- Гидрирование пиробензина

Содержание
- 2. б) температура кипения 10 %, 30 %, 50 %, 70 % - это температура отгона 10
- 3. § 1. Пиролизный бензин с производства этилена и пропилена 1. Плотность при 20 0С, г/cм 0,82-0,86
- 4. § 2. Коксохимический бензол. 1. Плотность при 20 0С, г/cм 0,7-0,75 (0,73 средн.) 2. Фракционный состав,
- 5. среднее минимальное максимальное значение значение значение 4. Содержание влаги, % масс 0,065 0,037 0,09 5. Содержание
- 6. Исходная ёмкость смешанного сырья Н-FA-801, Плотность при 20 0С, г/см3 0,85 Фракционный состав, 0С. - начало
- 7. сера, % массовые 0,019 вода, % массовые 0,1 диеновое числе, гр.J2/100 гр 24 (норма н.б. 53)
- 8. Принципиальная технологическая схема узлов депентанизации и выделения фракции БТК
- 9. Депентанизатор - Н-DA-101 – типичная ректификационная колонна, оснащенная 35 шт. клапанными тарелками. Верхний погон - фракция
- 10. Особенности эксплуатации узла депентанизации. В нижней части флегмовой ёмкости Н-FA-102 вмонтирован отстойник, в котором накапливается вся
- 11. В связи с этим: - продуктовую С5 необходимо интенсивно охлаждать в холодильнике Н-ЕА-111 до температуры 25
- 12. Для уменьшения попадания воды с сырьевым пиробензином в Н-DA-101 применяется коагулятор Н-FA-112, установленный на потоке сырья
