- Органический полимер полиэфирэфиркетон (PEEK). Использование PEEK в 3D-печати

Содержание
- 2. История Органический полимер полиэфирэфиркетон (PEEK) – инженерный термопласт из семейства полиарилэфиркетонов (PAEK), обладающий превосходной механической и
- 3. Характеристики PEEK – термопласт, то есть материал, который может неоднократно подвергаться плавлению и отвердеванию без потери
- 4. Достоинства и недостатки Главные достоинства PEEK – прекрасные механические свойства, устойчивость к высоким температурам, био-инертность, устойчивость
- 5. Меры предосторожности при работе Филаменты на базе PEEK имеют самое низкое выделение каких-либо веществ среди прочих
- 6. Использование PEEK в 3D-печати Для чего нельзя использовать термопласт PEEK? На этот вопрос становится все труднее
- 7. Для 3D-печати PEEK необходимо наличие в принтере платформы с подогревом минимум до 100 °C и закрытой
- 8. Удаление структур поддержки Несмотря на прекрасные механические характеристики пластика PEEK, в некоторых моделях для устойчивости конструкции
- 9. Плохое прилипание первого слоя Иногда, из-за недостаточной адгезии, происходит отлипание первых слоев от платформы печати и
- 10. Примеры напечатанных изделий
- 11. Примеры напечатанных изделий
- 12. Примеры напечатанных изделий
- 13. Прототип смешивающей колонки, принтер Indmatec P 155 Прототип колонки многоканального микширования, напечатанный из PEEK с использованием
- 14. Химический реактор, напечатанный на 3D-принтере с применением PEEK Группа ученых из Института органической химии Тюбингенского университета,
- 15. Группа ученых из Европейского космического агентства, отделение в Нордвейк, Нидерланды, Итальянского межвузовского консорциума по материаловедению и
- 16. Поверхность материала. Магнитные свойства деталей, напечатанных по технологии Fused Filament Fabrication (FFF), подтвердили возможность использования такой
- 17. Aim3d ExAM 255 Немецкая компания Aim3D с 2017 года выпускает уникальные принтеры, способные печатать совершенно различными
- 18. Intamsys FUNMAT HT Этот принтер имеет множество удобных конструктивных особенностей для 3D-печати с использованием инженерных материалов,
- 19. IEMAI Magic HT Pro Профессиональный 3D-принтер MAGIC-HT-PRO – устройство, разработанное молодым китайским производителем, активно выходящим на
- 20. Omni3D Factory 2.0 Большая камера печати и низкая цена – лишь часть достоинств Factory 2.0. Винтовой
- 22. Скачать презентацию
История
Органический полимер полиэфирэфиркетон (PEEK) – инженерный термопласт из семейства полиарилэфиркетонов (PAEK),
История
Органический полимер полиэфирэфиркетон (PEEK) – инженерный термопласт из семейства полиарилэфиркетонов (PAEK),
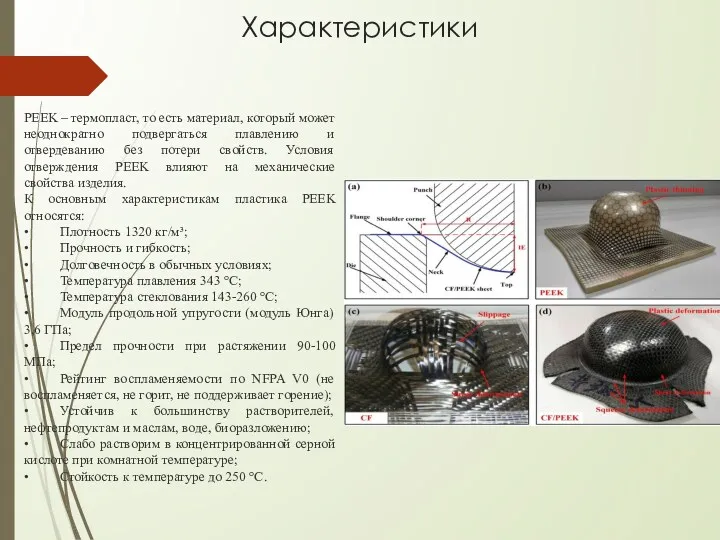
Характеристики
PEEK – термопласт, то есть материал, который может неоднократно подвергаться
Характеристики
PEEK – термопласт, то есть материал, который может неоднократно подвергаться

Достоинства и недостатки
Главные достоинства PEEK – прекрасные механические свойства, устойчивость к
Достоинства и недостатки
Главные достоинства PEEK – прекрасные механические свойства, устойчивость к

