- Конструкционные материалы

Содержание
- 2. Материалы - вещества естественного и искусственного происхождения, применяющиеся в практике, в частности, в приборостроении и машиностроении.
- 3. Зависимость свойств материалов от их химического состава и строения Химический состав Строение Свойства (механические, физические и
- 4. Классификация материалов Наиболее приближенной к нуждам потребителя представляется классификация по основному назначению с учетом эксплуатационных и
- 5. Ковалентное взаимодействие В ковалентное взаимодействие вступают атомы, имеющие высокие и близкие потенциалы ионизации при наличии не
- 6. Ионное взаимодействие В ионное взаимодействие вступают атомы, имеющие сильно отличающиеся потенциалы ионизации. При сближении атомы с
- 7. Металлическое взаимодействие В металлическое взаимодействие вступают атомы, имеющие низкие и близкие потенциалы ионизации. Сближение атомов приводит
- 8. Молекулярное взаимодействие Молекулярное взаимодействие проявляется в притяжении полюсов полярных молекул, а также за счет взаимной поляризации
- 9. Силы Ван-дер-Ваальса Ван-дер-Ваальсовы силы — силы межмолекулярного (и межатомного) взаимодействия с энергией 10 — 20 кДж/моль.
- 10. Смешанное взаимодействие Во многих веществах равноправно присутствуют разные типы взаимодействия. Так, в графите атомы углерода вступают
- 11. Равновесие химической системы Степень равновесия любой химической системы характеризуется термодинамической функцией – свободной энергией. F =
- 12. Кристаллические и аморфные тела Аморфные материалы. Размягчается/затвердевают в некотором диапазоне температур. Отсутствует дальний трансляционный порядок. Кристаллические
- 13. Строение реальных материалов 1) Монокристаллы, состоящие из одного кристалла, выращенного из единственного центра в условиях медленной,
- 14. Строение реальных материалов В зависимости от типа взаимодействия, межатомной и межмолекулярной структуры различают: 1 Металлические материалы,
- 15. Строение реальных материалов 3 Композиционные материалы (композиты) естественного или искусственного происхождения, состоящие из основы, связывающей между
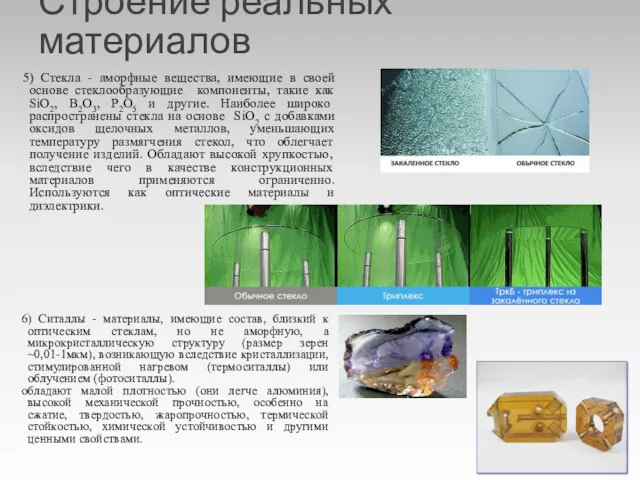
- 16. Строение реальных материалов 5) Стекла - аморфные вещества, имеющие в своей основе стеклообразующие компоненты, такие как
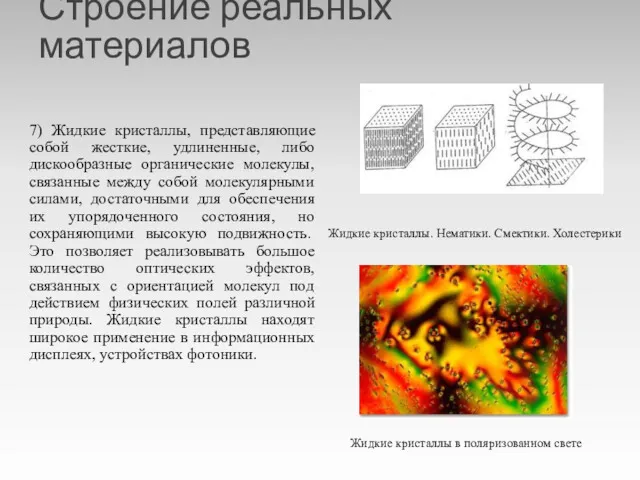
- 17. Строение реальных материалов 7) Жидкие кристаллы, представляющие собой жесткие, удлиненные, либо дискообразные органические молекулы, связанные между
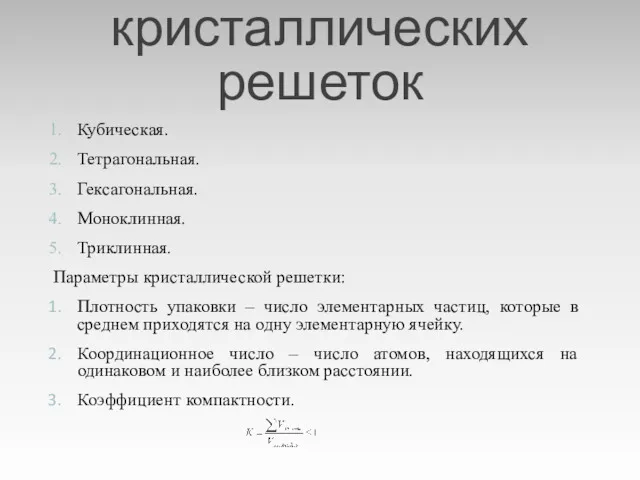
- 18. Виды кристаллических решеток Кубическая. Тетрагональная. Гексагональная. Моноклинная. Триклинная. Параметры кристаллической решетки: Плотность упаковки – число элементарных
- 19. 14 решеток Бравэ
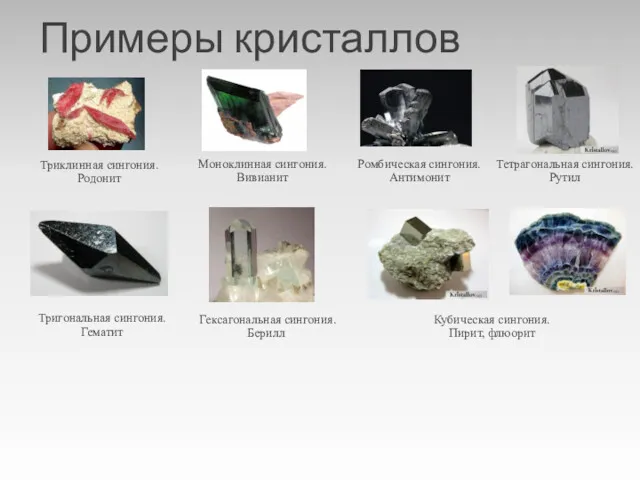
- 20. Примеры кристаллов Триклинная сингония. Родонит Моноклинная сингония. Вивианит Кубическая сингония. Пирит, флюорит Ромбическая сингония. Антимонит Тетрагональная
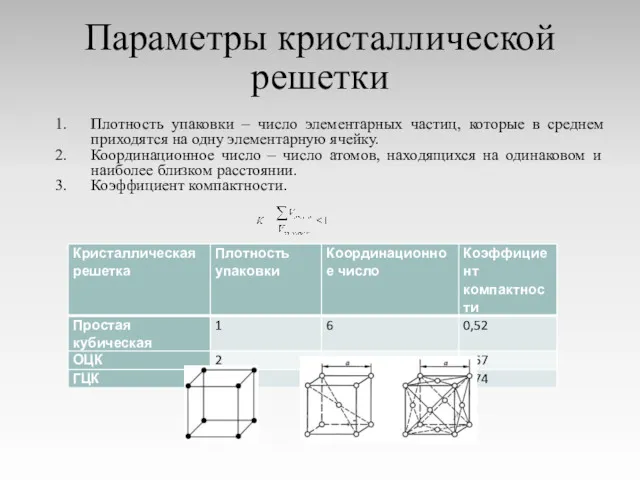
- 21. Параметры кристаллической решетки Плотность упаковки – число элементарных частиц, которые в среднем приходятся на одну элементарную
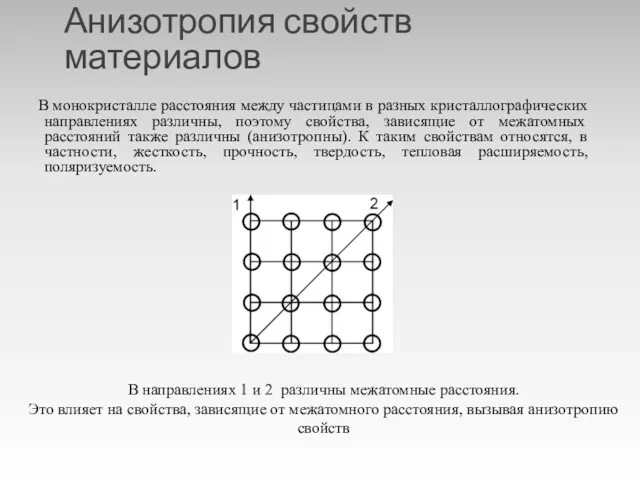
- 22. Анизотропия свойств материалов В монокристалле расстояния между частицами в разных кристаллографических направлениях различны, поэтому свойства, зависящие
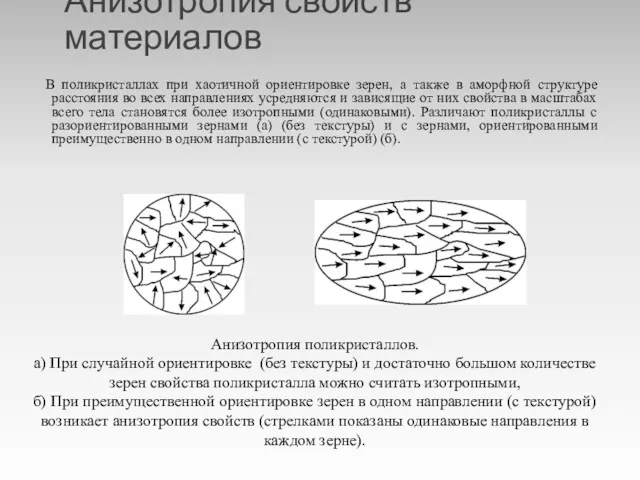
- 23. Анизотропия свойств материалов В поликристаллах при хаотичной ориентировке зерен, а также в аморфной структуре расстояния во
- 24. Анизотропия свойств материалов Жидкие кристаллы имеют сильно анизотропную структуру и свойства. Полимеры и композиты могут быть
- 25. Несовершенства строения реальных кристаллических тел В реальных материалах всегда имеют отклонения от совершенного кристаллического строения, которые
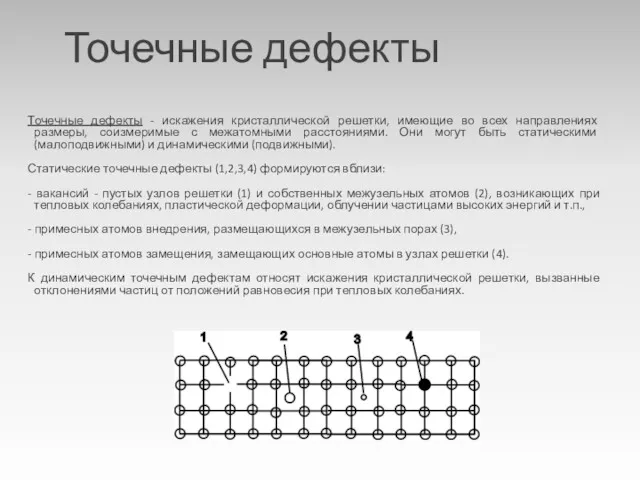
- 26. Точечные дефекты Точечные дефекты - искажения кристаллической решетки, имеющие во всех направлениях размеры, соизмеримые с межатомными
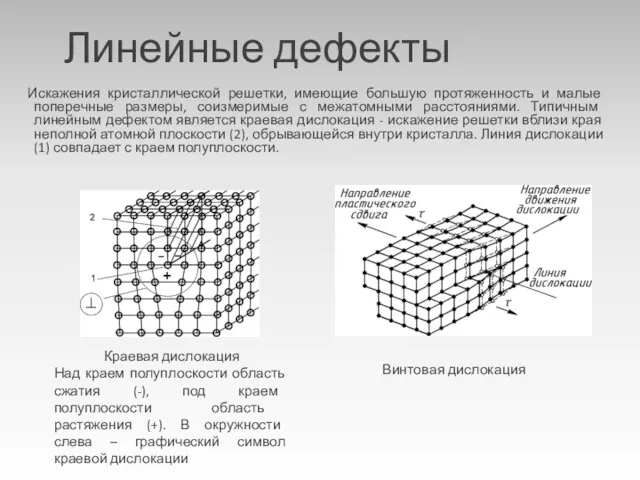
- 27. Линейные дефекты Искажения кристаллической решетки, имеющие большую протяженность и малые поперечные размеры, соизмеримые с межатомными расстояниями.
