Сверлильные станки. Сверлильные патроны. Машинные тиски. Конус Морзе. Техника безопасности презентация
- Сверлильные станки. Сверлильные патроны. Машинные тиски. Конус Морзе. Техника безопасности

Содержание
- 2. Первые сверлильные операции были известны еще со времен Древнего Египта. Представители египетской формации оставили обильные рисунки
- 3. Оказывается, что египтяне, когда весь остальной мир работал с глиной, первыми начали осваивать сверление и в
- 4. Как и современные сверлильные станки, станки древнего мира использовали силу давления для совершения сверлильной операции. В
- 5. Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания
- 6. На сверлильно-фрезерных станках можно выполнять фрезерование, наклонное торцевое фрезерование, шлифовку поверхности, горизонтальное фрезерование и другие операции.
- 7. Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение
- 8. Основной параметр станка — наибольший условный диаметр сверления отверстия. Кроме того, станок характеризуется вылетом и наибольшим
- 9. Сверлильные станки – это многочисленная группа металлорежущих станков, предназначенных для получения сквозных и глухих отверстий в
- 10. Применяя специальные приспособления и инструменты, можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале, притирать
- 11. Спектр применения сверлильных станков велик. Они используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов
- 12. На сверлильных станках обработка отверстий производится свёрлами, зенкерами, развёртками, зенковками и другими инструментами, нарезание резьбы —
- 13. В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные
- 14. Вертикально-сверлильный станок. На станине станка размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол
- 15. Управление коробками скоростей и подач осуществляется рукоятками, ручная подача — штурвалом. Глубину обработки контролируют по лимбу.
- 16. Внутренние полости фундаментной плиты в отдельных конструкциях станков служат резервуаром для СОЖ. Стол можно перемещать по
- 17. Охлаждающая жидкость подается электронасосом по шлангам. Узлы сверлильной головки смазывают с помощью насоса, остальные узлы —
- 18. Сверлильная головка представляет собой чугунную отливку, в которой смонтированы коробка скоростей, механизмы подачи и шпиндель. Коробка
- 19. Радиально-сверлильный станок. В отличие от вертикально-сверлильного в радиально-сверлильном станке оси отверстия заготовки и шпинделя совмещают путем
- 20. По конструкции радиально-сверлильные станки подразделяют на: -станки общего назначения -переносные для обработки отверстий в заготовках больших
- 21. На радиально-сверлильных станках общего назначения заготовку закрепляют на фундаментной плите или приставном столе; очень крупные заготовки
- 22. Рукав перемещается по колонне от механизма подъема и ходового винта. Шпиндельная бабка смонтирована на рукаве и
