- Электросварка. Применение

Содержание
- 2. Сварка является наиболее экономичным и эффективным способом обработки металлов и служит для неразъемного соединения путем нагревания
- 3. Применение В современном обществе трудно назвать такую область обработки металла, где не применялась бы сварка. Это
- 4. Сварка даёт возможность замены тяжелых и трудоемких работ на более простые. За счет чего экономится металл,
- 5. Электросварочное оборудование сварочные трансформаторы на переменном токе сварочные выпрямители сварочные инверторы
- 6. Сварочные трансформаторы Принцип действия
- 7. 1. Сварочный трансформатор на переменном токе
- 8. 2. Сварочный трансформатор на постоянном токе (сварочный выпрямитель)
- 9. 3. Сварочный инвертор
- 10. Контактная сварка
- 14. Схема ручной дуговой сварки
- 15. Дуговая сварка
- 16. Виды электросварки Дуговая электросварка Контактная сварка
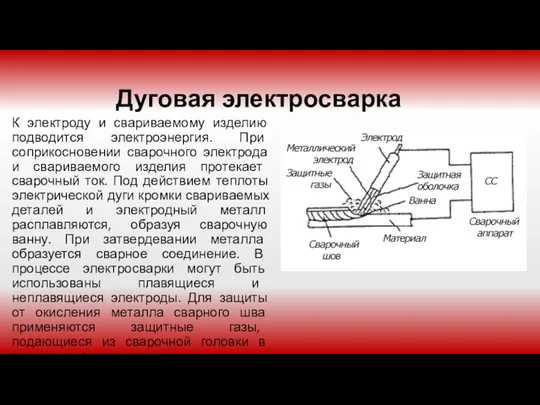
- 17. Дуговая электросварка К электроду и свариваемому изделию подводится электроэнергия. При соприкосновении сварочного электрода и свариваемого изделия
- 18. Контактная сварка Принцип работы контактной сварки – использование электрического тока высокого напряжения, который преобразуется в месте
- 19. По роду тока электрическая сварка может быть: на постоянном токе — в качестве источника питания выступают
- 20. а) ВАХ электрической дуги постоянного тока; б) ВАХ электрической дуги постоянного тока.
- 21. Преимущества различных видов электросварки: На переменном токе: На постоянном токе: Возможность сварки металлов, у которых загрязнена
- 22. Влияние электросварки на сеть Ухудшение качества электроэнергии питающих сетей, заключающееся в искажении синусоидальной формы напряжения и
- 23. По характеру потребления электрической энергии и режиму работы электросварочные аппараты и машины значительно отличаются от других
- 24. Для определения степени искажения нелинейности тока используется коэффициент (гармоник) THDI (Total Harmonic Current Distortion). Значение коэффициента
- 25. Зависимости относительных значений тока (1) и напряжения (2) от времени в питающей сети трехфазного сварочного выпрямителя
- 26. Мероприятия по ограничению колебаний напряжения, создаваемых сварочной нагрузкой: - питание сварочной нагрузки и потребителей, чувствительных к
- 27. За счет того, что некоторые установки подключается к одной и двум фазам сети, трехфазная сеть нагружается
- 28. Снижение уровня высших гармоник тока, генерируемых сварочным оборудованием, может осуществляться так называемыми активными и пассивными фильтрами.
- 29. Однофазная нагрузка без СУ с СУ
- 30. Особенности электроснабжения электросварочных установок Электросварочные установки относят к электроприемникам II или III категории. K III категории
- 31. Особенности электроснабжения электросварочных установок Сварочные установки должны быть защищены предохранителями или автоматическими выключателями со стороны питающей
- 32. Особенности электроснабжения электросварочных установок Первичная цепь выполняться переносным гибким кабелем с изоляцией и в оболочке (шланге)
- 33. Особенности электроснабжения электросварочных установок Электросварочная установка должна быть заземлена медным проводом сечением не менее 6 мм²
- 34. Особенности электроснабжения электросварочных установок Электросварочные установки, в которых по условиям электротехнологического процесса не может быть выполнено
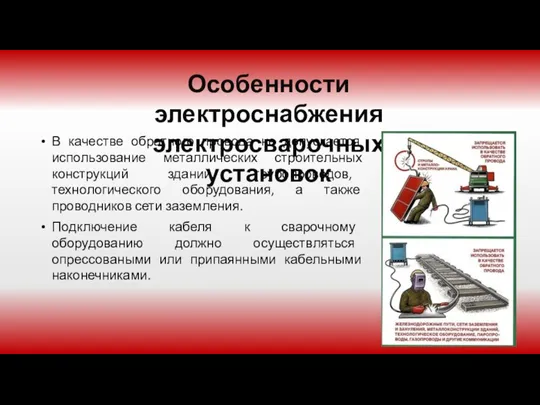
- 35. Особенности электроснабжения электросварочных установок В качестве обратного провода не допускается использование металлических строительных конструкций зданий, трубопроводов,
- 37. Скачать презентацию
Сварка является наиболее экономичным и эффективным способом обработки металлов и служит
Сварка является наиболее экономичным и эффективным способом обработки металлов и служит
Применение
В современном обществе трудно назвать такую область обработки металла, где не
Применение
В современном обществе трудно назвать такую область обработки металла, где не
Сварка даёт возможность замены тяжелых и трудоемких работ на более простые.
Электросварочное оборудование
сварочные трансформаторы на переменном токе
сварочные выпрямители
сварочные инверторы
Электросварочное оборудование
сварочные трансформаторы на переменном токе
сварочные выпрямители
сварочные инверторы
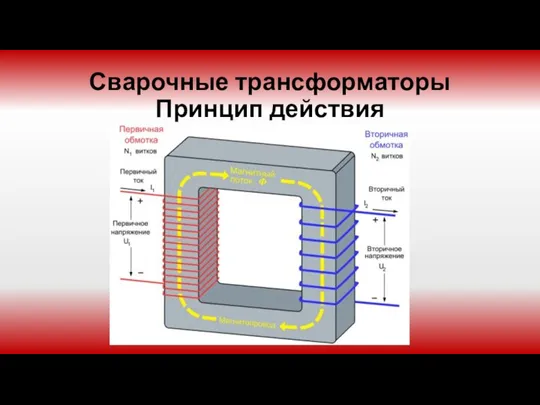
Сварочные трансформаторы
Принцип действия
Сварочные трансформаторы
Принцип действия

