- Типы производства

Содержание
- 2. КОЭФФИЦИЕНТ ЗАКРЕПЛЕНИЯ ОПЕРАЦИЙ KЗО
- 4. ЕДИНИЧНОЕ ПРОИЗВОДСТВО оборудование ставится по типам станков; используется универсальное оборудование; обслуживающий персонал высокой квалификации; длительное время
- 5. СЕРИЙНОЕ ПРОИЗВОДСТВО производство изделий периодически повторяющимися партиями, несколько однородных типов изделий; специализация участков – предметная, предметно-групповая;
- 6. МАССОВОЕ ПРОИЗВОДСТВО большой объем выпуска изделий, непрерывно изготовляемых продолжительное время, в течение которого на большинстве рабочих
- 7. СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА ТИПОВ ПРОИЗВОДСТВА
- 8. СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА ТИПОВ ПРОИЗВОДСТВА (ПРОДОЛЖЕНИЕ)
- 9. ПРОИЗВОДСТВЕННАЯ СТРУКТУРА ПРЕДПРИЯТИЯ - состав цехов и служб предприятия и характер связей между ними
- 10. СУЩЕСТВУЮТ ПРОМЫШЛЕННЫЕ ПРЕДПРИЯТИЯ (МАШИНОСТРОИТЕЛЬНОЙ ПРОМЫШЛЕННОСТИ) : с полным технологическим циклом , располагающие всей совокупностью цехов (заготовительных,
- 11. ПРОИЗВОДСТВЕННАЯ СТРУКТУРА ПРЕДПРИЯТИЯ С ПОЛНЫМ ТЕХНОЛОГИЧЕСКИМ ЦИКЛОМ
- 12. ВЫДЕЛЯЮТ ДВЕ ФОРМЫ СПЕЦИАЛИЗАЦИИ: по целевому признаку (предметная и подетальная специализация) по функциональному признаку (технологическая специализация).
- 13. ЦЕЛЕВОЙ ПРИЗНАК При предметной форме специализации предприятия в пределах одного цеха или участка сосредотачивается разнотипное оборудование
- 14. ЦЕЛЕВОЙ ПРИЗНАК При подетальной (поузловой) форме специализации предприятия сосредоточивают свою деятельность на производство отдельных деталей или
- 15. ТЕХНОЛОГИЧЕСКАЯ ФОРМА характерна тем, что производственное подразделение специализируется на выполнении однородных, технологических процессов и операций.
- 16. СХЕМА СТРУКТУРЫ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА, СФОРМИРОВАННОГО ПРИ ТРАДИЦИОННОМ ПОДХОДЕ - С ТЕХНОЛОГИЧЕСКОЙ (А) СПЕЦИАЛИЗАЦИЕЙ, И ПРИ ИСПОЛЬЗОВАНИИ
- 17. 1, 2, 3 – участки обработки; a, b, c – группы станков одинакового технологического назначения (к
- 18. СУЩЕСТВУЮТ ДВЕ ФОРМЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА: ПОТОЧНОЕ И НЕПОТОЧНОЕ Поточная форма - все операции согласованы во времени,
- 20. Скачать презентацию
КОЭФФИЦИЕНТ ЗАКРЕПЛЕНИЯ ОПЕРАЦИЙ KЗО
КОЭФФИЦИЕНТ ЗАКРЕПЛЕНИЯ ОПЕРАЦИЙ KЗО

ЕДИНИЧНОЕ ПРОИЗВОДСТВО
оборудование ставится по типам станков;
используется универсальное оборудование;
обслуживающий персонал высокой
ЕДИНИЧНОЕ ПРОИЗВОДСТВО
оборудование ставится по типам станков;
используется универсальное оборудование;
обслуживающий персонал высокой
СЕРИЙНОЕ ПРОИЗВОДСТВО
производство изделий периодически повторяющимися партиями, несколько однородных типов изделий;
специализация
СЕРИЙНОЕ ПРОИЗВОДСТВО
