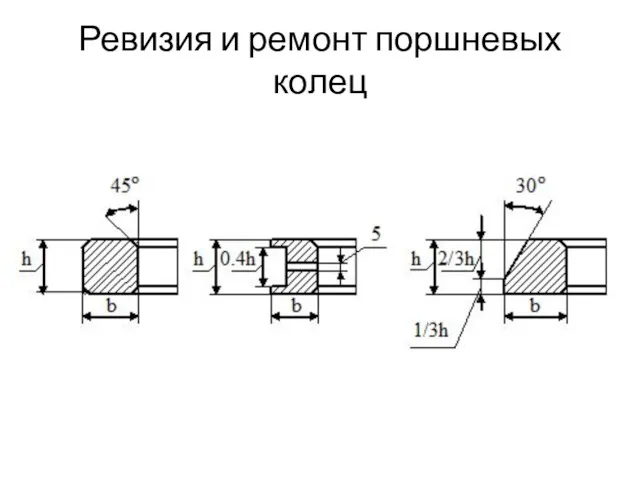
- 21. Ревизия и ремонт поршневых колец Зазоры а, δ, с измеряют щупом, и если они превышают предельно
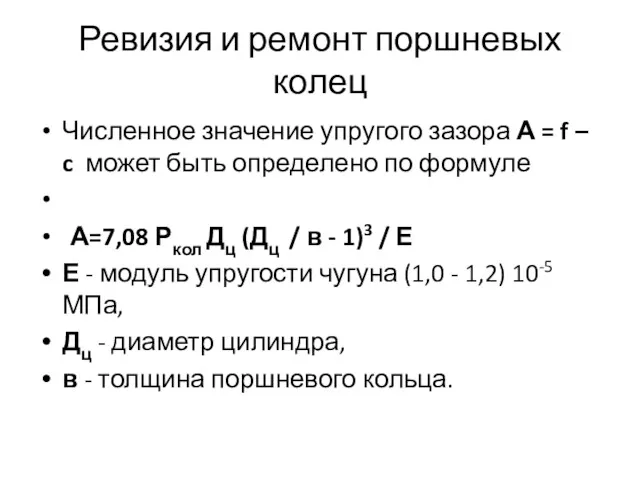
- 22. Ревизия и ремонт поршневых колец Численное значение упругого зазора А = f – c может быть
- 23. Ревизия и ремонт поршневых колец
- 24. Ревизия и ремонт поршневых колец По упругой деформации А может быть определено значение зазора в замке
- 25. Ревизия и ремонт поршневых колец При истирании кольца падает создаваемое им давление на стенку цилиндра в
- 26. Ревизия и ремонт поршневых колец
- 27. Ревизия и ремонт поршневых колец Определение степени допустимого износа, ремонт и изготовление маслосъемных поршневых колец аналогичны
- 29. Скачать презентацию
При капитальном ремонте компрессор демонтируют и обычно приурочивают к среднему ремонту,
При капитальном ремонте компрессор демонтируют и обычно приурочивают к среднему ремонту,
Ревизия поршневых компрессоров
Ремонт компрессора состоит из ряда последовательно выполняемых операций: разборки,
Ревизия поршневых компрессоров
Ремонт компрессора состоит из ряда последовательно выполняемых операций: разборки,
Ревизия цилиндров компрессора требует большой точности, от состояния которых зависит холодопроизводительность,
Ревизия цилиндров компрессора требует большой точности, от состояния которых зависит холодопроизводительность,

Износ гильзы цилиндра
Износ гильзы цилиндра
Неравномерность давления колец на стенки цилиндра и неправильная сборка шатунно-поршневой группы,
Неравномерность давления колец на стенки цилиндра и неправильная сборка шатунно-поршневой группы,
Ревизия цилиндра состоит в проверке состояния зеркала цилиндра, поверхность которого должна
Ревизия цилиндра состоит в проверке состояния зеркала цилиндра, поверхность которого должна

Плоскости измерения износа цилиндра
Плоскости измерения износа цилиндра
Ремонт гильзы
Цилиндры и гильзы, износ которых по внутреннему диаметру больше допустимого,
Ремонт гильзы
Цилиндры и гильзы, износ которых по внутреннему диаметру больше допустимого,
Ревизия и ремонт поршня
Ревизия поршня производится для определения зазоров в рабочих
Ревизия и ремонт поршня
Ревизия поршня производится для определения зазоров в рабочих
Ревизия и ремонт поршня
Особенно сильно подвергается износу верхняя канавка в результате
Ревизия и ремонт поршня
Особенно сильно подвергается износу верхняя канавка в результате
Ревизия и ремонт поршня
Допустимый диаметральный зазор
Sd = 2 hmin +
Ревизия и ремонт поршня
Допустимый диаметральный зазор
Sd = 2 hmin +
Ревизия и ремонт поршня
Чрезмерный износ поршня вызывает появление стуков в цилиндре,
Ревизия и ремонт поршня
Чрезмерный износ поршня вызывает появление стуков в цилиндре,
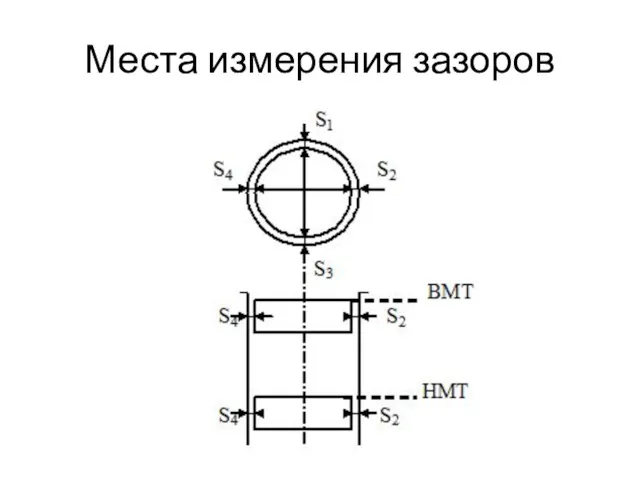
Места измерения зазоров
Места измерения зазоров
Ревизия и ремонт поршня
При увеличении размера отверстия под поршневой палец или
Ревизия и ремонт поршня
При увеличении размера отверстия под поршневой палец или
Ревизия и ремонт поршня
Место заливки баббита:
1 – поршень, 2 – баббит
Ревизия и ремонт поршня
Место заливки баббита:
1 – поршень, 2 – баббит
Ревизия и ремонт поршневых колец
Поршневые кольца подвержены наибольшему износу из числа
Ревизия и ремонт поршневых колец
Поршневые кольца подвержены наибольшему износу из числа
Ревизия и ремонт поршневых колец
Ревизия и ремонт поршневых колец
Ревизия и ремонт поршневых колец
