- Состав краски

Содержание
- 2. Краска состоит из: Связующий элемент Цветной пигмент Наполнитель Растворитель Добавки
- 3. Гидрокарбоны Состав краски краски Связующий элемент Пигменты Растворитель Добавки Натур. Резина Высыхающее масло Угольн. смола Нитроцеллюлоза
- 4. Что такое связующий элемент ? Связующий элемент это жидкая среда или раствор, который формирует пленку во
- 5. Свойства краски зависят от связующего элемента. Указывает на тип краски Связывает пигменты и наполнители в сухой
- 6. Большие молекулы обеспечивают: a) Хорошую механическую устойчивость b) Хорошую химическую устойчивость Связующий элемент физического высыхания: Большой
- 7. Связующие элементы распределяются в зависимости от: Процесс высыхания Механизм кристаллизации Главные группы связующих элементов
- 8. Высыхание окислением Физическое высыхание Химическое высыхание высыхание под действием инфракрасных/ультрафиолето-вых лучей Различные типы высыхания
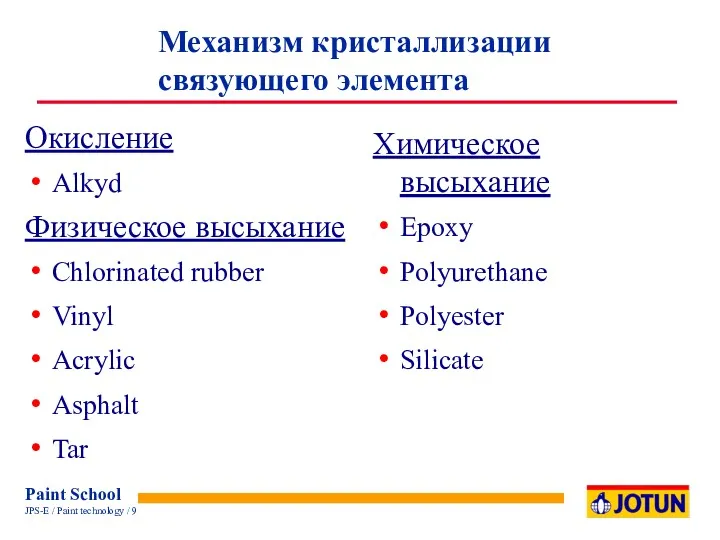
- 9. Окисление Alkyd Физическое высыхание Chlorinated rubber Vinyl Acrylic Asphalt Tar Химическое высыхание Epoxy Polyurethane Polyester Silicate
- 10. Проникновение кислорода Начало реакции: Полимерные молекулы соединяются в химические связи Кристаллизация окислением Испарение растворителя
- 11. Испарене растворителя Полимерные молекулы образовали пленку (не химическая связь) Физическое высыхание. Краски на основе растворителя Полимерные
- 12. Физическое высыхание Краски на водной основе = Дисперстные “капли” Испарение воды “Капли” группируются Оболочка “капель” тает,
- 13. = Полимер = Связывающий эл-т (отвердитель) Испарение растворителя Кристаллизация 2-компонентных красок Молекулы полимера и отвердителя вступают
- 14. Винил Хлор каучук Эпокси Полиуретан Уретан алкид Алкид Кипяченое льняное масло Сырое льняное масло Толерантность к
- 15. Сталь Эпокси мастики толерантны к поверхности и имеют высокую структуру Сталь Обычные краски Малая укрывистость Плохая
- 16. Антикоррозионные пигменты: Красный свинец Цинк Хромат цинка Фосфат Цинка Пигментный наполнитель Тальк Сульфат бария Доломит Пигменты,
- 17. ПКК: Пигмент - Количество - Концентрация Определение Количество пигмента относительно количества не испарившегося вещества (сухой остаток)
- 18. Глянцевость краски зависит от ПКК (Пигмент - Количество - Концентрация ) Цветной пигмент Связ. Эл-т Наполнитель
- 19. Растворяет связующий эл-т Понижает вязкость Дает возможность нанесения кистью, валиком, безвоздушным распылением Растворители / Разбавители
- 20. Вода White Spirit Ксилен Толуол Кетон Гликоль Спирты Химически активные растворители Растворители / Разбавители, Пример
- 21. Гидрокарбоны (состоит из водорода и углевода) Ароматический: Ксилол Толуол Бензол 3-метилбензол Обычно используемые растворители Алифатический :
- 22. Спирты : Этиловый спирт, Пропиловый спирт, Изо-пропиловый спирт, Бутиловый спирт Эфиры : Этил-ацетат, Бутил-ацетат Эфирные спирты
- 23. Растворитель или разжижитель Чистый или смешанный Полностью растворяет связующий эл-т (образует раствор) Чистый или смешанный Не
- 24. Разбавитель Чистый или смешанный Используются при уменьшении вязкости Обычно смесь растворителя и разжижителя
- 25. Добавления разбавителя Время испарения разбавителя будет влиять на качество краски: Время высыхания Свойства пленкообразования Качество пленки
- 26. Смачивающий агент Против пенообразования Против осадки Против образования корки Против прогибания Катализатор Поглотитель ультрафиолета и т.д.
- 27. Защита Барьерный эффект Ингибиторный эффект Гальванический эффект Для защиты от коррозии с использованием красок существуют три
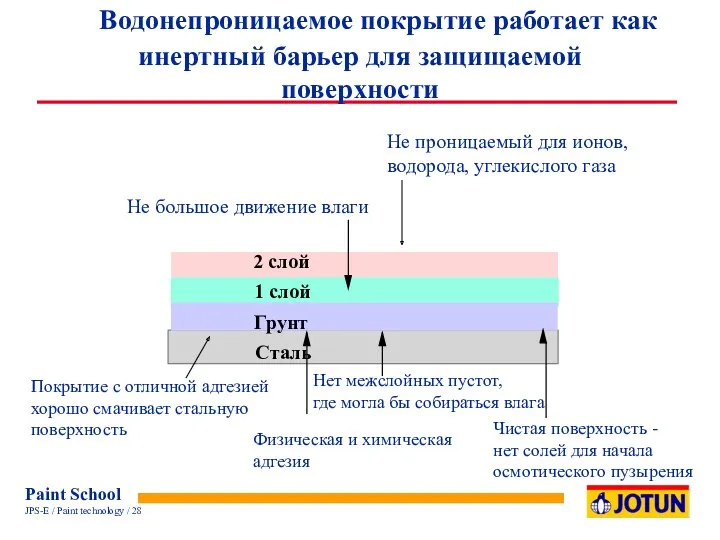
- 28. Грунт Сталь 1 слой 2 слой Не проницаемый для ионов, водорода, углекислого газа Не большое движение
- 29. Зачем в некоторые краски добавляют алюминиевые или стеклянные чешуйки ? Вода Краска со стеклянными или алюминиевыми
- 30. Через 2 и 1 слои влага проникает и достигает “задерживающего” грунта, в котором активизируются химически активные
- 31. Неогранический цинк наполненный грунт 2 огранический верхний слой Хорошая межслойная адгезия предотвращает дальнейшее разрушение покрытия Влага
- 32. Грунты Грунты универсальны для всех систем защиты против коррозии. Наиболее важными является следующие свойства грунтов: 1.
- 33. Промежуточный или связующий слой Основная цель промежуточного слоя обеспечить: 1. Толщину всего покрытия. 2. Сильную химическую
- 34. Верхний слой Верхний слой должен отвечать следующим требованиям: 1. Обеспечивать надежную защиту всему покрытию. 2. Образовывать
- 35. Какую толщину должны иметь системы защиты от коррозии ? Решающий фактор - окружающая среда: Для сухого
- 36. Сталь Влага проникает через покрытие с отличной адгезией Проникновение влаги
- 37. Проникновение влаги в области с плохой адгезией. Трехслойная система 3. Испаряющаяся влага поднимает покрытие с плохой
- 38. Тип покрытия Тестовая Гр/кв.м/24 часа толщина Epoxy Polyamide 125 µm 1.71 Amine Catalysed Epoxy 125 µm
- 39. Поглощение воды
- 40. Что влияет на процесс высыхания ? Относительная влажность, % R.H. Вентиляция Температура Толщина пленки Количество слоев
- 41. Температура поверхности должна быть минимум на 3 °C выше точки росы Климатические требование при проведении работ
- 42. высыхание связующего элемента окислением Связующий элемент поглощает водород из воздуха, это необходимо для начала процесса соединения
- 43. Процесс высыхания алкидов
- 44. Vinyl Vinyl tar Epoxy Epoxy tar Epoxy mastic Acrylic Zinc Ethyl Silicate Polyurethane Polyester Краски в
- 45. Компонент А: Эпоксидная резина Растворители Пигменты Связующий эл-т Добавки + Компонент B: Отвердитель Растворитель Химическая реакция
- 46. Полиамиды: Стандартная эпоксидная краска Амины и Аминовые добавки: Краски не содержащие растворитель Покрытия с повышенной химической
- 47. Расслоения (Слабая Адгезия) Внешний вид Ухудшение адгезии: Межслойные расслоения Расслоения: Между грунтом и подкладкой Причина Грунт
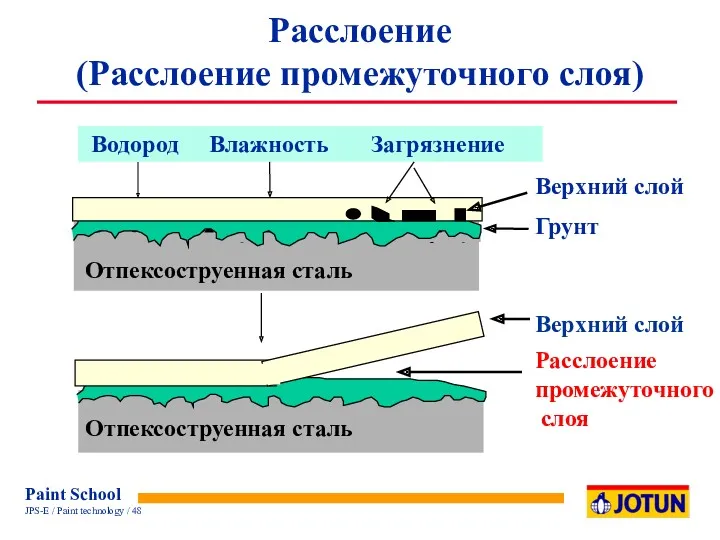
- 48. Отпексоструенная сталь Грунт Отпексоструенная сталь Верхний слой Водород Влажность Загрязнение Верхний слой Расслоение (Расслоение промежуточного слоя)
- 49. Меление Пыль на верхнем слое Понижение глянцевости Пигменты и связывающий эл-т проявились на поверхности краски, из-за
- 50. Отпескоструен-ная сталь Меление Эпокси верхний слой Грунт Солнечный свет Меление
- 51. Выцветание и Белесоватость Внешний вид Поверхность выглядит белесой Причина Конденсат на холодной стали при высокой влажности
- 52. Отпотевание, выцветание под действием аминов Внешний вид Липкая и отпотевшая краска, часто с белыми пятнами Причина
- 53. Выцветание Грунт Отпескоструенная сталь Мокрая краска Высокая относительная влажность, конденсат, дождевые капли Пигментация Выцветание / Розовый
- 54. Игольчатые отверстия Внешний вид Игольчатые отверстия Причина Небольшие поры, наличие дефектов в покрытии Пропуски из-за не
- 55. Грунт Отпескоструен-ная сталь Сухой верхний слой Поры Проникновение грязи Поры
- 56. Поры Внешний вид Маленькие дырочки в одном или более слоях, в некоторых случаях до поверхности, как
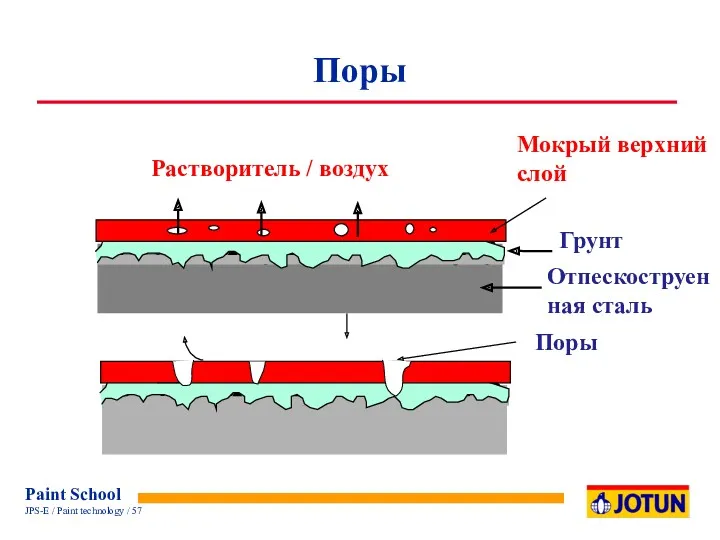
- 57. Поры Грунт Отпескоструенная сталь Мокрый верхний слой Растворитель / воздух Поры
- 58. “Глаза рыбы”(Fisheyes) Внешний вид Пятна краски не имеющие адгезионных связей с поверхностью из-за оставшихся на ней
- 59. Испарение растворителя Силикон, масло Глаза рыбы (Fisheyes) Мокрый верхний слой Грунт Отпескост-руенная сталь «Глаз рыбы»
- 60. Морщины Внешний вид Появление морщин на части или всей поверхности Причина Нанесен слишком толстый слой. Не
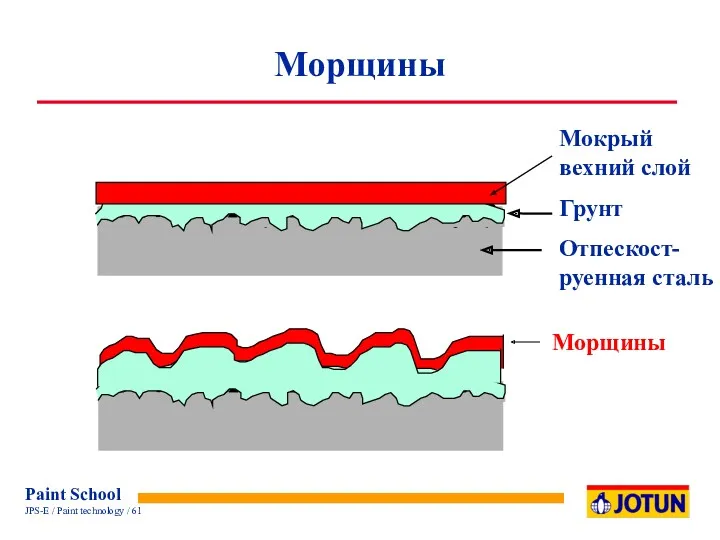
- 61. Морщины Мокрый вехний слой Грунт Отпескост-руенная сталь Морщины
- 62. Вспучивание Внешний вид Не большие морщины по всему покрытию Причина Размягчение и поднятие верхним слоем нижнего
- 63. Поднятие Мокрый верхний слой Грунт Отпескост-руенная сталь Морщины Поднятие
- 64. Растрескивания Внешний вид Растрескивание происходит во время высыхания краски Впечатление засохшей и треснувшей грязи Причина Обычно
- 65. Грунт Сталь после абразивоструйной очистки Растрескивания
- 66. Сухое распыление Поверхность пористая как наждачная бумага Не качественная краска Распылительное сопло слишком далеко от поверхности
- 67. пыль высохшей краски Грунт Сталь после абразиво-струйной очистки Сухое распыление
- 68. Пигментация Частичное изменение цвета верхнего слоя Цвета передающий пигмент разбавляется испаряющимся растворителем второго слоя Нерастворимый цветной
- 69. Пигментация Белый верхний слой Содержащий смолу грунт Отпескоструен- ная сталь Изменение цвета (Пигментация)
- 70. Апельсиновая корка (Orange Peel) Поверхность краски с большой шероховатостью, как апельсиновая корка Недостаточная сила распыления (Слишком
- 71. Апельсиновая корка (Orange Peel) Вид сверху Мокрый верхний слой Грунт Отпескоструенная сталь
- 72. Подтёки Внешний вид Подтеки краски «свисающие занавески» на вертикальной поверхности Причина Слишком большая величина мокрой пленки
- 73. Прогибы и подтёки
- 74. Кратеры/ Трещены Растворитель или воздух пытаются испарится через верхний слой, который практически кристаллизовался, остаются маленькие пузырьки/кратеры
- 75. Не полное испарение растворителя Плохая техника нанесения Выделение через поры (смола,масло,отвердитель...). Соль на поверхности Притяжение воды
- 76. Остатки растворителя в % для различных толщин сухой пленки Остатки растворителя в % (вес)
- 77. Мертвый объем Увеличивает расход краски Гладкая (полированная) стальная поверхность Ровная защитная пленка Неровная стальная поверхность Краска
- 78. Что такое химическая устойчивость? “Свойство защитного покрытия сохранять свою структуру неизменной под воздействием химических активных веществ”
- 79. Почему химикаты агрессивны к покрытиям ? Основными факторами являются: Размер молекул: Проникновение (Метанол, вода) Растворители для
- 80. Молекулярный размер и Химическая устойчивость Маленькие молекулы- C3 и меньше легкое проникновение в покрытие и обратно
- 81. Температура окр. среды влияет на: “время жизни” вязкость Температуру стали Температура стали будет влиять: время кристаллизации
- 82. Характеристики агрессивных химикатов Коррозийными свойствами Провоцируют поднятие краски Имеют высокую температуру Химически активны (кислоты, щелочи) Травление
- 84. Скачать презентацию
Краска состоит из:
Связующий элемент
Цветной пигмент
Наполнитель
Растворитель
Добавки
Краска состоит из:
Связующий элемент
Цветной пигмент
Наполнитель
Растворитель
Добавки