1. Сварочный трансформатор на переменном токе
1. Сварочный трансформатор на переменном токе

2. Сварочный трансформатор на постоянном токе (сварочный выпрямитель)
2. Сварочный трансформатор на постоянном токе (сварочный выпрямитель)
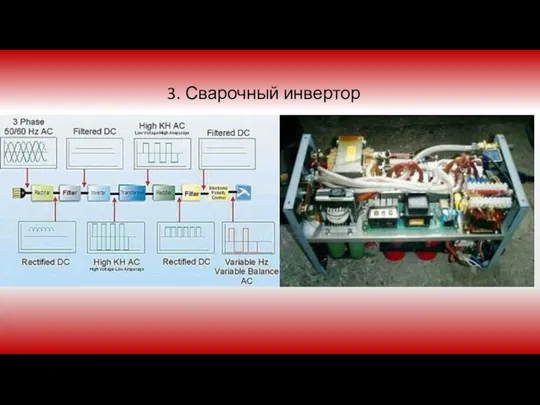
3. Сварочный инвертор
3. Сварочный инвертор
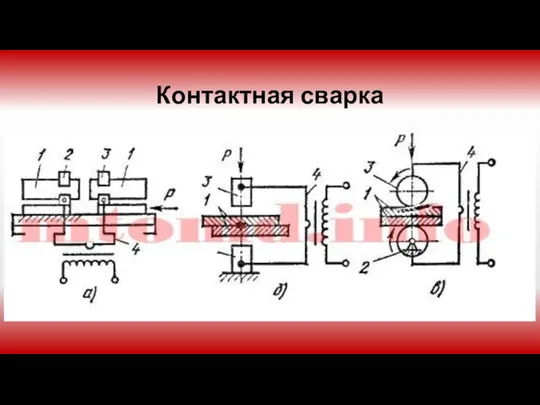
Контактная сварка
Контактная сварка




Схема ручной дуговой сварки
Схема ручной дуговой сварки
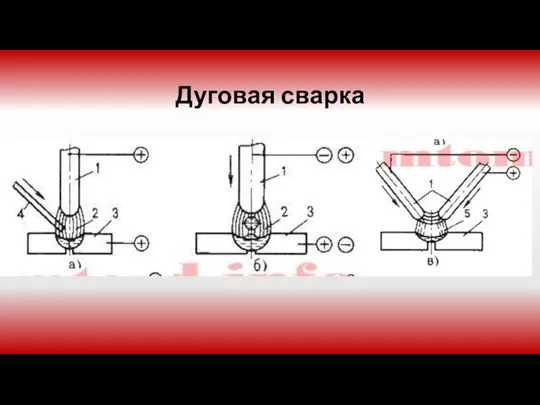
Дуговая сварка
Дуговая сварка
Виды электросварки
Дуговая электросварка
Контактная сварка
Виды электросварки
Дуговая электросварка
Контактная сварка
Дуговая электросварка
К электроду и свариваемому изделию подводится электроэнергия. При соприкосновении сварочного
Дуговая электросварка
К электроду и свариваемому изделию подводится электроэнергия. При соприкосновении сварочного