- 23. Многофункциональный сверлильный станок с ЧПУ
- 24. Сверлильные станки с блоком ЧПУ предназначены для автоматизации процесса формирования сквозных и глухих отверстий, зенкования, развертки.
- 25. Наличие цифрового программного управления в оборудовании вносит коррективы в конструкцию и компоновку. Сверлильные станки этого типа
- 26. Главным отличием является подвижный рабочий стол. С помощью системы подач он может изменять свое положение в
- 27. Конус Морзе, предложенный изобретателем Стивеном Морзе является наиболее применяемым способом крепления инструмента. Существующее подразделение на восемь
- 28. Конструкция шпинделей сверлильных, сверлильно-фрезерных, и некоторых типов других станков для надёжной фиксации режущего инструмента и предотвращения
- 29. В машиностроении приняты инструментальные конусы, называемые конусами Морзе и метрическими. Конические хвостовики многих режущих инструментов (сверл,
- 30. В наше время на каждом машиностроительном производстве помимо основного применяемого оборудования (чаще всего к нему относятся
- 31. Машинные тиски получили широкое применение в производстве, они относятся к группе универсальных приспособлений, допускающих их переналадку.
- 32. Тиски нужно расценивать как необходимый в производстве инструмент. На современных предприятиях используются тиски разных видов –
- 33. Выпускаемые в наше время современные тиски обладают рядом дополнительных возможностей и функции, они удобны в своей
- 34. Так как от качества тисков зависит продуктивность и точность работы, основываясь на этих фактах становится ясно,
- 35. При всей своей простоте, этот инструмент может стать решающим для выполнения целого спектра важнейших работ. Поэтому
- 36. Существуют машинные тиски различного применения, и по общей конструкции их можно разделить на такие как: машинные
- 37. По конструкции механизма зажима тиски можно разделить на следующие: винтовые (перемещение губок или губки для зажима
- 38. Сверлильный патрон – это элемент оснастки для сверлильного и токарного оборудования предназначенный для фиксации свёрл. Патроны
- 39. Варианты конструкции патронов Существует три основных типа зажимных устройств: Кулачковые с затяжкой ключом Цанговые Быстрозажимные
- 40. В цанговых патронах фиксация осуществляется путем попадания стопорных шариков в углубления на хвостовике инструмента. Шпиндель станка
- 41. Кулачковый патрон сверлильный ГОСТ 8522 устанавливается на втулку шпинделя и обеспечивает большой диапазон диаметров свёрл. Такая
- 42. Важным преимуществом быстрозажимных и цанговых патронов является минимальное радиальное биение гарантирующее высокую точность работы.
- 43. Современные сверлильные патроны для токарных станков выпускаются в широком ассортименте размеров, из качественной инструментальной стали стойкой
