- Литье под давлением термопластов

Содержание
- 2. Литье под давлением – метод формования изделий из полимерных материалов, заключающийся в нагревании материала до вязкотекучего
- 4. Основные стадии процесса литья под давлением : Получение сырья Растаривание и хранение Входной контроль сырья Подготовка
- 5. Технологическая схема производства литьевых изделий
- 6. Литьевая машина (ТПА)
- 7. СХЕМА ПЛАСТИКАЦИОННОГО ЦИЛИНДРА
- 8. СХЕМА ЛИТЬЕВОЙ ФОРМЫ 1 – подвижная полуформа; 2 – толкатель; 3 – выталкивающая плита; 4 –
- 9. Технологические параметры литья под давлением: Основание для выбора параметров - теплофизические и вязкостные свойства полимерного материала
- 10. ВЫБОР МАРКИ МАТЕРИАЛА
- 11. Уровни вязкости базовых марок полимеров (Па*с)
- 12. ВХОДНОЙ КОНТРОЛЬ СЫРЬЯ Показатели вязкости расплава Вязкость ньютоновская, вязкость эффективная и ПТР
- 13. ПОКАЗАТЕЛЬ ТЕКУЧЕСТИ РАСПЛАВА (ПТР) ПТР = [г/ 10 мин], ПТР = f (1/ η) Корректировка технологических
- 14. Зависимость ПТР полимеров от содержания влаги
- 15. Корректировка технологических параметров по термостабильности расплава
- 16. Подготовка полимера к переработке Определяют влажность В, с которой полимер поступил на переработку и сравнивают с
- 17. Смыкание литьевой формы (t см); 2. Набор дозы материала, нагрев и пластикация (t пл); 3. Впрыск
- 18. Общая продолжительность цикла tц (с) = tохл + tмаш + tпауз tц определяет производительность tохл составляет