Гидрокарбоны
Состав краски
краски
Связующий
элемент
Пигменты
Растворитель
Добавки
Натур. Резина
Высыхающее масло
Угольн. смола
Нитроцеллюлоза
Синт. Резина
Alkyd
CR
Epoxy
Polyester
Polyurethane
Silicate
Vinyl
Цветовой
Наполнитель
Против оседания
Смачивающий агент
Ингибитор
Пластификатор
Сушильные
Катодная защита
Биоксиды
Кетон
Вода
Спирт
Эфиры
Диэтилэфир
Гидрокарбоны
Состав краски
краски
Связующий
элемент
Пигменты
Растворитель
Добавки
Натур. Резина
Высыхающее масло
Угольн. смола
Нитроцеллюлоза
Синт. Резина
Alkyd
CR
Epoxy
Polyester
Polyurethane
Silicate
Vinyl
Цветовой
Наполнитель
Против оседания
Смачивающий агент
Ингибитор
Пластификатор
Сушильные
Катодная защита
Биоксиды
Кетон
Вода
Спирт
Эфиры
Диэтилэфир
Что такое связующий элемент ?
Связующий элемент это жидкая среда или раствор,
Что такое связующий элемент ?
Связующий элемент это жидкая среда или раствор,
Свойства краски зависят от связующего элемента.
Указывает на тип краски
Связывает пигменты и
Свойства краски зависят от связующего элемента.
Указывает на тип краски
Связывает пигменты и
Большие молекулы обеспечивают:
a) Хорошую механическую устойчивость
b) Хорошую химическую устойчивость
Связующий элемент физического высыхания:
Большой
Большие молекулы обеспечивают:
a) Хорошую механическую устойчивость
b) Хорошую химическую устойчивость
Связующий элемент физического высыхания:
Большой
Связующие элементы распределяются в зависимости от:
Процесс высыхания
Механизм кристаллизации
Главные группы связующих элементов
Связующие элементы распределяются в зависимости от:
Процесс высыхания
Механизм кристаллизации
Главные группы связующих элементов
Высыхание окислением
Физическое высыхание
Химическое высыхание
высыхание под действием инфракрасных/ультрафиолето-вых
Физическое высыхание
Химическое высыхание
высыхание под действием инфракрасных/ультрафиолето-вых
Окисление
Alkyd
Физическое высыхание
Chlorinated rubber
Vinyl
Acrylic
Asphalt
Tar
Химическое высыхание
Epoxy
Polyurethane
Polyester
Silicate
Механизм кристаллизации
связующего элемента
Окисление
Alkyd
Физическое высыхание
Chlorinated rubber
Vinyl
Acrylic
Asphalt
Tar
Химическое высыхание
Epoxy
Polyurethane
Polyester
Silicate
Механизм кристаллизации
связующего элемента
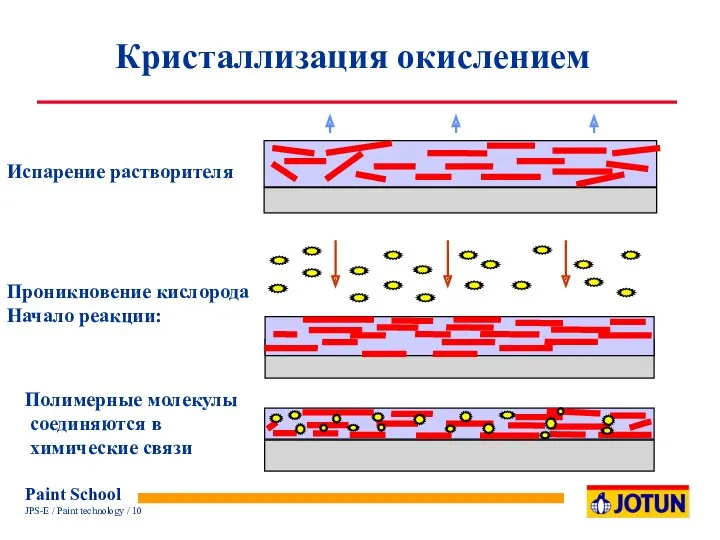
Проникновение кислорода
Начало реакции:
Полимерные молекулы
соединяются в
химические связи
Кристаллизация окислением
Испарение растворителя
Проникновение кислорода
Начало реакции:
Полимерные молекулы
соединяются в
химические связи
Кристаллизация окислением
Испарение растворителя
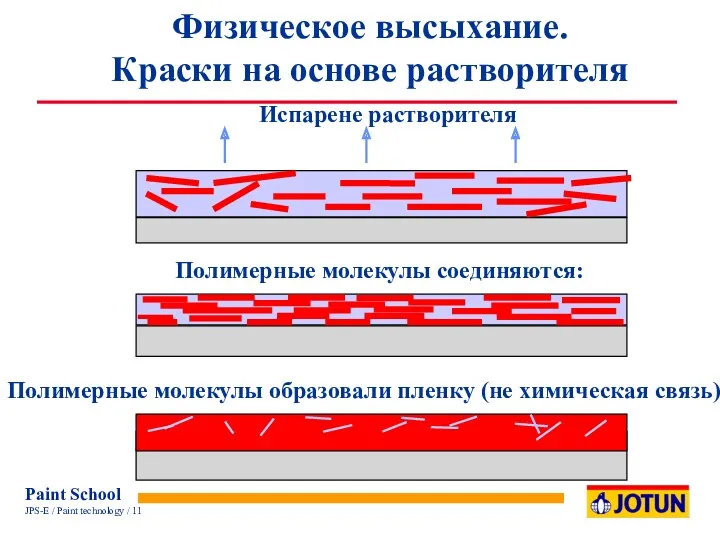
Испарене растворителя
Полимерные молекулы образовали пленку (не химическая связь)
Физическое высыхание.
Краски на основе
Испарене растворителя
Полимерные молекулы образовали пленку (не химическая связь)
Физическое высыхание.
Краски на основе