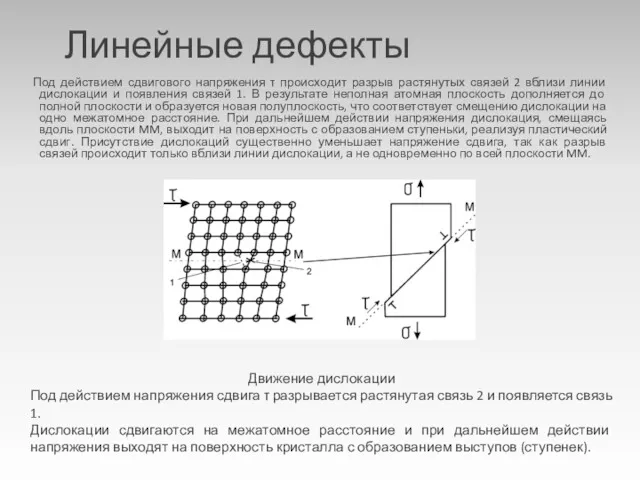
- 28. Линейные дефекты Под действием сдвигового напряжения τ происходит разрыв растянутых связей 2 вблизи линии дислокации и
- 29. Линейные дефекты В процессе пластической деформации происходит не только движение, но и интенсивное размножение дислокаций, что
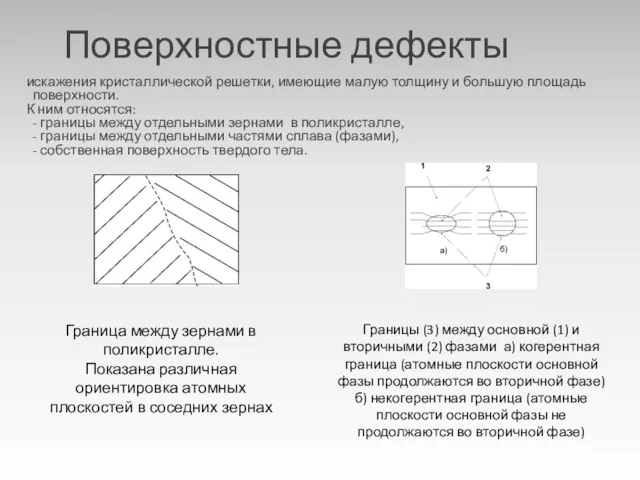
- 30. Поверхностные дефекты искажения кристаллической решетки, имеющие малую толщину и большую площадь поверхности. К ним относятся: -
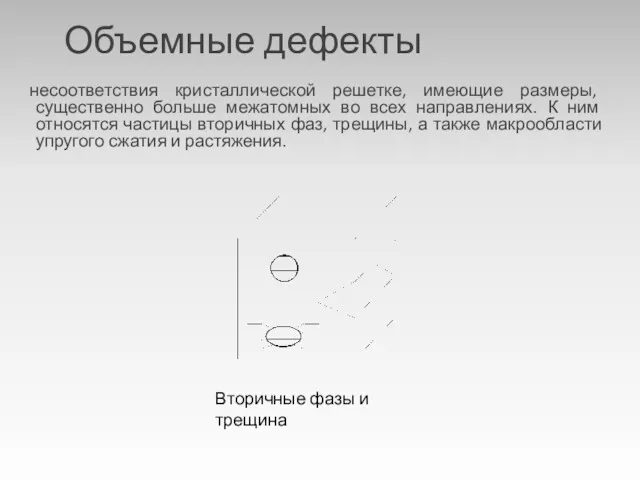
- 31. Объемные дефекты несоответствия кристаллической решетке, имеющие размеры, существенно больше межатомных во всех направлениях. К ним относятся
- 32. Несовершенства строения реальных кристаллических тел Дефекты изменяют энергетическое состояние материала и могут быть как равновесными, так
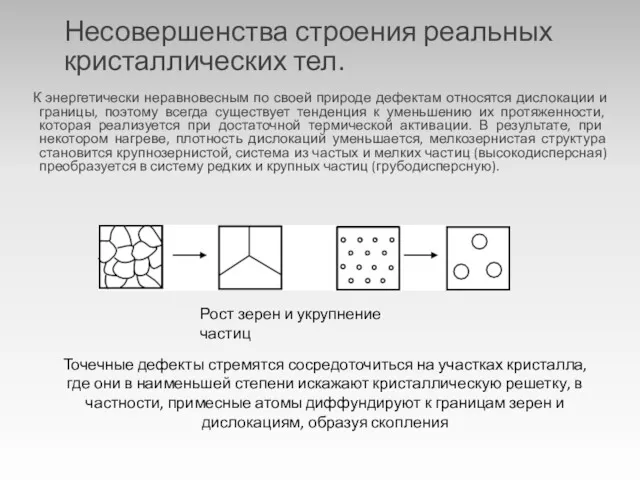
- 33. Несовершенства строения реальных кристаллических тел. К энергетически неравновесным по своей природе дефектам относятся дислокации и границы,
- 34. Понятие о сплавах На практике в основном используют не чистые металлы, а их сплавы. Сплав -
- 35. Понятие о сплавах Известны три вида твердых фаз: - фазы, состоящие из атомов одного элемента, -
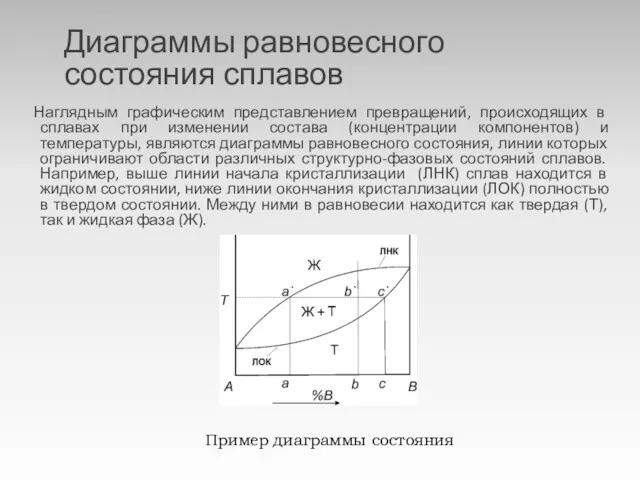
- 36. Диаграммы равновесного состояния сплавов Наглядным графическим представлением превращений, происходящих в сплавах при изменении состава (концентрации компонентов)
- 37. Диаграмма сплавов - неограниченных твердых растворов В данном случае возникает только фаза твердого раствора α
- 38. Диаграмма сплавов - механических смесей фаз Если производится кристаллизация сплава отличного от эвтектического состава (1 -
- 39. Диаграмма сплавов - ограниченных твердых растворов Системы сплавов часто включают твердые растворы с переменной растворимостью, уменьшающейся
- 40. Диаграмма сплавов с промежуточной фазой Промежуточная фаза AmBn может выделяться непосредственно из жидкого состояния, в этом
- 41. Диаграмма состояния железо – углерод Данная диаграмма содержит твердые растворы с ограниченной растворимостью, механические смеси, а
- 42. Диаграмма состояния железо – углерод ACD - линия начала кристаллизации сплавов; AECF - линия окончания кристаллизации
- 43. Диаграмма состояния железо – углерод В упрощенном варианте диаграммы: а) при Т больше 911°С до 1392°С
- 44. Чугуны подразделяются на белые, серые литейные, ковкие и высокопрочные. В белых чугунах C входит в состав
- 45. Основные механические свойства и характеристики твердых тел и способы их улучшения При изучении данного раздела следует
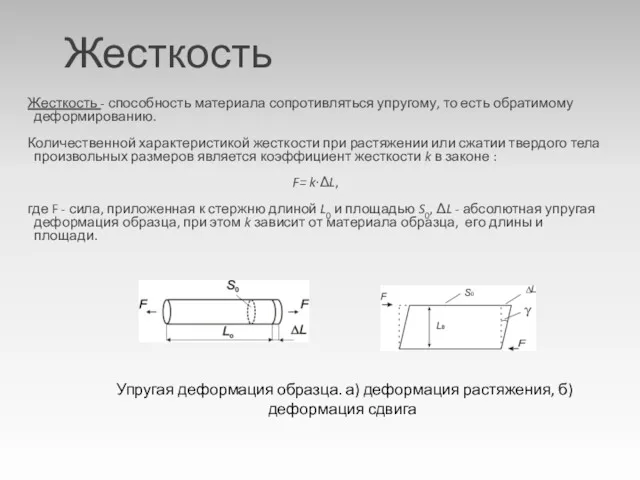