- 44. Для расширения диапазона диаметров используйте специальные переходные втулки с конусом Морзе – наиболее быстрый и удобный
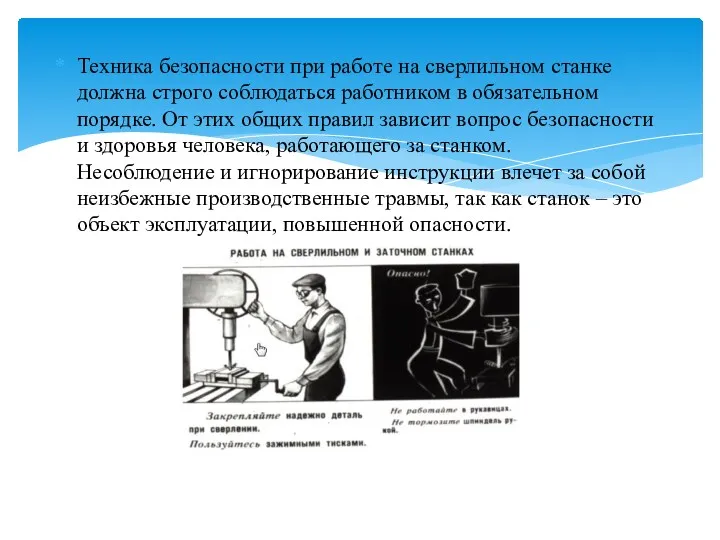
- 45. Техника безопасности при работе на сверлильном станке должна строго соблюдаться работником в обязательном порядке. От этих
- 46. Работа начинается обычно с вводного инструктажа. Эти правила имеют идентичные требования (типовая инструкция) ко многим видам
- 47. Вначале, прежде чем приступить к работе, работник обязан удостовериться в исправности станка, должно присутствовать защитное ограждение
- 50. Запрещено начинать работать, не убедившись в исправной работе станка, для этого необходимо запустить его на холостом
- 51. Требования имеют обязательный характер. Можно получить различные травмы рук, при неправильно эксплуатации оборудования или не надежном
- 52. Чтобы избежать травм, обязательно выполняйте данные требования: проверьте, надежно ли закреплена заготовка и сверло; опускайте сверло
- 54. При возникновении аварийного случая требования сводятся к следующему: незамедлительная остановка оборудования и извещение вышестоящего по должности
- 55. При возгорании оборудования незамедлительно: позаботьтесь уведомить окружающих и мастера; сообщить службе безопасности или за неимением собственной
- 56. При возникновении несчастных случаев (даже по вине работников, не исполнившего меры безопасности) выполните следующие правила: окажите
- 58. Когда закончите работу, не покидайте сразу свое рабочее место, обязательно помните: отключайте питание станка от электропитания;
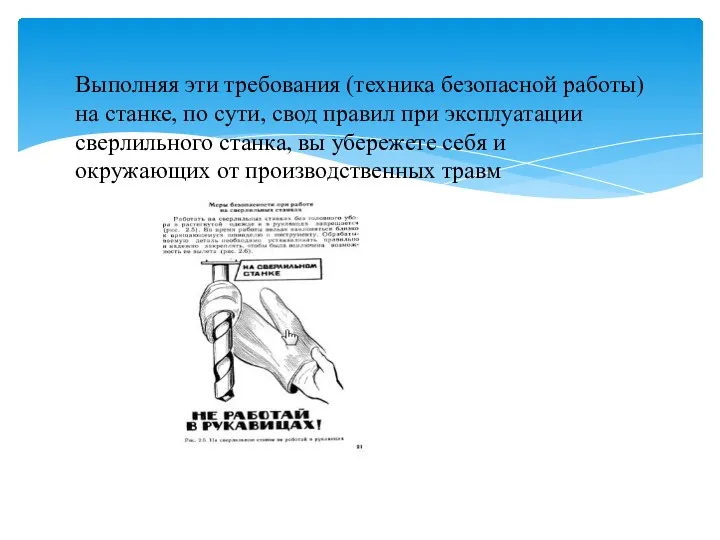
- 59. Выполняя эти требования (техника безопасной работы) на станке, по сути, свод правил при эксплуатации сверлильного станка,
- 60. Помните: нельзя приступать к работе, не убедившись в безопасности и не зная основные принципы и технику
- 61. http://drill.by/index.pl?act=NEWSSHOW&id=2013060701 https://www.ronl.ru/referaty/promyshlennost-proizvodstvo/182605/ http://stanokgid.ru/universalnyj/sverlilnye-stanki-s-chpu.html http://referat.niv.ru/view/referat-technique/206/205987.htm http://stankiexpert.ru/stanki/sverlilnye/tehnika-bezopasnosti.html Список использованных источников
- 63. Скачать презентацию
Первые сверлильные операции были известны еще со времен Древнего Египта. Представители
Первые сверлильные операции были известны еще со времен Древнего Египта. Представители
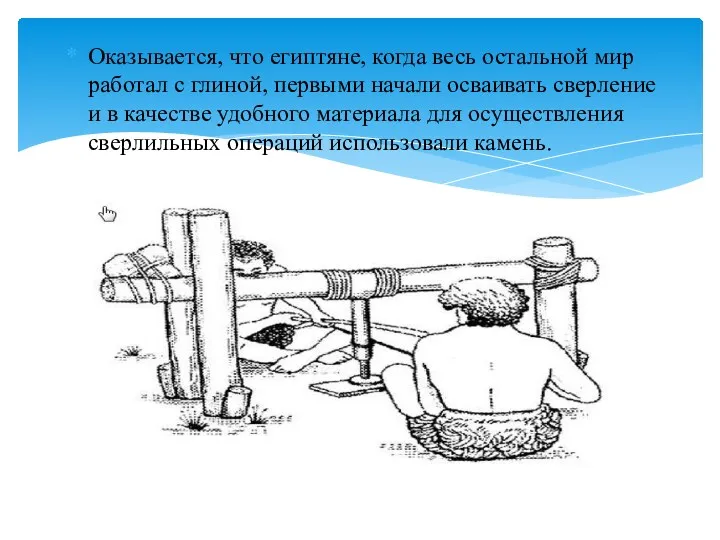
Оказывается, что египтяне, когда весь остальной мир работал с глиной, первыми
Оказывается, что египтяне, когда весь остальной мир работал с глиной, первыми
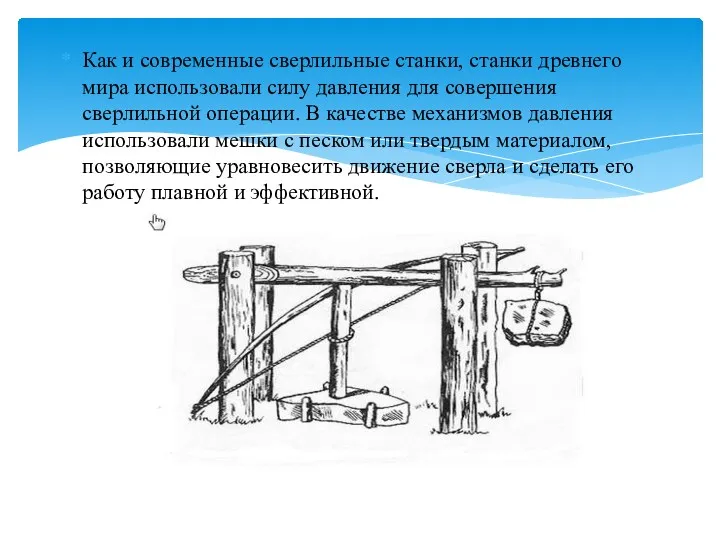
Как и современные сверлильные станки, станки древнего мира использовали силу давления
Как и современные сверлильные станки, станки древнего мира использовали силу давления

Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном
На сверлильно-фрезерных станках можно выполнять фрезерование, наклонное торцевое фрезерование, шлифовку поверхности,
На сверлильно-фрезерных станках можно выполнять фрезерование, наклонное торцевое фрезерование, шлифовку поверхности,
Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное
Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное
Основной параметр станка — наибольший условный диаметр сверления отверстия. Кроме того,
Основной параметр станка — наибольший условный диаметр сверления отверстия. Кроме того,
Сверлильные станки – это многочисленная группа металлорежущих станков, предназначенных для получения
Сверлильные станки – это многочисленная группа металлорежущих станков, предназначенных для получения
Применяя специальные приспособления и инструменты, можно растачивать отверстия, вырезать отверстия большого
Применяя специальные приспособления и инструменты, можно растачивать отверстия, вырезать отверстия большого

Спектр применения сверлильных станков велик. Они используют в механических, сборочных, ремонтных
Спектр применения сверлильных станков велик. Они используют в механических, сборочных, ремонтных

На сверлильных станках обработка отверстий производится свёрлами, зенкерами, развёртками, зенковками и
На сверлильных станках обработка отверстий производится свёрлами, зенкерами, развёртками, зенковками и
В зависимости от области применения различают универсальные и специальные сверлильные станки.
В зависимости от области применения различают универсальные и специальные сверлильные станки.
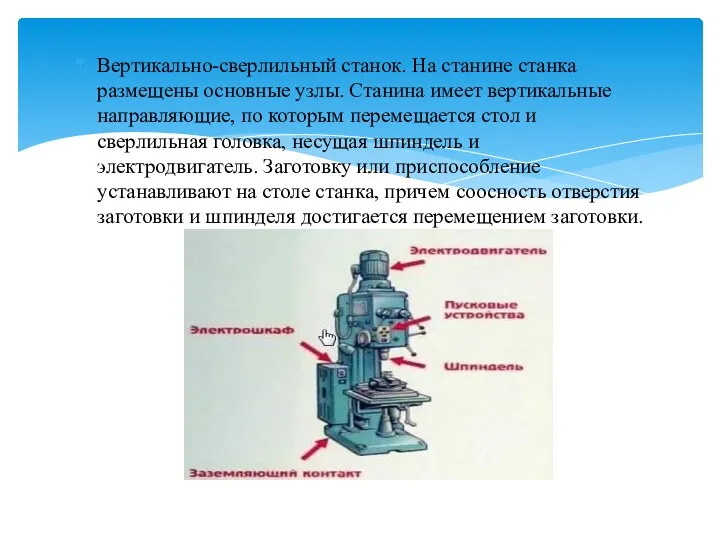
Вертикально-сверлильный станок. На станине станка размещены основные узлы. Станина имеет вертикальные
Вертикально-сверлильный станок. На станине станка размещены основные узлы. Станина имеет вертикальные
Управление коробками скоростей и подач осуществляется рукоятками, ручная подача — штурвалом.
Управление коробками скоростей и подач осуществляется рукоятками, ручная подача — штурвалом.
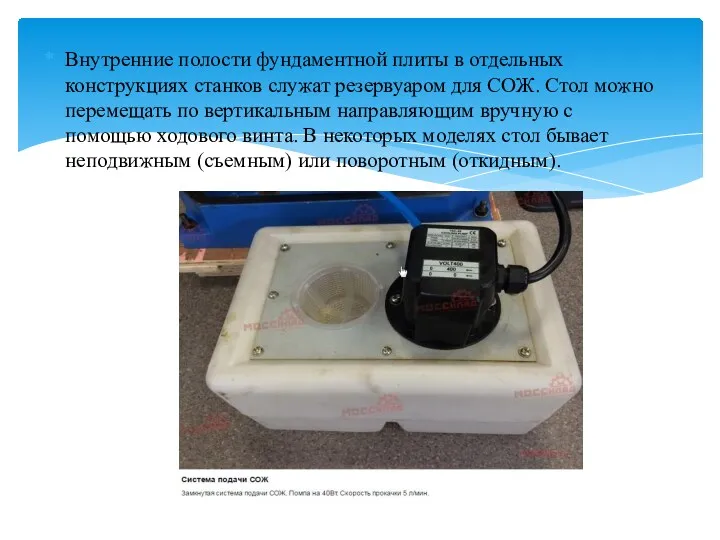
Внутренние полости фундаментной плиты в отдельных конструкциях станков служат резервуаром для
Внутренние полости фундаментной плиты в отдельных конструкциях станков служат резервуаром для
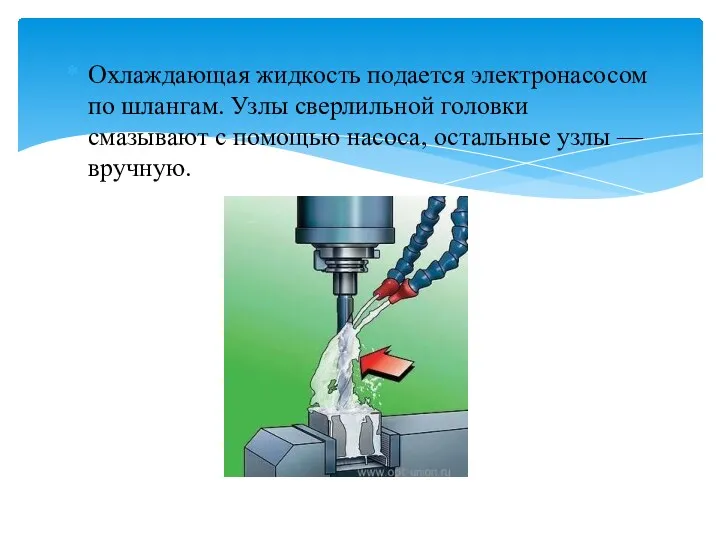
Охлаждающая жидкость подается электронасосом по шлангам. Узлы сверлильной головки смазывают с
Охлаждающая жидкость подается электронасосом по шлангам. Узлы сверлильной головки смазывают с
Сверлильная головка представляет собой чугунную отливку, в которой смонтированы коробка скоростей,
Сверлильная головка представляет собой чугунную отливку, в которой смонтированы коробка скоростей,