- 13. Вертикальный цилиндрический аппарат, снабженный пакетом нейлоновых сеток (Н=300 мм), размещенном на опорной конструкции из сборных колосников.
- 14. Продуктовая негидрированная фракция С5 используется как сырье для извлечения изопрена на производствах I промзоны ОАО «НКНХ».
- 15. Состав верхнего погона колонны Н-DА-102. плотность, при 20 0С, гр/см3 0,864 фракционный состав, 0С: - начало
- 16. Боковой погон – осветленная негидрированная фракция С9, выводится на склад ЛВЖ цеха 2108 в резервуар Р-9,
- 17. Принципиальная схема управления боковым и кубовым отбором колонны Н-DА-102.
- 18. Особенности управления отборами: при увеличении содержания ароматических углеводородов в боковом отборе следует уменьшить расход отбора по
- 19. I стадия гидрирования фр.С6- С8 от диеновых углеводородов. Пиробензин (С5-С9) или БТК-фракция отличаются нестабильностью, т.к. содержат
- 20. ● Линейные непредельные углеводороды с одной двойной связью Н2С = СН – СН2 – СН2 –
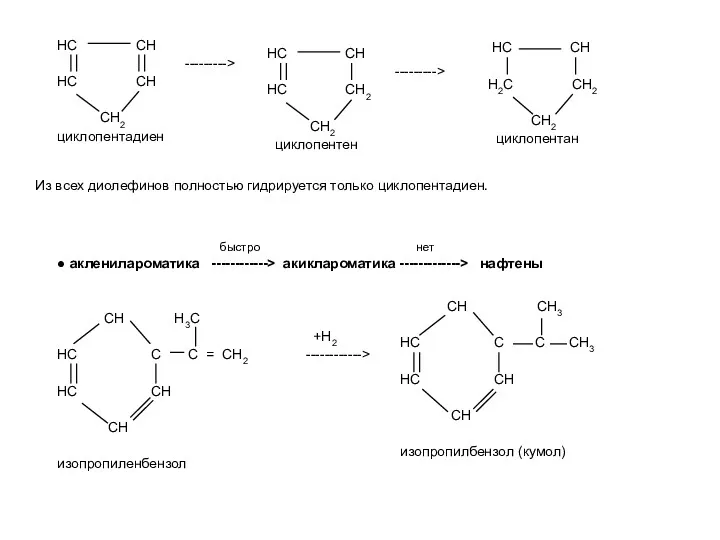
- 21. НС СН ---------> НС СН СН2 циклопентадиен НС СН ---------> НС СН2 СН2 циклопентен НС СН
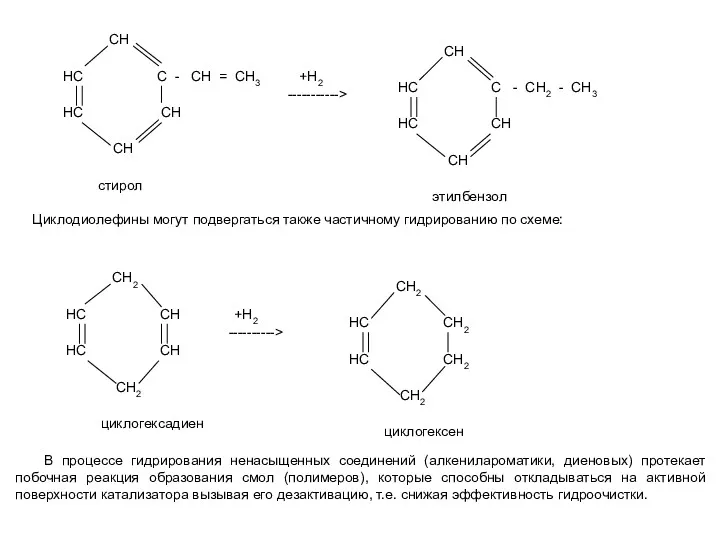
- 22. СН НС С - СН = СН3 +Н2 -----------> НС СН СН стирол СН НС С
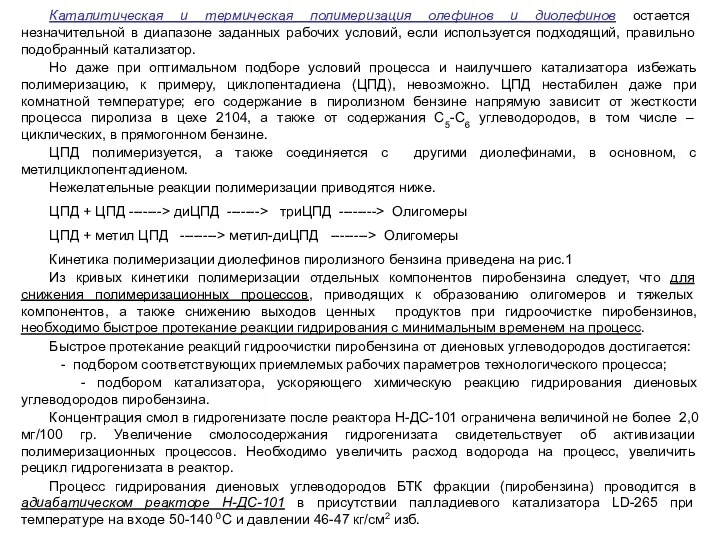