- 46. Жесткость Жесткость - способность материала сопротивляться упругому, то есть обратимому деформированию. Количественной характеристикой жесткости при растяжении
- 47. Приблизительные характеристики жесткости применяемых материалов
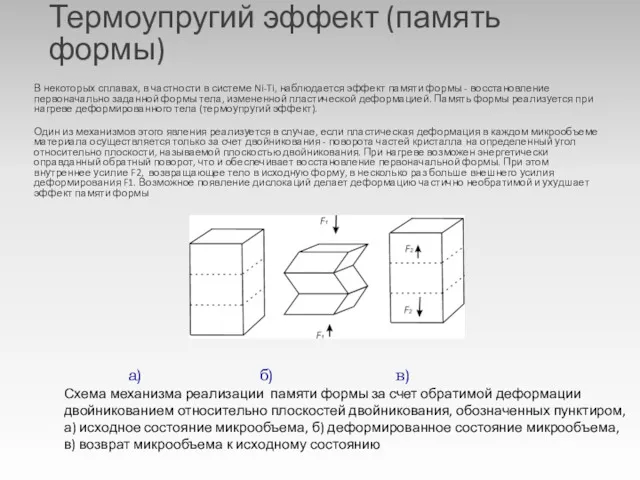
- 48. Термоупругий эффект (память формы) В некоторых сплавах, в частности в системе Ni-Ti, наблюдается эффект памяти формы
- 49. Эффект памяти формы Нитинол. Никель-титановый сплав (55%Ti, 45%Ni). Температура активации сплава - 40 градусов. При изменении
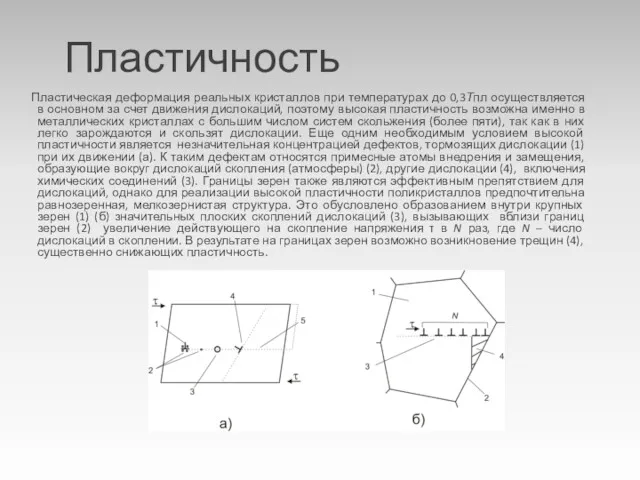
- 50. Пластичность Пластичность - способность материала пластически, то есть необратимо деформироваться без разрушения. Пластичность необходима для предотвращения
- 51. Пластичность Пластическая деформация реальных кристаллов при температурах до 0,3Тпл осуществляется в основном за счет движения дислокаций,
- 52. Хрупкость и вязкость В процессе пластического деформирования и разрушения над материалом совершается работа внешних сил, в
- 53. Эксплуатационная надежность Конструкционный материал ответственного назначения должен обладать эксплуатационной надежностью (способностью сопротивляться хрупкому разрушению), то есть
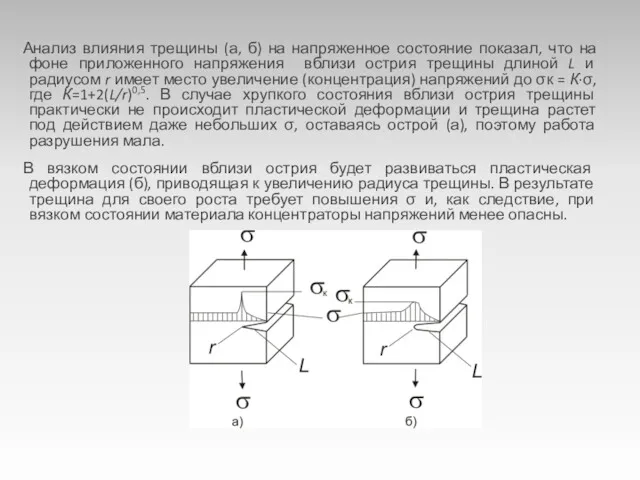
- 54. Анализ влияния трещины (а, б) на напряженное состояние показал, что на фоне приложенного напряжения вблизи острия
- 55. Прочность Прочность - способность материала сопротивляться пластическому, то есть необратимому деформированию и разрушению. В реальных твердых
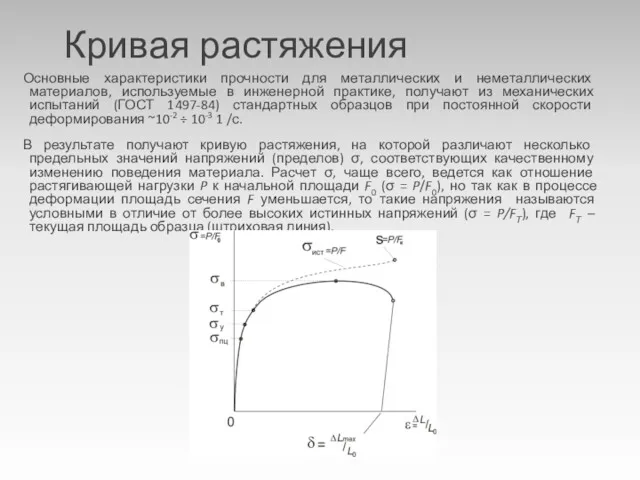
- 56. Кривая растяжения Основные характеристики прочности для металлических и неметаллических материалов, используемые в инженерной практике, получают из
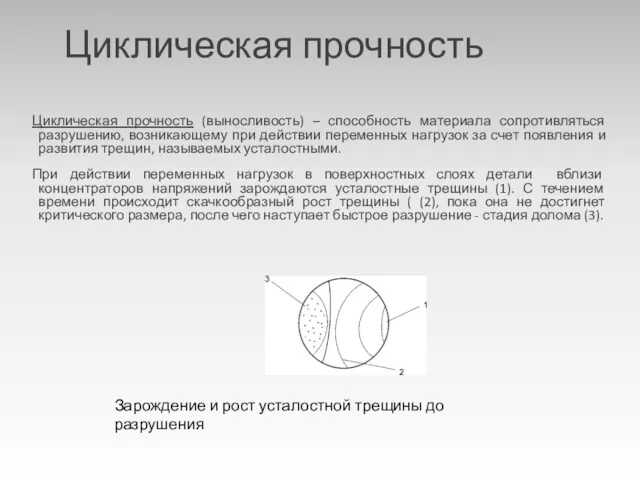
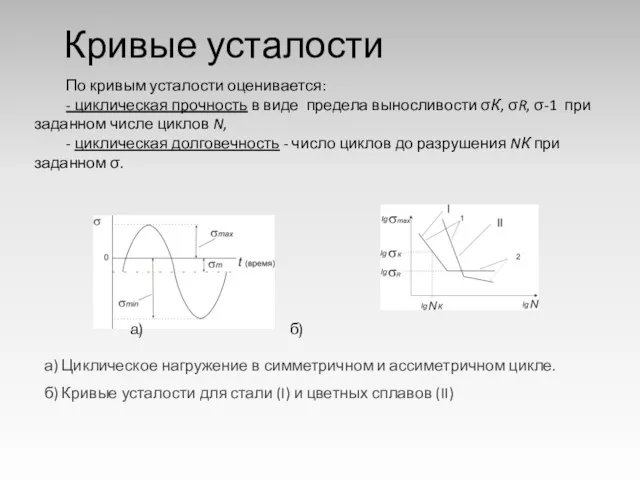
- 57. Циклическая прочность Циклическая прочность (выносливость) – способность материала сопротивляться разрушению, возникающему при действии переменных нагрузок за
- 58. Наибольшие прочностные свойства материалов
- 59. Кривые усталости а) Циклическое нагружение в симметричном и ассиметричном цикле. б) Кривые усталости для стали (I)
- 60. Твердость Твердость - способность материала сопротивляться локальному воздействию (вдавливанию, царапанию) более твердых тел (индентеров). Твердость является
- 61. Материалы высокой твердости Материалы высокой твердости, как правило, тугоплавки, имеют большое количество участвующих в межатомной связи
- 62. Износостойкость Под действием трения и ударных нагрузок в поверхностных слоях материалов развиваются процессы, вызывающие их постепенное
- 63. Релаксационная стойкость Релаксационная стойкость - способность материала сохранять упругодеформированное состояние во времени. Необходимость учета релаксационной стойкости,