Радиально-сверлильный станок. В отличие от вертикально-сверлильного в радиально-сверлильном станке оси отверстия
Радиально-сверлильный станок. В отличие от вертикально-сверлильного в радиально-сверлильном станке оси отверстия
По конструкции радиально-сверлильные станки подразделяют на:
-станки общего назначения
-переносные для обработки
По конструкции радиально-сверлильные станки подразделяют на:
-станки общего назначения
-переносные для обработки
На радиально-сверлильных станках общего назначения заготовку закрепляют на фундаментной плите или
На радиально-сверлильных станках общего назначения заготовку закрепляют на фундаментной плите или
Рукав перемещается по колонне от механизма подъема и ходового винта. Шпиндельная
Рукав перемещается по колонне от механизма подъема и ходового винта. Шпиндельная

Многофункциональный сверлильный станок с ЧПУ
Многофункциональный сверлильный станок с ЧПУ

Сверлильные станки с блоком ЧПУ предназначены для автоматизации процесса формирования сквозных
Сверлильные станки с блоком ЧПУ предназначены для автоматизации процесса формирования сквозных

Наличие цифрового программного управления в оборудовании вносит коррективы в конструкцию и
Наличие цифрового программного управления в оборудовании вносит коррективы в конструкцию и

Главным отличием является подвижный рабочий стол. С помощью системы подач он
Главным отличием является подвижный рабочий стол. С помощью системы подач он

Конус Морзе, предложенный изобретателем Стивеном Морзе является наиболее применяемым способом крепления
Конус Морзе, предложенный изобретателем Стивеном Морзе является наиболее применяемым способом крепления

Конструкция шпинделей сверлильных, сверлильно-фрезерных, и некоторых типов других станков для надёжной
Конструкция шпинделей сверлильных, сверлильно-фрезерных, и некоторых типов других станков для надёжной
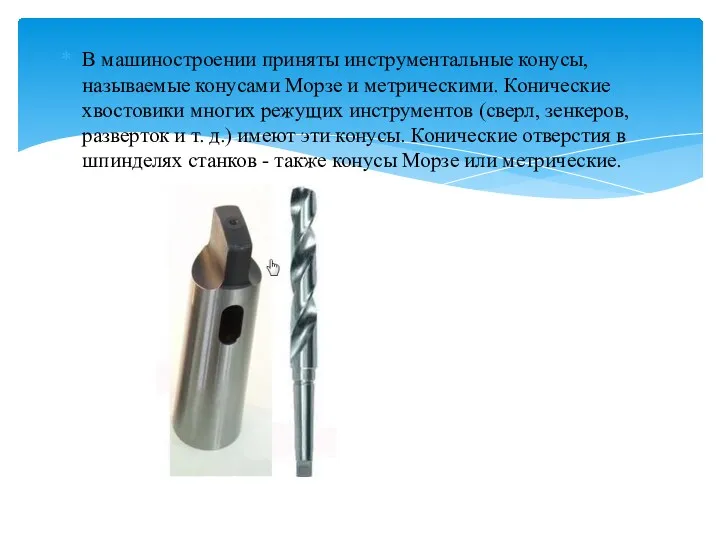
В машиностроении приняты инструментальные конусы, называемые конусами Морзе и метрическими. Конические
В машиностроении приняты инструментальные конусы, называемые конусами Морзе и метрическими. Конические

В наше время на каждом машиностроительном производстве помимо основного применяемого оборудования
В наше время на каждом машиностроительном производстве помимо основного применяемого оборудования

