Получение обогащенного изопарафинами компонента бензина на цеолитсодержащих катализаторах презентация
- Получение обогащенного изопарафинами компонента бензина на цеолитсодержащих катализаторах

Содержание
- 2. Цели и задачи работы Цель работы: выявление наиболее стабильного и эффективного катализатора изомеризации в процессах получения
- 3. Требования к качеству автомобильных бензинов
- 4. Требования к бензинам по ГОСТ Р 51866-2002
- 5. Способы получения высокооктановых компонентов автомобильных бензинов
- 6. Основные параметры процесса изомеризации
- 7. Характеристика низко- и среднетемпературных платиносодержащих катализаторов
- 8. Механизм изомеризации на бифункциональных катализаторах
- 9. Структура цеолитсодержащих катализаторов процесса изомеризации Цеолит ZSM-5 Цеолит BETA Цеолит MOR
- 10. Пористая структура и кислотные свойства катализаторов
- 11. Моделирование эксперимента. Характеристика сырья
- 12. Схема экспериментальной установки 1 – мерная емкость; 2 – насос; 3 – реактор; 4 – печь;
- 13. Результаты превращения н-гексана на 0,5% Pt/BETA 1 – конверсия н-гексана; 2 – селективность изомеризации; 3 –
- 14. Результаты превращения н-гексана на 0,5% Pt/MOR 1 – конверсия н-гексана; 2 – селективность изомеризации; 3 –