- 64. Направления повышения эксплуатационных свойств конструкционных материалов Критерием пригодности материала, как конструкционного, является наличие совокупности эксплуатационных свойств,
- 65. Основы термической обработки Под термической обработкой понимают технологический процесс, основанный на изменении температуры материала, цель которого
- 66. Собственно термическая обработка ТО - термическая обработка, основанная только на изменении температуры. Программа ТО включает нагрев,
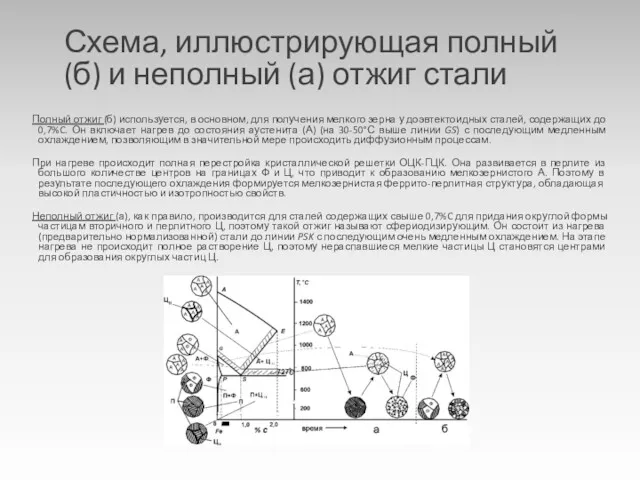
- 67. Схема, иллюстрирующая полный (б) и неполный (а) отжиг стали Полный отжиг (б) используется, в основном, для
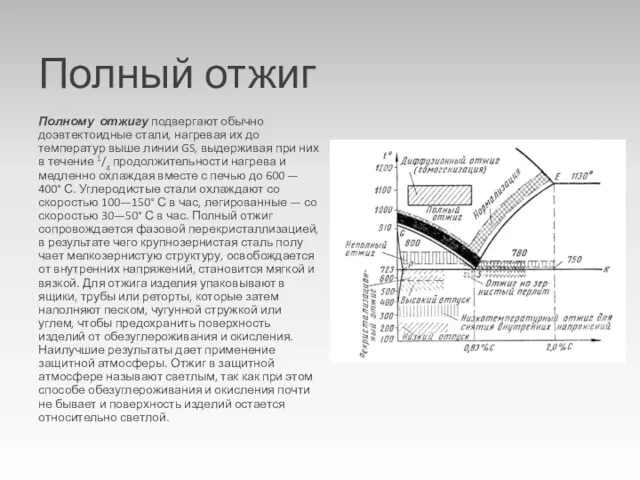
- 68. Полный отжиг Полному отжигу подвергают обычно доэвтектоидные стали, нагревая их до температур выше линии GS, выдерживая
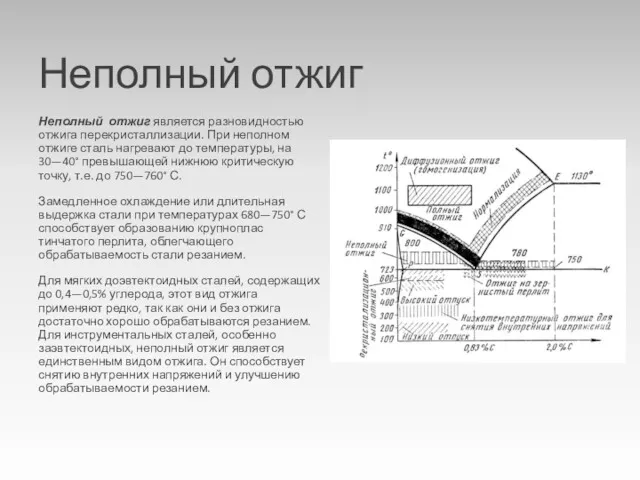
- 69. Неполный отжиг Неполный отжиг является разновидностью отжига перекристаллизации. При неполном отжиге сталь нагревают до температуры, на
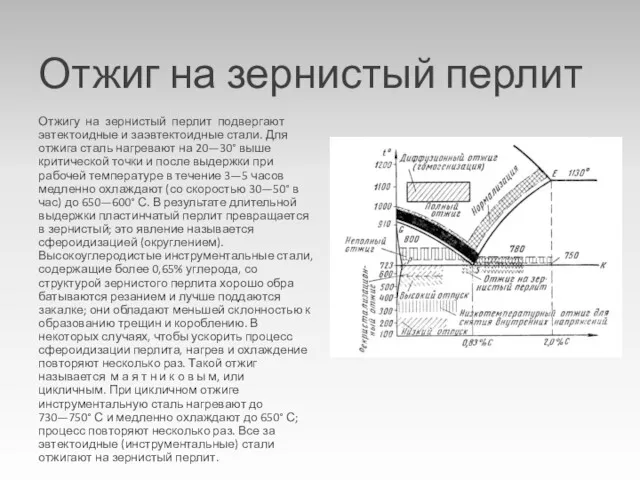
- 70. Отжиг на зернистый перлит Отжигу на зернистый перлит подвергают эвтектоидные и заэвтектоидные стали. Для отжига сталь
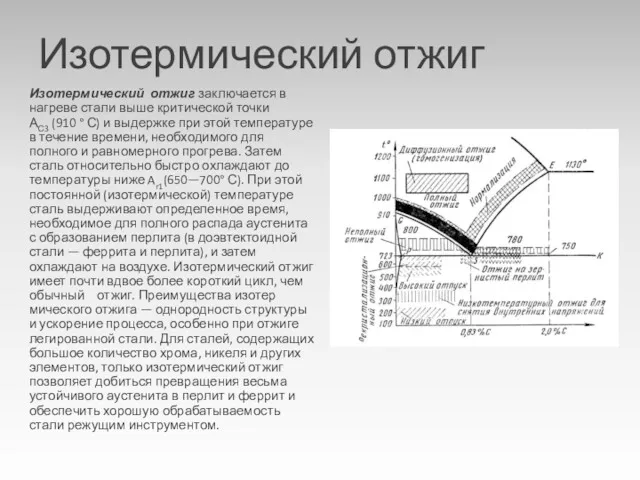
- 71. Изотермический отжиг Изотермический отжиг заключается в нагреве стали выше критической точки АС3 (910 ° С) и
- 72. Диффузионный отжиг применяют для слитков и крупных отливок, чтобы выравнять (путем диффузии) химический состав стали, имеющий
- 73. Нормализацией называется нагрев стали выше линии GSE на 30—50° с выдержкой при этой температуре и последующим
- 74. Закалка Закалка - ТО, в которой определяющими параметрами являются температура нагрева, обеспечивающая необходимые фазовые превращения, а
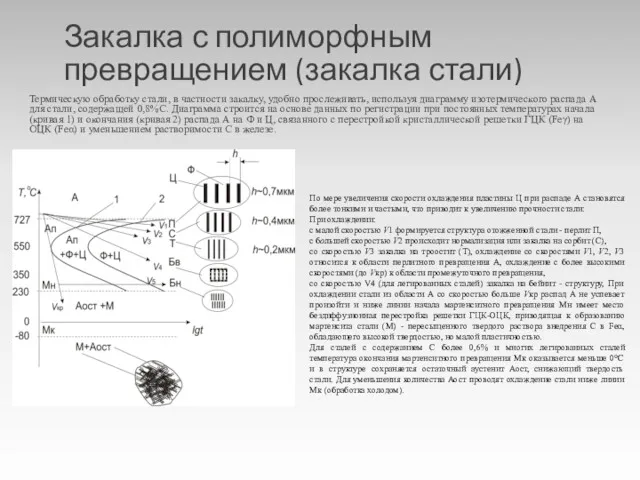
- 75. Закалка с полиморфным превращением (закалка стали) Термическую обработку стали, в частности закалку, удобно прослеживать, используя диаграмму
- 76. Способы закалки Закалка в одном охладителе - наиболее распространенный и простой способ, состоящий в том, что
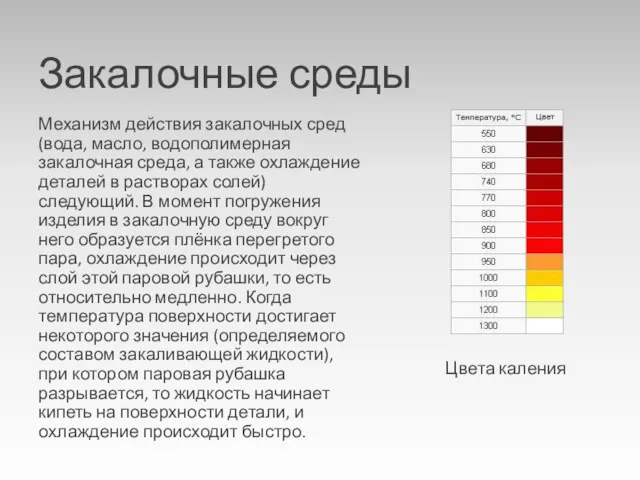
- 77. Закалочные среды Механизм действия закалочных сред (вода, масло, водополимерная закалочная среда, а также охлаждение деталей в
- 78. Охлаждающая среда при закалке должна обеспечить: 1. Высокую скорость охлаждения при температуре наименьшей устойчивости аустенита (650
- 79. Достоинства и недостатки Основные недостатки воды и водных растворов: большая скорость охлаждения в области температур образования
- 80. Прокаливаемость стали Прокаливаемость стали 45 и 40ХА. Закалка в воде. Прокаливаемость стали – глубина закаленной зоны.
