- Технология лаков и красок

Содержание
- 2. Технология красок Задачи: Понимать, почему одни покрытия ведут себя иначе в тех же условиях, знать основные
- 3. Краска состоит из: Жидкой части (Связующее и растворители) Сухой части (Порошки: пигменты и наполнители) Химических реагентов
- 4. Связующее
- 5. Основные свойства красок определяются типом связующего: Описывает тип краски Определяет механизм пленкообразования/ тип сушки Связывает пигменты
- 6. Типы связующих: Природные смолы: Масла Древесные смолы КУ смолы Битумы Нитроцеллюлоза Синтетические смолы: Алкидные Хлоркаучуковые Акриловые
- 7. Модифицированные связующие Модифицированные краски содержат более одного связующего, например: КУ Эпоксидные КУ Виниловые Эпоксидные мастики Связующее
- 8. Механизм сушки Свойства краски напрямую связаны с механизмом ее высыхания. Существуют три основных типа высыхания краски:
- 9. Физическая сушка Растворитель испаряется Молекулы сближаются и слипаются друг с другом, образуя пленку Химическая связь отсутствует
- 10. Преимущества Один компонент Сушка не зависит от температуры Легко перекрывать, хорошая межслойная адгезия Относительно хорошая водостойкость
- 11. Хлоркаучуковые Виниловые Акриловые Силиконовые Битумные Каменноугольные Противообрастающие полимеры Краски физической сушки
- 12. Окисление Испарение растворителя Кислород проникает в краску и начинается реакция Молекулы связующего соединяются друг с другом
- 13. Преимущества Один компонент Легко наносятся Хорошая стойкость к атмосферным воздействиям Хорошее смачивание поверхности Хорошо перекрываются Хорошая
- 14. Краски кислородного отверждения/ окисления Алкидные
- 15. Химическое отверждение Испарение растворителя Молекулы компонентов A и B движутся друг к другу Они соединяются друг
- 16. Преимущества Хорошая химическая стойкость Хорошая стойкость к растворителям Хорошая адгезия Низкая проницаемость пленки Высокая механическая прочность
- 17. Эпоксидные Полиуретановые 2-компонентные акриловые Цинк силикатные Полисилоксановые Полиэстеровые Винилэстеровые Краски химического отверждения
- 18. Плохое перемешивание 2 компонентных красок Хорошее перемешивание- обязательное условие для правильного отверждения Плохое перемешивание затрудняет достижение
- 19. Воздействие ультрафиолетового излучения: Сохранность глянца различных красок Глянец Часы ускоренного испытания
- 20. Что влияет на процесс сушки ? Относительная влажность, % R.H. Вентиляция Температура Толщина пленки Количество слоев
- 21. Винил Хлоркаучук Эпоксид Полиуретан Алкид-уретан Алкид Кипяченое льняное масло Сырое льняное масло Проникающая способность связующих Не