- 19. ЗАГРУЗКА СЫРЬЯ В ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР Гранулы или порошок: Гранулы + , порошок - Ктр о шнек
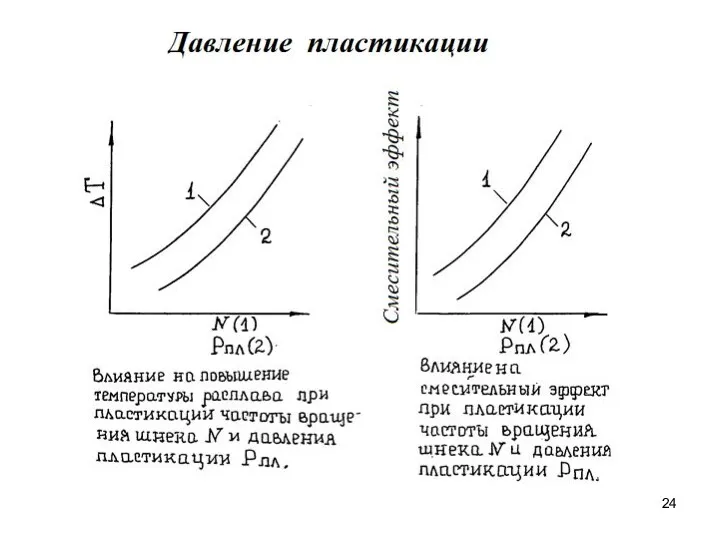
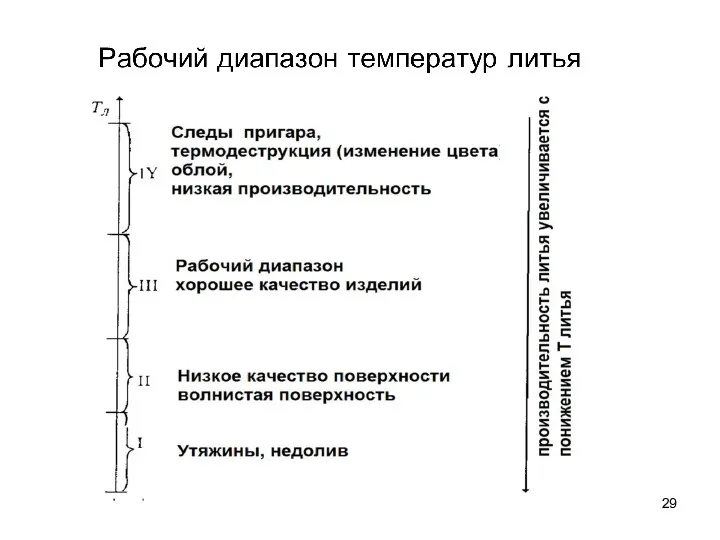
- 20. СТАДИЯ ПЛАСТИКАЦИИ
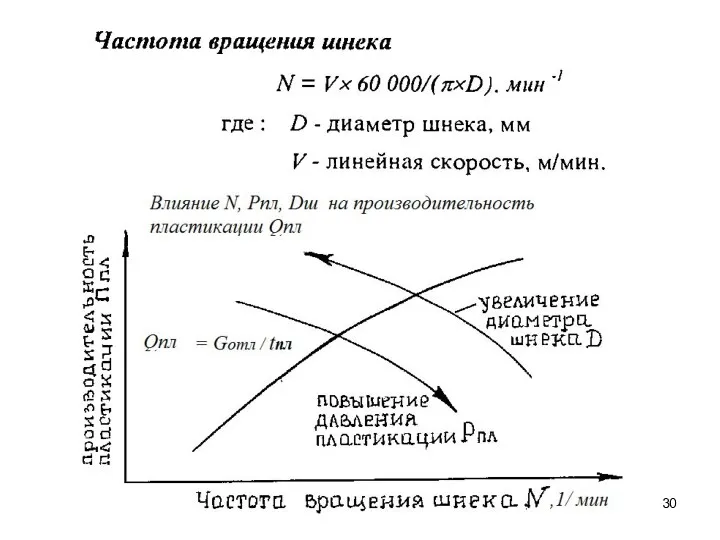
- 21. СТАДИЯ ПЛАСТИКАЦИИ Qпл = m отл /tпл [г/с] Qпл = Vотл /tпл [cм3/с]
- 25. ТЕМПЕРАТУРА РАСПЛАВА Тр (или Тм) Для аморфных полимеров: Тмин = Т тек + (15-20) оС (Для
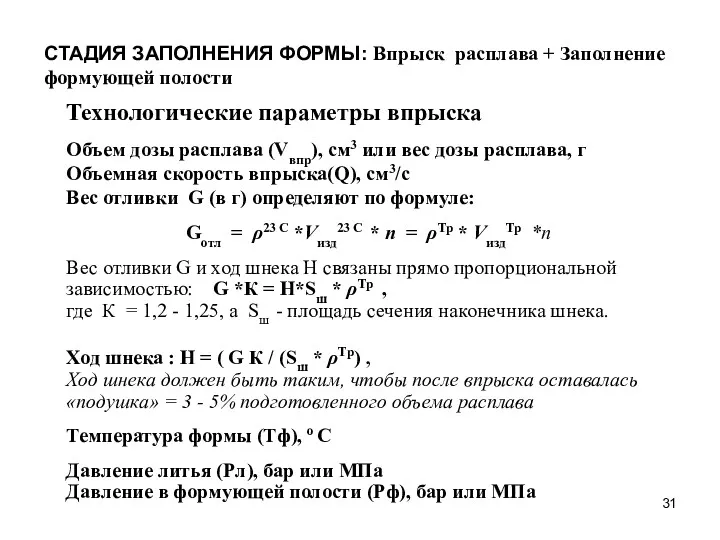
- 31. СТАДИЯ ЗАПОЛНЕНИЯ ФОРМЫ: Впрыск расплава + Заполнение формующей полости Технологические параметры впрыска Объем дозы расплава (Vвпр),
- 32. Тф должна быть ниже, чем Тформоустойчивости материала изделия ( по зависимости Е = f (T)) Для
- 35. ДИАГРАММА «ДАВЛЕНИЕ В ФОРМЕ – ВРЕМЯ»
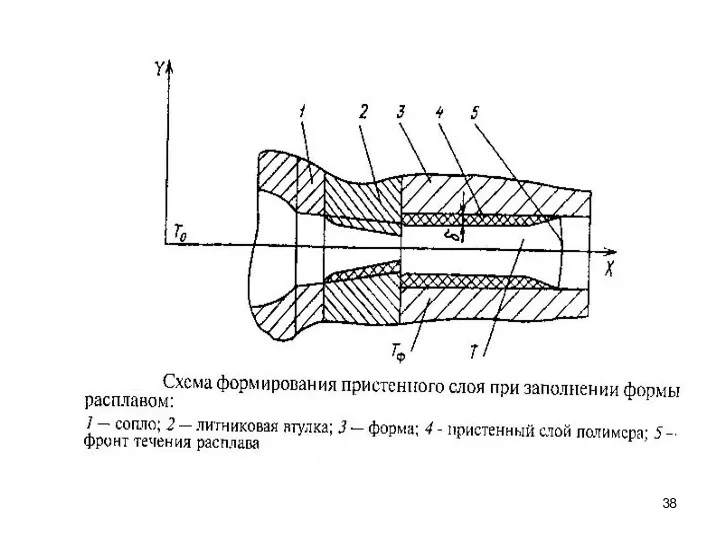
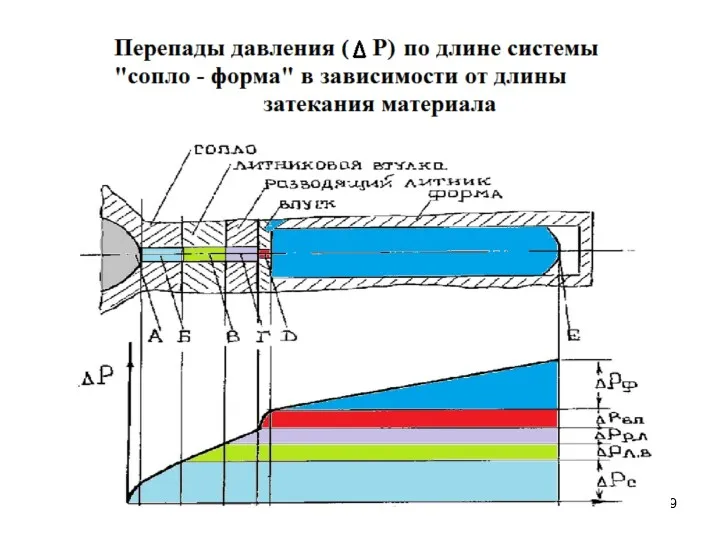
- 36. СХЕМЫ ДВИЖЕНИЯ РАСПЛАВА ПРИ ЗАПОЛНЕНИИ ФОРМЫ
- 40. Давление литья Рл = f (вязкостных свойств полимера, конфигурации и размеров изделия) Давление литья Рл ≥
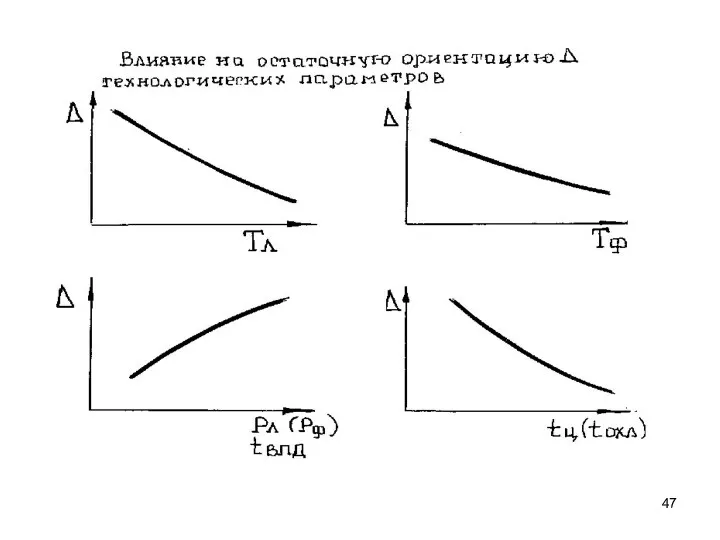
- 42. Ориентация в аморфных полимерах
- 43. Технологические параметры стадии выдержки под давлением Время выдержки под давлением (tвпд ), с Давление выдержки (Рф),
- 44. Давление формования (давление выдержки) Режим формования со сбросом давления