производство изделий периодически повторяющимися партиями, несколько однородных типов изделий;
специализация
МАССОВОЕ ПРОИЗВОДСТВО
большой объем выпуска изделий, непрерывно изготовляемых продолжительное время, в
МАССОВОЕ ПРОИЗВОДСТВО
большой объем выпуска изделий, непрерывно изготовляемых продолжительное время, в
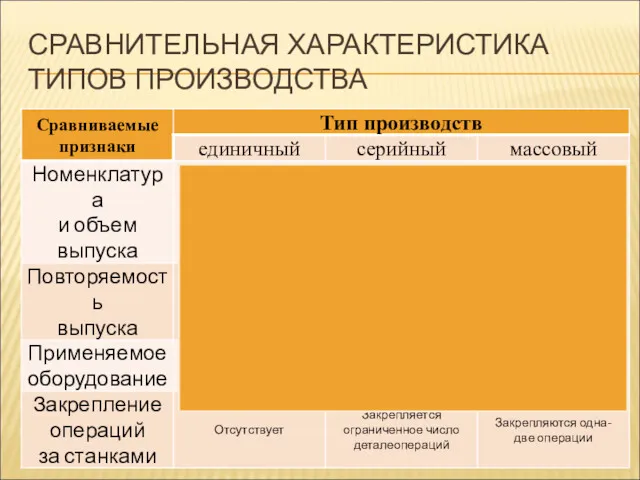
СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА ТИПОВ ПРОИЗВОДСТВА
СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА ТИПОВ ПРОИЗВОДСТВА
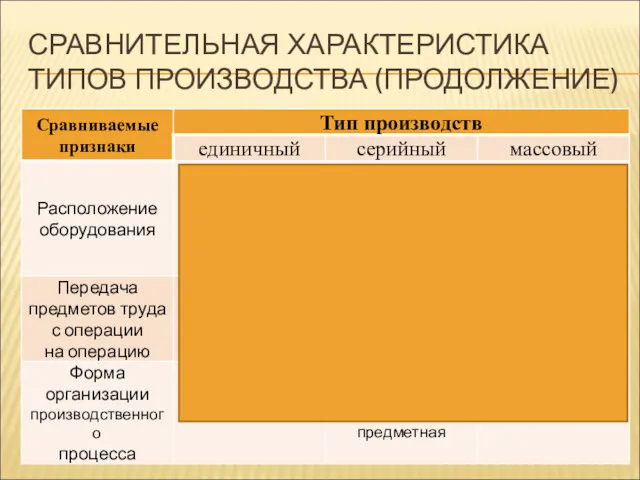
СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА ТИПОВ ПРОИЗВОДСТВА (ПРОДОЛЖЕНИЕ)
СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА ТИПОВ ПРОИЗВОДСТВА (ПРОДОЛЖЕНИЕ)
ПРОИЗВОДСТВЕННАЯ СТРУКТУРА ПРЕДПРИЯТИЯ
- состав цехов и служб предприятия и характер
ПРОИЗВОДСТВЕННАЯ СТРУКТУРА ПРЕДПРИЯТИЯ
- состав цехов и служб предприятия и характер
СУЩЕСТВУЮТ ПРОМЫШЛЕННЫЕ ПРЕДПРИЯТИЯ (МАШИНОСТРОИТЕЛЬНОЙ ПРОМЫШЛЕННОСТИ) :
с полным технологическим циклом , располагающие
СУЩЕСТВУЮТ ПРОМЫШЛЕННЫЕ ПРЕДПРИЯТИЯ (МАШИНОСТРОИТЕЛЬНОЙ ПРОМЫШЛЕННОСТИ) :
с полным технологическим циклом , располагающие

ПРОИЗВОДСТВЕННАЯ СТРУКТУРА ПРЕДПРИЯТИЯ С ПОЛНЫМ ТЕХНОЛОГИЧЕСКИМ ЦИКЛОМ
ПРОИЗВОДСТВЕННАЯ СТРУКТУРА ПРЕДПРИЯТИЯ С ПОЛНЫМ ТЕХНОЛОГИЧЕСКИМ ЦИКЛОМ
ВЫДЕЛЯЮТ ДВЕ ФОРМЫ СПЕЦИАЛИЗАЦИИ:
по целевому признаку (предметная и подетальная специализация)
по
ВЫДЕЛЯЮТ ДВЕ ФОРМЫ СПЕЦИАЛИЗАЦИИ:
по целевому признаку (предметная и подетальная специализация)
по
ЦЕЛЕВОЙ ПРИЗНАК
При предметной форме специализации предприятия в пределах одного цеха или
ЦЕЛЕВОЙ ПРИЗНАК
При предметной форме специализации предприятия в пределах одного цеха или
ЦЕЛЕВОЙ ПРИЗНАК
При подетальной (поузловой) форме специализации предприятия сосредоточивают свою деятельность на
ЦЕЛЕВОЙ ПРИЗНАК
При подетальной (поузловой) форме специализации предприятия сосредоточивают свою деятельность на
ТЕХНОЛОГИЧЕСКАЯ ФОРМА
характерна тем, что производственное подразделение специализируется на выполнении однородных,
ТЕХНОЛОГИЧЕСКАЯ ФОРМА
характерна тем, что производственное подразделение специализируется на выполнении однородных,
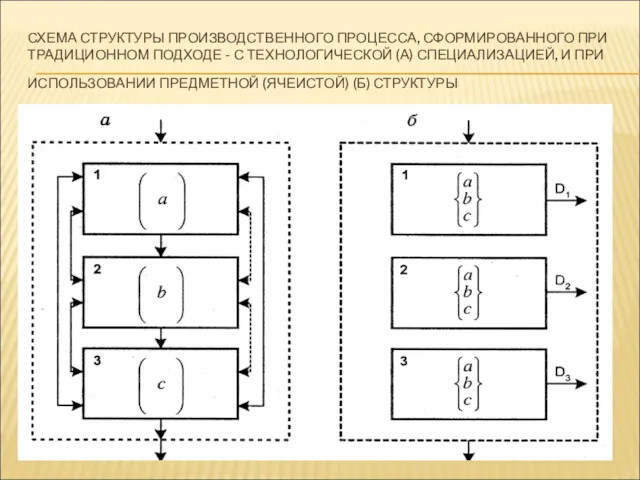
СХЕМА СТРУКТУРЫ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА, СФОРМИРОВАННОГО ПРИ ТРАДИЦИОННОМ ПОДХОДЕ - С ТЕХНОЛОГИЧЕСКОЙ
СХЕМА СТРУКТУРЫ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА, СФОРМИРОВАННОГО ПРИ ТРАДИЦИОННОМ ПОДХОДЕ - С ТЕХНОЛОГИЧЕСКОЙ
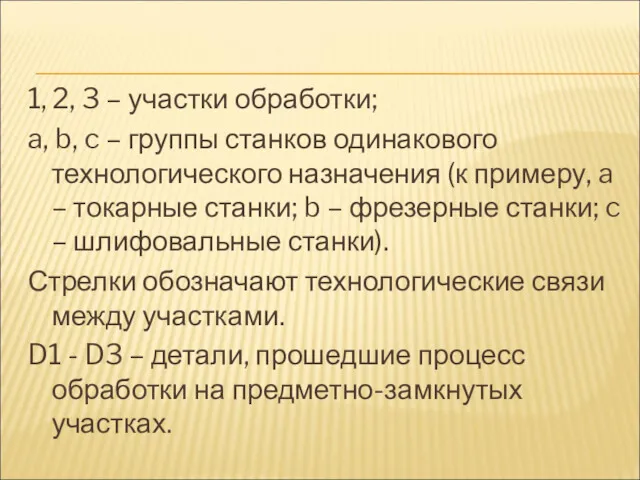
1, 2, 3 – участки обработки;
a, b, c – группы станков
1, 2, 3 – участки обработки;
a, b, c – группы станков
СУЩЕСТВУЮТ ДВЕ ФОРМЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА: ПОТОЧНОЕ И НЕПОТОЧНОЕ
Поточная форма -
СУЩЕСТВУЮТ ДВЕ ФОРМЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА: ПОТОЧНОЕ И НЕПОТОЧНОЕ