- 22. Не зависящие от подготовки краски рекомендованы на слабо подготовленной поверхности Большинство красок наносится на поверхность, подготовленную
- 23. Растворители/ разбавители
- 24. Растворение/ разбавление связующего Снижение рабочей вязкости Обеспечение вязкости для нанесения кистью, валиком, распылением После того, как
- 25. Вода Уайт-спирит Ксилол Толуол Кетоны Гликоли Спирты Реактивные растворители Примеры, растворители/ разбавители :
- 26. Добавление растворителя Скорость испарения и растворимость разбавителя влияют на свойства краски: Время сушки Пленкообразующие свойства Качество
- 27. Никогда не добавляйте не рекомендованный растворитель
- 28. Разбавление краски Разбавление может быть допущено только в случаях: Очень холодная краска (загустевшая) Высокая температура воздуха/
- 29. Летучие/ нелетучие “Сухой остаток” краски означает часть, которая не испаряется, часто выражается в % объема. Содержание
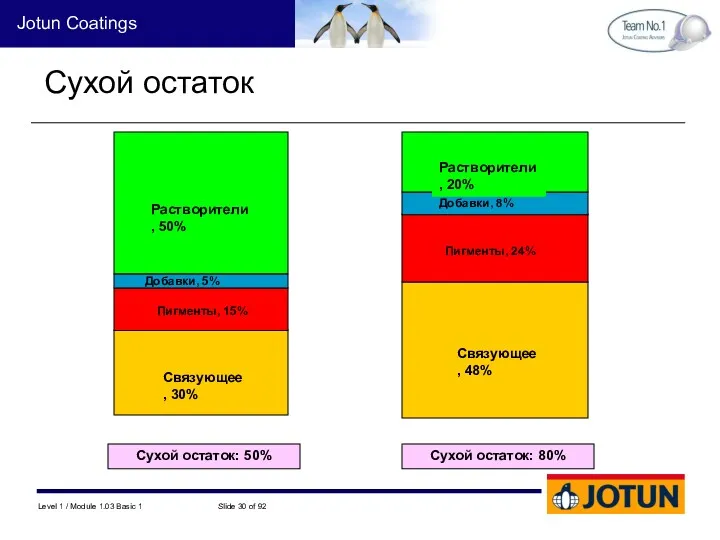
- 30. Сухой остаток Сухой остаток: 50% Сухой остаток: 80%
- 31. 50 мкм сухого Сухой остаток: WFT и DFT 50% с.о. 80% с.о.
- 32. Пигменты
- 33. Красящие пигменты Природные или синтетические Органические или неорганические Дают цвет краски Дают укрывную способность Почти все
- 34. Активные/ реактивные пигменты Играют активную роль в обеспечении требуемых свойств краски: Антикоррозионные Свинцовый сурик (*) Хромат
- 35. Наполнители В основном, природные минералы: Доломит Тальк Мел (Карбонат кальция) Глина Формируют и улучшают пленку Дают
- 36. Применение наполнителей для изменения глянца Semigloss (higher extender content, particles disturb mirror reflection) Flat (no gloss,
- 37. “Барьерные ” пигменты В виде чешуек Располагаются параллельно поверхности Улучшают свойства пленки Повышают барьерный эффект защиты
- 38. Почему некоторые краски пигментируют алюминиевыми или стеклянными чешуйками ? Вода Краска с чешуйками Steel Чешуйчатые пигменты
- 39. Добавки
- 40. Смачивающие агенты Противо-обмыляющие Противо-осаждающие Противоскользящие Противосползающие Катализаторы UV-абсорберы …и другие… Добавки
- 41. Коррозионная защита
- 42. Коррозионная защита Барьерная Ингибирующая Гальваническая Применяются 3 основных принципа коррозионной защиты окрашиванием:
- 43. Барьерная защита Непроницаемая пленка служит инертным барьером для защиты поверхности
- 44. Ингибиторная защита В ингибиторный системах покрытий влага может достигать ингибирующего грунта, что активирует реактивные пигменты, что
- 45. Гальваническая защита Неорганический цинк реагирует, защищая стальную поверхность, когда имеет место повреждение системы покрытий.