- 45. Время выдержки под давлением tвпд Для аморфных полимеров tвпд = (Ar2 / α) {В – ln
- 46. ОХЛАЖДЕНИЕ РАСПЛАВА В ФОРМЕ Технологические параметры стадии охлаждения Температура формы (Тф), оС Время охлаждения (до 80
- 49. Скачать презентацию
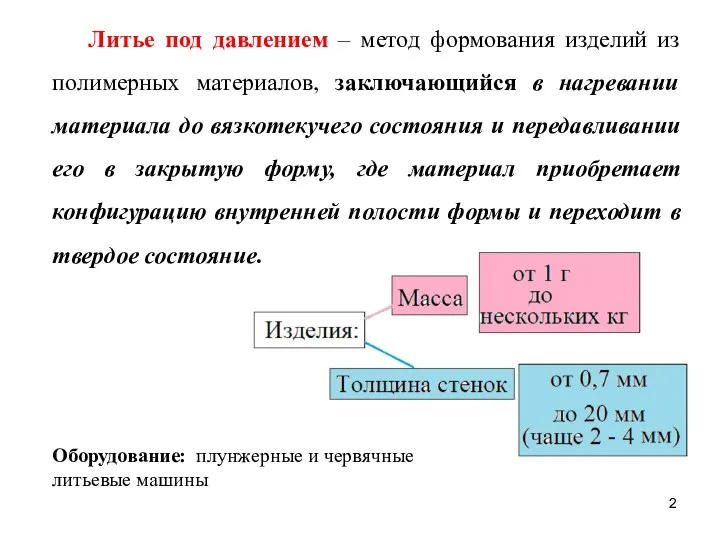
Литье под давлением – метод формования изделий из полимерных материалов, заключающийся
Литье под давлением – метод формования изделий из полимерных материалов, заключающийся

Основные стадии процесса литья под давлением
:
Получение сырья
Растаривание и хранение
Входной контроль
Основные стадии процесса литья под давлением
:
Получение сырья
Растаривание и хранение
Входной контроль

Технологическая схема производства литьевых изделий
Технологическая схема производства литьевых изделий
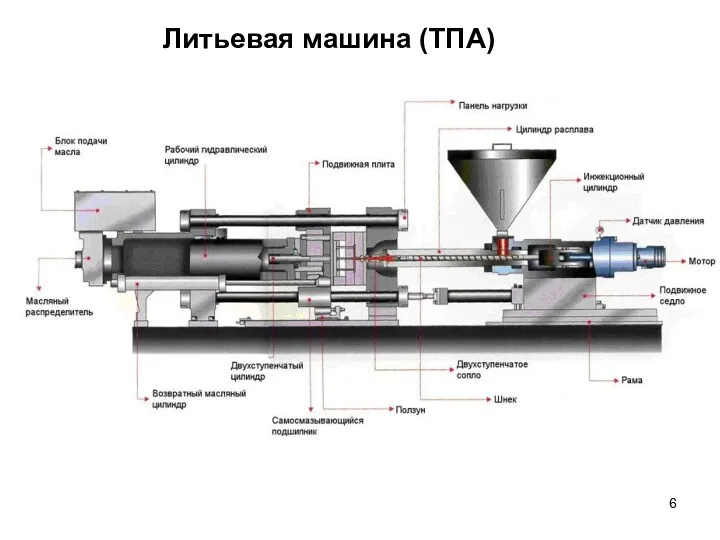
Литьевая машина (ТПА)
Литьевая машина (ТПА)
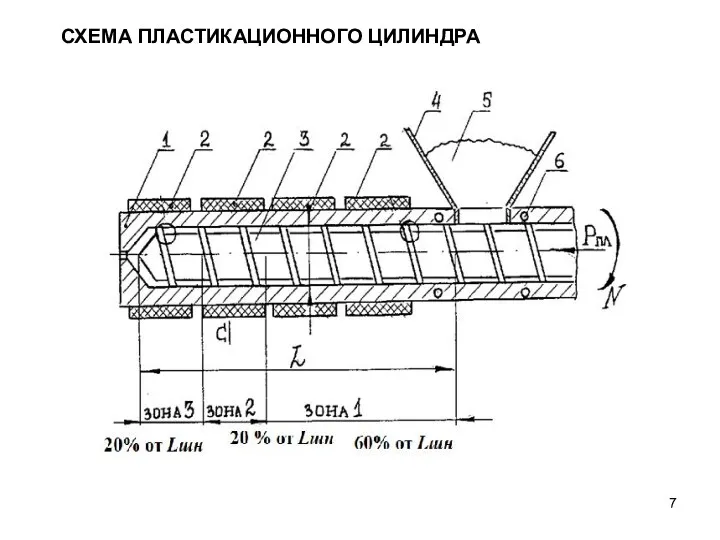
СХЕМА ПЛАСТИКАЦИОННОГО ЦИЛИНДРА
СХЕМА ПЛАСТИКАЦИОННОГО ЦИЛИНДРА
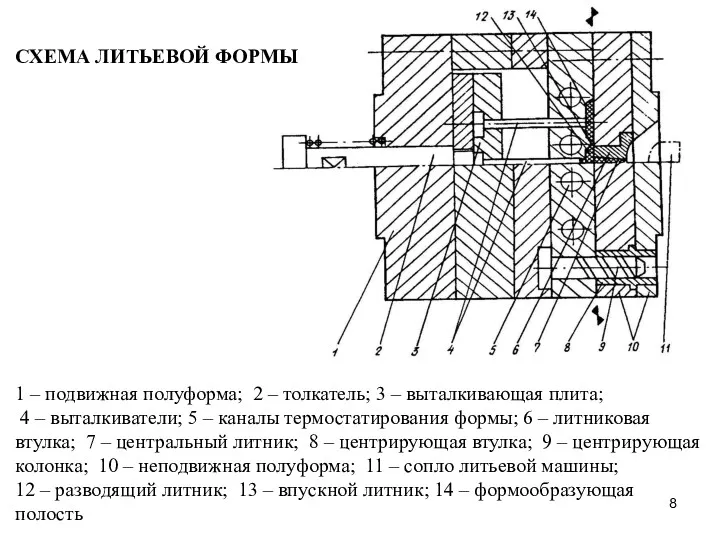
СХЕМА ЛИТЬЕВОЙ ФОРМЫ
1 – подвижная полуформа; 2 – толкатель; 3 –
СХЕМА ЛИТЬЕВОЙ ФОРМЫ
1 – подвижная полуформа; 2 – толкатель; 3 –
Технологические параметры литья под давлением:
Основание для выбора параметров - теплофизические
Технологические параметры литья под давлением:
Основание для выбора параметров - теплофизические

ВЫБОР МАРКИ МАТЕРИАЛА
ВЫБОР МАРКИ МАТЕРИАЛА

Уровни вязкости базовых марок полимеров (Па*с)