- 81. Поверхностная закалка Нагрев газовым пламенем. Нагрев в электролите. Электронагрев контактным способом. Индукционный нагрев током. Достоинства: Нагрев
- 82. Отпуск Отпуск - ТО, применяемая после закалки с полиморфным превращением, в частности, для закаленной стали. Определяющими
- 83. Отпуск При низком отпуске (120-250°C) за счет перераспределения атомов C решетке железа и их диффузии к
- 84. а) Влияние температуры отпуска на структуру закаленной стали (Мз – мартенсит закалки, Мо – мартенсит отпуска,
- 85. Закалка без использования полиморфного превращения Такой закалке подвергаются сплавы на основе Al, Mg, Cu, Fe, Co,
- 86. Закалка без полиморфного превращения и старение. a - исходное состояние (равновесный твердый раствор α и, распределенные
- 87. Старение Старение – ТО, применяемая, в основном, для закаленных без полиморфного превращения сплавов. Определяющими параметрами старения
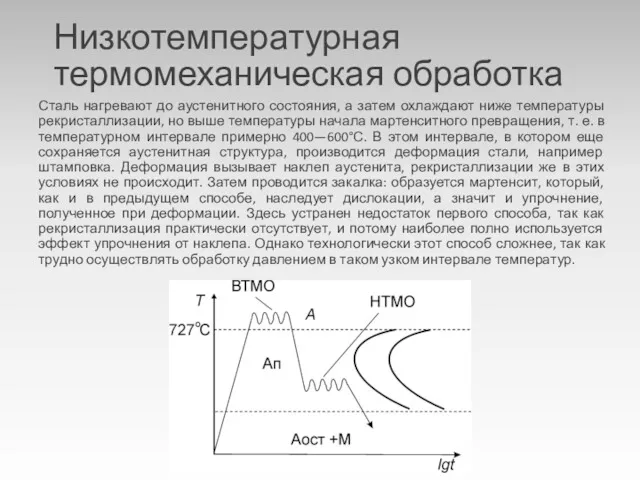
- 88. Термомеханическая обработка (ТМО) ТМО – термообработка, сочетающая собственно термическую обработку, как правило, закалку и пластическую деформацию
- 89. Сталь нагревают до аустенитного состояния, а затем охлаждают ниже температуры рекристаллизации, но выше температуры начала мартенситного
- 90. Для стали производится ВТМО (высокотемпературная термомеханическая обработка) с пластической деформацией (20-40%) в состоянии равновесного А (выше
- 91. Химико-термическая обработка (ХТО) ХТО - термообработка, сочетающая собственно термическую обработку с насыщением поверхностных слоев изделий, в
- 92. Цементация производится для малоуглеродистых (до 0,25%C) сталей при температуре ~920°С, когда присутствует однофазное состоянии А, хорошо
- 94. Скачать презентацию
Материалы - вещества естественного и искусственного происхождения, применяющиеся в практике, в
Материалы - вещества естественного и искусственного происхождения, применяющиеся в практике, в
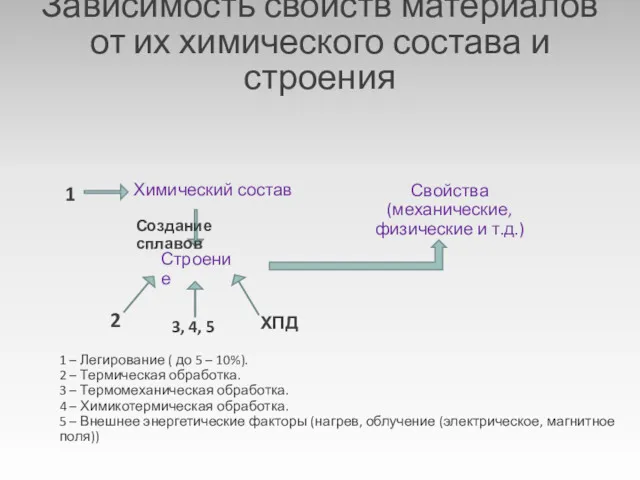
Зависимость свойств материалов от их химического состава и строения
Химический состав
Строение
Свойства (механические,
Зависимость свойств материалов от их химического состава и строения
Химический состав
Строение
Свойства (механические,
Классификация материалов
Наиболее приближенной к нуждам потребителя представляется классификация по основному назначению
Классификация материалов
Наиболее приближенной к нуждам потребителя представляется классификация по основному назначению
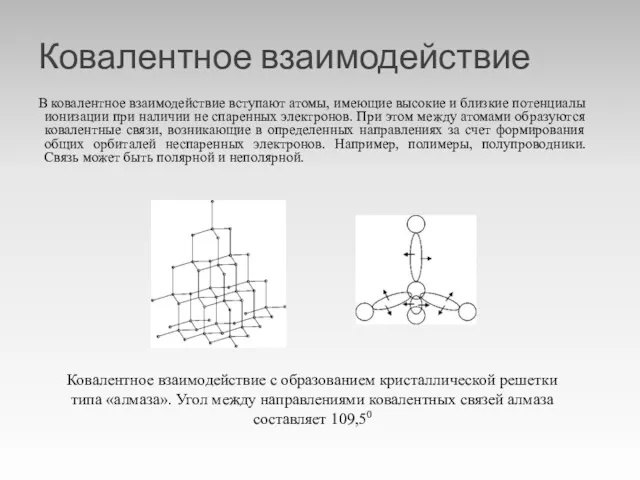
Ковалентное взаимодействие
В ковалентное взаимодействие вступают атомы, имеющие высокие и близкие потенциалы
Ковалентное взаимодействие
В ковалентное взаимодействие вступают атомы, имеющие высокие и близкие потенциалы
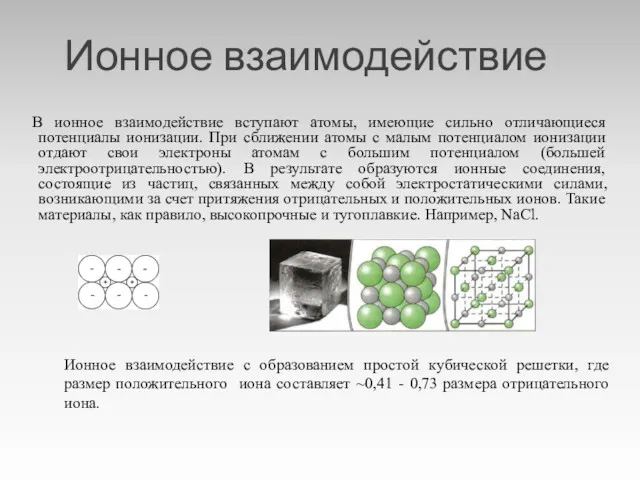
Ионное взаимодействие
В ионное взаимодействие вступают атомы, имеющие сильно отличающиеся потенциалы
Ионное взаимодействие
В ионное взаимодействие вступают атомы, имеющие сильно отличающиеся потенциалы
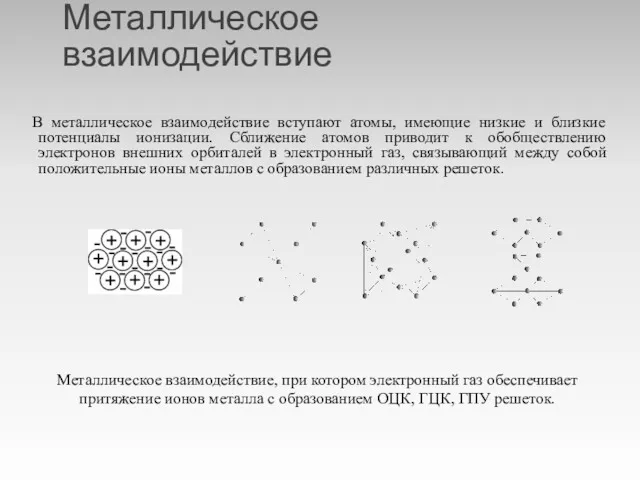
Металлическое взаимодействие
В металлическое взаимодействие вступают атомы, имеющие низкие и близкие потенциалы
Металлическое взаимодействие
В металлическое взаимодействие вступают атомы, имеющие низкие и близкие потенциалы
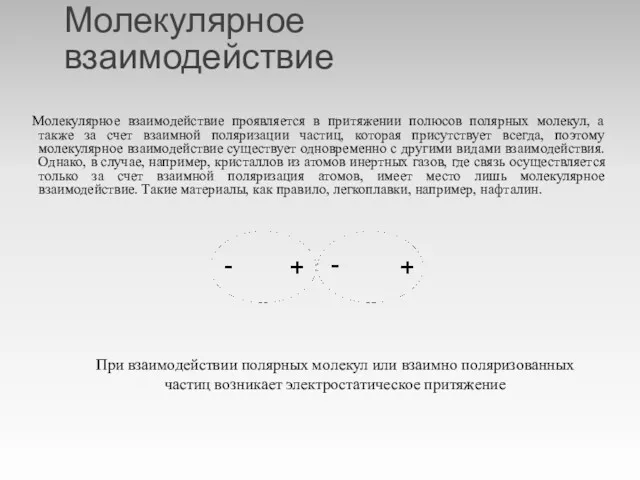
Молекулярное взаимодействие
Молекулярное взаимодействие проявляется в притяжении полюсов полярных молекул, а также
Молекулярное взаимодействие
Молекулярное взаимодействие проявляется в притяжении полюсов полярных молекул, а также
Силы Ван-дер-Ваальса
Ван-дер-Ваальсовы силы — силы межмолекулярного (и межатомного) взаимодействия с энергией 10 — 20 кДж/моль. Этим термином первоначально
Силы Ван-дер-Ваальса
Ван-дер-Ваальсовы силы — силы межмолекулярного (и межатомного) взаимодействия с энергией 10 — 20 кДж/моль. Этим термином первоначально

Смешанное взаимодействие
Во многих веществах равноправно присутствуют разные типы взаимодействия.
Так,
Смешанное взаимодействие
Во многих веществах равноправно присутствуют разные типы взаимодействия.
Так,
Равновесие химической системы
Степень равновесия любой химической системы характеризуется термодинамической функцией –
Равновесие химической системы
Степень равновесия любой химической системы характеризуется термодинамической функцией –
Кристаллические и аморфные тела
Аморфные материалы.
Размягчается/затвердевают в некотором диапазоне температур.
Отсутствует дальний трансляционный
Кристаллические и аморфные тела
Аморфные материалы.
Размягчается/затвердевают в некотором диапазоне температур.
Отсутствует дальний трансляционный
Строение реальных материалов
1) Монокристаллы, состоящие из одного кристалла, выращенного из единственного
Строение реальных материалов
1) Монокристаллы, состоящие из одного кристалла, выращенного из единственного
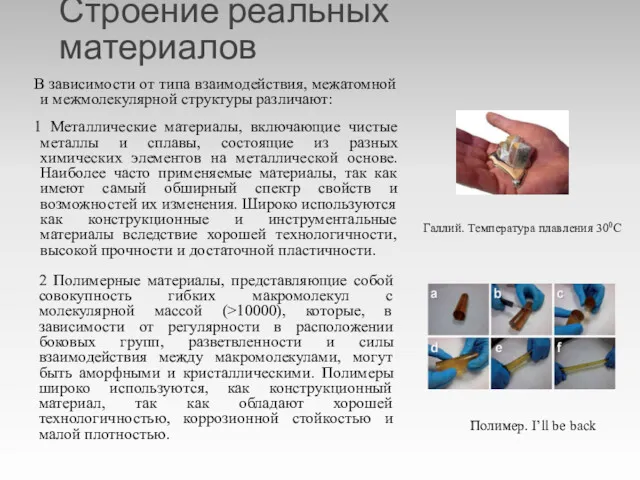
Строение реальных материалов
В зависимости от типа взаимодействия, межатомной и межмолекулярной структуры
Строение реальных материалов
В зависимости от типа взаимодействия, межатомной и межмолекулярной структуры

Строение реальных материалов
3 Композиционные материалы (композиты) естественного или искусственного происхождения, состоящие
Строение реальных материалов
3 Композиционные материалы (композиты) естественного или искусственного происхождения, состоящие
Строение реальных материалов
5) Стекла - аморфные вещества, имеющие в своей основе
Строение реальных материалов
5) Стекла - аморфные вещества, имеющие в своей основе
Строение реальных материалов
7) Жидкие кристаллы, представляющие собой жесткие, удлиненные, либо дискообразные
Строение реальных материалов
7) Жидкие кристаллы, представляющие собой жесткие, удлиненные, либо дискообразные
Виды кристаллических решеток
Кубическая.
Тетрагональная.
Гексагональная.
Моноклинная.
Триклинная.
Параметры кристаллической решетки:
Плотность упаковки – число элементарных частиц, которые
Виды кристаллических решеток
Кубическая.
Тетрагональная.
Гексагональная.
Моноклинная.
Триклинная.