- 46. Для чего нужна толщина противокоррозионной системы? Определяющим фактором являются условия эксплуатации: В сухой континентальной атмосфере и
- 47. Solvent test
- 48. Solvent Test Служит для определения механизма высыхания неизвестного покрытия Покрытие подвергается воздействию MEK в течение 10
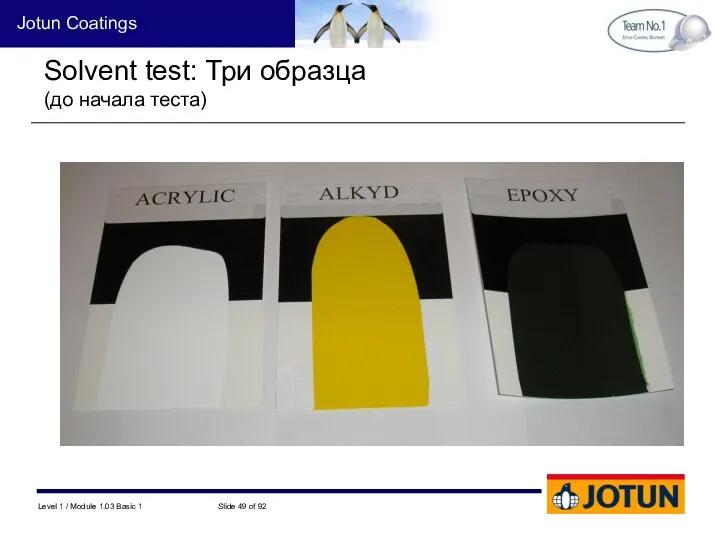
- 49. Solvent test: Три образца (до начала теста)
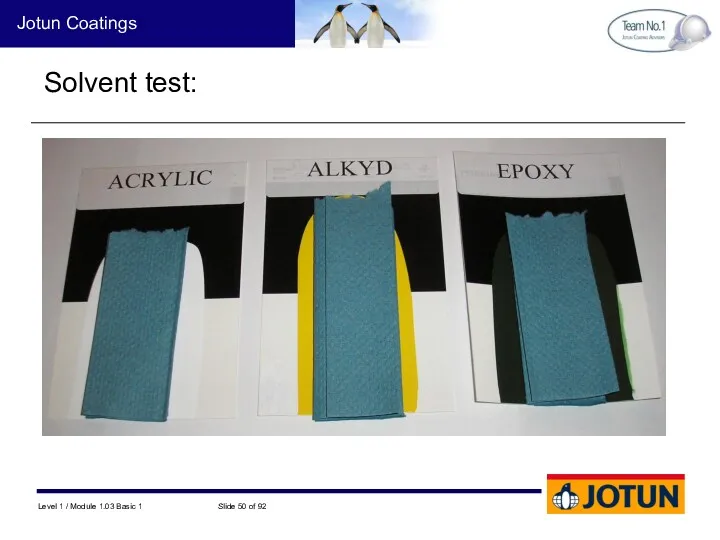
- 50. Solvent test:
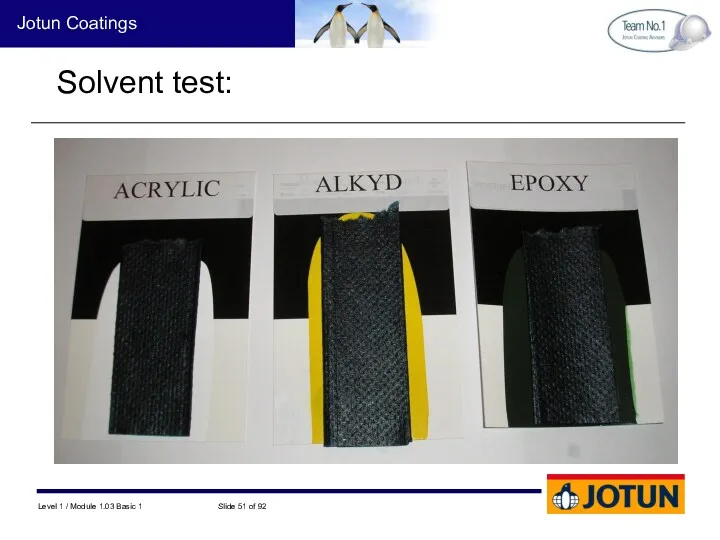
- 51. Solvent test:
- 52. Solvent Test: Акриловая (физическая сушка)
- 53. Solvent Test: Алкидная (окисление)
- 54. Solvent Test: Эпоксидная (химическая полимеризация)
- 55. Противообрастающие покрытия Задача: Познакомиться с технологией основных противообрастающих покрытий
- 56. Что такое обрастание ? (1 of 2) Обрастание это осаждение и рост морских растений и животных
- 57. Что такое обрастание ? (2 of 2) Существует около 4 - 5000 видов обрастаний, которые могут
- 58. Как происходит обрастание? Свободно плавающие споры и личинки перемещаются течениями, приливами и волнами. С течением времени
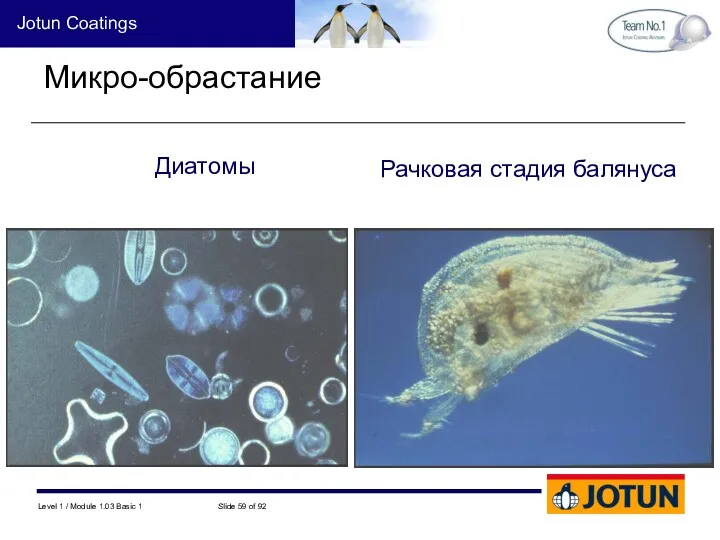
- 59. Микро-обрастание CD 1545 nr. 6 CD 1545 nr. 8 Диатомы Рачковая стадия балянуса
- 60. CD 1545 nr. 5 Макро-обрастание CD 1545 nr. 12 Балянус Гидроиды
