- Технологическая установка Л 24-6

Содержание
- 2. Назначение установки. Установка гидроочистки дизельного топлива Л 24-6 предназначена для повышения качества прямогонных дизельных и керосиновых
- 3. Состав установки по блокам. Установка Л-24-6 состоит из следующих технологических блоков: реакторный блок I и II
- 4. Предназначение блоков установки. реакторный блок I и II потоков – очистка от сернистых, азотистых и других
- 5. Предназначение блоков установки. блок регенерации раствора МДЭА – отпарка сероводорода из насыщенного раствора МДЭА; блок стабилизации
- 6. Теоретические основы процесса гидроочистки. Процесс гидроочистки основывается на реакциях гидрогенизации, в результате которых органические соединения серы,
- 7. Гидрирование сернистых соединений
- 8. Гидрирование кислородсодержащих соединений
- 9. Гидрирование азотсодержащих соединений
- 10. Нормы технологического режима. Расход сырья на установку от Н-101/1,2: 60 ÷ 150 м3/ч Расход свежего ВСГ
- 11. Лабораторный контроль. Фракция 200-360 °C Температура застывания: 1 раз в квартал 8 числа Содержание сероводорода: 2
- 12. Реактор гидроочистки
- 13. Схема реакторного блока
- 14. Описание схемы Сырье из промпарка поступает на прием насосов Н-107/1,2 (Н-108/1,2), далее нагревается водяным паром низкого
- 15. Описание схемы Газопродуктовая смесь последовательно охлаждается в Т-101/1-3 (Т-102/1-3) газосырьевой смесью, затем поступает на охлаждение в
- 16. Описание схемы Насыщенный сероводородом раствор амина стекает в нижнюю часть абсорбера и направляется в сепаратор С-112
- 17. Катализаторы используемые при гидроочистке. Катализатор HR 626 Производитель: фирма Ахеns Форма частиц: экструдаты светло-зеленого цвета в
- 19. Скачать презентацию
Назначение установки.
Установка гидроочистки дизельного топлива Л 24-6 предназначена для повышения качества
Назначение установки.
Установка гидроочистки дизельного топлива Л 24-6 предназначена для повышения качества
Состав установки по блокам.
Установка Л-24-6 состоит из следующих технологических блоков:
реакторный
Состав установки по блокам.
Установка Л-24-6 состоит из следующих технологических блоков:
реакторный
Предназначение блоков установки.
реакторный блок I и II потоков – очистка от
Предназначение блоков установки.
реакторный блок I и II потоков – очистка от
Предназначение блоков установки.
блок регенерации раствора МДЭА – отпарка сероводорода из насыщенного
Предназначение блоков установки.
блок регенерации раствора МДЭА – отпарка сероводорода из насыщенного
Теоретические основы процесса гидроочистки.
Процесс гидроочистки основывается на реакциях гидрогенизации, в
Теоретические основы процесса гидроочистки.
Процесс гидроочистки основывается на реакциях гидрогенизации, в
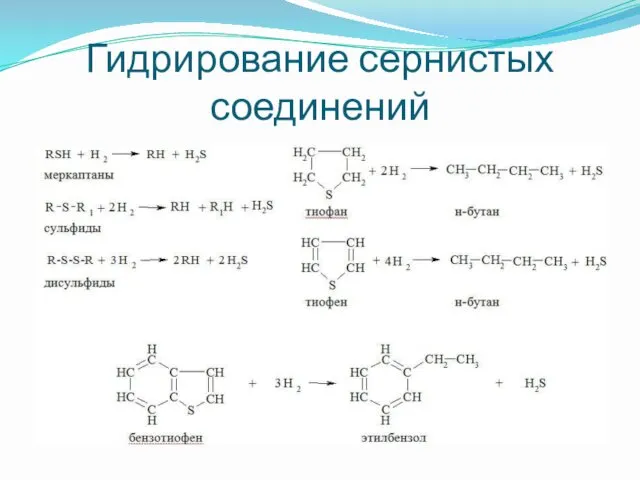
Гидрирование сернистых соединений
Гидрирование сернистых соединений

Гидрирование кислородсодержащих соединений
Гидрирование кислородсодержащих соединений
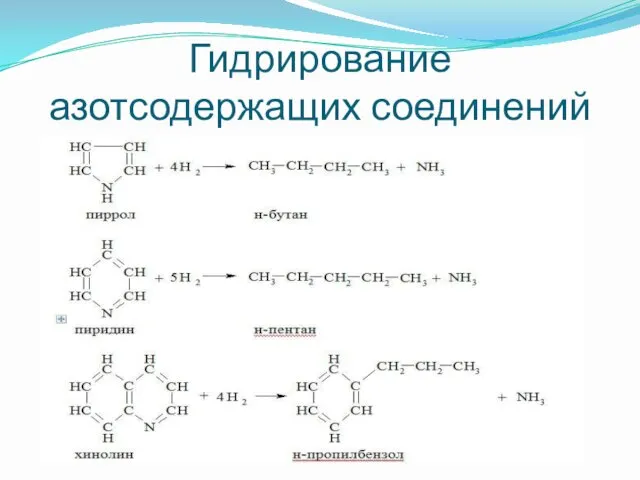
Гидрирование азотсодержащих соединений
Гидрирование азотсодержащих соединений
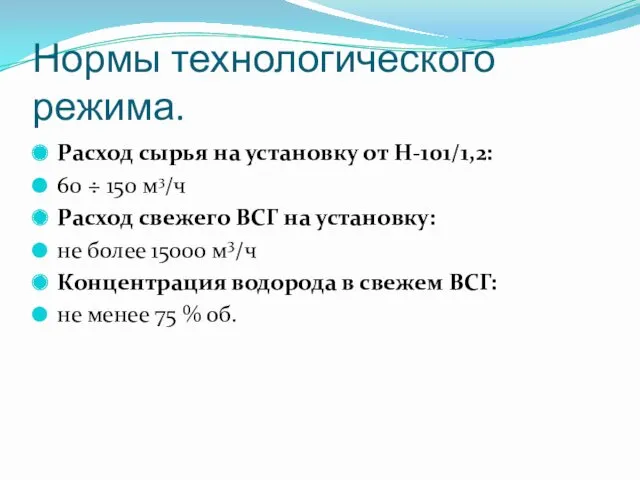
Нормы технологического режима.