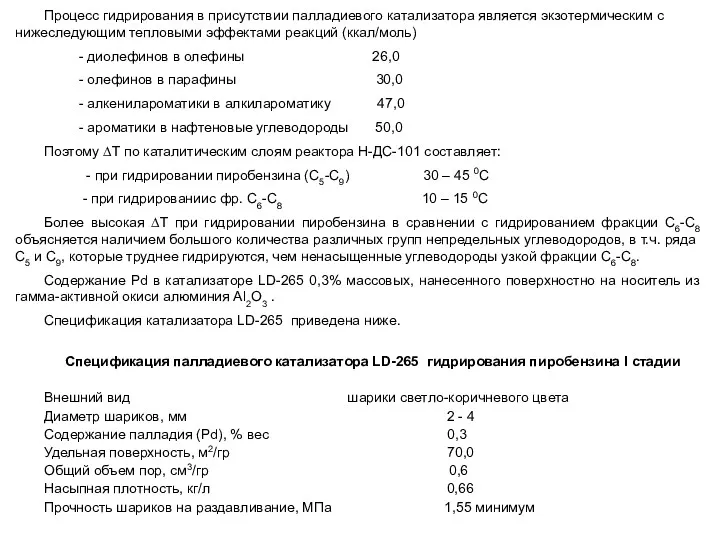
- 23. Каталитическая и термическая полимеризация олефинов и диолефинов остается незначительной в диапазоне заданных рабочих условий, если используется
- 25. Процесс гидрирования в присутствии палладиевого катализатора является экзотермическим с нижеследующим тепловыми эффектами реакций (ккал/моль) - диолефинов
- 26. Данный катализатор LD-265 содержит палладий в оксидной форме (PdО), поэтому перед пуском реактора в работу проводится
- 27. Рис. 5 Принципиальная технологическая схема гидрирования пиробензина I стадии ЭП-450 33-35 т/час Гидрогенизат С6-С8 охл. вода
- 28. Основные значимые параметры процесса гидрирования фр.С6-С8 I стадии А. Температура на входе в реактор ● с
- 29. Рис.6 Объемная скорость, сек -1 гр J2/ 100 гр
- 30. К таким относятся: а) ЦПД (фр. С5) – проскок кубом депентанизатора H-DA-101 в H-DA-102 и далее
- 32. Скачать презентацию
б) температура кипения 10 %, 30 %, 50 %, 70 %
б) температура кипения 10 %, 30 %, 50 %, 70 %
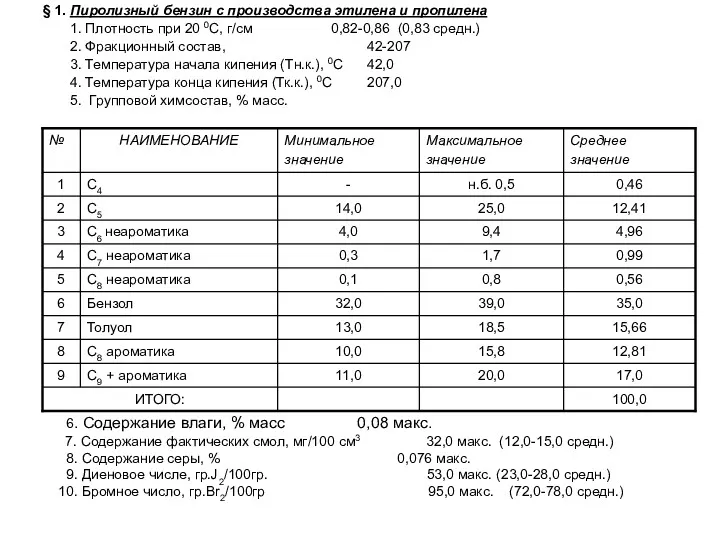
§ 1. Пиролизный бензин с производства этилена и пропилена
1. Плотность при
§ 1. Пиролизный бензин с производства этилена и пропилена
1. Плотность при
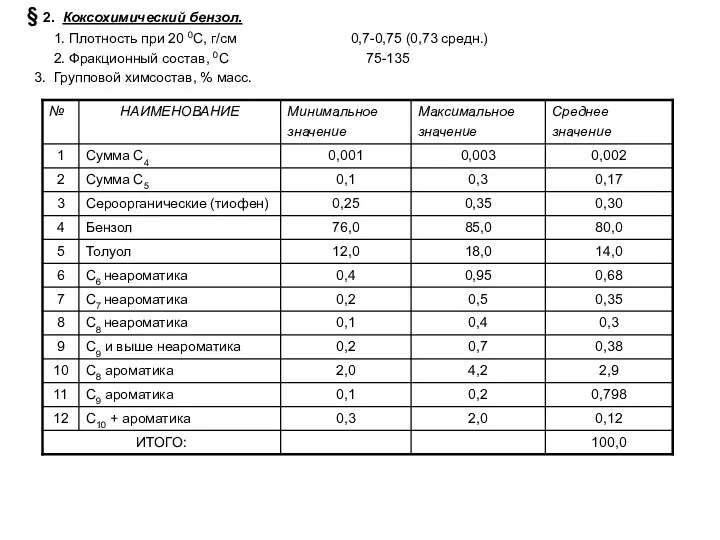
§ 2. Коксохимический бензол.