- 15. Влияние объемной скорости подачи сырья на деструктивную изомеризацию н-гексана 1 – конверсия н-гексана; 2 – селективность
- 16. Влияние продолжительности работы катализатора 0,5% Pt/MOR на результаты превращения н-гексана 1 – конверсия н-гексана; 2 –
- 17. Содержание углеводородов различных классов в жидких продуктах превращения для фракции н.к.–62оС 1–сырье; 2–при 250 оС; 3–при
- 18. Содержание углеводородов различных классов в жидких продуктах превращения фракции н.к.-85 оС 1–сырье; 2–при 250 оС; 3–при
- 19. Схема установки безводородной изомеризации фракции н.к.–85оС Потоки: I – сырье (фракция н.к.–85оС); II – бутаны; III
- 20. Материальный баланс установки деструктивной изомеризации
- 22. Скачать презентацию
Цели и задачи работы
Цель работы: выявление наиболее стабильного и эффективного катализатора
Цели и задачи работы
Цель работы: выявление наиболее стабильного и эффективного катализатора

Требования к качеству автомобильных бензинов
Требования к качеству автомобильных бензинов
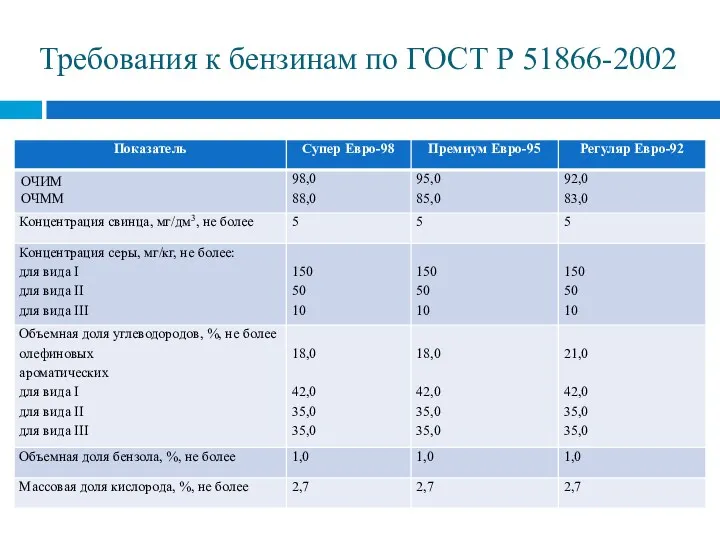
Требования к бензинам по ГОСТ Р 51866-2002
Требования к бензинам по ГОСТ Р 51866-2002

Способы получения высокооктановых компонентов автомобильных бензинов
Способы получения высокооктановых компонентов автомобильных бензинов
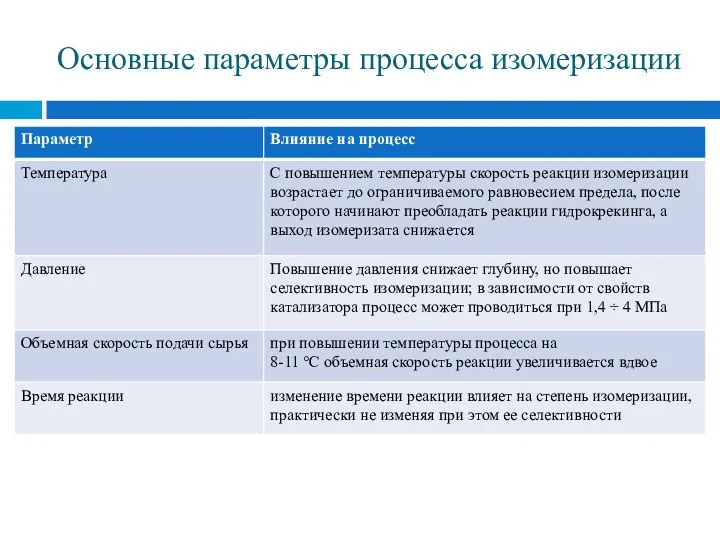
Основные параметры процесса изомеризации