Параметры кристаллической решетки:
Плотность упаковки – число элементарных частиц, которые

14 решеток Бравэ
14 решеток Бравэ
Примеры кристаллов
Триклинная сингония.
Родонит
Моноклинная сингония.
Вивианит
Кубическая сингония.
Пирит, флюорит
Ромбическая сингония.
Антимонит
Тетрагональная сингония.
Рутил
Тригональная сингония.
Гематит
Гексагональная сингония.
Берилл
Примеры кристаллов
Триклинная сингония.
Родонит
Моноклинная сингония.
Вивианит
Кубическая сингония.
Пирит, флюорит
Ромбическая сингония.
Антимонит
Тетрагональная сингония.
Рутил
Тригональная сингония.
Гематит
Гексагональная сингония.
Берилл
Параметры кристаллической решетки
Плотность упаковки – число элементарных частиц, которые в среднем
Параметры кристаллической решетки
Плотность упаковки – число элементарных частиц, которые в среднем
Анизотропия свойств материалов
В монокристалле расстояния между частицами в разных кристаллографических
Анизотропия свойств материалов
В монокристалле расстояния между частицами в разных кристаллографических
Анизотропия свойств материалов
В поликристаллах при хаотичной ориентировке зерен, а также в
Анизотропия свойств материалов
В поликристаллах при хаотичной ориентировке зерен, а также в
Анизотропия свойств материалов
Жидкие кристаллы имеют сильно анизотропную структуру и свойства.
Полимеры и
Анизотропия свойств материалов
Жидкие кристаллы имеют сильно анизотропную структуру и свойства.
Полимеры и
Несовершенства строения реальных кристаллических тел
В реальных материалах всегда имеют отклонения от
Несовершенства строения реальных кристаллических тел
В реальных материалах всегда имеют отклонения от
Точечные дефекты
Точечные дефекты - искажения кристаллической решетки, имеющие во всех направлениях
Точечные дефекты
Точечные дефекты - искажения кристаллической решетки, имеющие во всех направлениях
Линейные дефекты
Искажения кристаллической решетки, имеющие большую протяженность и малые поперечные размеры,
Линейные дефекты
Искажения кристаллической решетки, имеющие большую протяженность и малые поперечные размеры,
Линейные дефекты
Под действием сдвигового напряжения τ происходит разрыв растянутых связей 2
Линейные дефекты
Под действием сдвигового напряжения τ происходит разрыв растянутых связей 2
Линейные дефекты
В процессе пластической деформации происходит не только движение, но и
Линейные дефекты
В процессе пластической деформации происходит не только движение, но и
Поверхностные дефекты
искажения кристаллической решетки, имеющие малую толщину и большую площадь
Поверхностные дефекты
искажения кристаллической решетки, имеющие малую толщину и большую площадь
Объемные дефекты
несоответствия кристаллической решетке, имеющие размеры, существенно больше межатомных во
Объемные дефекты
несоответствия кристаллической решетке, имеющие размеры, существенно больше межатомных во
Несовершенства строения реальных кристаллических тел
Дефекты изменяют энергетическое состояние материала и могут
Несовершенства строения реальных кристаллических тел
Дефекты изменяют энергетическое состояние материала и могут
Несовершенства строения реальных кристаллических тел.
К энергетически неравновесным по своей природе дефектам
Несовершенства строения реальных кристаллических тел.
К энергетически неравновесным по своей природе дефектам
Понятие о сплавах
На практике в основном используют не чистые металлы,
Понятие о сплавах
На практике в основном используют не чистые металлы,
Понятие о сплавах
Известны три вида твердых фаз:
- фазы, состоящие из атомов
Понятие о сплавах
Известны три вида твердых фаз:
- фазы, состоящие из атомов
Диаграммы равновесного состояния сплавов
Наглядным графическим представлением превращений, происходящих в сплавах
Диаграммы равновесного состояния сплавов
Наглядным графическим представлением превращений, происходящих в сплавах
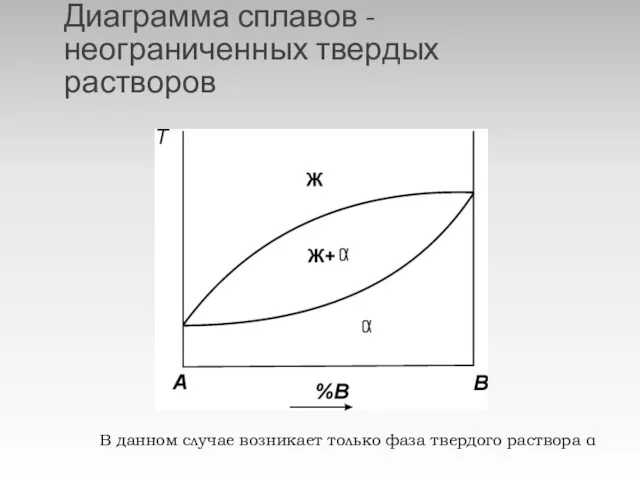
Диаграмма сплавов - неограниченных твердых растворов
В данном случае возникает только
Диаграмма сплавов - неограниченных твердых растворов
В данном случае возникает только
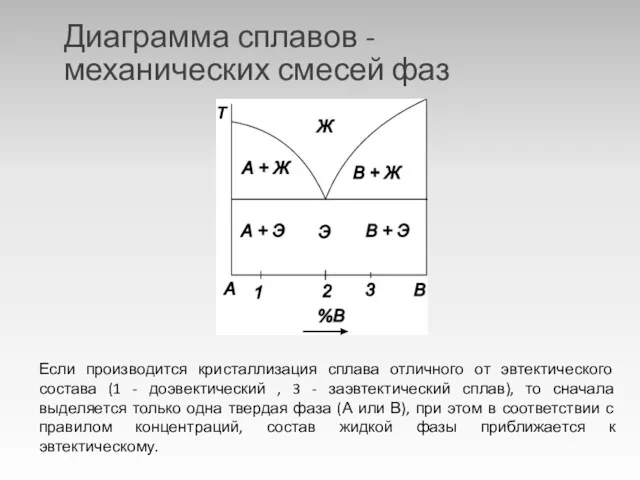
Диаграмма сплавов - механических смесей фаз
Если производится кристаллизация сплава отличного
Диаграмма сплавов - механических смесей фаз
Если производится кристаллизация сплава отличного
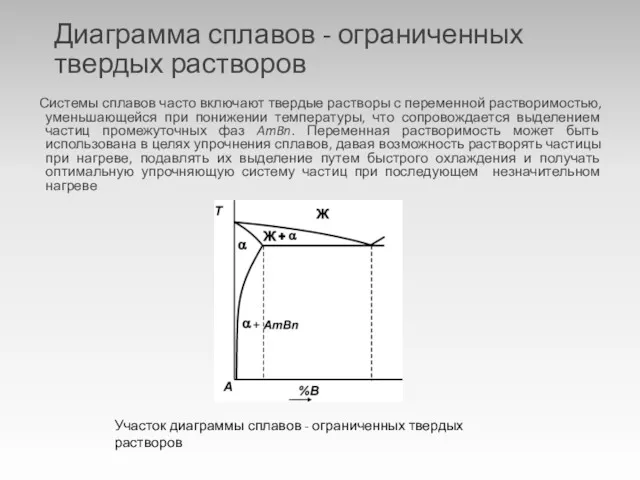
Диаграмма сплавов - ограниченных твердых растворов
Системы сплавов часто включают твердые растворы
Диаграмма сплавов - ограниченных твердых растворов
Системы сплавов часто включают твердые растворы
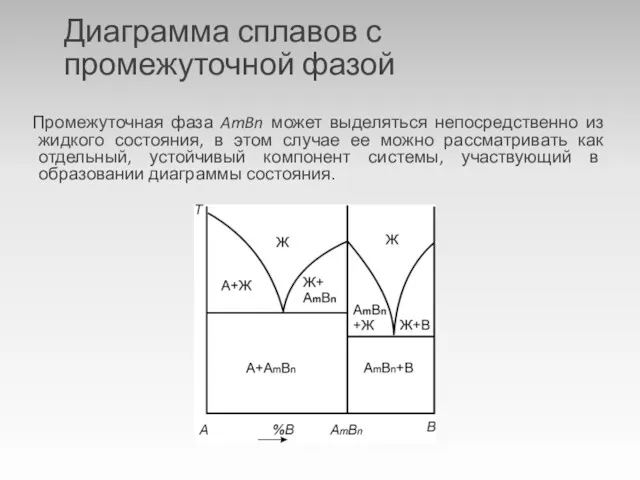
Диаграмма сплавов с промежуточной фазой
Промежуточная фаза AmBn может выделяться непосредственно
Диаграмма сплавов с промежуточной фазой
Промежуточная фаза AmBn может выделяться непосредственно
Диаграмма состояния железо – углерод
Данная диаграмма содержит твердые растворы с
Диаграмма состояния железо – углерод
Данная диаграмма содержит твердые растворы с
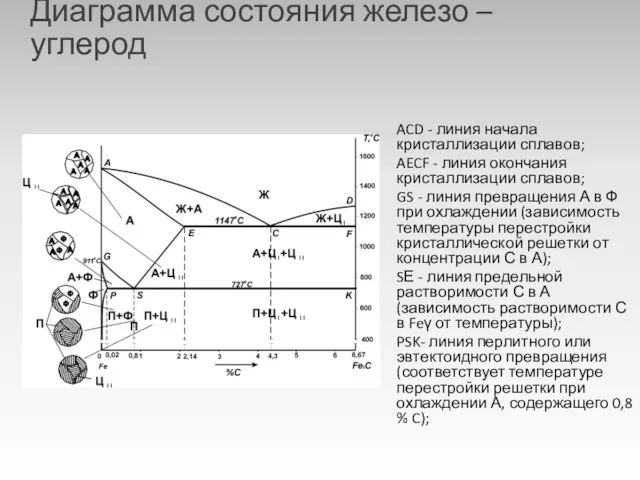
Диаграмма состояния железо – углерод
ACD - линия начала кристаллизации сплавов;
Диаграмма состояния железо – углерод
ACD - линия начала кристаллизации сплавов;
Диаграмма состояния железо – углерод
В упрощенном варианте диаграммы:
а) при Т
Диаграмма состояния железо – углерод
В упрощенном варианте диаграммы:
а) при Т
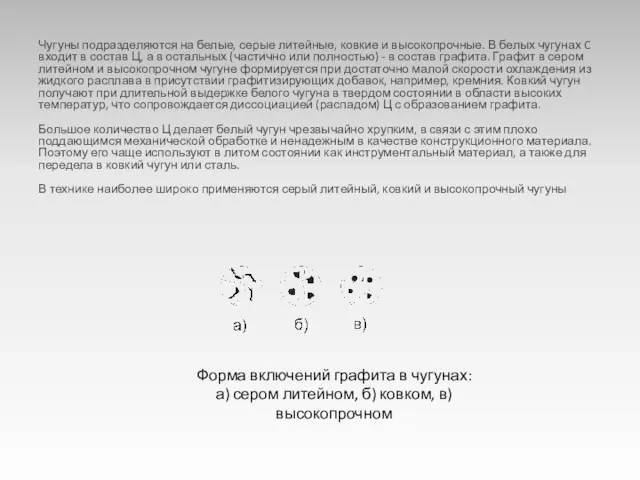
Чугуны подразделяются на белые, серые литейные, ковкие и высокопрочные. В белых
Чугуны подразделяются на белые, серые литейные, ковкие и высокопрочные. В белых
Основные механические свойства и характеристики твердых тел и способы их улучшения
Основные механические свойства и характеристики твердых тел и способы их улучшения
Жесткость
Жесткость - способность материала сопротивляться упругому, то есть обратимому деформированию.