Физическое высыхание
Краски на водной основе
= Дисперстные “капли”
Испарение воды
“Капли” группируются
Оболочка “капель” тает,
Физическое высыхание
Краски на водной основе
= Дисперстные “капли”
Испарение воды
“Капли” группируются
Оболочка “капель” тает,

= Полимер
= Связывающий эл-т (отвердитель)
Испарение растворителя
Кристаллизация 2-компонентных красок
Молекулы полимера и отвердителя
= Полимер
= Связывающий эл-т (отвердитель)
Испарение растворителя
Кристаллизация 2-компонентных красок
Молекулы полимера и отвердителя

Винил
Хлор каучук
Эпокси
Полиуретан
Уретан алкид
Алкид
Кипяченое льняное масло
Сырое льняное масло
Толерантность к поверхности зависит от
Винил
Хлор каучук
Эпокси
Полиуретан
Уретан алкид
Алкид
Кипяченое льняное масло
Сырое льняное масло
Толерантность к поверхности зависит от

Сталь
Эпокси мастики толерантны к поверхности и имеют высокую структуру
Сталь
Обычные краски
Малая
Сталь
Эпокси мастики толерантны к поверхности и имеют высокую структуру
Сталь
Обычные краски
Малая
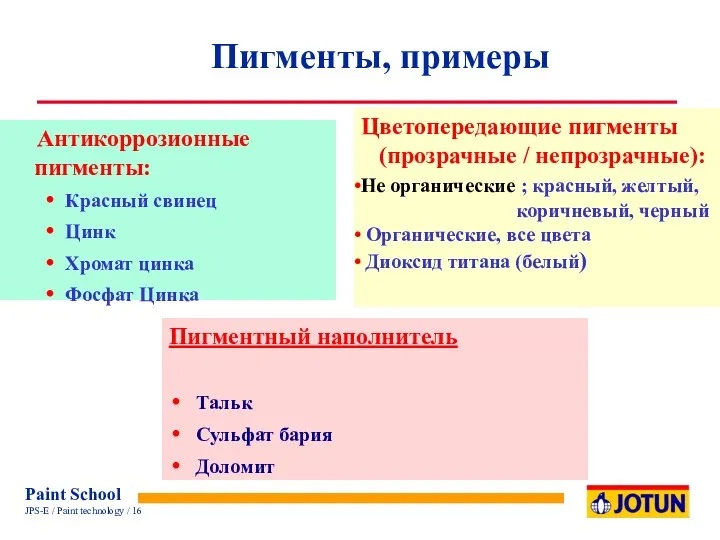
Антикоррозионные пигменты:
Красный свинец
Цинк
Хромат цинка
Фосфат Цинка
Пигментный наполнитель
Тальк
Сульфат бария
Доломит
Пигменты, примеры
Цветопередающие пигменты
Антикоррозионные пигменты:
Красный свинец
Цинк
Хромат цинка
Фосфат Цинка
Пигментный наполнитель
Тальк
Сульфат бария
Доломит
Пигменты, примеры
Цветопередающие пигменты
ПКК: Пигмент - Количество - Концентрация
Определение
Количество пигмента относительно
количества не испарившегося
ПКК: Пигмент - Количество - Концентрация
Определение
Количество пигмента относительно
количества не испарившегося