Меры предосторожности при работе
Филаменты на базе PEEK имеют самое низкое
Меры предосторожности при работе
Филаменты на базе PEEK имеют самое низкое
Использование PEEK в 3D-печати
Для чего нельзя использовать термопласт PEEK? На этот
Использование PEEK в 3D-печати
Для чего нельзя использовать термопласт PEEK? На этот
Для 3D-печати PEEK необходимо наличие в принтере платформы с подогревом минимум
Для 3D-печати PEEK необходимо наличие в принтере платформы с подогревом минимум
Удаление структур поддержки
Несмотря на прекрасные механические характеристики пластика PEEK, в некоторых
Удаление структур поддержки
Несмотря на прекрасные механические характеристики пластика PEEK, в некоторых

Плохое прилипание первого слоя
Иногда, из-за недостаточной адгезии, происходит отлипание первых слоев
Плохое прилипание первого слоя
Иногда, из-за недостаточной адгезии, происходит отлипание первых слоев

Примеры напечатанных изделий
Примеры напечатанных изделий

Примеры напечатанных изделий
Примеры напечатанных изделий

Примеры напечатанных изделий
Примеры напечатанных изделий
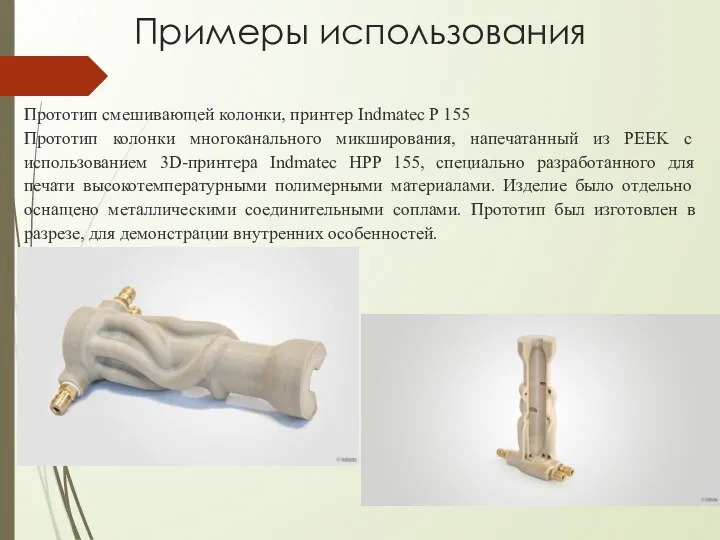
Прототип смешивающей колонки, принтер Indmatec P 155
Прототип колонки многоканального микширования, напечатанный
Прототип смешивающей колонки, принтер Indmatec P 155
Прототип колонки многоканального микширования, напечатанный