Машинные тиски получили широкое применение в производстве, они относятся к группе
Машинные тиски получили широкое применение в производстве, они относятся к группе
Тиски нужно расценивать как необходимый в производстве инструмент. На современных предприятиях
Тиски нужно расценивать как необходимый в производстве инструмент. На современных предприятиях
Выпускаемые в наше время современные тиски обладают рядом дополнительных возможностей и
Выпускаемые в наше время современные тиски обладают рядом дополнительных возможностей и
Так как от качества тисков зависит продуктивность и точность работы, основываясь
Так как от качества тисков зависит продуктивность и точность работы, основываясь
При всей своей простоте, этот инструмент может стать решающим для выполнения
При всей своей простоте, этот инструмент может стать решающим для выполнения
Существуют машинные тиски различного применения, и по общей конструкции их можно
Существуют машинные тиски различного применения, и по общей конструкции их можно
По конструкции механизма зажима тиски можно разделить на следующие:
винтовые (перемещение губок
По конструкции механизма зажима тиски можно разделить на следующие:
винтовые (перемещение губок

Сверлильный патрон – это элемент оснастки для сверлильного и токарного оборудования
Сверлильный патрон – это элемент оснастки для сверлильного и токарного оборудования

Варианты конструкции патронов
Существует три основных типа зажимных устройств:
Кулачковые с затяжкой ключом
Цанговые
Быстрозажимные
Варианты конструкции патронов
Существует три основных типа зажимных устройств:
Кулачковые с затяжкой ключом
Цанговые
Быстрозажимные

В цанговых патронах фиксация осуществляется путем попадания стопорных шариков в углубления
В цанговых патронах фиксация осуществляется путем попадания стопорных шариков в углубления

Кулачковый патрон сверлильный ГОСТ 8522 устанавливается на втулку шпинделя и обеспечивает
Кулачковый патрон сверлильный ГОСТ 8522 устанавливается на втулку шпинделя и обеспечивает

Важным преимуществом быстрозажимных и цанговых патронов является минимальное радиальное биение гарантирующее
Важным преимуществом быстрозажимных и цанговых патронов является минимальное радиальное биение гарантирующее
Современные сверлильные патроны для токарных станков выпускаются в широком ассортименте размеров,
Современные сверлильные патроны для токарных станков выпускаются в широком ассортименте размеров,

Для расширения диапазона диаметров используйте специальные переходные втулки с конусом Морзе
Для расширения диапазона диаметров используйте специальные переходные втулки с конусом Морзе
Техника безопасности при работе на сверлильном станке должна строго соблюдаться работником
Техника безопасности при работе на сверлильном станке должна строго соблюдаться работником
Работа начинается обычно с вводного инструктажа. Эти правила имеют идентичные требования
Работа начинается обычно с вводного инструктажа. Эти правила имеют идентичные требования
Вначале, прежде чем приступить к работе, работник обязан удостовериться в исправности
Вначале, прежде чем приступить к работе, работник обязан удостовериться в исправности
Запрещено начинать работать, не убедившись в исправной работе станка, для этого
Запрещено начинать работать, не убедившись в исправной работе станка, для этого
Требования имеют обязательный характер. Можно получить различные травмы рук, при неправильно
Требования имеют обязательный характер. Можно получить различные травмы рук, при неправильно
Чтобы избежать травм, обязательно выполняйте данные требования:
проверьте, надежно ли закреплена заготовка
Чтобы избежать травм, обязательно выполняйте данные требования:
проверьте, надежно ли закреплена заготовка

При возникновении аварийного случая требования сводятся к следующему:
незамедлительная остановка оборудования и
При возникновении аварийного случая требования сводятся к следующему:
незамедлительная остановка оборудования и
При возгорании оборудования незамедлительно:
позаботьтесь уведомить окружающих и мастера;
сообщить службе безопасности или
При возгорании оборудования незамедлительно:
позаботьтесь уведомить окружающих и мастера;
сообщить службе безопасности или
При возникновении несчастных случаев (даже по вине работников, не исполнившего меры
При возникновении несчастных случаев (даже по вине работников, не исполнившего меры