Расход сырья на установку от Н-101/1,2:
60 ÷ 150 м3/ч
Расход
Нормы технологического режима.
Расход сырья на установку от Н-101/1,2:
60 ÷ 150 м3/ч
Расход
Лабораторный контроль.
Фракция 200-360 °C
Температура застывания: 1 раз в квартал 8 числа
Содержание
Лабораторный контроль.
Фракция 200-360 °C
Температура застывания: 1 раз в квартал 8 числа
Содержание

Реактор гидроочистки
Реактор гидроочистки
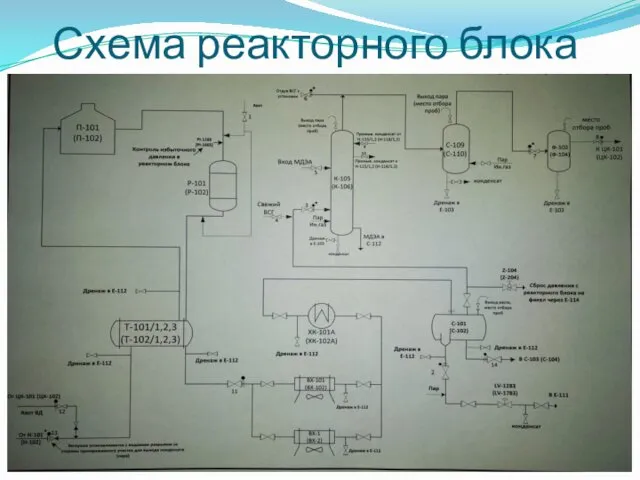
Схема реакторного блока
Схема реакторного блока
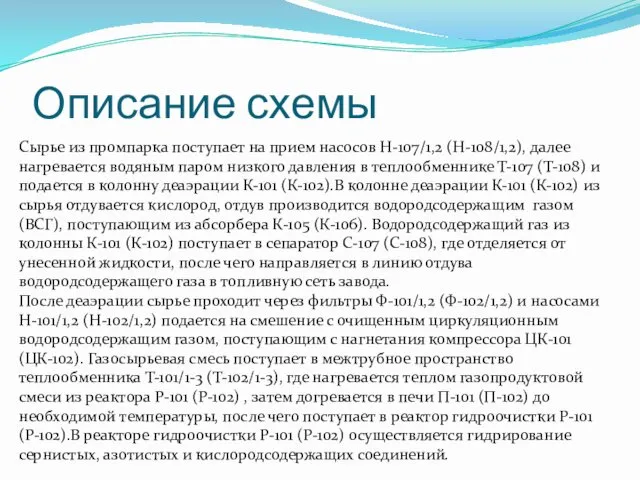
Описание схемы
Сырье из промпарка поступает на прием насосов Н-107/1,2 (Н-108/1,2), далее
Описание схемы
Сырье из промпарка поступает на прием насосов Н-107/1,2 (Н-108/1,2), далее

Описание схемы
Газопродуктовая смесь последовательно охлаждается в Т-101/1-3 (Т-102/1-3) газосырьевой смесью, затем
Описание схемы
Газопродуктовая смесь последовательно охлаждается в Т-101/1-3 (Т-102/1-3) газосырьевой смесью, затем
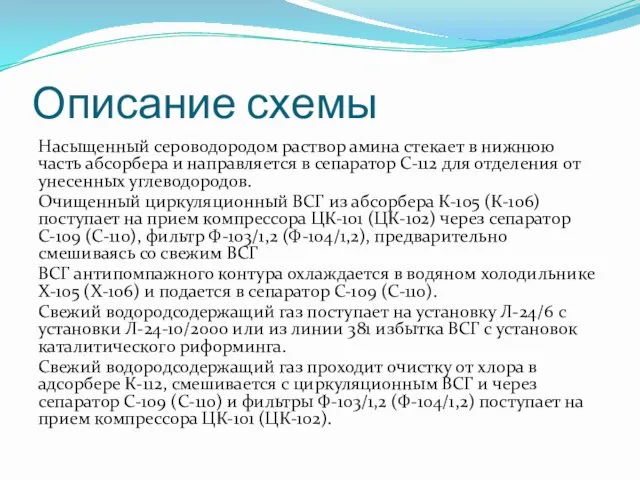
Описание схемы
Насыщенный сероводородом раствор амина стекает в нижнюю часть абсорбера и
Описание схемы
Насыщенный сероводородом раствор амина стекает в нижнюю часть абсорбера и
Катализаторы используемые при гидроочистке.