Основные параметры процесса изомеризации
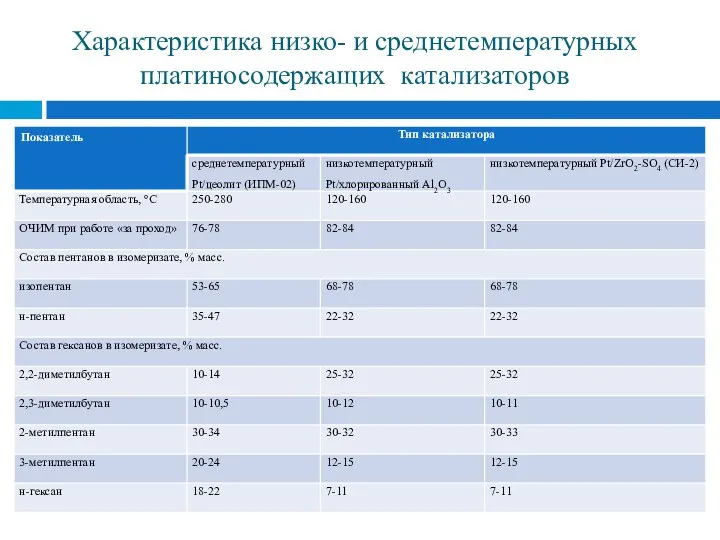
Характеристика низко- и среднетемпературных платиносодержащих катализаторов
Характеристика низко- и среднетемпературных платиносодержащих катализаторов

Механизм изомеризации на бифункциональных катализаторах
Механизм изомеризации на бифункциональных катализаторах
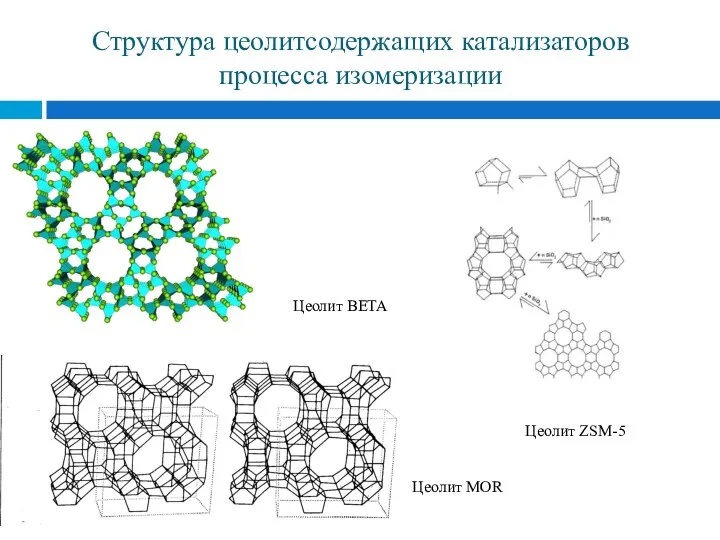
Структура цеолитсодержащих катализаторов процесса изомеризации
Цеолит ZSM-5
Цеолит BETA
Цеолит MOR
Структура цеолитсодержащих катализаторов процесса изомеризации
Цеолит ZSM-5
Цеолит BETA
Цеолит MOR
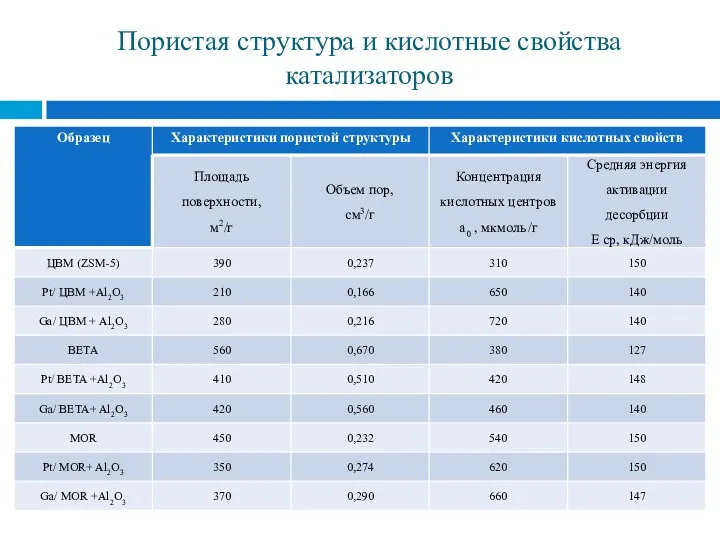
Пористая структура и кислотные свойства катализаторов
Пористая структура и кислотные свойства катализаторов
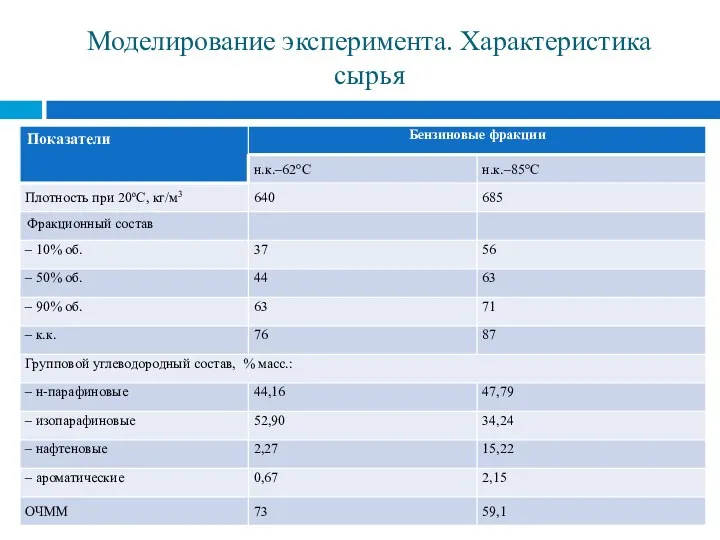
Моделирование эксперимента. Характеристика сырья
Моделирование эксперимента. Характеристика сырья

Схема экспериментальной установки
1 – мерная емкость; 2 – насос; 3 –
Схема экспериментальной установки
1 – мерная емкость; 2 – насос; 3 –
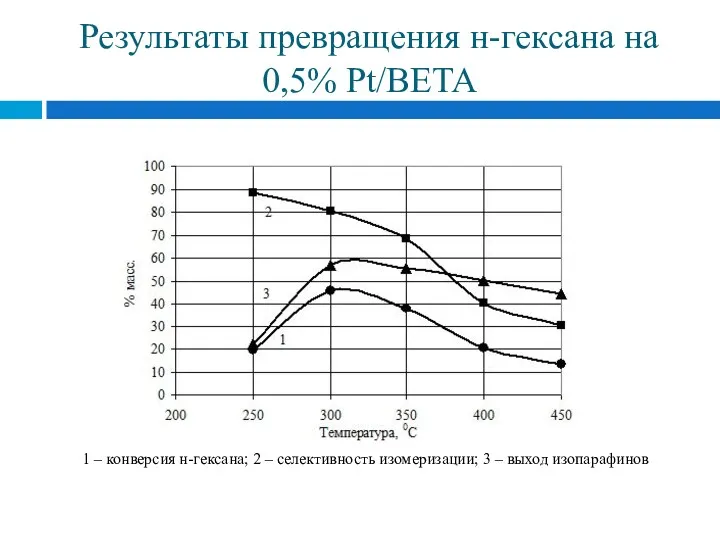
Результаты превращения н-гексана на 0,5% Pt/BETA
1 – конверсия н-гексана; 2
Результаты превращения н-гексана на 0,5% Pt/BETA
1 – конверсия н-гексана; 2
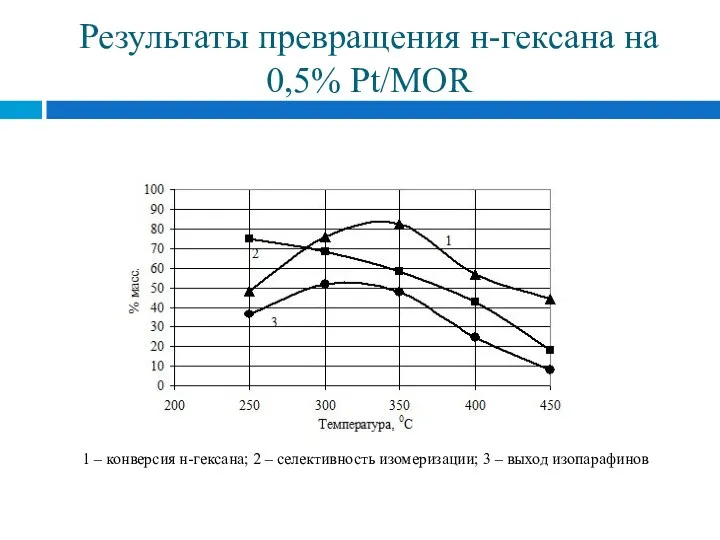
Результаты превращения н-гексана на 0,5% Pt/MOR