Когда закончите работу, не покидайте сразу свое рабочее место, обязательно помните:
отключайте
Когда закончите работу, не покидайте сразу свое рабочее место, обязательно помните:
отключайте
Выполняя эти требования (техника безопасной работы) на станке, по сути, свод
Выполняя эти требования (техника безопасной работы) на станке, по сути, свод
Помните:
нельзя приступать к работе, не убедившись в безопасности и не
Помните:
нельзя приступать к работе, не убедившись в безопасности и не
http://drill.by/index.pl?act=NEWSSHOW&id=2013060701
https://www.ronl.ru/referaty/promyshlennost-proizvodstvo/182605/
http://stanokgid.ru/universalnyj/sverlilnye-stanki-s-chpu.html
http://referat.niv.ru/view/referat-technique/206/205987.htm
http://stankiexpert.ru/stanki/sverlilnye/tehnika-bezopasnosti.html
Список использованных
источников
http://drill.by/index.pl?act=NEWSSHOW&id=2013060701
https://www.ronl.ru/referaty/promyshlennost-proizvodstvo/182605/
http://stanokgid.ru/universalnyj/sverlilnye-stanki-s-chpu.html
http://referat.niv.ru/view/referat-technique/206/205987.htm
http://stankiexpert.ru/stanki/sverlilnye/tehnika-bezopasnosti.html
Список использованных
источников
 Таинственные острова математики
Таинственные острова математики Портфолио учителя начальных классов Дудиной Е. А.
Портфолио учителя начальных классов Дудиной Е. А. Приемы и техники массажа. Движение
Приемы и техники массажа. Движение ГСНТИ как информационная система
ГСНТИ как информационная система Характеристика детей, имеющих общее недоразвитие речи.
Характеристика детей, имеющих общее недоразвитие речи. Наша школьная жизнь
Наша школьная жизнь Презентация к дистанционному уроку Типы химических реакций на примере свойств воды. 8 класс
Презентация к дистанционному уроку Типы химических реакций на примере свойств воды. 8 класс Одночлен. 7 класс
Одночлен. 7 класс Презентация Методы и приемы обучения по речевому направлению в ДОУ
Презентация Методы и приемы обучения по речевому направлению в ДОУ Семейный кодекс РФ
Семейный кодекс РФ Artificial Intelligence
Artificial Intelligence Хлебобулочные изделия
Хлебобулочные изделия Токарный станок по дереву. Технология точения конических, фасонных и внутренних поверхностей
Токарный станок по дереву. Технология точения конических, фасонных и внутренних поверхностей Прямоугольный параллелепипед
Прямоугольный параллелепипед Климактерический период в жизни женщины
Климактерический период в жизни женщины Дидактическая игра Волшебный экран
Дидактическая игра Волшебный экран Элементы налогообложения
Элементы налогообложения Структура газообразных, жидких и твердых тел. 5 класс
Структура газообразных, жидких и твердых тел. 5 класс Зонирование территории: типы и рыночный эффект. Лекция 4
Зонирование территории: типы и рыночный эффект. Лекция 4 Архангельская губерния в XIX веке. Освоение Арктики
Архангельская губерния в XIX веке. Освоение Арктики Исход евреев из Египта
Исход евреев из Египта Вирусы и бактериофаги. Неклеточные формы жизни
Вирусы и бактериофаги. Неклеточные формы жизни Визитная карточка МБДОУ № 23 г. Коврова Муниципальное дошкольное образовательное учреждение детский сад № 23 Радуга г. Коврова
Визитная карточка МБДОУ № 23 г. Коврова Муниципальное дошкольное образовательное учреждение детский сад № 23 Радуга г. Коврова Воскресная школа сегодня и завтра
Воскресная школа сегодня и завтра Инвестиция
Инвестиция Социальное государство
Социальное государство Архангельск в годы Великой отечественной войны
Архангельск в годы Великой отечественной войны Буква, строка, текст. Искусство шрифта. (8 класс)
Буква, строка, текст. Искусство шрифта. (8 класс)