Катализатор HR 626
Производитель: фирма Ахеns
Форма частиц: экструдаты светло-зеленого
Катализаторы используемые при гидроочистке.
Катализатор HR 626
Производитель: фирма Ахеns
Форма частиц: экструдаты светло-зеленого
 Кислородсодержащие соединения серы
Кислородсодержащие соединения серы Химическая связь
Химическая связь Взаємодія кисню із складними речовинами
Взаємодія кисню із складними речовинами Предельные одноатомные спирты
Предельные одноатомные спирты Химическая промышленность России
Химическая промышленность России Физико-химические процессы в системе свинец - сталь - кислород, для энергетических ядерных реакторов
Физико-химические процессы в системе свинец - сталь - кислород, для энергетических ядерных реакторов Откуда берутся кристаллы
Откуда берутся кристаллы Непредельные углеводороды. Алкены
Непредельные углеводороды. Алкены Выращивание кристалла медного купороса
Выращивание кристалла медного купороса Нуклеопротеины
Нуклеопротеины Введение в общеобразовательную научную дисциплину Химия
Введение в общеобразовательную научную дисциплину Химия Периодический закон и периодическая система химических элементов Д.И. Менделеева
Периодический закон и периодическая система химических элементов Д.И. Менделеева Атомный и ионный радиусы. Принципы шаровых упаковок
Атомный и ионный радиусы. Принципы шаровых упаковок Карбоновые кислоты
Карбоновые кислоты Диффузия вокруг нас
Диффузия вокруг нас Функциональные производные карбоновых кислот
Функциональные производные карбоновых кислот Валентность химических элементов (8 класс)
Валентность химических элементов (8 класс) Электроотрицательность химических элементов. Виды химической связи
Электроотрицательность химических элементов. Виды химической связи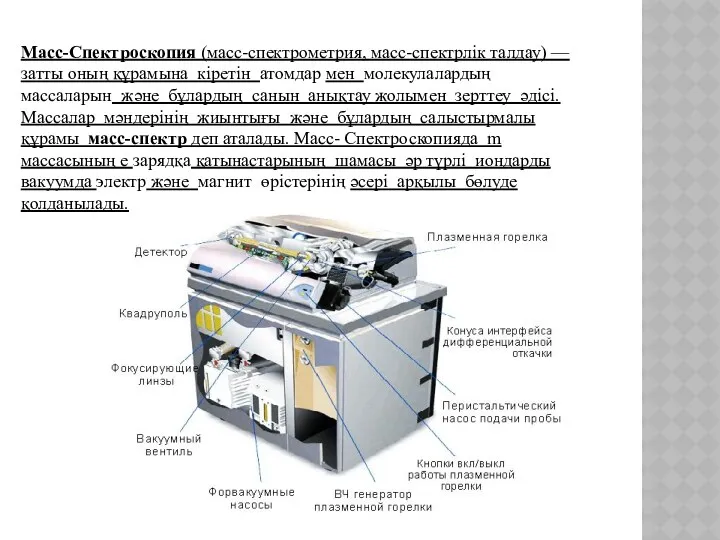 Масс-Спектроскопия
Масс-Спектроскопия Установка изомеризации пентан гексановой фракции
Установка изомеризации пентан гексановой фракции Аналітична хімія. Лекція 1
Аналітична хімія. Лекція 1 Теории кислот и оснований
Теории кислот и оснований Особенности лантаноидов и актиноидов
Особенности лантаноидов и актиноидов Правила техники безопасности. Приемы обращения с лабораторным оборудованием. Урок №2. Практическая работа №1
Правила техники безопасности. Приемы обращения с лабораторным оборудованием. Урок №2. Практическая работа №1 Окислительно-восстановительные процессы
Окислительно-восстановительные процессы Карбонильные соединения
Карбонильные соединения Химия в быту
Химия в быту Теория электролитической диссоциации
Теория электролитической диссоциации