Количественной характеристикой
Жесткость
Жесткость - способность материала сопротивляться упругому, то есть обратимому деформированию.
Количественной характеристикой

Приблизительные характеристики жесткости применяемых материалов
Приблизительные характеристики жесткости применяемых материалов
Термоупругий эффект (память формы)
В некоторых сплавах, в частности в системе
Термоупругий эффект (память формы)
В некоторых сплавах, в частности в системе

Эффект памяти формы
Нитинол. Никель-титановый сплав (55%Ti, 45%Ni). Температура активации сплава -
Эффект памяти формы
Нитинол. Никель-титановый сплав (55%Ti, 45%Ni). Температура активации сплава -
Пластичность
Пластичность - способность материала пластически, то есть необратимо деформироваться без разрушения.
Пластичность
Пластичность - способность материала пластически, то есть необратимо деформироваться без разрушения.
Пластичность
Пластическая деформация реальных кристаллов при температурах до 0,3Тпл осуществляется в основном
Пластичность
Пластическая деформация реальных кристаллов при температурах до 0,3Тпл осуществляется в основном
Хрупкость и вязкость
В процессе пластического деформирования и разрушения над материалом совершается
Хрупкость и вязкость
В процессе пластического деформирования и разрушения над материалом совершается
Эксплуатационная надежность
Конструкционный материал ответственного назначения должен обладать эксплуатационной надежностью (способностью сопротивляться
Эксплуатационная надежность
Конструкционный материал ответственного назначения должен обладать эксплуатационной надежностью (способностью сопротивляться
Анализ влияния трещины (а, б) на напряженное состояние показал, что на
Анализ влияния трещины (а, б) на напряженное состояние показал, что на
Прочность
Прочность - способность материала сопротивляться пластическому, то есть необратимому деформированию и
Прочность
Прочность - способность материала сопротивляться пластическому, то есть необратимому деформированию и
Кривая растяжения
Основные характеристики прочности для металлических и неметаллических материалов, используемые
Кривая растяжения
Основные характеристики прочности для металлических и неметаллических материалов, используемые
Циклическая прочность
Циклическая прочность (выносливость) – способность материала сопротивляться разрушению, возникающему при
Циклическая прочность
Циклическая прочность (выносливость) – способность материала сопротивляться разрушению, возникающему при
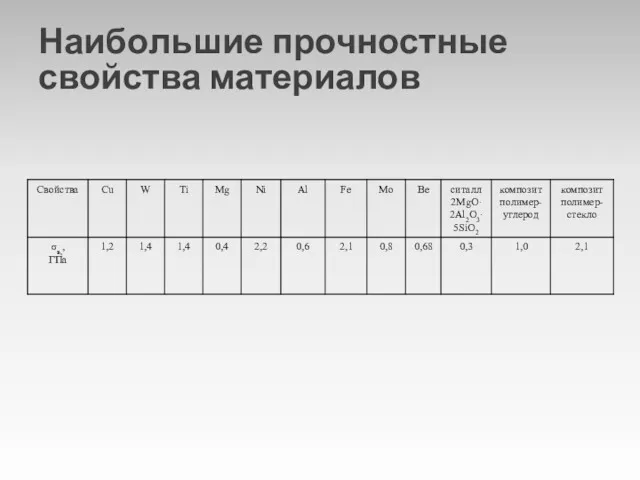
Наибольшие прочностные свойства материалов
Наибольшие прочностные свойства материалов
Кривые усталости
а) Циклическое нагружение в симметричном и ассиметричном цикле.
б) Кривые
Кривые усталости
а) Циклическое нагружение в симметричном и ассиметричном цикле.
б) Кривые
Твердость
Твердость - способность материала сопротивляться локальному воздействию (вдавливанию, царапанию) более твердых
Твердость
Твердость - способность материала сопротивляться локальному воздействию (вдавливанию, царапанию) более твердых
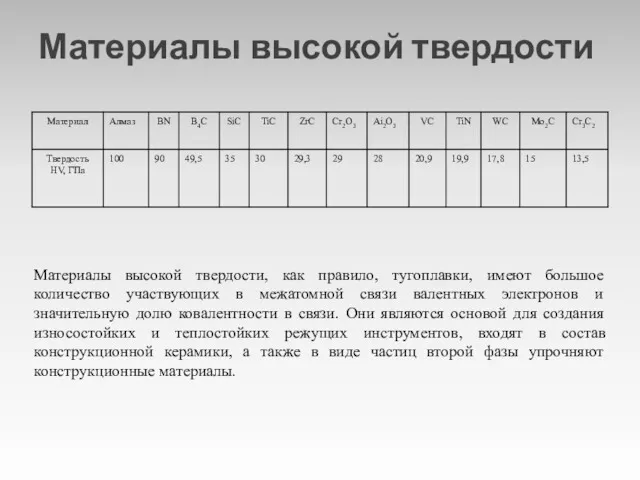
Материалы высокой твердости
Материалы высокой твердости, как правило, тугоплавки, имеют большое
Материалы высокой твердости
Материалы высокой твердости, как правило, тугоплавки, имеют большое
Износостойкость
Под действием трения и ударных нагрузок в поверхностных слоях материалов развиваются
Износостойкость
Под действием трения и ударных нагрузок в поверхностных слоях материалов развиваются
Релаксационная стойкость
Релаксационная стойкость - способность материала сохранять упругодеформированное состояние во
Релаксационная стойкость
Релаксационная стойкость - способность материала сохранять упругодеформированное состояние во
Направления повышения эксплуатационных свойств конструкционных материалов
Критерием пригодности материала, как конструкционного,
Направления повышения эксплуатационных свойств конструкционных материалов
Критерием пригодности материала, как конструкционного,
Основы термической обработки
Под термической обработкой понимают технологический процесс, основанный на
Основы термической обработки
Под термической обработкой понимают технологический процесс, основанный на
Собственно термическая обработка
ТО - термическая обработка, основанная только на изменении
Собственно термическая обработка
ТО - термическая обработка, основанная только на изменении
Схема, иллюстрирующая полный (б) и неполный (а) отжиг стали
Полный отжиг
Схема, иллюстрирующая полный (б) и неполный (а) отжиг стали
Полный отжиг
Полный отжиг
Полному отжигу подвергают обычно доэвтектоидные стали, нагревая их до температур выше линии
Полный отжиг
Полному отжигу подвергают обычно доэвтектоидные стали, нагревая их до температур выше линии
Неполный отжиг
Неполный отжиг является разновидностью отжига перекристаллизации. При неполном отжиге сталь нагревают до
Неполный отжиг
Неполный отжиг является разновидностью отжига перекристаллизации. При неполном отжиге сталь нагревают до
Отжиг на зернистый перлит
Отжигу на зернистый перлит подвергают эвтектоидные и заэвтектоидные
Отжиг на зернистый перлит
Отжигу на зернистый перлит подвергают эвтектоидные и заэвтектоидные
Изотермический отжиг
Изотермический отжиг заключается в нагреве стали выше критической точки АС3 (910 ° С)
Изотермический отжиг
Изотермический отжиг заключается в нагреве стали выше критической точки АС3 (910 ° С)
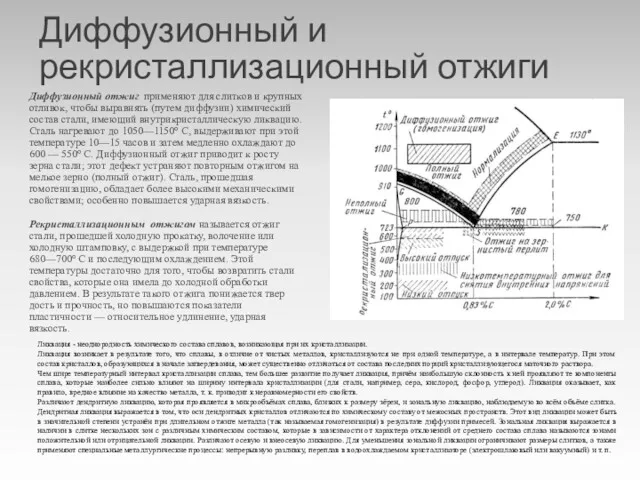
Диффузионный отжиг применяют для слитков и крупных отливок, чтобы выравнять (путем диффузии) химический
Диффузионный отжиг применяют для слитков и крупных отливок, чтобы выравнять (путем диффузии) химический
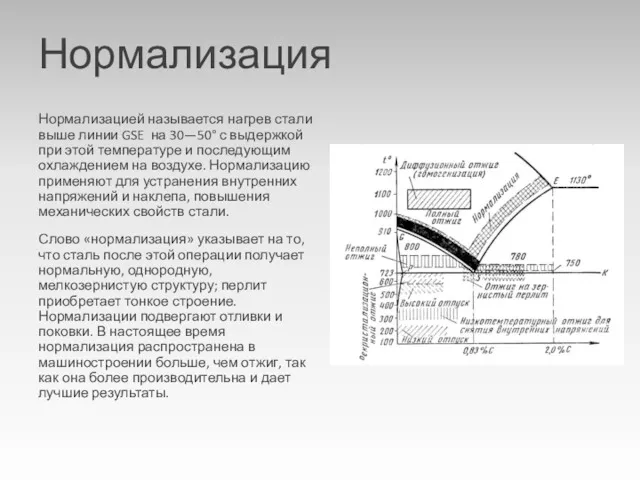
Нормализацией называется нагрев стали выше линии GSE на 30—50° с выдержкой
Нормализацией называется нагрев стали выше линии GSE на 30—50° с выдержкой
Закалка
Закалка - ТО, в которой определяющими параметрами являются температура нагрева, обеспечивающая
Закалка
Закалка - ТО, в которой определяющими параметрами являются температура нагрева, обеспечивающая
Закалка с полиморфным превращением (закалка стали)
Термическую обработку стали, в частности
Закалка с полиморфным превращением (закалка стали)
Термическую обработку стали, в частности
Способы закалки
Закалка в одном охладителе - наиболее распространенный и простой способ, состоящий
Способы закалки
Закалка в одном охладителе - наиболее распространенный и простой способ, состоящий
Закалочные среды
Механизм действия закалочных сред (вода, масло, водополимерная закалочная среда, а
Закалочные среды
Механизм действия закалочных сред (вода, масло, водополимерная закалочная среда, а

Охлаждающая среда при закалке должна обеспечить:
1. Высокую скорость охлаждения при температуре
Охлаждающая среда при закалке должна обеспечить:
1. Высокую скорость охлаждения при температуре
Достоинства и недостатки
Основные недостатки воды и водных растворов: большая скорость охлаждения
Достоинства и недостатки
Основные недостатки воды и водных растворов: большая скорость охлаждения
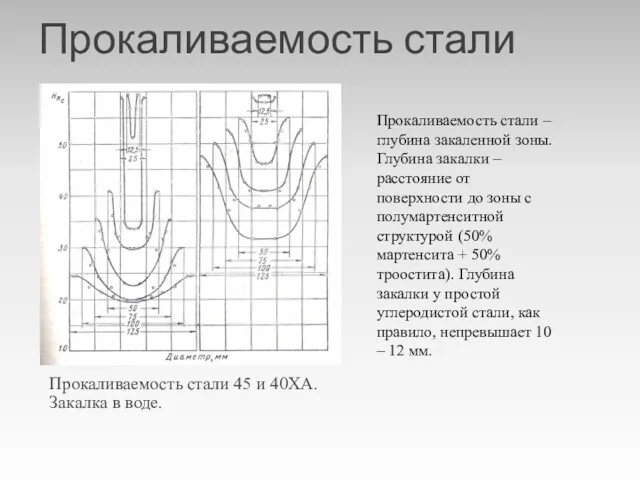
Прокаливаемость стали
Прокаливаемость стали 45 и 40ХА. Закалка в воде.