1. Плотность при 20 0С, г/cм 0,7-0,75 (0,73 средн.)
2. Фракционный
§ 2. Коксохимический бензол.
1. Плотность при 20 0С, г/cм 0,7-0,75 (0,73 средн.)
2. Фракционный
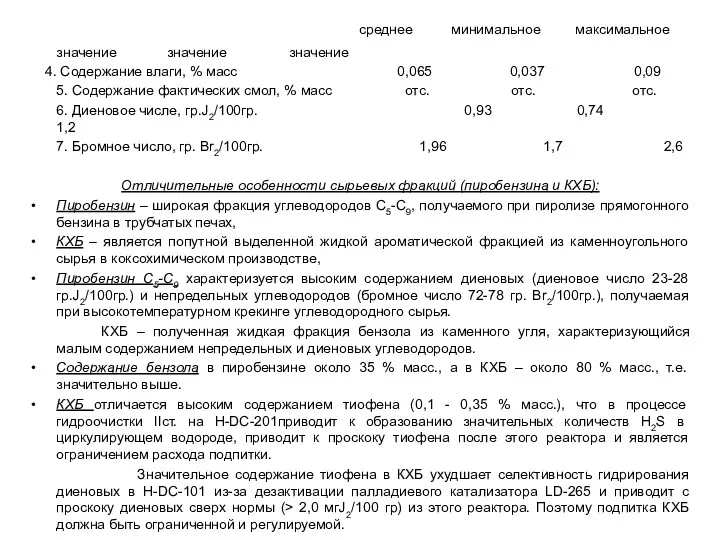
среднее минимальное максимальное
значение значение значение
4. Содержание
среднее минимальное максимальное
значение значение значение
4. Содержание
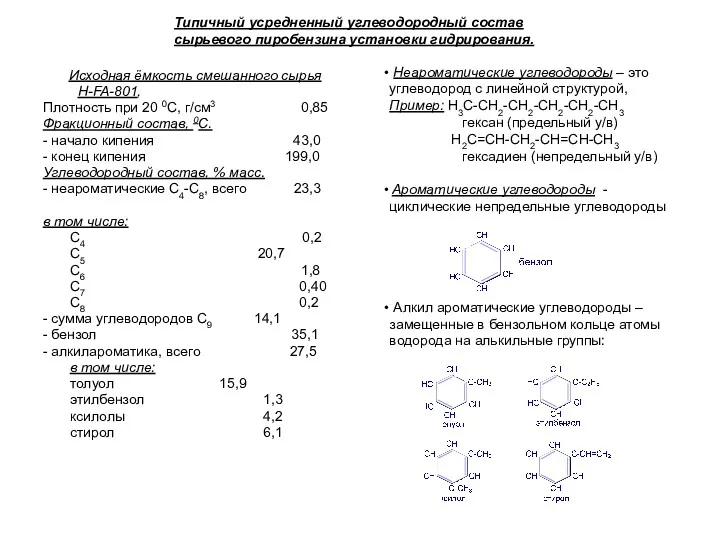
Исходная ёмкость смешанного сырья
Н-FA-801,
Плотность при 20 0С, г/см3
Исходная ёмкость смешанного сырья
Н-FA-801,
Плотность при 20 0С, г/см3
сера, % массовые 0,019
вода, % массовые 0,1
диеновое числе, гр.J2/100 гр 24 (норма н.б. 53)
бромное число,
сера, % массовые 0,019
вода, % массовые 0,1
диеновое числе, гр.J2/100 гр 24 (норма н.б. 53)
бромное число,
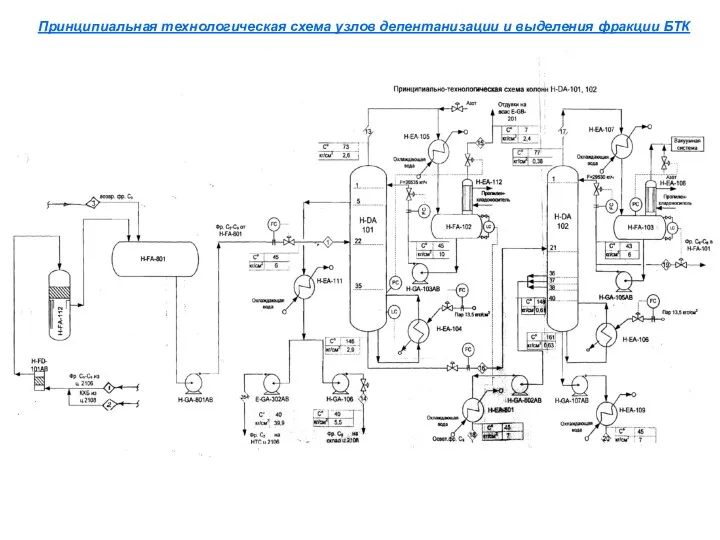
Принципиальная технологическая схема узлов депентанизации и выделения фракции БТК
Принципиальная технологическая схема узлов депентанизации и выделения фракции БТК
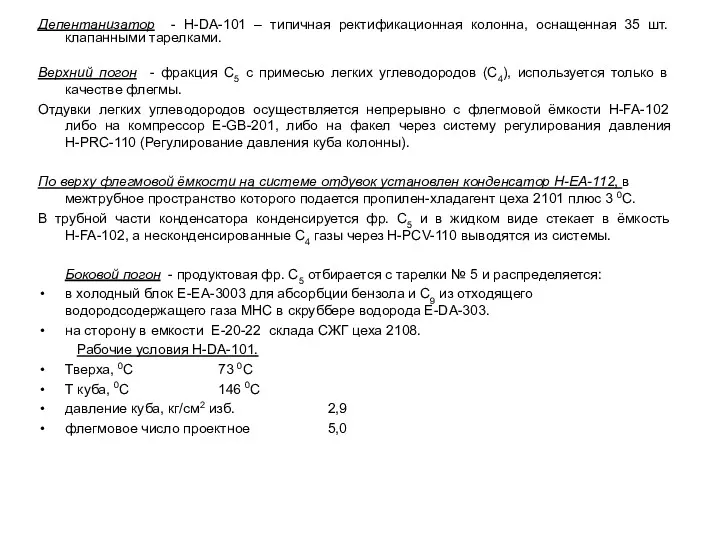
Депентанизатор - Н-DA-101 – типичная ректификационная колонна, оснащенная 35 шт. клапанными
Депентанизатор - Н-DA-101 – типичная ректификационная колонна, оснащенная 35 шт. клапанными
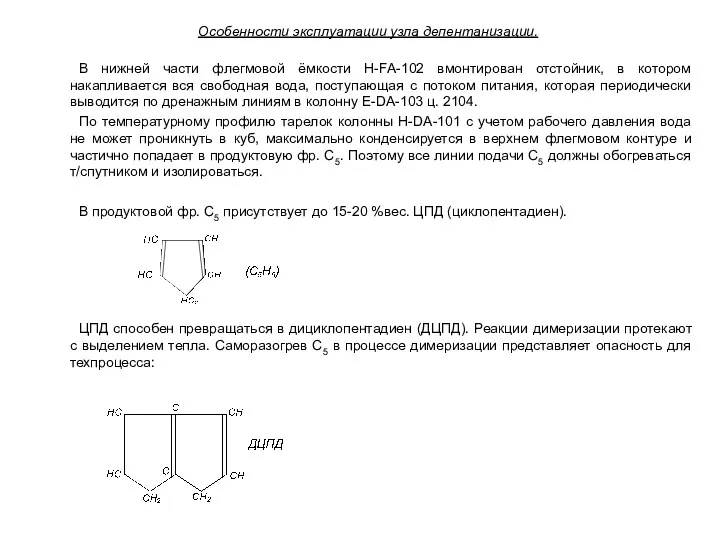
Особенности эксплуатации узла депентанизации.
