- Метод изготовления слоистых и намотанных ПКМ

Содержание
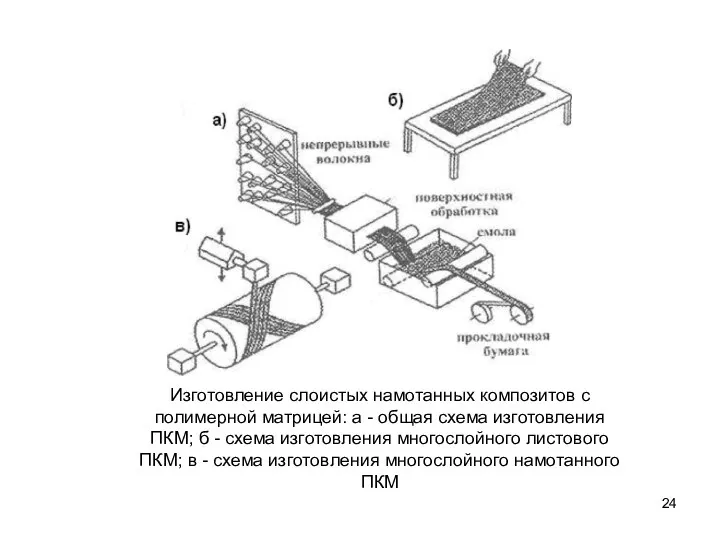
- 2. 4 Изготовление слоистых намотанных композитов с полимерной матрицей: а - общая схема изготовления ПКМ; б -
- 3. 25 В производстве слоистых ПКМ используются твердые и жидкие связующие. Приготовление связующего включает измельчение, отсев нужной
- 4. 26 После совмещения волокнистого наполнителя с полимерным связующим полученный материал (препрег) подвергают тепловой обработке для удаления
- 5. 27 Для получения требуемой ориентации волокнистого наполнителя в деталях, имеющих форму тел вращения, широко применяют метод
- 6. 28 ОБЛАСТИ ПРИМЕНЕНИЯ ПОЛИМЕРНЫХ КОМПОЗИТОВ Возможность существенного улучшения массовых характеристик изделий при замене легированных сталей, цветных
- 7. 29 ПКМ с углеродными волокнами (углепластики) широко применяют в авиации, ракетостроении, для усиления металла в комбинированных
- 8. 30 Сравнение свойств углепластиков со стандартными конструкционными материалами
- 9. 31 Применение боропластиков эффективно в элементах конструкций, определяющим критерием работоспособности которых являются высокие удельные значения прочности
- 10. 32 Низкая плотность, высокие прочность, жесткость, влагостойкость, химическая стойкость, диэлектрические и теплофизические свойства органопластиков определили их
- 12. Скачать презентацию
4
Изготовление слоистых намотанных композитов с полимерной матрицей: а - общая схема
4
Изготовление слоистых намотанных композитов с полимерной матрицей: а - общая схема
25
В производстве слоистых ПКМ используются твердые и жидкие связующие. Приготовление связующего
25
В производстве слоистых ПКМ используются твердые и жидкие связующие. Приготовление связующего
26
После совмещения волокнистого наполнителя с полимерным связующим полученный материал (препрег) подвергают
26
После совмещения волокнистого наполнителя с полимерным связующим полученный материал (препрег) подвергают
27
Для получения требуемой ориентации волокнистого наполнителя в деталях, имеющих форму тел
27
Для получения требуемой ориентации волокнистого наполнителя в деталях, имеющих форму тел
28
ОБЛАСТИ ПРИМЕНЕНИЯ ПОЛИМЕРНЫХ КОМПОЗИТОВ
Возможность существенного улучшения массовых характеристик изделий при замене
28
ОБЛАСТИ ПРИМЕНЕНИЯ ПОЛИМЕРНЫХ КОМПОЗИТОВ
Возможность существенного улучшения массовых характеристик изделий при замене
29
ПКМ с углеродными волокнами (углепластики) широко применяют в авиации, ракетостроении, для
29
ПКМ с углеродными волокнами (углепластики) широко применяют в авиации, ракетостроении, для

30
Сравнение свойств углепластиков со стандартными конструкционными материалами
30
Сравнение свойств углепластиков со стандартными конструкционными материалами
31
Применение боропластиков эффективно в элементах конструкций, определяющим критерием работоспособности которых являются
31
Применение боропластиков эффективно в элементах конструкций, определяющим критерием работоспособности которых являются
32
Низкая плотность, высокие прочность, жесткость, влагостойкость, химическая стойкость, диэлектрические и теплофизические
32
Низкая плотность, высокие прочность, жесткость, влагостойкость, химическая стойкость, диэлектрические и теплофизические
 Розв’язування задач за рівняннями реакцій з використанням розчинів із певною масовою часткою розчиненої речовини. Урок 13-14
Розв’язування задач за рівняннями реакцій з використанням розчинів із певною масовою часткою розчиненої речовини. Урок 13-14 Магия кристаллов
Магия кристаллов Пластмаси. Види пластмас. (11 клас)
Пластмаси. Види пластмас. (11 клас) Процессы и технологическая схема производства сегодня. АО Газпромнефть-ОНПЗ
Процессы и технологическая схема производства сегодня. АО Газпромнефть-ОНПЗ Производство полимеров
Производство полимеров Массасы 4,2 г көміртек (IV) оксиді сумен әрекеттескенде қанша грамм көмір қышқылы (Н2СО3) түзілетінін есепте
Массасы 4,2 г көміртек (IV) оксиді сумен әрекеттескенде қанша грамм көмір қышқылы (Н2СО3) түзілетінін есепте Геохимия гидротермального процесса
Геохимия гидротермального процесса Защита металлоконструкций от коррозии
Защита металлоконструкций от коррозии Химия металлов: влияние металлов на организм человека
Химия металлов: влияние металлов на организм человека Типы химических реакций
Типы химических реакций Органическая химия
Органическая химия Химия титанорганических соединений
Химия титанорганических соединений Соли и их свойства
Соли и их свойства Соединения серы
Соединения серы Химическая связь
Химическая связь Нанотехнологии в школьном образовании. Семинар учителей химии
Нанотехнологии в школьном образовании. Семинар учителей химии Генетическая связь между классами веществ
Генетическая связь между классами веществ Беломорская соль, проектная работа
Беломорская соль, проектная работа Химические свойства спиртов
Химические свойства спиртов Моделирование, как метод научного исследования. Ограниченный метод Хартри-Фока
Моделирование, как метод научного исследования. Ограниченный метод Хартри-Фока Арилалкиламины, гидроксифенилалкиламины и их производные
Арилалкиламины, гидроксифенилалкиламины и их производные Значение органической химии в жизни человека
Значение органической химии в жизни человека Классификация химических реакций
Классификация химических реакций Полезные геологические химические соединения. Получение меди из малахита
Полезные геологические химические соединения. Получение меди из малахита Механическая смесь и растворы
Механическая смесь и растворы Общая характеристика реакций органических соединений. Кислотные и основные свойства органических соединений
Общая характеристика реакций органических соединений. Кислотные и основные свойства органических соединений Применение солей
Применение солей Распределение электронов в атомах. 8 класс
Распределение электронов в атомах. 8 класс