Поточная форма -
 Государственно-общественное управление в образовательном учреждении
Государственно-общественное управление в образовательном учреждении Основные этапы развития систем качества
Основные этапы развития систем качества Механизм управления предприятием
Механизм управления предприятием Установление системы целей
Установление системы целей Групповая динамика
Групповая динамика Муниципальный уровень управления в сфере культуры
Муниципальный уровень управления в сфере культуры Система отчетности в управленческом учете фармацевтической организации. (Тема 13)
Система отчетности в управленческом учете фармацевтической организации. (Тема 13) How managers can make a decision in an uncertainty environment?
How managers can make a decision in an uncertainty environment? Создание транспортной компании Перевозки 48
Создание транспортной компании Перевозки 48 Актуальные требования к персоналу гостиниц и иных средств размещений
Актуальные требования к персоналу гостиниц и иных средств размещений Преимущества внедрения Invoice Matching
Преимущества внедрения Invoice Matching Анализ факторов среды
Анализ факторов среды Показатели социальной эффективности управления персоналом в организации
Показатели социальной эффективности управления персоналом в организации Совершенствование нематериальной мотивации персонала (на примере Западно-Сибирской дирекции по тепловодоснабжению
Совершенствование нематериальной мотивации персонала (на примере Западно-Сибирской дирекции по тепловодоснабжению Стратегия управления персоналом
Стратегия управления персоналом Некоторые аспекты деятельности менеджера
Некоторые аспекты деятельности менеджера Оценка эффективности логистических операций: распределение
Оценка эффективности логистических операций: распределение Тема 4.2. Управление деловой карьерой персонала
Тема 4.2. Управление деловой карьерой персонала Транспортные системы. Основные понятия
Транспортные системы. Основные понятия Мистецтво аргументації. Мовні засоби переконування
Мистецтво аргументації. Мовні засоби переконування Менеджмент мәні мен қағидалары
Менеджмент мәні мен қағидалары Механизмы планирования проектов
Механизмы планирования проектов Work Systems Design
Work Systems Design Анализ корпоративной системы управления проектами IT-компании
Анализ корпоративной системы управления проектами IT-компании Тайм-менеджмент
Тайм-менеджмент Ключові питання для фандрейзера
Ключові питання для фандрейзера Совершенствование системы мотивации и стимулирование персонала на ТПП ЛУКОЙЛ- Ухтанефтегаз ООО ЛУКОЙЛ-Коми
Совершенствование системы мотивации и стимулирование персонала на ТПП ЛУКОЙЛ- Ухтанефтегаз ООО ЛУКОЙЛ-Коми Предприятие АО РКЦ Прогресс
Предприятие АО РКЦ Прогресс