1 – конверсия н-гексана; 2 –
Результаты превращения н-гексана на 0,5% Pt/MOR
1 – конверсия н-гексана; 2 –
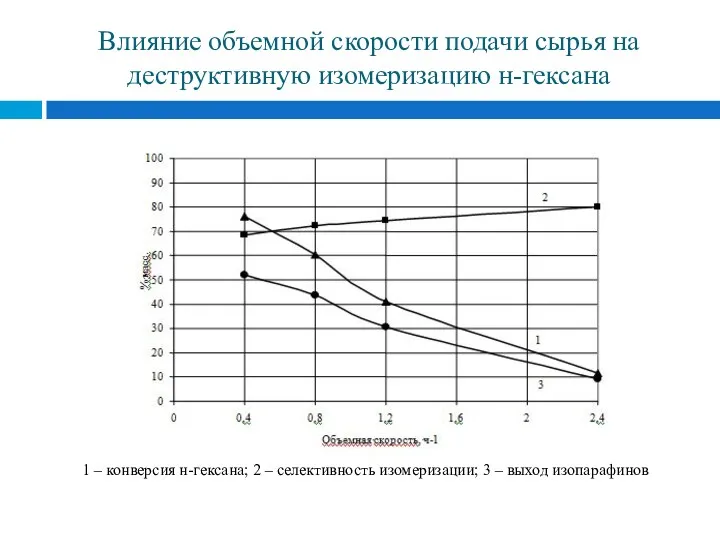
Влияние объемной скорости подачи сырья на деструктивную изомеризацию н-гексана
1 – конверсия
Влияние объемной скорости подачи сырья на деструктивную изомеризацию н-гексана
1 – конверсия
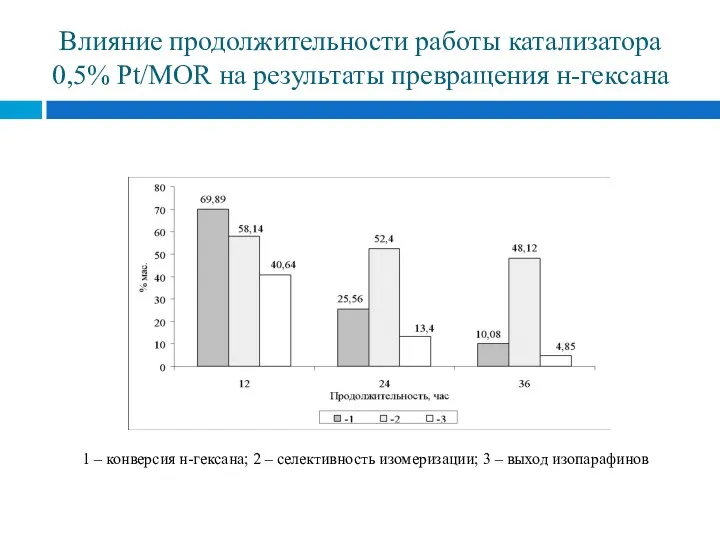
Влияние продолжительности работы катализатора 0,5% Pt/MOR на результаты превращения н-гексана
1 –
Влияние продолжительности работы катализатора 0,5% Pt/MOR на результаты превращения н-гексана
1 –
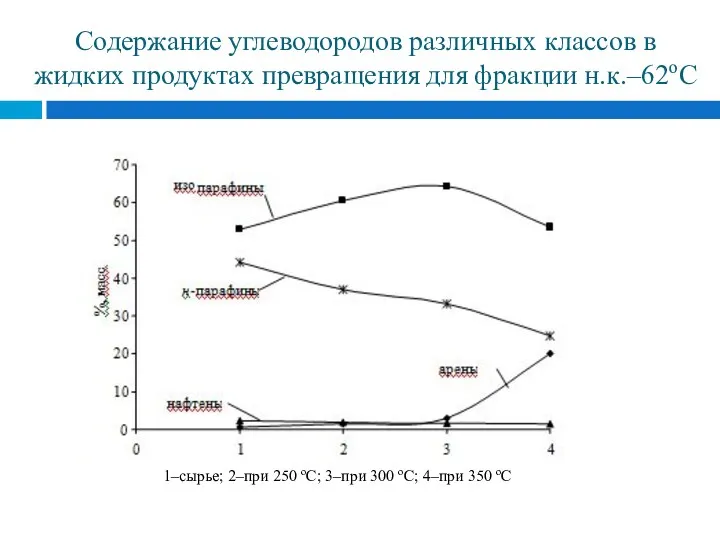
Содержание углеводородов различных классов в жидких продуктах превращения для фракции н.к.–62оС
1–сырье;
Содержание углеводородов различных классов в жидких продуктах превращения для фракции н.к.–62оС
1–сырье;
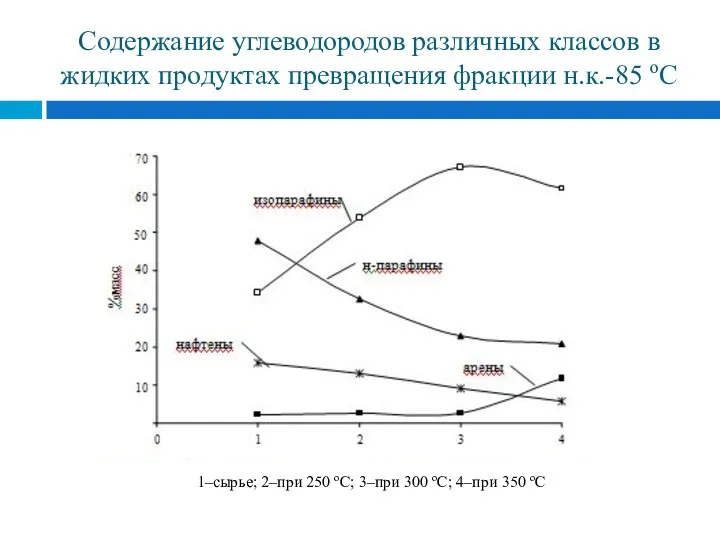
Содержание углеводородов различных классов в жидких продуктах превращения фракции н.к.-85 оС
Содержание углеводородов различных классов в жидких продуктах превращения фракции н.к.-85 оС
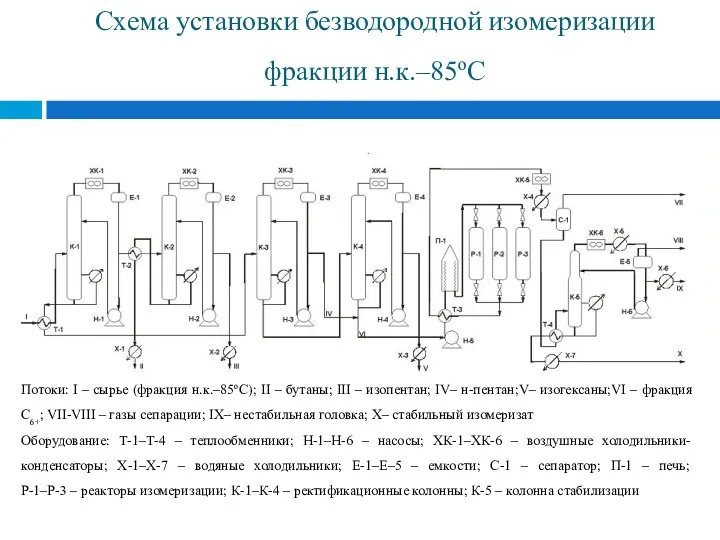
Схема установки безводородной изомеризации фракции н.к.–85оС
Потоки: I – сырье (фракция н.к.–85оС);
Схема установки безводородной изомеризации фракции н.к.–85оС
Потоки: I – сырье (фракция н.к.–85оС);