В нижней части флегмовой ёмкости Н-FA-102 вмонтирован отстойник,
Особенности эксплуатации узла депентанизации.
В нижней части флегмовой ёмкости Н-FA-102 вмонтирован отстойник,
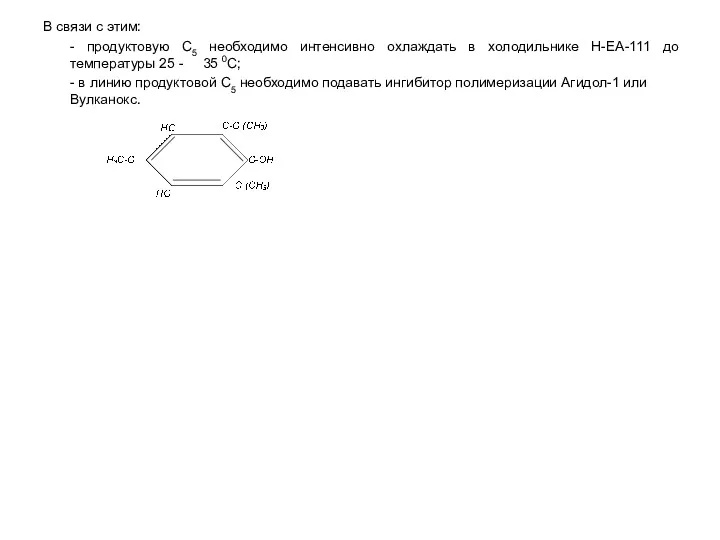
В связи с этим:
- продуктовую С5 необходимо интенсивно охлаждать в холодильнике
В связи с этим:
- продуктовую С5 необходимо интенсивно охлаждать в холодильнике
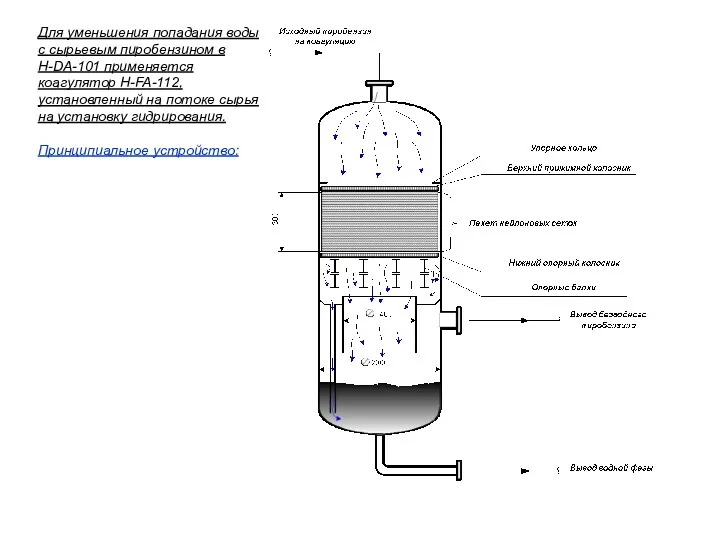
Для уменьшения попадания воды с сырьевым пиробензином в Н-DA-101 применяется коагулятор
Для уменьшения попадания воды с сырьевым пиробензином в Н-DA-101 применяется коагулятор
Вертикальный цилиндрический аппарат, снабженный пакетом нейлоновых сеток (Н=300 мм), размещенном на
Вертикальный цилиндрический аппарат, снабженный пакетом нейлоновых сеток (Н=300 мм), размещенном на
Продуктовая негидрированная фракция С5 используется как сырье для извлечения изопрена на
Продуктовая негидрированная фракция С5 используется как сырье для извлечения изопрена на
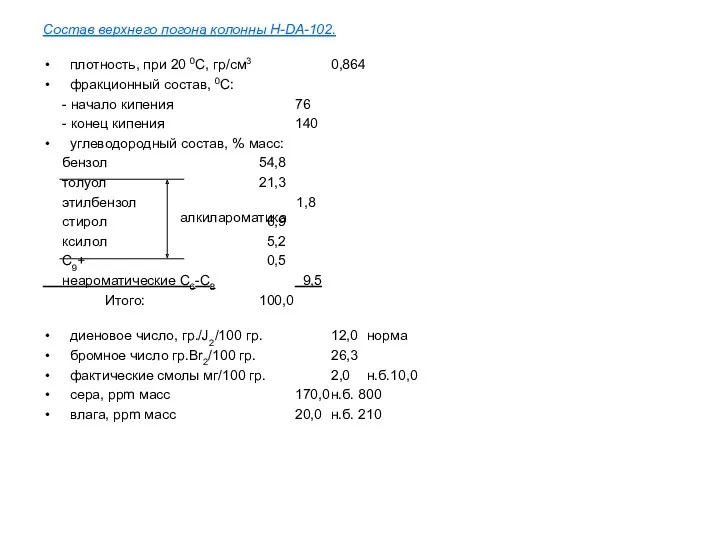
Состав верхнего погона колонны Н-DА-102.