Контактная сварка
Принцип работы контактной сварки – использование электрического тока высокого напряжения,
Контактная сварка
Принцип работы контактной сварки – использование электрического тока высокого напряжения,
По роду тока электрическая сварка может быть:
на постоянном токе — в
По роду тока электрическая сварка может быть:
на постоянном токе — в
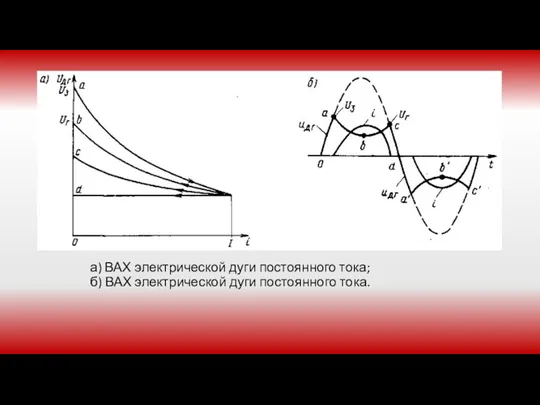
а) ВАХ электрической дуги постоянного тока;
б) ВАХ электрической дуги постоянного тока.
а) ВАХ электрической дуги постоянного тока;
б) ВАХ электрической дуги постоянного тока.
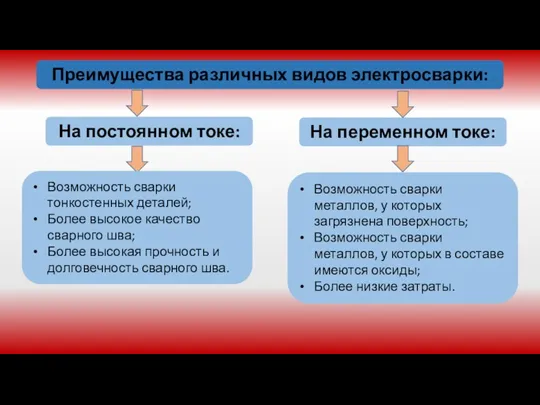
Преимущества различных видов электросварки:
На переменном токе:
На постоянном токе:
Возможность сварки металлов, у
Преимущества различных видов электросварки:
На переменном токе:
На постоянном токе:
Возможность сварки металлов, у
Влияние электросварки на сеть
Ухудшение качества электроэнергии питающих сетей, заключающееся в искажении
Влияние электросварки на сеть
Ухудшение качества электроэнергии питающих сетей, заключающееся в искажении
По характеру потребления электрической энергии и режиму работы электросварочные аппараты и
По характеру потребления электрической энергии и режиму работы электросварочные аппараты и
Для определения степени искажения нелинейности тока используется коэффициент (гармоник) THDI (Total
Для определения степени искажения нелинейности тока используется коэффициент (гармоник) THDI (Total
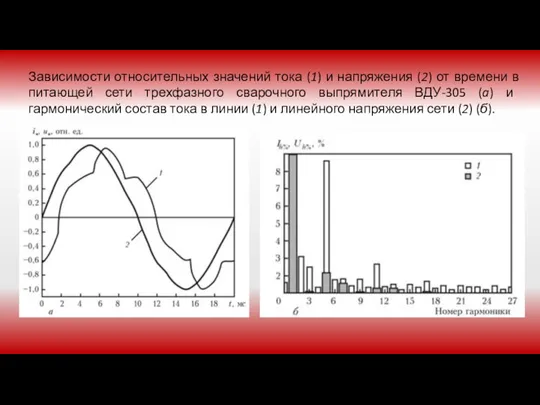
Зависимости относительных значений тока (1) и напряжения (2) от времени в
Зависимости относительных значений тока (1) и напряжения (2) от времени в
Мероприятия по ограничению колебаний напряжения, создаваемых сварочной нагрузкой:
- питание сварочной нагрузки
Мероприятия по ограничению колебаний напряжения, создаваемых сварочной нагрузкой:
- питание сварочной нагрузки
За счет того, что некоторые установки подключается к одной и двум
За счет того, что некоторые установки подключается к одной и двум
Снижение уровня высших гармоник тока, генерируемых сварочным оборудованием, может осуществляться так
Снижение уровня высших гармоник тока, генерируемых сварочным оборудованием, может осуществляться так
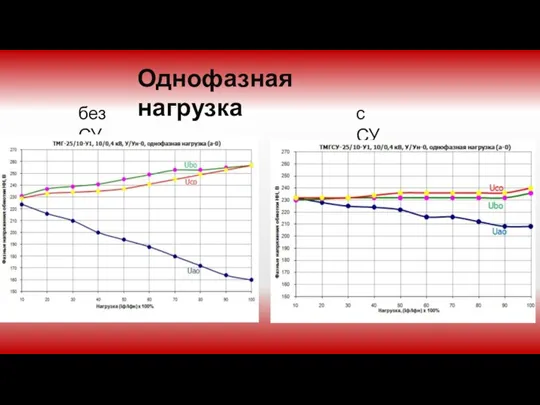
Однофазная нагрузка
без СУ
с СУ
Однофазная нагрузка
без СУ
с СУ
Особенности электроснабжения
электросварочных установок
Электросварочные установки относят к электроприемникам II или III
Особенности электроснабжения
электросварочных установок
Электросварочные установки относят к электроприемникам II или III
Особенности электроснабжения
электросварочных установок
Сварочные установки должны быть защищены предохранителями или автоматическими
Особенности электроснабжения
электросварочных установок
Сварочные установки должны быть защищены предохранителями или автоматическими
Особенности электроснабжения
электросварочных установок
Первичная цепь выполняться переносным гибким кабелем с изоляцией
Особенности электроснабжения
электросварочных установок
Первичная цепь выполняться переносным гибким кабелем с изоляцией