Глянцевость краски зависит от ПКК (Пигмент - Количество - Концентрация )
Цветной
Глянцевость краски зависит от ПКК (Пигмент - Количество - Концентрация )
Цветной
Растворяет связующий эл-т
Понижает вязкость
Дает возможность нанесения кистью, валиком, безвоздушным распылением
Растворители
Понижает вязкость
Дает возможность нанесения кистью, валиком, безвоздушным распылением
Растворители
Вода
White Spirit
Ксилен
Толуол
Кетон
Гликоль
Спирты
Химически активные растворители
Растворители / Разбавители,
Пример
Вода
White Spirit
Ксилен
Толуол
Кетон
Гликоль
Спирты
Химически активные растворители
Растворители / Разбавители,
Пример
Гидрокарбоны
(состоит из водорода и углевода)
Ароматический:
Ксилол
Толуол
Бензол
3-метилбензол
Обычно используемые растворители
Алифатический :
White Spirit
керосин
Гидрокарбоны
(состоит из водорода и углевода)
Ароматический:
Ксилол
Толуол
Бензол
3-метилбензол
Обычно используемые растворители
Алифатический :
White Spirit
керосин
Спирты : Этиловый спирт, Пропиловый спирт,
Изо-пропиловый спирт, Бутиловый спирт
Эфиры : Этил-ацетат, Бутил-ацетат
Эфирные спирты
Спирты : Этиловый спирт, Пропиловый спирт,
Изо-пропиловый спирт, Бутиловый спирт
Эфиры : Этил-ацетат, Бутил-ацетат
Эфирные спирты
Растворитель или разжижитель
Чистый или смешанный
Полностью растворяет связующий эл-т (образует раствор)
Чистый или
Растворитель или разжижитель
Чистый или смешанный
Полностью растворяет связующий эл-т (образует раствор)
Чистый или
Разбавитель
Чистый или смешанный
Используются при уменьшении вязкости
Обычно смесь растворителя и разжижителя
Разбавитель
Чистый или смешанный
Используются при уменьшении вязкости
Обычно смесь растворителя и разжижителя
Добавления разбавителя
Время испарения разбавителя будет влиять на качество краски:
Время высыхания
Свойства пленкообразования
Качество
Добавления разбавителя
Время испарения разбавителя будет влиять на качество краски:
Время высыхания
Свойства пленкообразования
Качество
Смачивающий агент
Против пенообразования
Против осадки
Против образования корки
Против прогибания
Катализатор
Поглотитель ультрафиолета
и т.д.
Добавки
Смачивающий агент
Против пенообразования
Против осадки
Против образования корки
Против прогибания
Катализатор
Поглотитель ультрафиолета
и т.д.
Добавки
Защита
Барьерный эффект
Ингибиторный эффект
Гальванический эффект
Для защиты от коррозии с использованием красок существуют
Защита
Барьерный эффект
Ингибиторный эффект
Гальванический эффект
Для защиты от коррозии с использованием красок существуют
Грунт
Сталь
1 слой
2 слой
Не проницаемый для ионов,
водорода, углекислого газа
Не большое
Грунт
Сталь
1 слой
2 слой
Не проницаемый для ионов,
водорода, углекислого газа
Не большое
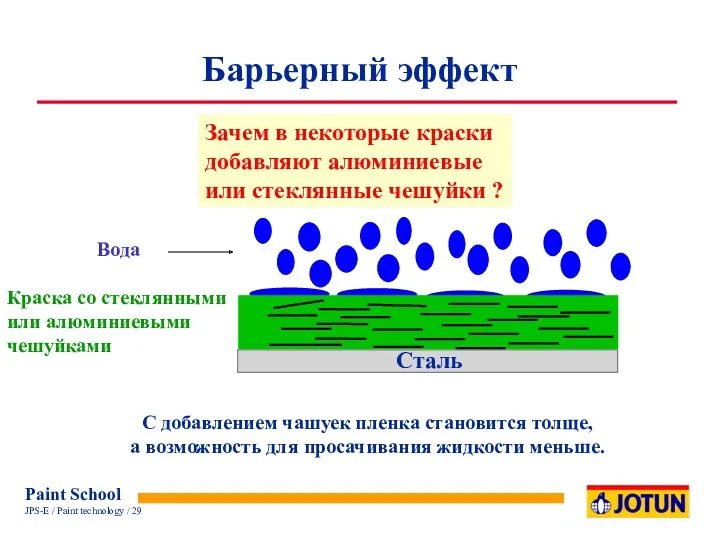
Зачем в некоторые краски
добавляют алюминиевые
или стеклянные чешуйки ?
Вода
Краска
Зачем в некоторые краски
добавляют алюминиевые
или стеклянные чешуйки ?
Вода
Краска

Через 2 и 1 слои влага проникает и достигает “задерживающего” грунта,
Через 2 и 1 слои влага проникает и достигает “задерживающего” грунта,

Неогранический цинк наполненный грунт
2 огранический верхний слой
Хорошая межслойная адгезия
Неогранический цинк наполненный грунт
2 огранический верхний слой
Хорошая межслойная адгезия
Грунты
Грунты универсальны для всех систем защиты против коррозии. Наиболее важными является
Грунты
Грунты универсальны для всех систем защиты против коррозии. Наиболее важными является
Промежуточный или связующий слой
Основная цель промежуточного слоя обеспечить:
1. Толщину всего покрытия.
2. Сильную химическую
Промежуточный или связующий слой
Основная цель промежуточного слоя обеспечить:
1. Толщину всего покрытия.
2. Сильную химическую
Верхний слой
Верхний слой должен отвечать следующим требованиям:
1. Обеспечивать надежную защиту всему покрытию.
2. Образовывать
Верхний слой
Верхний слой должен отвечать следующим требованиям:
1. Обеспечивать надежную защиту всему покрытию.
2. Образовывать
Какую толщину должны иметь системы защиты от коррозии ?
Решающий фактор -
Какую толщину должны иметь системы защиты от коррозии ?
Решающий фактор -
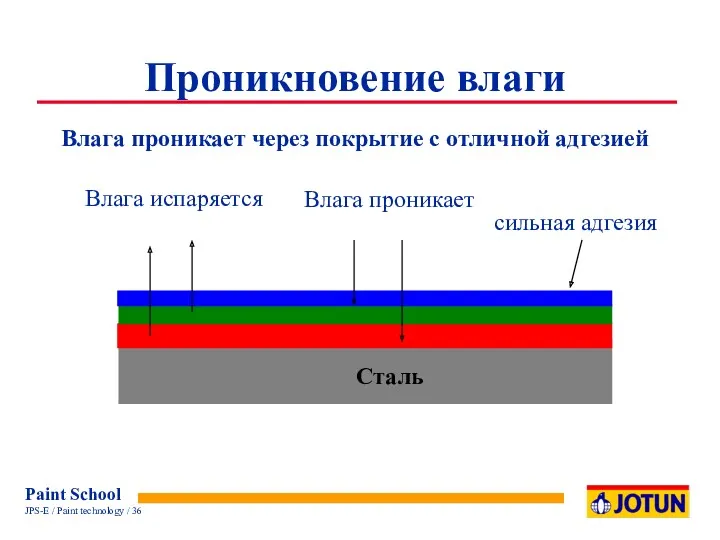
Сталь
Влага проникает через покрытие с отличной адгезией
Проникновение влаги
Сталь
Влага проникает через покрытие с отличной адгезией
Проникновение влаги
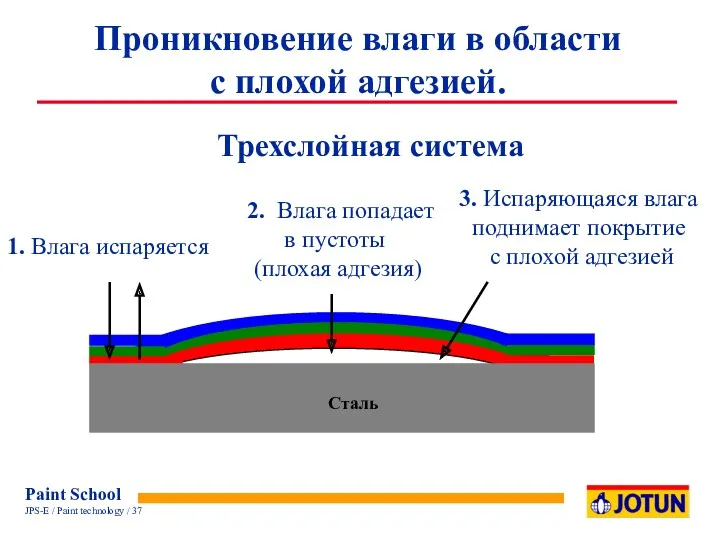
Проникновение влаги в области
с плохой адгезией.
Трехслойная система
3.
Проникновение влаги в области
с плохой адгезией.
Трехслойная система
3.
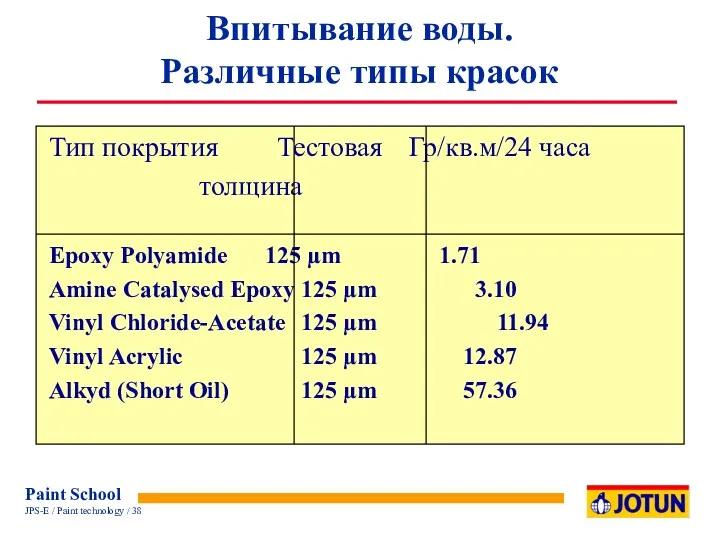
Тип покрытия Тестовая Гр/кв.м/24 часа
толщина
Epoxy Polyamide 125 µm 1.71
Amine Catalysed Epoxy 125
Тип покрытия Тестовая Гр/кв.м/24 часа
толщина
Epoxy Polyamide 125 µm 1.71
Amine Catalysed Epoxy 125
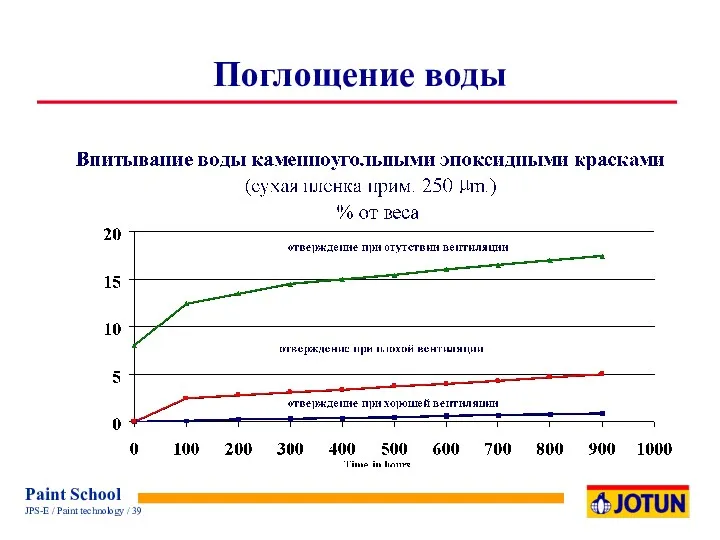
Поглощение воды
Поглощение воды
Что влияет на процесс высыхания ?
Относительная влажность, % R.H.
Что влияет на процесс высыхания ?
Относительная влажность, % R.H.
Температура поверхности должна быть минимум
на 3 °C выше точки росы
Температура поверхности должна быть минимум
на 3 °C выше точки росы
высыхание связующего элемента окислением
Связующий элемент поглощает водород из воздуха,
это
высыхание связующего элемента окислением
Связующий элемент поглощает водород из воздуха,
это