плотность, при 20 0С, гр/см3 0,864
фракционный состав, 0С:
Состав верхнего погона колонны Н-DА-102.
плотность, при 20 0С, гр/см3 0,864
фракционный состав, 0С:
Боковой погон – осветленная негидрированная фракция С9, выводится на склад ЛВЖ
Боковой погон – осветленная негидрированная фракция С9, выводится на склад ЛВЖ
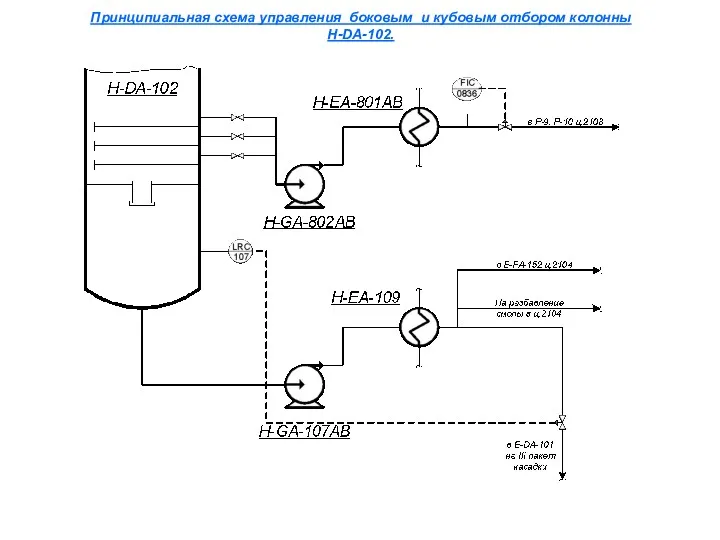
Принципиальная схема управления боковым и кубовым отбором колонны
Н-DА-102.
Принципиальная схема управления боковым и кубовым отбором колонны
Н-DА-102.
Особенности управления отборами:
при увеличении содержания ароматических углеводородов в боковом отборе следует
Особенности управления отборами:
при увеличении содержания ароматических углеводородов в боковом отборе следует
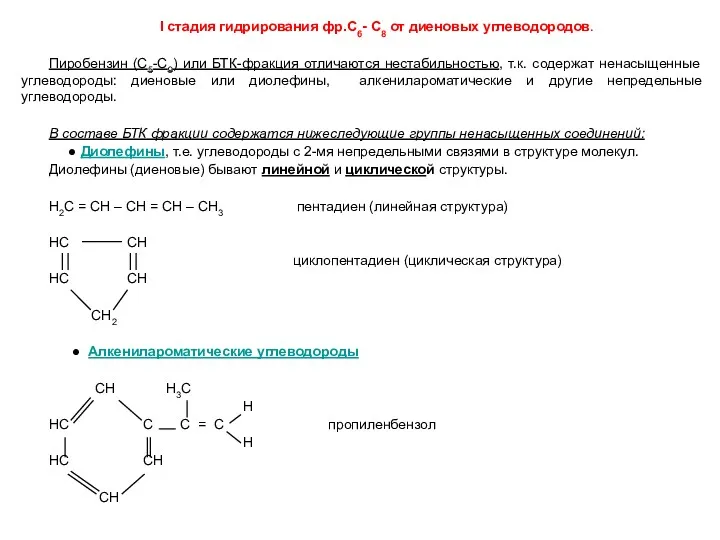
I стадия гидрирования фр.С6- С8 от диеновых углеводородов.
Пиробензин (С5-С9) или БТК-фракция
I стадия гидрирования фр.С6- С8 от диеновых углеводородов.