Уровни вязкости базовых марок полимеров (Па*с)
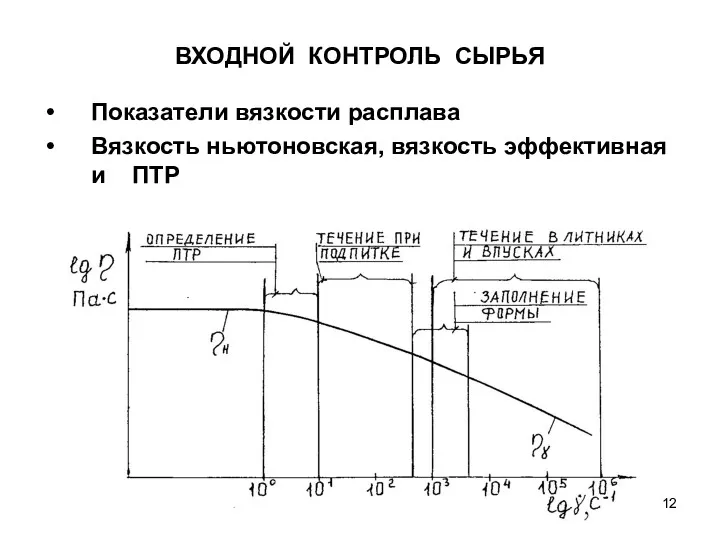
ВХОДНОЙ КОНТРОЛЬ СЫРЬЯ
Показатели вязкости расплава
Вязкость ньютоновская, вязкость эффективная и ПТР
ВХОДНОЙ КОНТРОЛЬ СЫРЬЯ
Показатели вязкости расплава
Вязкость ньютоновская, вязкость эффективная и ПТР
![ПОКАЗАТЕЛЬ ТЕКУЧЕСТИ РАСПЛАВА (ПТР) ПТР = [г/ 10 мин], ПТР](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/287129/slide-12.jpg)
ПОКАЗАТЕЛЬ ТЕКУЧЕСТИ РАСПЛАВА (ПТР)
ПТР =
[г/ 10 мин],
ПТР = f (1/
ПОКАЗАТЕЛЬ ТЕКУЧЕСТИ РАСПЛАВА (ПТР)
ПТР =
[г/ 10 мин],
ПТР = f (1/
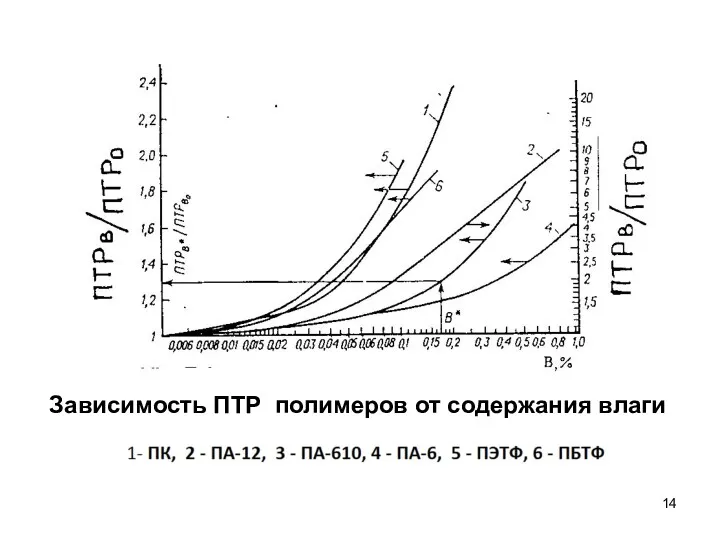
Зависимость ПТР полимеров от содержания влаги
Зависимость ПТР полимеров от содержания влаги
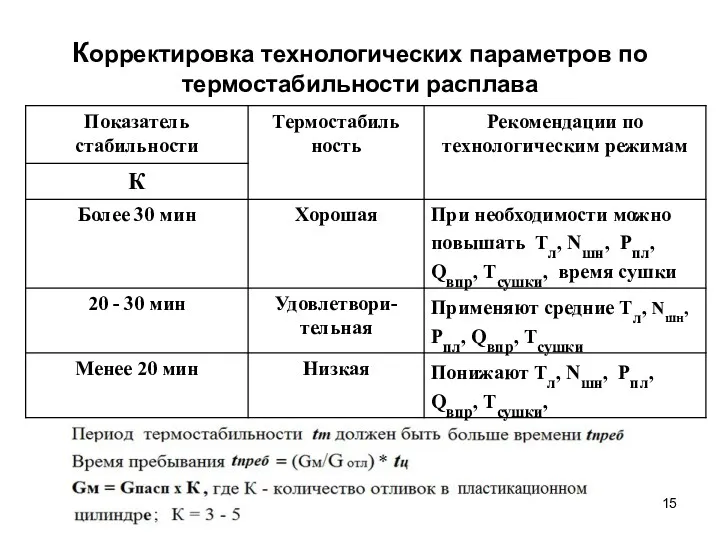
Корректировка технологических параметров по термостабильности расплава
Корректировка технологических параметров по термостабильности расплава
Подготовка полимера к переработке
Определяют влажность В, с которой полимер поступил на
Подготовка полимера к переработке
Определяют влажность В, с которой полимер поступил на
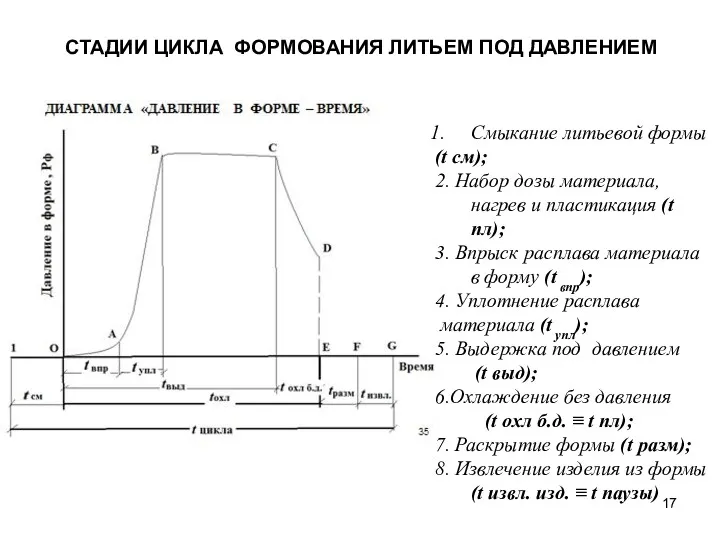
Смыкание литьевой формы
(t см);
2. Набор дозы материала, нагрев и пластикация
Смыкание литьевой формы
(t см);
2. Набор дозы материала, нагрев и пластикация
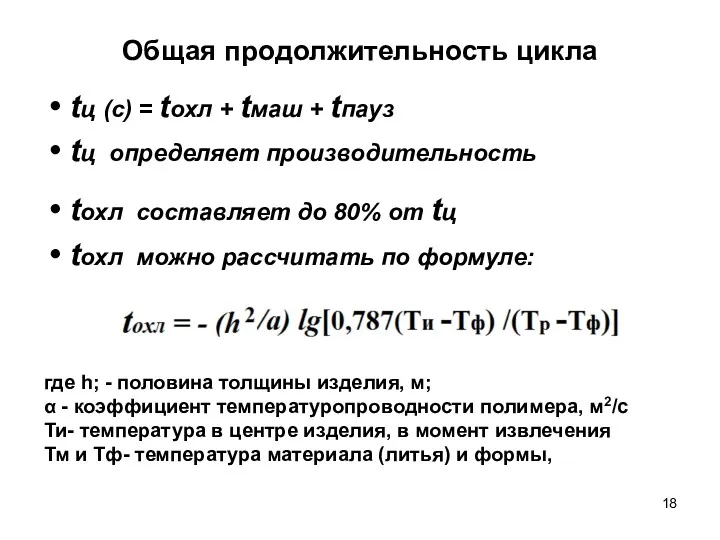
Общая продолжительность цикла
tц (с) = tохл + tмаш + tпауз