Процесс высыхания алкидов
Процесс высыхания алкидов

Vinyl
Vinyl tar
Epoxy
Epoxy tar
Epoxy mastic
Acrylic
Zinc Ethyl Silicate
Polyurethane
Polyester
Краски в которых связующий эл-т имеет
Vinyl
Vinyl tar
Epoxy
Epoxy tar
Epoxy mastic
Acrylic
Zinc Ethyl Silicate
Polyurethane
Polyester
Краски в которых связующий эл-т имеет

Компонент А:
Эпоксидная резина
Растворители
Пигменты
Связующий эл-т
Добавки
+
Компонент B:
Отвердитель
Растворитель
Химическая реакция
Испарение растворителя
Результат
Нерастворимая
цепь
3-размерности
Эпоксидные краски
Компонент А:
Эпоксидная резина
Растворители
Пигменты
Связующий эл-т
Добавки
+
Компонент B:
Отвердитель
Растворитель
Химическая реакция
Испарение растворителя
Результат
Нерастворимая
цепь
3-размерности
Эпоксидные краски
Полиамиды:
Стандартная эпоксидная краска
Амины и Аминовые добавки:
Краски
Полиамиды:
Стандартная эпоксидная краска
Амины и Аминовые добавки:
Краски
Расслоения
(Слабая Адгезия)
Внешний вид
Ухудшение адгезии:
Межслойные расслоения
Расслоения: Между грунтом и подкладкой
Расслоения
(Слабая Адгезия)
Внешний вид
Ухудшение адгезии:
Межслойные расслоения
Расслоения: Между грунтом и подкладкой
Отпексоструенная сталь
Грунт
Отпексоструенная сталь
Верхний слой
Водород Влажность Загрязнение
Верхний слой
Расслоение
(Расслоение промежуточного слоя)
Расслоение
промежуточного
Грунт
Отпексоструенная сталь
Верхний слой
Водород Влажность Загрязнение
Верхний слой
Расслоение
(Расслоение промежуточного слоя)
Расслоение
промежуточного
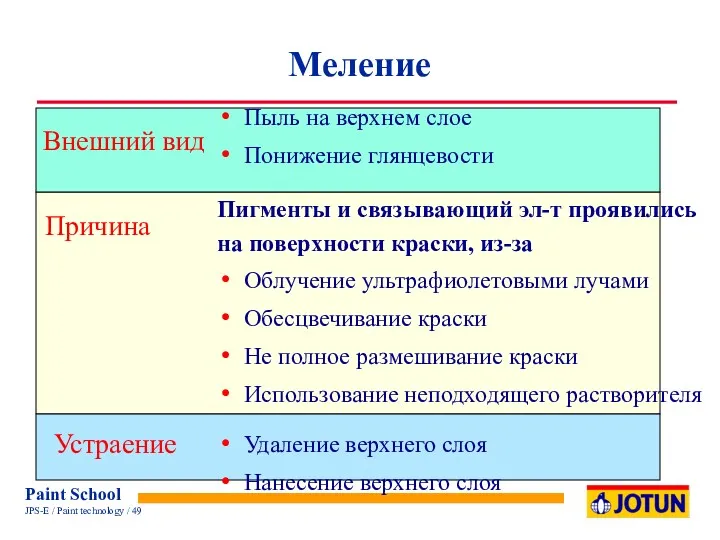
Меление
Пыль на верхнем слое
Понижение глянцевости
Пигменты и связывающий эл-т проявились
на поверхности краски,
Меление
Пыль на верхнем слое
Понижение глянцевости
Пигменты и связывающий эл-т проявились
на поверхности краски,
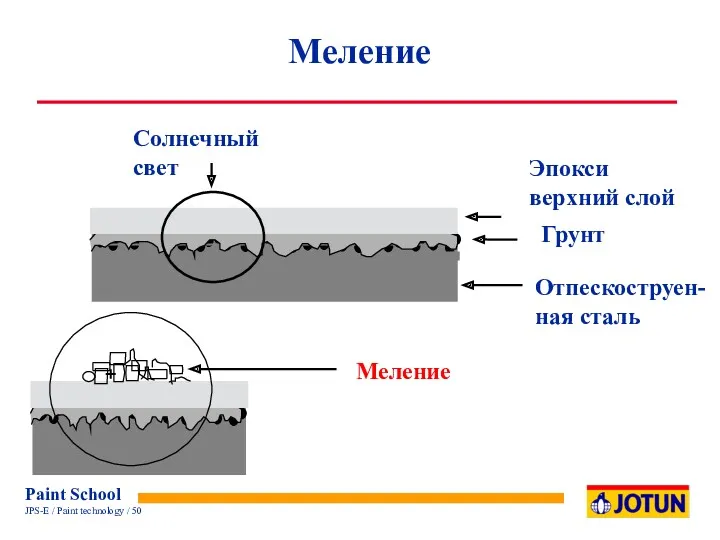
Отпескоструен-ная сталь
Меление
Эпокси верхний слой
Грунт
Солнечный свет
Меление
Отпескоструен-ная сталь
Меление
Эпокси верхний слой
Грунт
Солнечный свет
Меление
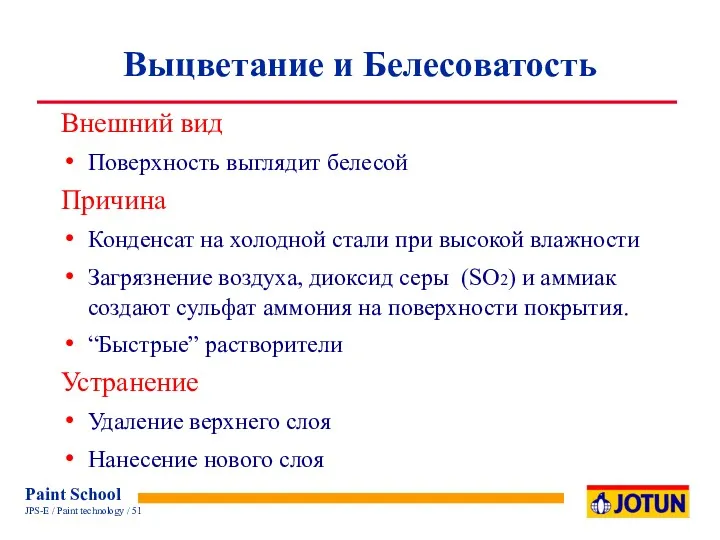
Выцветание и Белесоватость
Внешний вид
Поверхность выглядит белесой
Причина
Конденсат на холодной стали при
Выцветание и Белесоватость
Внешний вид
Поверхность выглядит белесой
Причина
Конденсат на холодной стали при