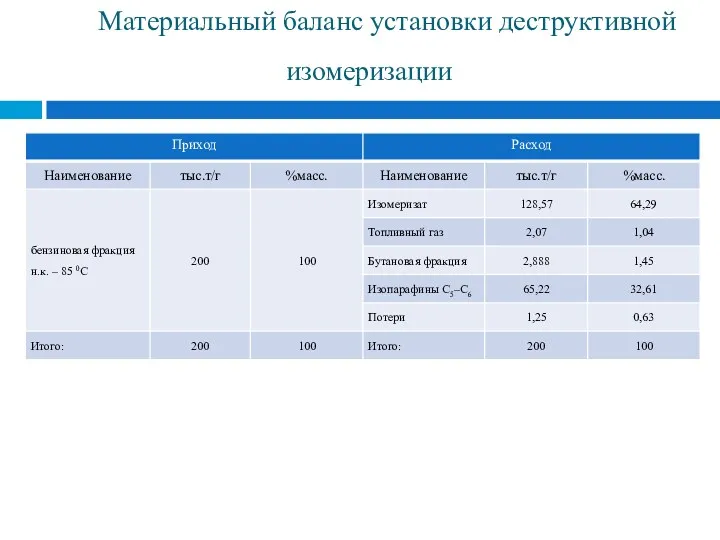
Материальный баланс установки деструктивной изомеризации
Материальный баланс установки деструктивной изомеризации
 Купрум. Знаходження в періодичній системі
Купрум. Знаходження в періодичній системі Электролиз расплавов и водных растворов солей
Электролиз расплавов и водных растворов солей Гидролиз. Применение гидролиза. (11 класс)
Гидролиз. Применение гидролиза. (11 класс) Алканы (предельные углеводороды)
Алканы (предельные углеводороды) Основные классы неорганических соединений
Основные классы неорганических соединений Chimie anorganica
Chimie anorganica Проектная деятельность школьников в процессе обучения химии
Проектная деятельность школьников в процессе обучения химии Неметаллы
Неметаллы Методы разделения белковых смесей. Электрофорез
Методы разделения белковых смесей. Электрофорез Типы химических реакций
Типы химических реакций Оксиды. Классификация и химические свойства
Оксиды. Классификация и химические свойства Цветные металлы и сплавы
Цветные металлы и сплавы Качественные реакции. Анионы
Качественные реакции. Анионы Основные свойства жиров и их роль в жизни человека
Основные свойства жиров и их роль в жизни человека Химическая технология ситаллов и композитов. Прессование