tц определяет
Общая продолжительность цикла
tц (с) = tохл + tмаш + tпауз
tц определяет
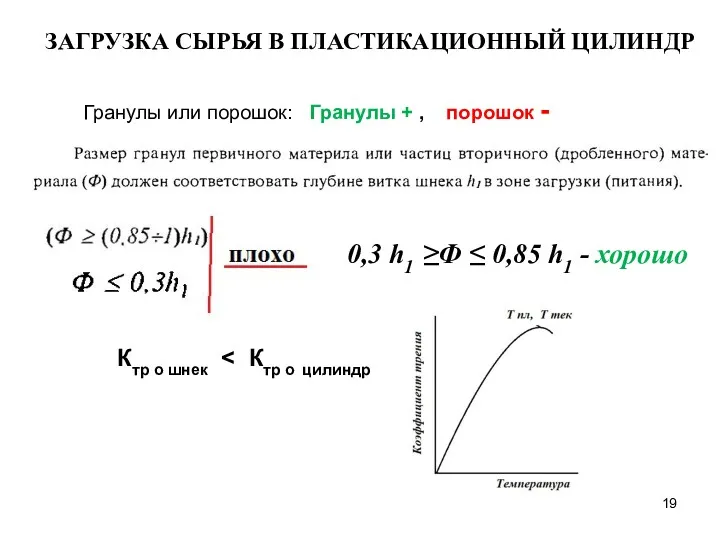
ЗАГРУЗКА СЫРЬЯ В ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР
Гранулы или порошок: Гранулы + , порошок
ЗАГРУЗКА СЫРЬЯ В ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР
Гранулы или порошок: Гранулы + , порошок
СТАДИЯ ПЛАСТИКАЦИИ
СТАДИЯ ПЛАСТИКАЦИИ
![СТАДИЯ ПЛАСТИКАЦИИ Qпл = m отл /tпл [г/с] Qпл = Vотл /tпл [cм3/с]](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/287129/slide-20.jpg)
СТАДИЯ ПЛАСТИКАЦИИ
Qпл = m отл /tпл [г/с]
Qпл = Vотл /tпл
СТАДИЯ ПЛАСТИКАЦИИ
Qпл = m отл /tпл [г/с]
Qпл = Vотл /tпл
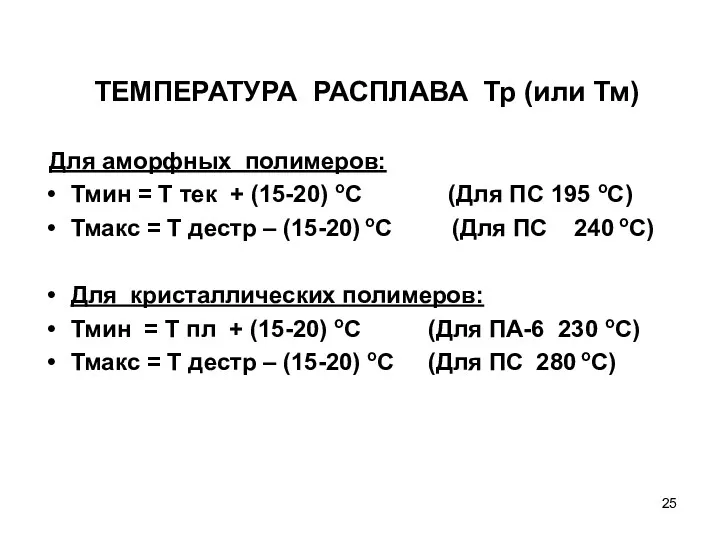
ТЕМПЕРАТУРА РАСПЛАВА Тр (или Тм)
Для аморфных полимеров:
Тмин = Т тек
ТЕМПЕРАТУРА РАСПЛАВА Тр (или Тм)
Для аморфных полимеров:
Тмин = Т тек

СТАДИЯ ЗАПОЛНЕНИЯ ФОРМЫ: Впрыск расплава + Заполнение формующей полости
Технологические параметры впрыска
Объем
СТАДИЯ ЗАПОЛНЕНИЯ ФОРМЫ: Впрыск расплава + Заполнение формующей полости
Технологические параметры впрыска
Объем
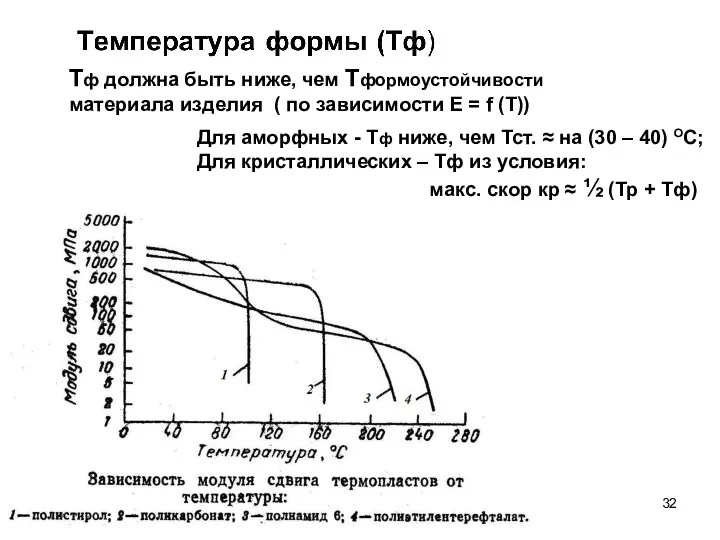
Тф должна быть ниже, чем Тформоустойчивости материала изделия ( по зависимости
Тф должна быть ниже, чем Тформоустойчивости материала изделия ( по зависимости
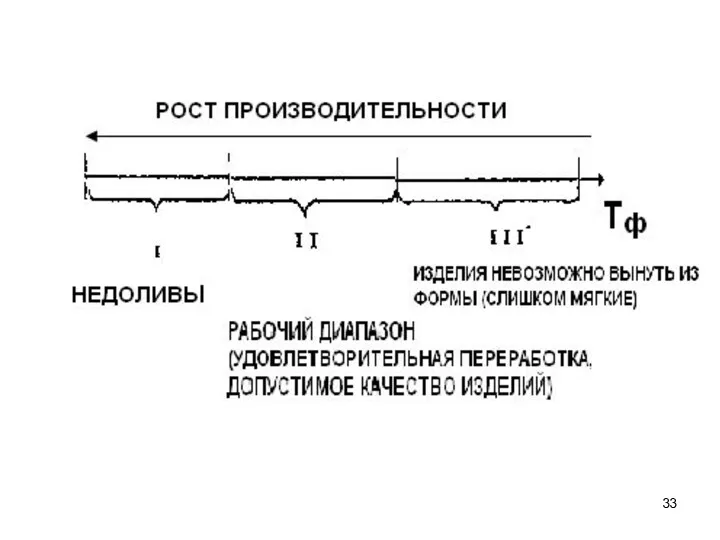
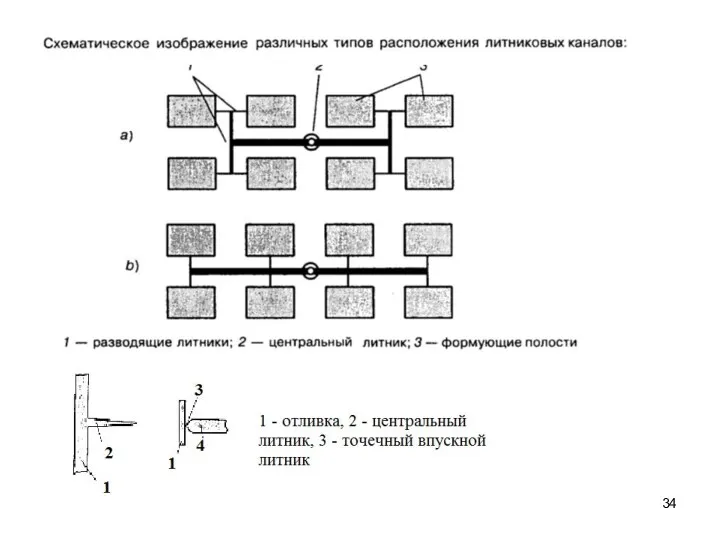
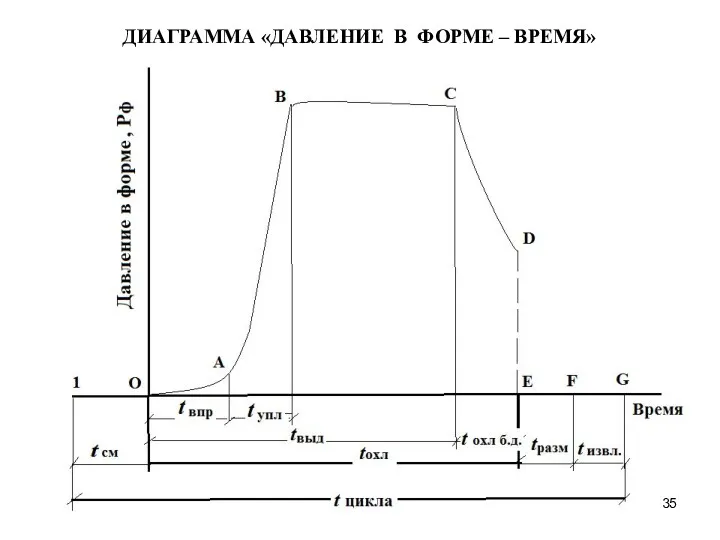