Износ поршневых колец проявляется с увеличением зазора
Ревизия и ремонт поршневых колец
Износ поршневых колец проявляется с увеличением зазора
Ревизия и ремонт поршневых колец
Зазор в замке при рабочем состоянии определяется
Ревизия и ремонт поршневых колец
Зазор в замке при рабочем состоянии определяется
Ревизия и ремонт поршневых колец
Зазоры а, δ, с измеряют щупом, и
Ревизия и ремонт поршневых колец
Зазоры а, δ, с измеряют щупом, и
Ревизия и ремонт поршневых колец
Численное значение упругого зазора А = f
Ревизия и ремонт поршневых колец
Численное значение упругого зазора А = f
Ревизия и ремонт поршневых колец
Ревизия и ремонт поршневых колец
Ревизия и ремонт поршневых колец
По упругой деформации А может быть определено
Ревизия и ремонт поршневых колец
По упругой деформации А может быть определено
Ревизия и ремонт поршневых колец
При истирании кольца падает создаваемое им давление
Ревизия и ремонт поршневых колец
При истирании кольца падает создаваемое им давление
Ревизия и ремонт поршневых колец
Ревизия и ремонт поршневых колец
Ревизия и ремонт поршневых колец
Определение степени допустимого износа, ремонт и изготовление
Ревизия и ремонт поршневых колец
Определение степени допустимого износа, ремонт и изготовление
 MDPS (TRW) Application Model
MDPS (TRW) Application Model Презентация Внутренняя энергия
Презентация Внутренняя энергия Броуновское движение
Броуновское движение Механикалық қозғалыс
Механикалық қозғалыс Батарейка. Гальванический элемент.
Батарейка. Гальванический элемент. Коливальні рухи. Гармонічні коливання
Коливальні рухи. Гармонічні коливання Bonds and Molecules
Bonds and Molecules Резонанс и его положительные и отрицательные стороны
Резонанс и его положительные и отрицательные стороны Соединения деталей машин
Соединения деталей машин Детали и соединения в технической механике
Детали и соединения в технической механике Основные законы геометрической оптики (Тема 2)
Основные законы геометрической оптики (Тема 2) Момент імпульсу.Закон збереження момента імпульсу
Момент імпульсу.Закон збереження момента імпульсу Постоянный электрический ток
Постоянный электрический ток Графіки залежності кінематичних величин від часу для рівномірного прямолінійного руху
Графіки залежності кінематичних величин від часу для рівномірного прямолінійного руху Охлаждение бесконечных тел. Нестационарная теплопроводность
Охлаждение бесконечных тел. Нестационарная теплопроводность Структура изображения
Структура изображения Элементы специальной теории относительности (СТО)
Элементы специальной теории относительности (СТО) Основные положения МКТ
Основные положения МКТ Мультимедийная разработка внеклассного мероприятия Пионеры русской космонавтики
Мультимедийная разработка внеклассного мероприятия Пионеры русской космонавтики Внешний фотоэффект
Внешний фотоэффект Организация технического обслуживания грузовых автомобилей
Организация технического обслуживания грузовых автомобилей Моя будущая профессия механик
Моя будущая профессия механик Физические методы исследования материалов
Физические методы исследования материалов Законы сохранения в механике
Законы сохранения в механике Атмосферное давление. Проект по физики
Атмосферное давление. Проект по физики Естественное и искусственное освещение. Лекция 5
Естественное и искусственное освещение. Лекция 5 Электрические машины и микромашины устройств автоматики
Электрические машины и микромашины устройств автоматики дисперсия
дисперсия