Пиробензин (С5-С9) или БТК-фракция
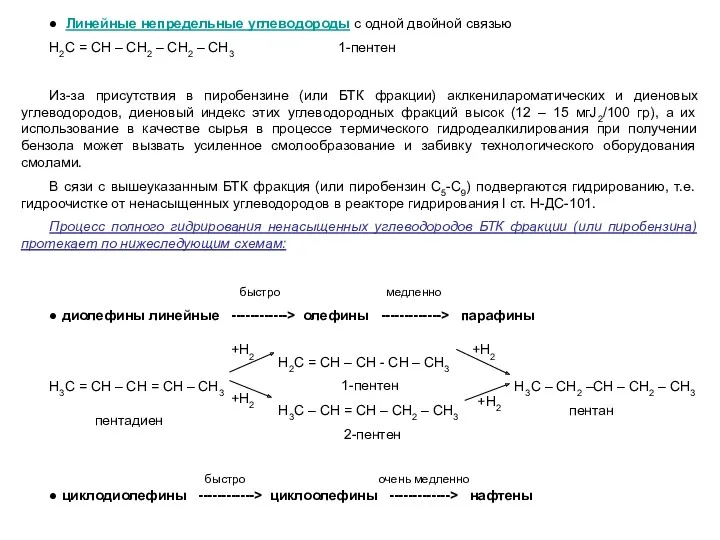
● Линейные непредельные углеводороды с одной двойной связью
Н2С = СН –
● Линейные непредельные углеводороды с одной двойной связью
Н2С = СН –
НС СН
--------->
НС СН
СН2
циклопентадиен
НС СН
--------->
НС СН2
СН2
--------->
НС СН
СН2
циклопентадиен
НС СН
--------->
НС СН2
СН2
СН
НС С - СН = СН3 +Н2
----------->
СН
НС С - СН = СН3 +Н2
----------->
Каталитическая и термическая полимеризация олефинов и диолефинов остается незначительной в диапазоне
Каталитическая и термическая полимеризация олефинов и диолефинов остается незначительной в диапазоне
Процесс гидрирования в присутствии палладиевого катализатора является экзотермическим с нижеследующим тепловыми
Процесс гидрирования в присутствии палладиевого катализатора является экзотермическим с нижеследующим тепловыми
Данный катализатор LD-265 содержит палладий в оксидной форме (PdО), поэтому перед
Данный катализатор LD-265 содержит палладий в оксидной форме (PdО), поэтому перед
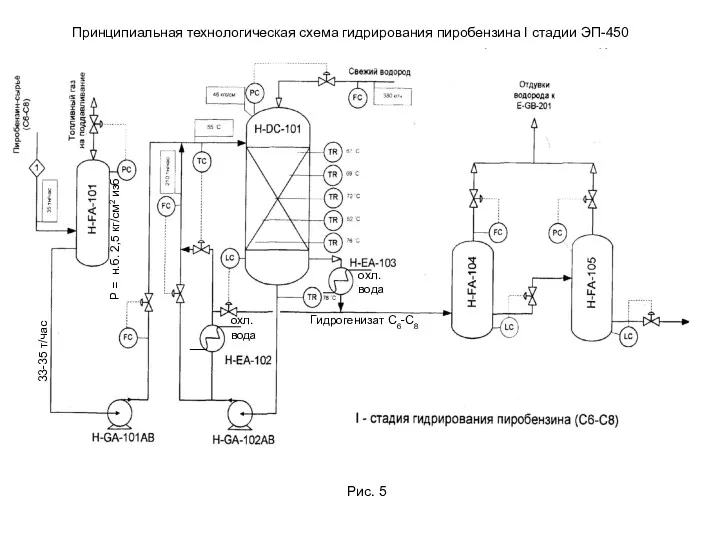
Рис. 5
Принципиальная технологическая схема гидрирования пиробензина I стадии ЭП-450
33-35 т/час
Гидрогенизат С6-С8
охл.
Рис. 5
Принципиальная технологическая схема гидрирования пиробензина I стадии ЭП-450
33-35 т/час
Гидрогенизат С6-С8
охл.
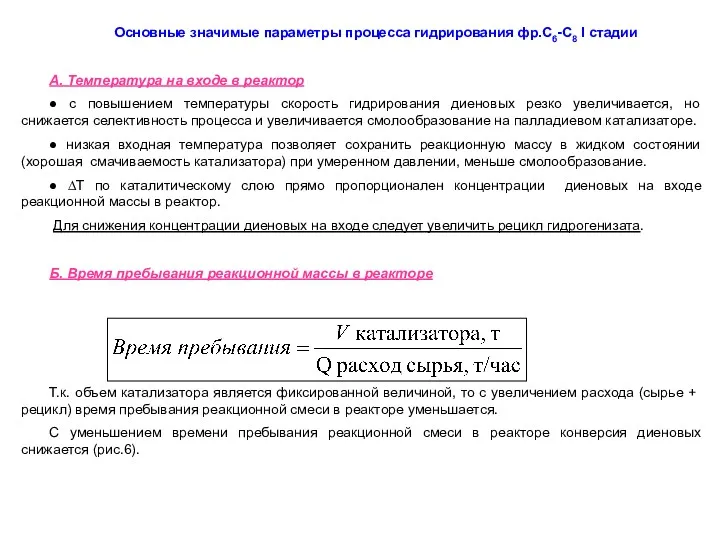
Основные значимые параметры процесса гидрирования фр.С6-С8 I стадии
А. Температура на входе
Основные значимые параметры процесса гидрирования фр.С6-С8 I стадии
А. Температура на входе
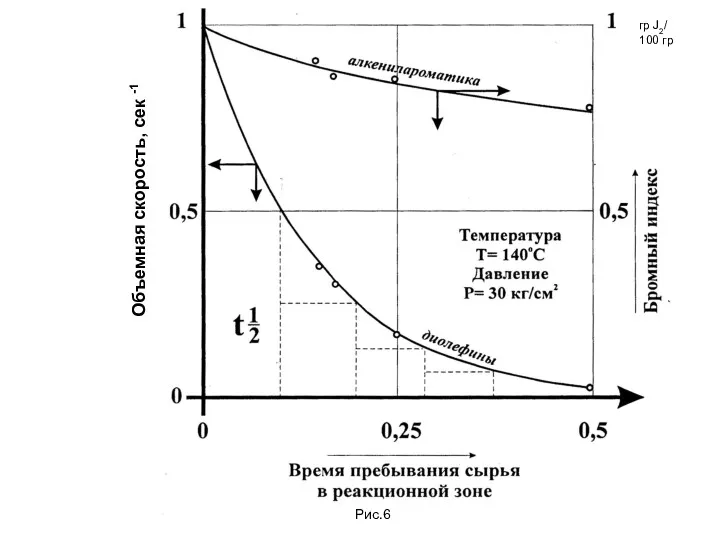
Рис.6
Объемная скорость, сек -1
гр J2/ 100 гр
Рис.6
Объемная скорость, сек -1
гр J2/ 100 гр
К таким относятся:
а) ЦПД (фр. С5) – проскок кубом
К таким относятся:
а) ЦПД (фр. С5) – проскок кубом
 Оксид углерода II. Угарный газ
Оксид углерода II. Угарный газ Железо. Физические свойства
Железо. Физические свойства Выращивание кристаллов в домашних условиях
Выращивание кристаллов в домашних условиях Электролиттік диссоциациялану теориясы тұрғысынан қышқыл, негіз, тұздардың химиялық қасиеттері