ДИАГРАММА «ДАВЛЕНИЕ В ФОРМЕ – ВРЕМЯ»
ДИАГРАММА «ДАВЛЕНИЕ В ФОРМЕ – ВРЕМЯ»
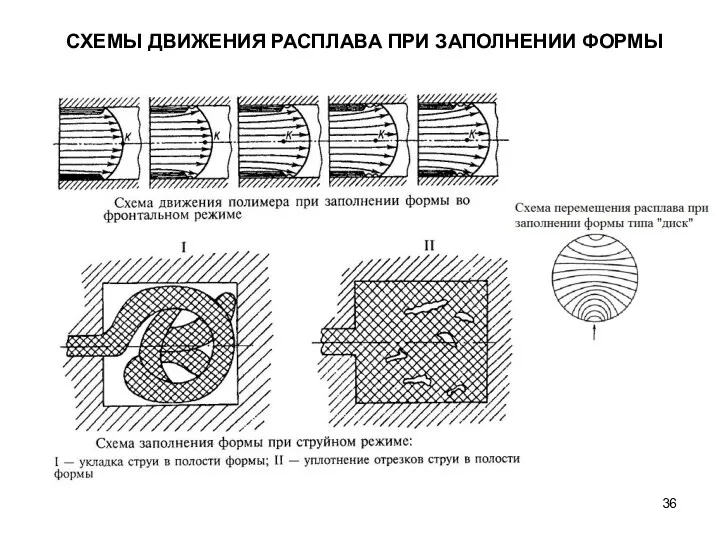
СХЕМЫ ДВИЖЕНИЯ РАСПЛАВА ПРИ ЗАПОЛНЕНИИ ФОРМЫ
СХЕМЫ ДВИЖЕНИЯ РАСПЛАВА ПРИ ЗАПОЛНЕНИИ ФОРМЫ

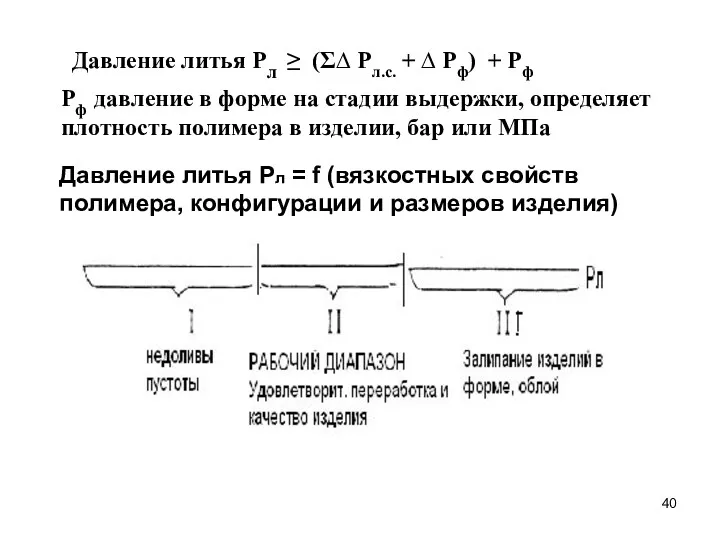
Давление литья Рл = f (вязкостных свойств полимера, конфигурации и размеров
Давление литья Рл = f (вязкостных свойств полимера, конфигурации и размеров
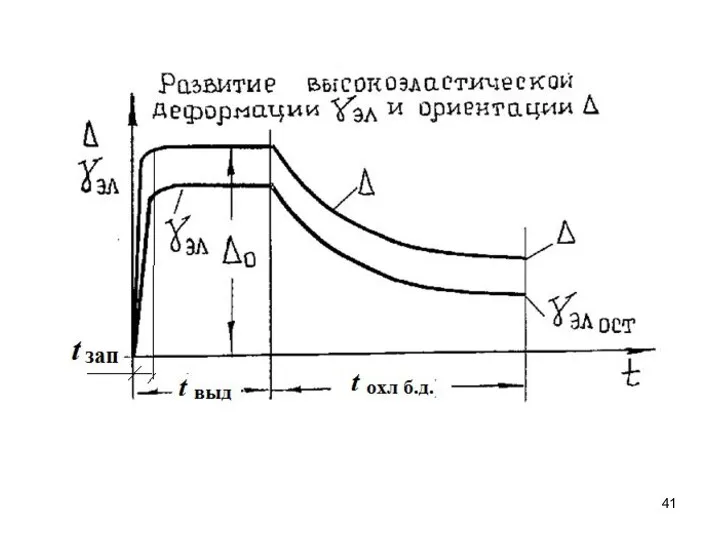
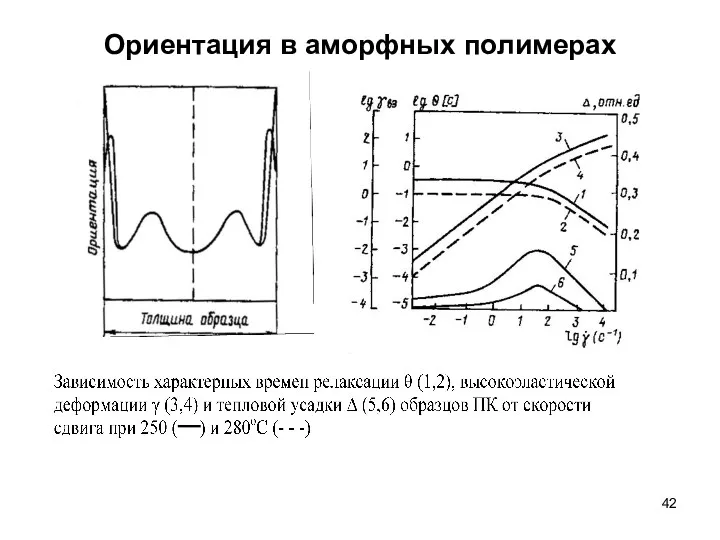
Ориентация в аморфных полимерах
Ориентация в аморфных полимерах
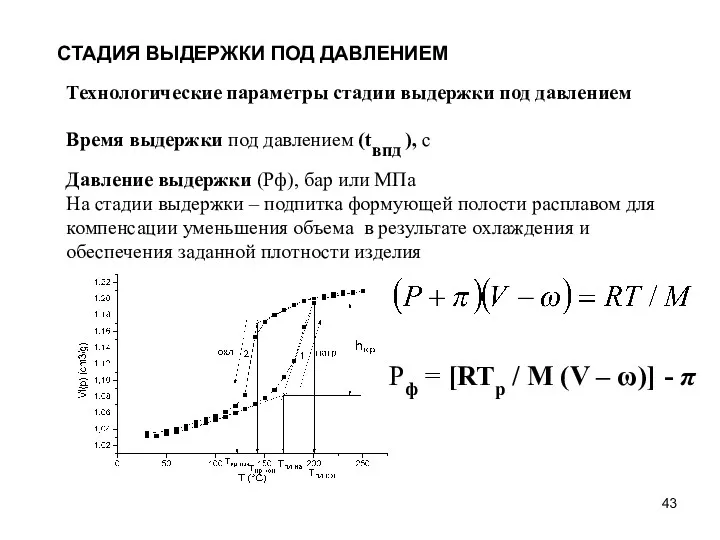
Технологические параметры стадии выдержки под давлением
Время выдержки под давлением (tвпд ),
Технологические параметры стадии выдержки под давлением
Время выдержки под давлением (tвпд ),
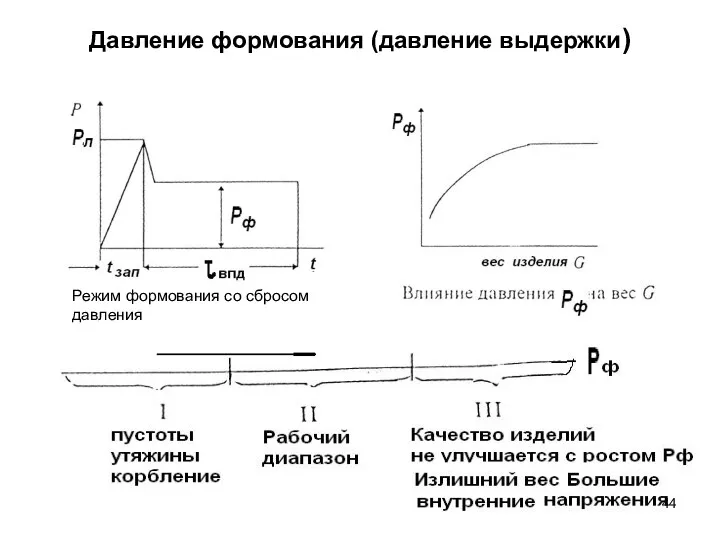
Давление формования (давление выдержки)
Режим формования со сбросом давления
Давление формования (давление выдержки)
Режим формования со сбросом давления
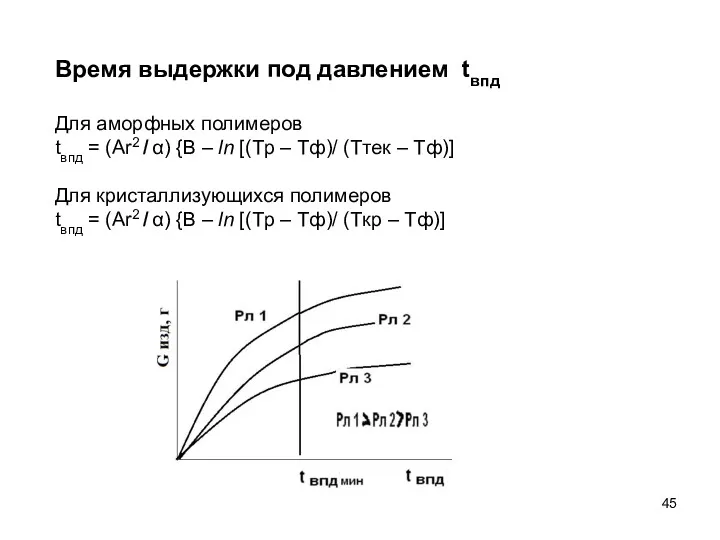
Время выдержки под давлением tвпд
Для аморфных полимеров
tвпд = (Ar2 /
Время выдержки под давлением tвпд Для аморфных полимеров tвпд = (Ar2 /
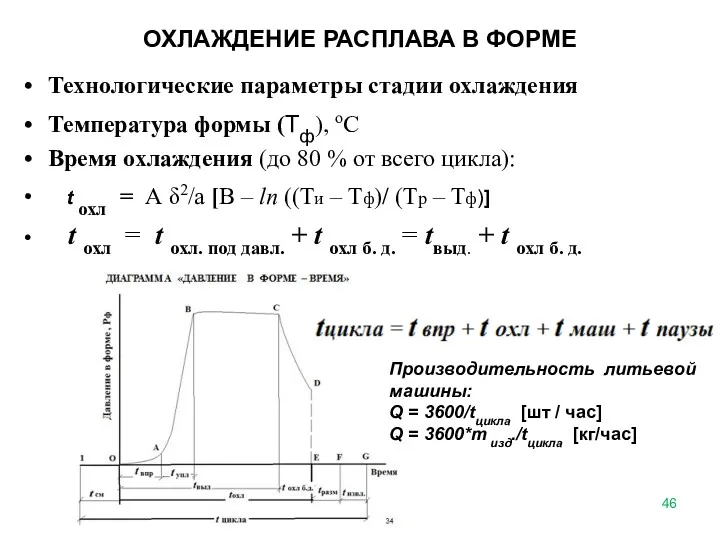
ОХЛАЖДЕНИЕ РАСПЛАВА В ФОРМЕ
Технологические параметры стадии охлаждения
Температура формы (Тф), оС
Время охлаждения
ОХЛАЖДЕНИЕ РАСПЛАВА В ФОРМЕ
Технологические параметры стадии охлаждения