Химическая технология ситаллов и композитов. Прессование Первые шаги в минералогию: от новичка до знатока
Первые шаги в минералогию: от новичка до знатока Органические кислоты и основания. Лекция 6
Органические кислоты и основания. Лекция 6 Совместимость электродных материалов в новой электрохимической системе Li4Ti5O12/Li3V2(PO4)3 с традиционным электролитом для
Совместимость электродных материалов в новой электрохимической системе Li4Ti5O12/Li3V2(PO4)3 с традиционным электролитом для Проект: жило-было мыло
Проект: жило-было мыло Классификации, номенклатура, строение и свойства органических соединений
Классификации, номенклатура, строение и свойства органических соединений Електроліти
Електроліти Нанокаталіз. Активність каталізатора
Нанокаталіз. Активність каталізатора Стекловолокно. Что такое стекловолокно?
Стекловолокно. Что такое стекловолокно? Задачник. Основные физические величины в химии
Задачник. Основные физические величины в химии Пиролиз углеводородов
Пиролиз углеводородов Хлороводород и соляная кислота
Хлороводород и соляная кислота Непредельные углеводороды. Алкены
Непредельные углеводороды. Алкены Ерiтiндiлер туралы iлiм. Сұйытылған бейэлектролит және электролит ерiтiнндiлерiнiң коллигативтiк қасиеттерi
Ерiтiндiлер туралы iлiм. Сұйытылған бейэлектролит және электролит ерiтiнндiлерiнiң коллигативтiк қасиеттерi