Особенности электроснабжения
электросварочных установок
Электросварочная установка должна быть заземлена медным проводом сечением
Особенности электроснабжения
электросварочных установок
Электросварочная установка должна быть заземлена медным проводом сечением

Особенности электроснабжения
электросварочных установок
Электросварочные установки, в которых по условиям электротехнологического процесса
Особенности электроснабжения
электросварочных установок
Электросварочные установки, в которых по условиям электротехнологического процесса
Особенности электроснабжения
электросварочных установок
В качестве обратного провода не допускается использование металлических
Особенности электроснабжения
электросварочных установок
В качестве обратного провода не допускается использование металлических
 Путешествие в страну знаний
Путешествие в страну знаний Формирование и развитие личностных результатов в процессе освоения основной образовательной программы на уроках информатики
Формирование и развитие личностных результатов в процессе освоения основной образовательной программы на уроках информатики Счастливый английский после уроков презентация
Счастливый английский после уроков презентация Определение соотношения составных частей и массы нетто консервов
Определение соотношения составных частей и массы нетто консервов Ярослав Гашек Камень жизни
Ярослав Гашек Камень жизни Строительство крытого плавательного бассейна
Строительство крытого плавательного бассейна Быт и бытовые отношения. 11 класс. Общество
Быт и бытовые отношения. 11 класс. Общество Организация досуга детей с ограниченными возможностями
Организация досуга детей с ограниченными возможностями Учим дорожные знаки.
Учим дорожные знаки. Пьезоэлектрлік
Пьезоэлектрлік Роботы в нашей жизни
Роботы в нашей жизни Аспекты изучения простого предложения
Аспекты изучения простого предложения Презентация Реакции ионного обмена
Презентация Реакции ионного обмена Поведенческий стереотип
Поведенческий стереотип Daily routine of Vladimir Nabokov
Daily routine of Vladimir Nabokov КНИГА ПАМЯТИ
КНИГА ПАМЯТИ Вопросы знатокам 7-9 классов
Вопросы знатокам 7-9 классов Су ресурстарын тазарту әдістері
Су ресурстарын тазарту әдістері lence skills
lence skills Pie Factory
Pie Factory Гражданско-правовой договор
Гражданско-правовой договор Коммерческое предложение: создание многостраничных сайтов
Коммерческое предложение: создание многостраничных сайтов 20200119_oksidy
20200119_oksidy Электронные таблицы
Электронные таблицы Вытягивание тяг от руки.
Вытягивание тяг от руки. Работа с неговорящими детьми
Работа с неговорящими детьми Виды и способы плавания. Техника плавания кролем и брассом
Виды и способы плавания. Техника плавания кролем и брассом Мониторинг состояния путевой инфраструктуры на участках скоростных и особо грузонапряженных линий
Мониторинг состояния путевой инфраструктуры на участках скоростных и особо грузонапряженных линий