Температура формы (Тф), оС
Время охлаждения
 Гідроліз солей
Гідроліз солей Главная подгруппа V группы..Азот
Главная подгруппа V группы..Азот Кислотно-основное титрование в неводных средах
Кислотно-основное титрование в неводных средах “Физикалық химия” курсы бойынша жеке бағдарланған индивидуалды зерттеу жұмысы
“Физикалық химия” курсы бойынша жеке бағдарланған индивидуалды зерттеу жұмысы Тайна великого открытия периодической таблицы
Тайна великого открытия периодической таблицы Альдегіди. Номенклатура альдегідів
Альдегіди. Номенклатура альдегідів Периодическая система Д.И. Менделеева
Периодическая система Д.И. Менделеева Химический элемент. Электронное строение атома
Химический элемент. Электронное строение атома Вещества и их системы. Растворы. Массовая доля растворенного вещества. 11 класс
Вещества и их системы. Растворы. Массовая доля растворенного вещества. 11 класс Задачи и методы количественного анализа. Кислотно-основное титрование
Задачи и методы количественного анализа. Кислотно-основное титрование Химиялық байланыс және заттардың құрылымдық түрлі сатылары
Химиялық байланыс және заттардың құрылымдық түрлі сатылары Химические свойства алкенов. Получение
Химические свойства алкенов. Получение Пространственное строение органических соединений. (Лекция 2)
Пространственное строение органических соединений. (Лекция 2) Электродные процессы