Отпотевание, выцветание под действием аминов
Внешний вид
Липкая и отпотевшая краска, часто с
Отпотевание, выцветание под действием аминов
Внешний вид
Липкая и отпотевшая краска, часто с
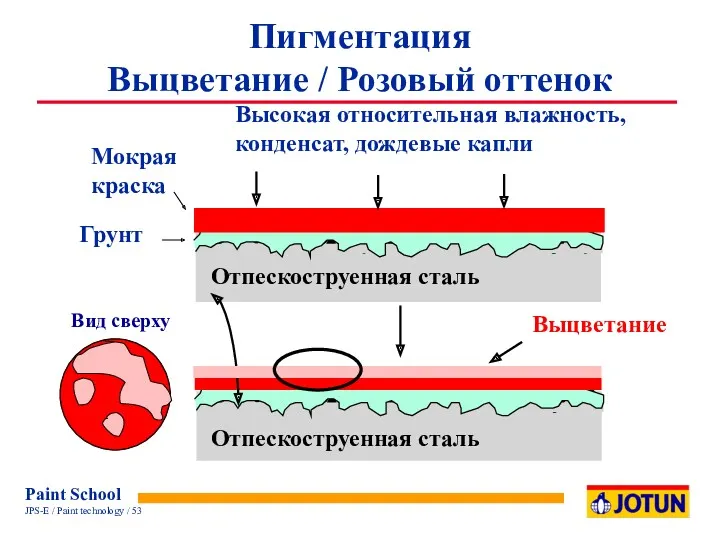
Выцветание
Грунт
Отпескоструенная сталь
Мокрая краска
Высокая относительная влажность, конденсат, дождевые капли
Пигментация
Выцветание / Розовый
Выцветание
Грунт
Отпескоструенная сталь
Мокрая краска
Высокая относительная влажность, конденсат, дождевые капли
Пигментация
Выцветание / Розовый
Игольчатые отверстия
Внешний вид
Игольчатые отверстия
Причина
Небольшие поры, наличие дефектов в покрытии
Пропуски из-за
Игольчатые отверстия
Внешний вид
Игольчатые отверстия
Причина
Небольшие поры, наличие дефектов в покрытии
Пропуски из-за
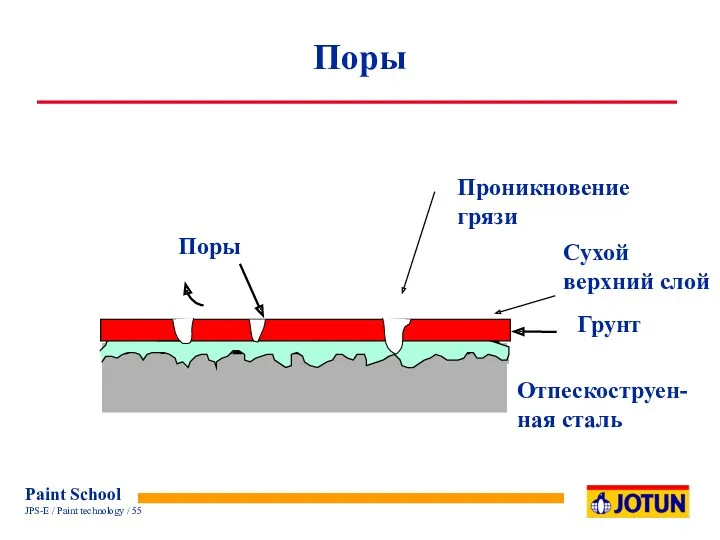
Грунт
Отпескоструен-ная сталь
Сухой верхний слой
Поры
Проникновение грязи
Поры
Грунт
Отпескоструен-ная сталь
Сухой верхний слой
Поры
Проникновение грязи
Поры
Поры
Внешний вид
Маленькие дырочки в одном или более слоях, в некоторых случаях
Поры
Внешний вид
Маленькие дырочки в одном или более слоях, в некоторых случаях
Поры
Грунт
Отпескоструенная сталь
Мокрый верхний слой
Растворитель / воздух
Поры
Поры
Грунт
Отпескоструенная сталь
Мокрый верхний слой
Растворитель / воздух
Поры
“Глаза рыбы”(Fisheyes)
Внешний вид
Пятна краски не имеющие адгезионных связей с поверхностью из-за
“Глаза рыбы”(Fisheyes)
Внешний вид
Пятна краски не имеющие адгезионных связей с поверхностью из-за
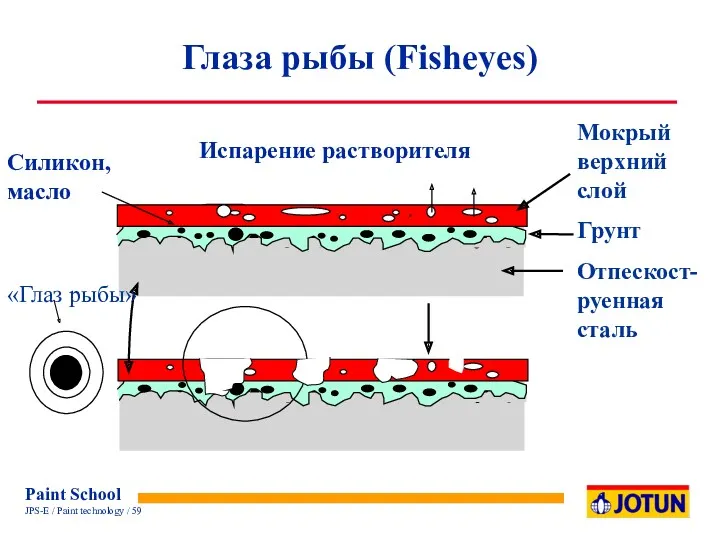
Испарение растворителя
Силикон, масло
Глаза рыбы (Fisheyes)
Мокрый верхний слой
Грунт
Отпескост-руенная сталь
«Глаз рыбы»
Испарение растворителя
Силикон, масло
Глаза рыбы (Fisheyes)
Мокрый верхний слой
Грунт
Отпескост-руенная сталь
«Глаз рыбы»
Морщины
Внешний вид
Появление морщин на части или всей поверхности
Причина
Нанесен слишком толстый
Морщины
Внешний вид
Появление морщин на части или всей поверхности
Причина
Нанесен слишком толстый
Морщины
Мокрый вехний слой
Грунт
Отпескост-руенная сталь
Морщины
Морщины
Мокрый вехний слой
Грунт
Отпескост-руенная сталь
Морщины
Вспучивание
Внешний вид
Не большие морщины по всему покрытию
Причина
Размягчение и поднятие верхним слоем
Вспучивание
Внешний вид
Не большие морщины по всему покрытию
Причина
Размягчение и поднятие верхним слоем
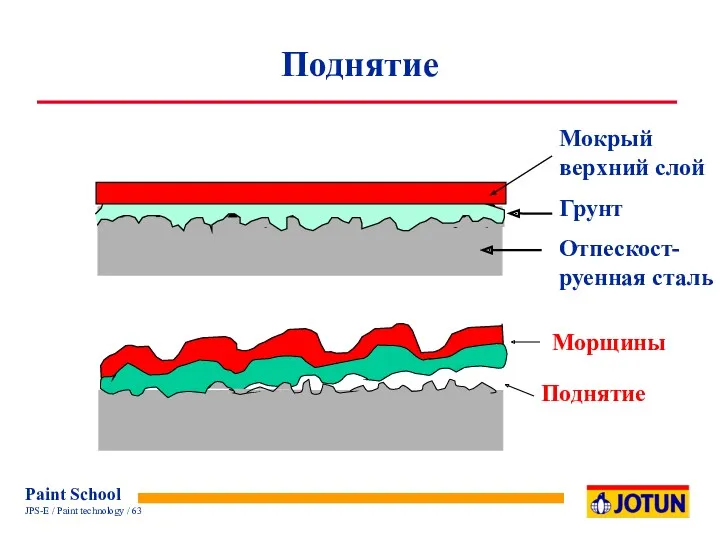
Поднятие
Мокрый верхний слой
Грунт
Отпескост-руенная сталь
Морщины
Поднятие
Поднятие
Мокрый верхний слой
Грунт
Отпескост-руенная сталь
Морщины
Поднятие
Растрескивания
Внешний вид
Растрескивание происходит во время высыхания краски
Впечатление засохшей и треснувшей грязи
Причина
Обычно
Растрескивания
Внешний вид
Растрескивание происходит во время высыхания краски
Впечатление засохшей и треснувшей грязи
Причина
Обычно
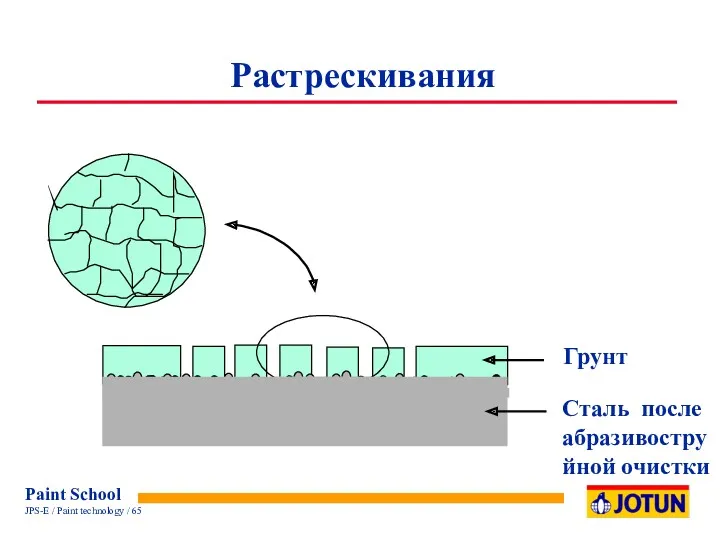
Грунт
Сталь после абразивоструйной очистки
Растрескивания
Грунт
Сталь после абразивоструйной очистки
Растрескивания
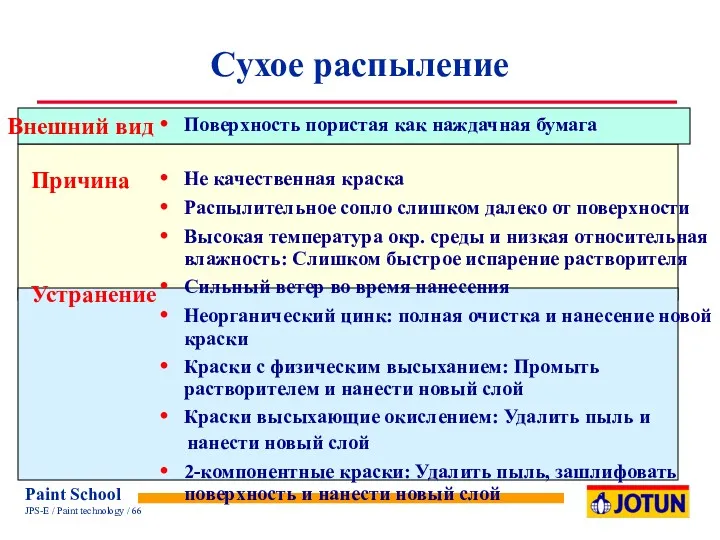
Сухое распыление
Поверхность пористая как наждачная бумага
Не качественная краска
Распылительное сопло слишком далеко
Сухое распыление
Поверхность пористая как наждачная бумага
Не качественная краска
Распылительное сопло слишком далеко
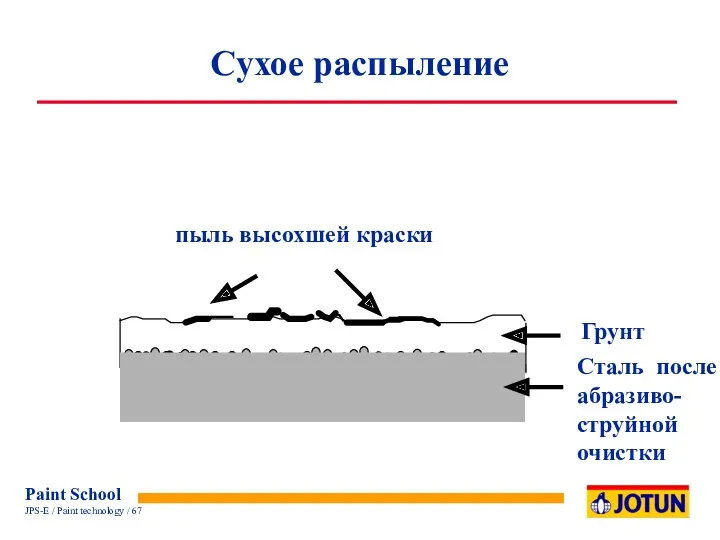
пыль высохшей краски
Грунт
Сталь после абразиво-струйной очистки
Сухое распыление
пыль высохшей краски
Грунт
Сталь после абразиво-струйной очистки
Сухое распыление
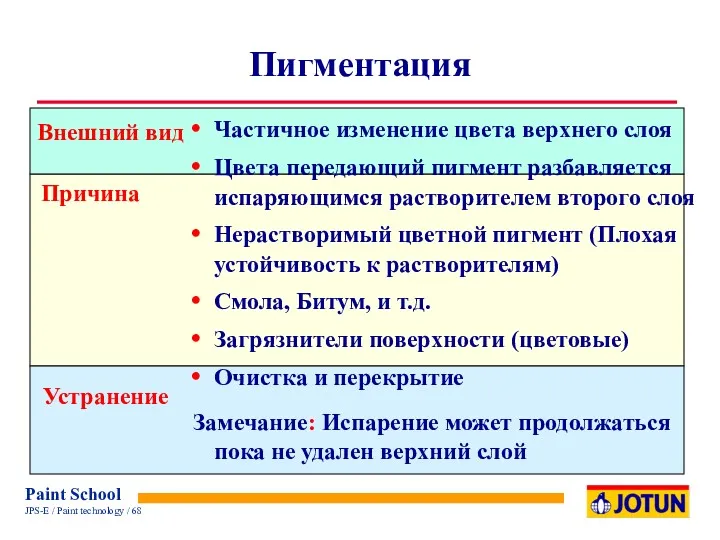
Пигментация
Частичное изменение цвета верхнего слоя
Цвета передающий пигмент разбавляется испаряющимся растворителем второго
Пигментация
Частичное изменение цвета верхнего слоя
Цвета передающий пигмент разбавляется испаряющимся растворителем второго
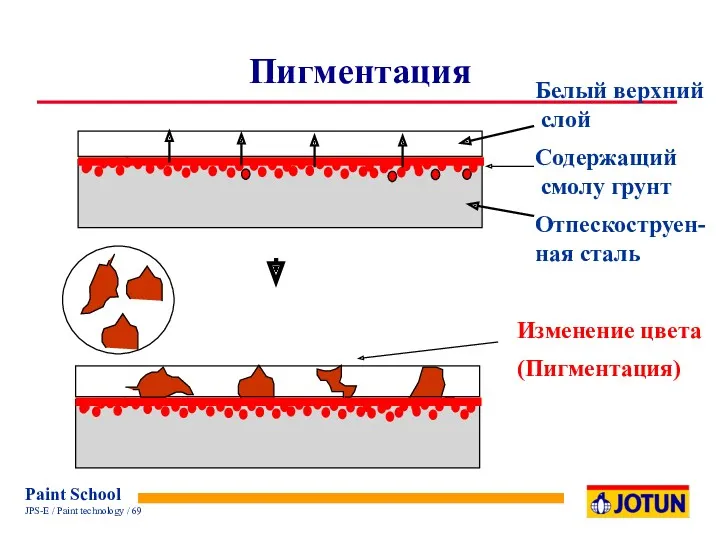
Пигментация
Белый верхний
слой
Содержащий
смолу грунт
Отпескоструен-
ная сталь
Изменение цвета
(Пигментация)
Пигментация
Белый верхний
слой
Содержащий
смолу грунт
Отпескоструен-
ная сталь
Изменение цвета
(Пигментация)
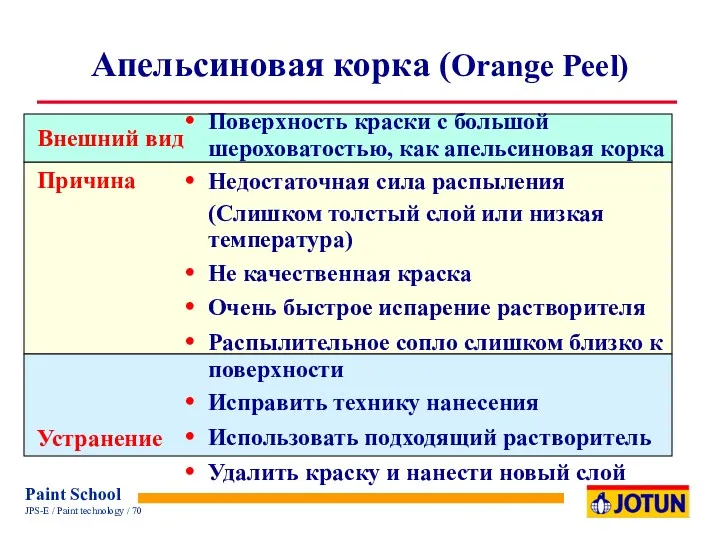
Апельсиновая корка (Orange Peel)
Поверхность краски с большой шероховатостью, как апельсиновая корка
Недостаточная
Апельсиновая корка (Orange Peel)
Поверхность краски с большой шероховатостью, как апельсиновая корка
Недостаточная
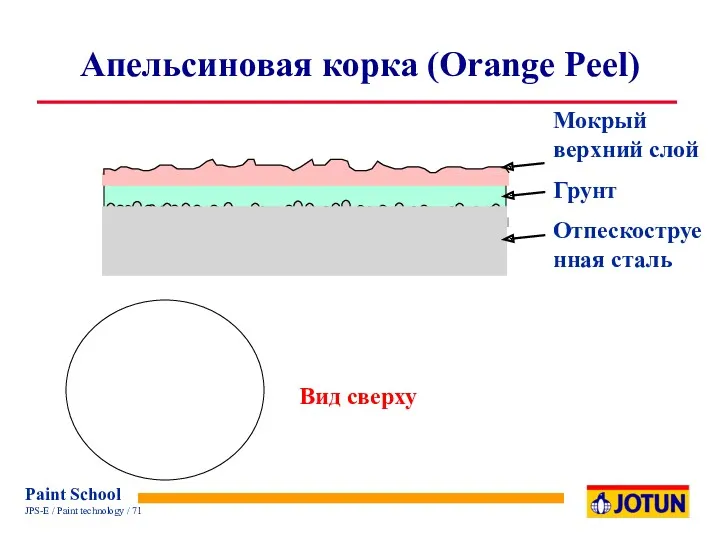
Апельсиновая корка (Orange Peel)
Вид сверху
Мокрый верхний слой
Грунт
Отпескоструенная сталь
Апельсиновая корка (Orange Peel)
Вид сверху
Мокрый верхний слой
Грунт
Отпескоструенная сталь
Подтёки
Внешний вид
Подтеки краски «свисающие занавески» на вертикальной поверхности
Причина
Слишком большая величина мокрой
Подтёки
Внешний вид
Подтеки краски «свисающие занавески» на вертикальной поверхности
Причина
Слишком большая величина мокрой