Химический реактор, напечатанный на 3D-принтере с применением PEEK
Группа ученых из Института
Химический реактор, напечатанный на 3D-принтере с применением PEEK
Группа ученых из Института
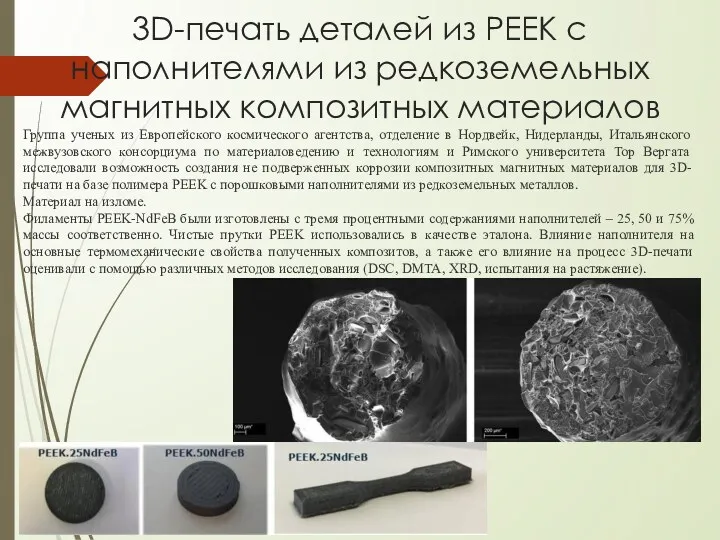
Группа ученых из Европейского космического агентства, отделение в Нордвейк, Нидерланды, Итальянского
Группа ученых из Европейского космического агентства, отделение в Нордвейк, Нидерланды, Итальянского
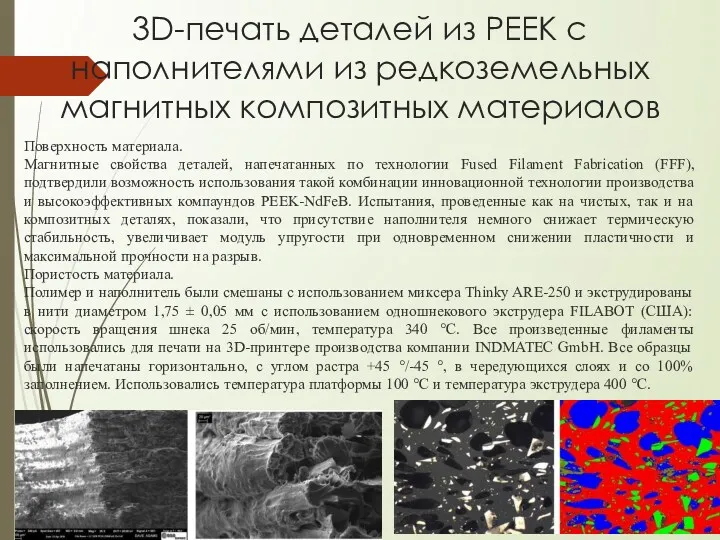
Поверхность материала.
Магнитные свойства деталей, напечатанных по технологии Fused Filament Fabrication
Поверхность материала.
Магнитные свойства деталей, напечатанных по технологии Fused Filament Fabrication
Aim3d ExAM 255
Немецкая компания Aim3D с 2017 года выпускает уникальные принтеры,
Aim3d ExAM 255
Немецкая компания Aim3D с 2017 года выпускает уникальные принтеры,
Intamsys FUNMAT HT
Этот принтер имеет множество удобных конструктивных особенностей для 3D-печати
Intamsys FUNMAT HT
Этот принтер имеет множество удобных конструктивных особенностей для 3D-печати
IEMAI Magic HT Pro
Профессиональный 3D-принтер MAGIC-HT-PRO – устройство, разработанное молодым китайским
IEMAI Magic HT Pro
Профессиональный 3D-принтер MAGIC-HT-PRO – устройство, разработанное молодым китайским
Omni3D Factory 2.0
Большая камера печати и низкая цена – лишь часть
Omni3D Factory 2.0
Большая камера печати и низкая цена – лишь часть
 Полимеры. Основные понятия
Полимеры. Основные понятия Химия и современный быт человека
Химия и современный быт человека Аммиак. 9 класс
Аммиак. 9 класс Алканы: метан, пропан, этан, бутан
Алканы: метан, пропан, этан, бутан Значение периодического закона
Значение периодического закона Періодична система хімічних елементів
Періодична система хімічних елементів Дәріс тақырыбы: Кіріспе. Аналитикалық химия пәні. Сапалық талдау әдістері
Дәріс тақырыбы: Кіріспе. Аналитикалық химия пәні. Сапалық талдау әдістері Каменный уголь. Физические и химические свойства
Каменный уголь. Физические и химические свойства Изомерия. (11 класс)
Изомерия. (11 класс) драгоценные и поделочные
драгоценные и поделочные Получение галогенов. Биологическое значение и применение галогенов и их соединений
Получение галогенов. Биологическое значение и применение галогенов и их соединений Почему мыло пенится
Почему мыло пенится Физическая химия. Химическая термодинамика
Физическая химия. Химическая термодинамика Состав краски
Состав краски Титриметриялық анализ. Жіктелуі. Қышқылдықнегіздік титрлеу. Алкалиметрия және ацидометрия. Реакцияларға қойылатын талаптар
Титриметриялық анализ. Жіктелуі. Қышқылдықнегіздік титрлеу. Алкалиметрия және ацидометрия. Реакцияларға қойылатын талаптар Классификация полимеров
Классификация полимеров Вода
Вода Оксид серы (VI). Серная кислота
Оксид серы (VI). Серная кислота Изделия из металлов
Изделия из металлов Этот многоликий цинк
Этот многоликий цинк Решение задач по теме: «Электролиз»
Решение задач по теме: «Электролиз» Общие проблемы определения низких концентраций
Общие проблемы определения низких концентраций Свойства простых веществ в свете ОВР
Свойства простых веществ в свете ОВР Различные теории кислот и оснований
Различные теории кислот и оснований Азотсодержащие соединения
Азотсодержащие соединения Железо. Fe (лат. Феррум)
Железо. Fe (лат. Феррум) Кремний және оның қосылыстары
Кремний және оның қосылыстары Озон. Значение Озона
Озон. Значение Озона