Электродные процессы Изучение раздела Углеводороды в курсе органической химии в старшей школе
Изучение раздела Углеводороды в курсе органической химии в старшей школе Качество топлива и смазочных материалов, эффективность их использования
Качество топлива и смазочных материалов, эффективность их использования Скорость химических реакций. Факторы, влияющие на скорость химической реакции
Скорость химических реакций. Факторы, влияющие на скорость химической реакции Механизмы трансформации энергии в фотосинтезе
Механизмы трансформации энергии в фотосинтезе Фосфор и его соединения
Фосфор и его соединения Складні білки
Складні білки Массовая доля вещества в растворе
Массовая доля вещества в растворе Химия. Интересные факты. Как Менделеев открыл периодический закон?
Химия. Интересные факты. Как Менделеев открыл периодический закон? Полимеры. Каучук
Полимеры. Каучук Сплавы, растворы и смеси. Задачи на концентрвцию
Сплавы, растворы и смеси. Задачи на концентрвцию Процесс конверсии кислого газа в элементарную серу производительностью до 120 т/сутки
Процесс конверсии кислого газа в элементарную серу производительностью до 120 т/сутки Суды тазарту әдістері
Суды тазарту әдістері Метаморфические породы
Метаморфические породы Экспериментальное решение задач по теме: Классы неорганических соединений
Экспериментальное решение задач по теме: Классы неорганических соединений