Прогибы и подтёки
Прогибы и подтёки
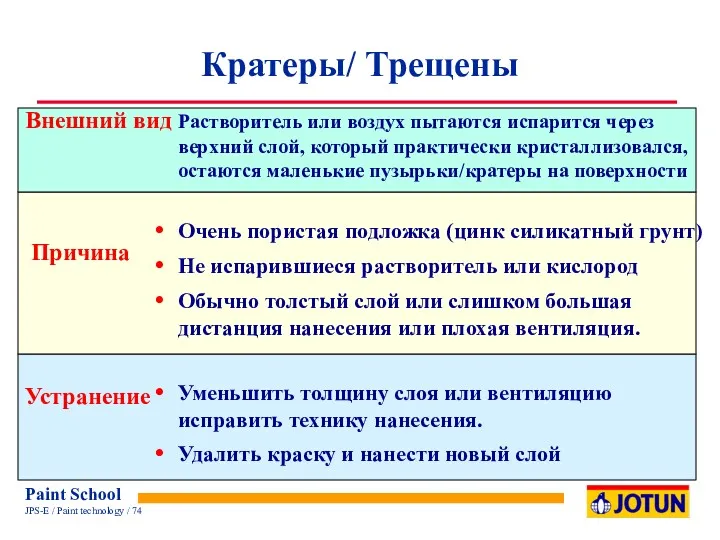
Кратеры/ Трещены
Растворитель или воздух пытаются испарится через верхний слой, который практически
Кратеры/ Трещены
Растворитель или воздух пытаются испарится через верхний слой, который практически

