- Сборка с базированием от внутренней поверхности

Содержание
- 2. Сборка с базированием от внутренней поверхности обшивки определение Сборка с базированием от внутренней поверхности обшивки -
- 3. Сущность этого метода сборки заключается в образовании технологического каркаса с помощью силовых элементов агрегата и макетных
- 4. Схема базирования по внутренней поверхностью обшивки 1,5) Собранные лонжероны, 2) Панель, 3) Компенсаторы, 4) Нервюра, 6)
- 5. В собранном кессоне по внешнему обводу в сечении размер по внешнему обводу рассчитывается ∆Нх = ∆Нп+
- 6. Достоинства Применение макетных нервюр с установкой их непосредственно на элементы собираемого изделия значительно упрощает конструкцию сборочного
- 8. Скачать презентацию
Сборка с базированием от внутренней поверхности обшивки определение
Сборка с базированием от
Сборка с базированием от внутренней поверхности обшивки определение
Сборка с базированием от
Сущность этого метода сборки заключается в образовании технологического каркаса с помощью
Сущность этого метода сборки заключается в образовании технологического каркаса с помощью
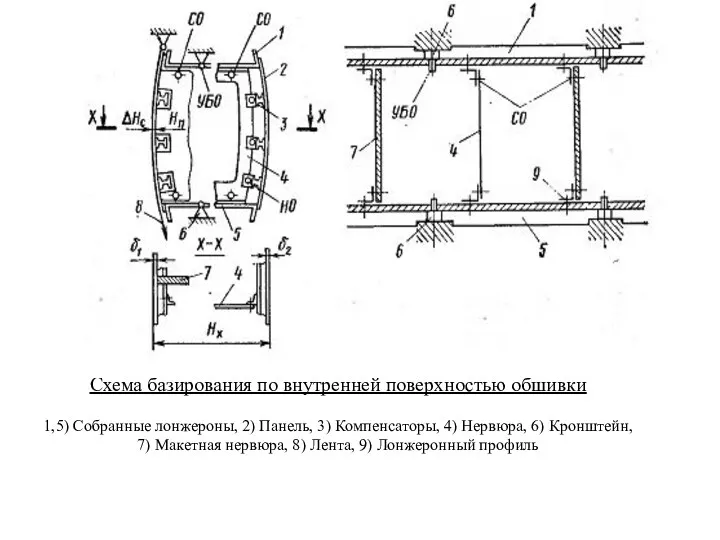
Схема базирования по внутренней поверхностью обшивки
1,5) Собранные лонжероны, 2) Панель, 3)
Схема базирования по внутренней поверхностью обшивки 1,5) Собранные лонжероны, 2) Панель, 3)
В собранном кессоне по внешнему обводу в сечении размер по внешнему
В собранном кессоне по внешнему обводу в сечении размер по внешнему
Достоинства
Применение макетных нервюр с установкой их непосредственно на элементы собираемого
Достоинства
Применение макетных нервюр с установкой их непосредственно на элементы собираемого
 Презентация к уроку физики Первый закон термодинамики
Презентация к уроку физики Первый закон термодинамики Потенциал. Решение задач
Потенциал. Решение задач Молекулярная физика. Молекулярно-кинетическая теория. Масса и размеры молекул
Молекулярная физика. Молекулярно-кинетическая теория. Масса и размеры молекул Определение элементного состава вещества методом рентгенофлуоресцентной спектроскопии
Определение элементного состава вещества методом рентгенофлуоресцентной спектроскопии Теоретическая механика. Кинематика. Курс лекций
Теоретическая механика. Кинематика. Курс лекций Виды спектров
Виды спектров Класифікація плугів. Класифікація фрез. Лекція 3
Класифікація плугів. Класифікація фрез. Лекція 3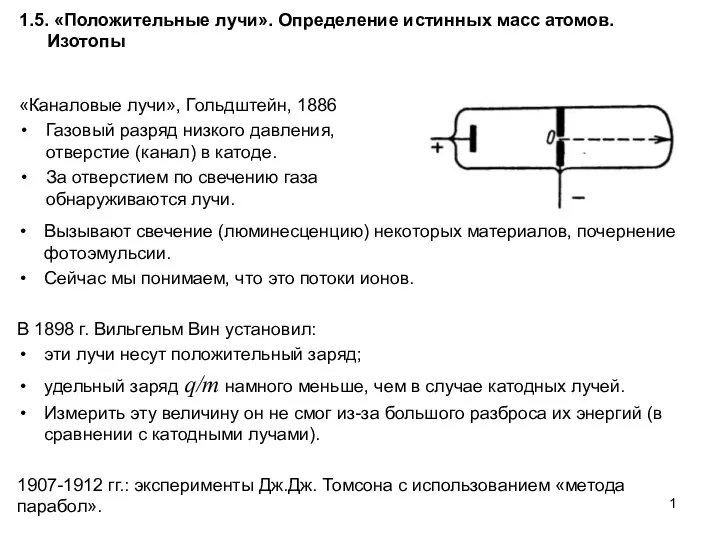 Положительные лучи. Определение истинных масс атомов. Изотопы. АФ1.5
Положительные лучи. Определение истинных масс атомов. Изотопы. АФ1.5 Зат құрылысының атомдық теориясы
Зат құрылысының атомдық теориясы Детекторы ионизирующих излучений. Сцинтилляционные методы детектирования ионизирующих излучений
Детекторы ионизирующих излучений. Сцинтилляционные методы детектирования ионизирующих излучений Теорема об изменении импульса механической системы
Теорема об изменении импульса механической системы Работа и мощность электрического тока. Единицы работы электрического тока
Работа и мощность электрического тока. Единицы работы электрического тока Основы слесарно-сборочных и электромонтажных работ. Резка
Основы слесарно-сборочных и электромонтажных работ. Резка Физико-технические основы электроэнергетики. Лекция 11
Физико-технические основы электроэнергетики. Лекция 11 Импульс тела. Закон сохранения
Импульс тела. Закон сохранения Температура
Температура Урок по теме Квантовые постулаты Бора, 11 класс
Урок по теме Квантовые постулаты Бора, 11 класс Сложные электрические цепи
Сложные электрические цепи Общие свойства ионизирующих излучений ядерного взрыва
Общие свойства ионизирующих излучений ядерного взрыва Средства конвективного нагрева
Средства конвективного нагрева Проявление сил тяжести и упругости живой природе
Проявление сил тяжести и упругости живой природе Терморазведка. Тепловое поле
Терморазведка. Тепловое поле Nucleul atomic
Nucleul atomic Гироскопические приборы и устройства. (Модуль 2.7)
Гироскопические приборы и устройства. (Модуль 2.7) Сұйықтардың беттік керілуі
Сұйықтардың беттік керілуі Расчет количества теплоты, необходимого для нагревания тела или выделяемого им при охлаждении
Расчет количества теплоты, необходимого для нагревания тела или выделяемого им при охлаждении Принципы радиосвязи
Принципы радиосвязи Механические колебания. Кинематика и динамика колебательного движения
Механические колебания. Кинематика и динамика колебательного движения