Прокаливаемость стали –
Прокаливаемость стали
Прокаливаемость стали 45 и 40ХА. Закалка в воде.
Прокаливаемость стали –
Поверхностная закалка
Нагрев газовым пламенем.
Нагрев в электролите.
Электронагрев контактным способом.
Индукционный нагрев током.
Достоинства:
Нагрев распространяется
Поверхностная закалка
Нагрев газовым пламенем.
Нагрев в электролите.
Электронагрев контактным способом.
Индукционный нагрев током.
Достоинства:
Нагрев распространяется
Отпуск
Отпуск - ТО, применяемая после закалки с полиморфным превращением, в частности,
Отпуск
Отпуск - ТО, применяемая после закалки с полиморфным превращением, в частности,
Отпуск
При низком отпуске (120-250°C) за счет перераспределения атомов C решетке железа
Отпуск
При низком отпуске (120-250°C) за счет перераспределения атомов C решетке железа
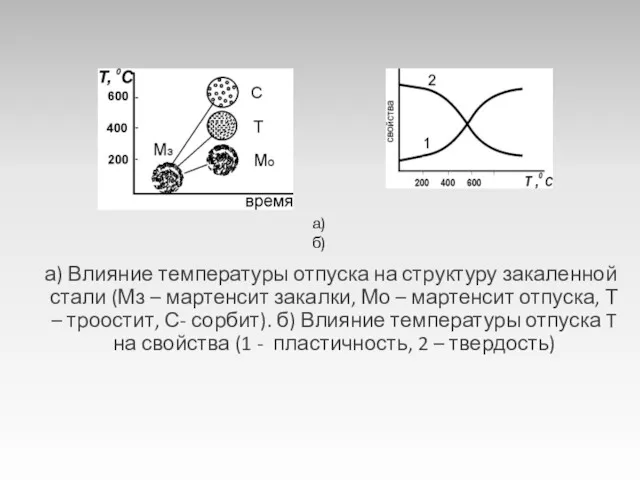
а) Влияние температуры отпуска на структуру закаленной стали (Мз – мартенсит
а) Влияние температуры отпуска на структуру закаленной стали (Мз – мартенсит
Закалка без использования полиморфного превращения
Такой закалке подвергаются сплавы на основе
Закалка без использования полиморфного превращения
Такой закалке подвергаются сплавы на основе
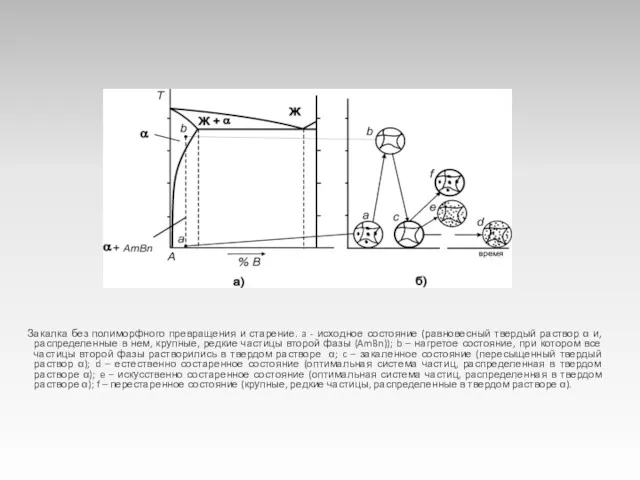
Закалка без полиморфного превращения и старение. a - исходное состояние (равновесный
Закалка без полиморфного превращения и старение. a - исходное состояние (равновесный

Старение
Старение – ТО, применяемая, в основном, для закаленных без полиморфного превращения
Старение
Старение – ТО, применяемая, в основном, для закаленных без полиморфного превращения
Термомеханическая обработка (ТМО)
ТМО – термообработка, сочетающая собственно термическую обработку, как
Термомеханическая обработка (ТМО)
ТМО – термообработка, сочетающая собственно термическую обработку, как
Сталь нагревают до аустенитного состояния, а затем охлаждают ниже температуры рекристаллизации,
Сталь нагревают до аустенитного состояния, а затем охлаждают ниже температуры рекристаллизации,

Для стали производится ВТМО (высокотемпературная термомеханическая обработка) с пластической деформацией (20-40%)
Для стали производится ВТМО (высокотемпературная термомеханическая обработка) с пластической деформацией (20-40%)
Химико-термическая обработка (ХТО)
ХТО - термообработка, сочетающая собственно термическую обработку с
Химико-термическая обработка (ХТО)
ХТО - термообработка, сочетающая собственно термическую обработку с
Цементация производится для малоуглеродистых (до 0,25%C) сталей при температуре ~920°С, когда
Цементация производится для малоуглеродистых (до 0,25%C) сталей при температуре ~920°С, когда
 Влияние состава вещества на эффективность таяния льда и замерзания водных растворов
Влияние состава вещества на эффективность таяния льда и замерзания водных растворов Степень окисления – Условный заряд атомов химического элемента в соединении
Степень окисления – Условный заряд атомов химического элемента в соединении Основные понятия и законы химии
Основные понятия и законы химии Фазовые превращения в стали при охлаждении
Фазовые превращения в стали при охлаждении Смоги и их влияние на человека
Смоги и их влияние на человека Изомерия. Виды изомерии
Изомерия. Виды изомерии Углерод
Углерод Спирты. Определение. Классификация
Спирты. Определение. Классификация Гидролиз солей
Гидролиз солей Игра - викторина
Игра - викторина Кислородсодержащие органические вещества. Фенолы
Кислородсодержащие органические вещества. Фенолы Аналитическая химия. Качественный анализ
Аналитическая химия. Качественный анализ Crystal defects
Crystal defects Оксиды. Классификация. Получение. Свойства
Оксиды. Классификация. Получение. Свойства Химические свойства металлов
Химические свойства металлов В чём соль соли
В чём соль соли Спирты. Классификация спиртов
Спирты. Классификация спиртов Химические свойства металлов. Коррозия металлов
Химические свойства металлов. Коррозия металлов Химические уравнения
Химические уравнения Алюминий. Сплавы алюминия
Алюминий. Сплавы алюминия Водород. Получение и свойства водорода
Водород. Получение и свойства водорода Мытье головы
Мытье головы Аналітична хімія. Лекція 1
Аналітична хімія. Лекція 1 Геохимия. Геохимическая система элементов
Геохимия. Геохимическая система элементов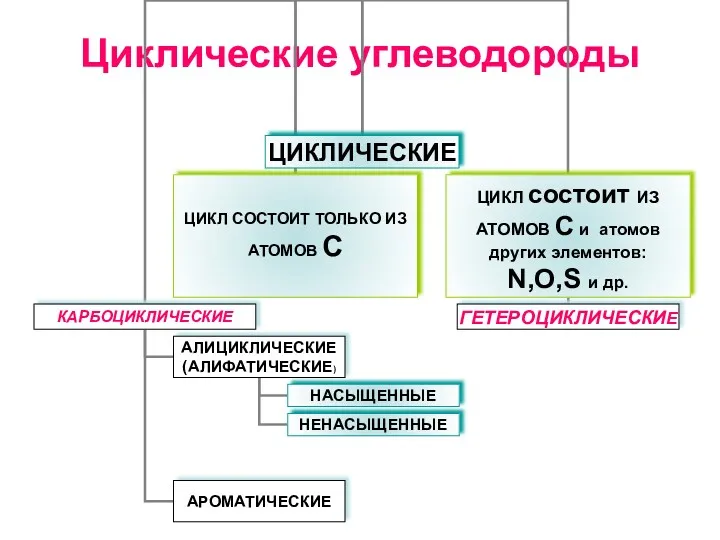 Циклические углеводороды
Циклические углеводороды Физико-химические свойства аммиака. Производство аммиака
Физико-химические свойства аммиака. Производство аммиака Окислительные свойства серной и азотной кислот
Окислительные свойства серной и азотной кислот Эмульсии. Классификация эмульсий. Механизм образования и стабилизации эмульсий. Эмульгаторы
Эмульсии. Классификация эмульсий. Механизм образования и стабилизации эмульсий. Эмульгаторы