Не полное испарение
растворителя
Плохая техника
нанесения
Выделение через поры
(смола,масло,отвердитель...).
Соль на
поверхности
Притяжение воды
остатками
растворителя
Остаются
пустоты
Не полное испарение
растворителя
Плохая техника
нанесения
Выделение через поры
(смола,масло,отвердитель...).
Соль на
поверхности
Притяжение воды
остатками
растворителя
Остаются
пустоты

Остатки растворителя в % для
различных толщин сухой пленки
Остатки растворителя
в
Остатки растворителя в % для
различных толщин сухой пленки
Остатки растворителя
в
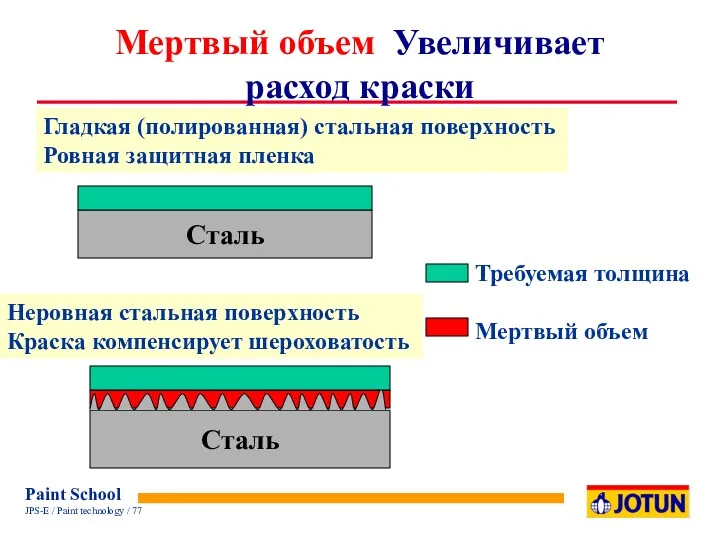
Мертвый объем Увеличивает расход краски
Гладкая (полированная) стальная поверхность
Ровная защитная пленка
Неровная стальная
Мертвый объем Увеличивает расход краски
Гладкая (полированная) стальная поверхность
Ровная защитная пленка
Неровная стальная
Что такое химическая устойчивость?
“Свойство защитного покрытия сохранять свою структуру неизменной под
Что такое химическая устойчивость?
“Свойство защитного покрытия сохранять свою структуру неизменной под
Почему химикаты агрессивны к покрытиям ?
Основными факторами являются:
Размер молекул: Проникновение
(Метанол, вода)
Растворители
Почему химикаты агрессивны к покрытиям ?
Основными факторами являются:
Размер молекул: Проникновение
(Метанол, вода)
Растворители
Молекулярный размер и Химическая устойчивость
Маленькие молекулы- C3 и меньше
легкое проникновение в
Молекулярный размер и Химическая устойчивость
Маленькие молекулы- C3 и меньше
легкое проникновение в
Температура окр. среды влияет на:
“время жизни”
вязкость
Температуру стали
Температура стали будет влиять:
время кристаллизации
свойства
Температура окр. среды влияет на:
“время жизни”
вязкость
Температуру стали
Температура стали будет влиять:
время кристаллизации
свойства
Характеристики агрессивных химикатов
Коррозийными свойствами
Провоцируют поднятие краски
Имеют высокую температуру
Химически активны (кислоты, щелочи)
Травление
Агрессивные
Характеристики агрессивных химикатов
Коррозийными свойствами
Провоцируют поднятие краски
Имеют высокую температуру
Химически активны (кислоты, щелочи)
Травление
Агрессивные
 Электролиз
Электролиз Тема 1. Металлы и сплавы
Тема 1. Металлы и сплавы Хроматографические методы анализа
Хроматографические методы анализа Коррозия металлов
Коррозия металлов Полимеры в нашей жизни (10 класс)
Полимеры в нашей жизни (10 класс) Қарапайым кристалдық құрылымдар
Қарапайым кристалдық құрылымдар Химический анализ состава йогуртов наиболее популярных торговых марок
Химический анализ состава йогуртов наиболее популярных торговых марок Классификация строительных материалов. Коррозия бетона и железобетона
Классификация строительных материалов. Коррозия бетона и железобетона Производные 8-замещенных хинолина
Производные 8-замещенных хинолина Плавление и кристаллизация
Плавление и кристаллизация Металлы и сплавы, их строение. Классификация и маркировка сталей. Влияние химических элементов на свариваемость
Металлы и сплавы, их строение. Классификация и маркировка сталей. Влияние химических элементов на свариваемость Классификация минералов по химическому принципу. Занятие 14
Классификация минералов по химическому принципу. Занятие 14 Теоретические и экспериментальные методы исследования в химии
Теоретические и экспериментальные методы исследования в химии ЕГЭ по химии, задание 2
ЕГЭ по химии, задание 2 Окислительно-восстановительные реакции. Урок в 11 классе
Окислительно-восстановительные реакции. Урок в 11 классе Задачи на смеси и сплавы. Метод Пирсона
Задачи на смеси и сплавы. Метод Пирсона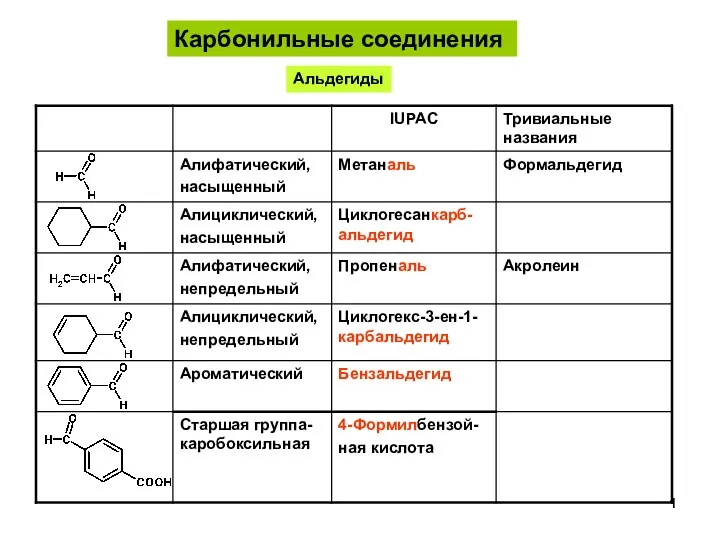 АльдегидыКетоны-1
АльдегидыКетоны-1 Химический состав клетки. Вода
Химический состав клетки. Вода Хром. Элемент VI группы побочной подгруппы
Хром. Элемент VI группы побочной подгруппы Происхождение химичесих элементов
Происхождение химичесих элементов Химический элемент углерод
Химический элемент углерод Чистые вещества и смеси
Чистые вещества и смеси Карбоновые кислоты
Карбоновые кислоты Обмен нуклеотидов
Обмен нуклеотидов Химия и обмен углеводов. Функции углеводов
Химия и обмен углеводов. Функции углеводов Щавелевая кислота
Щавелевая кислота Сущность процесса электролиза
Сущность процесса электролиза Супрамолекулярные системы – мост между неживой и живой материей
Супрамолекулярные системы – мост между неживой и живой материей