Электролиттік диссоциациялану теориясы тұрғысынан қышқыл, негіз, тұздардың химиялық қасиеттері Методика изучения и описание вулканогенных обломочных пород
Методика изучения и описание вулканогенных обломочных пород Учение о растворах
Учение о растворах Химия нефти и газа. Лекция № 1
Химия нефти и газа. Лекция № 1 Алюминий. Группы элементов
Алюминий. Группы элементов Энергетика химических процессов. Химическая термодинамика
Энергетика химических процессов. Химическая термодинамика Вода з точки зору хімії
Вода з точки зору хімії Аммиак. Состав вещества
Аммиак. Состав вещества Методы очистки натрия от примесей
Методы очистки натрия от примесей Поликонденсация. Фенолформальдегидные смолы
Поликонденсация. Фенолформальдегидные смолы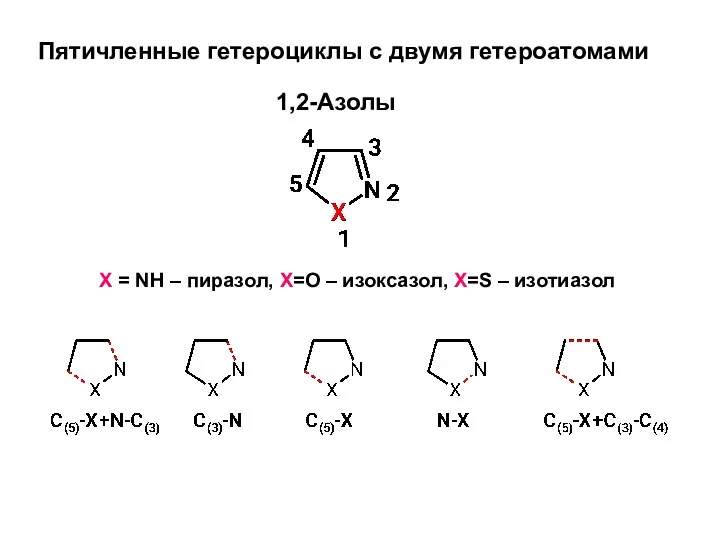 Пятичленные гетероциклы с двумя гетероатомами
Пятичленные гетероциклы с двумя гетероатомами Химический элемент. Электронное строение атома
Химический элемент. Электронное строение атома Характеристика химического элемента по кислотно-основным свойствам образуемых им соединений. Амфотерные оксиды и гидроксиды
Характеристика химического элемента по кислотно-основным свойствам образуемых им соединений. Амфотерные оксиды и гидроксиды Алюминий и его соединения
Алюминий и его соединения Химическая связь
Химическая связь Органическая химия. ДО. Глицерин как представитель многоатомных спиртов
Органическая химия. ДО. Глицерин как представитель многоатомных спиртов Аммиак. Строение, свойства, получение, применение
Аммиак. Строение, свойства, получение, применение Химические формулы. Относительная молекулярная масса
Химические формулы. Относительная молекулярная масса Кафедра биохимии УГМУ в прошлом и настоящем. Локализация
Кафедра биохимии УГМУ в прошлом и настоящем. Локализация Молекулалық орбиталдың негіздері ТФП 315
Молекулалық орбиталдың негіздері ТФП 315 Алкены. Химические свойства этилена
Алкены. Химические свойства этилена Волшебные кристалы
Волшебные кристалы Металлы. Общая характеристика
Металлы. Общая характеристика Кислоты: названия, получение, свойства, применение
Кислоты: названия, получение, свойства, применение Электрохимия. Часть 1
Электрохимия. Часть 1