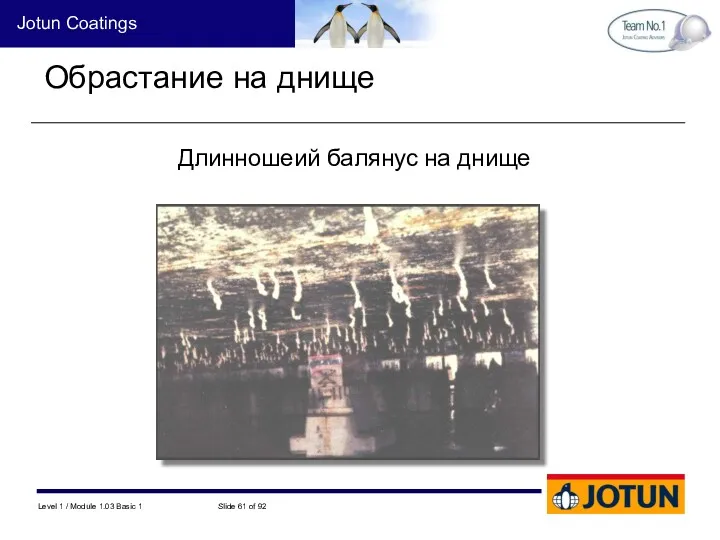
- 61. Обрастание на днище Длинношеий балянус на днище CD 1545 nr. 15
- 62. Морские обрастания (Просто джунгли...)
- 63. ….механическая очистка…. …”склад морепродуктов”…
- 64. Назначение противообрастающих красок Предотвратить или снизить обрастание Обеспечить экономию топлива в период плавания Предотвратить сквозное прорастание,
- 65. Шероховатость корпуса Перманентная Сварные швы, выходы клапанов, бухтины обшивки. Временная Отслоения, сухой распыл, растрескивания, потеки, обрастание
- 66. Дефекты нанесения Типовые дефекты нанесения, увеличивающие шероховатость: Аэрозоль Потеки Сухой распыл Брызги краски Неквалифицированная окраска оказывает
- 67. Смывание АФ на днище АФ не полностью высох перед спуском на воду Причиной могла быть также
- 68. Основные типы АФ Обычные АФ Больше не используют 2. Долго живущие АФ Больше не используют 3.
- 69. Обычные АФ Водорастворимая матрица Связующее- природные смолы Защита 12 месяцев Связующее растворяется в воде и высвобождает
- 70. Долго живущие АФ Нерастворимая матрица Только высвобождение биоцидов Эффективная защита до 24 месяцев Leach-layer Требовался пропиточный
- 71. Самополирующиеся АФ Предсказуемая работа Большой междоковый интервал Контроль шероховатости и сглаживания Отсутствие проблем многослойных покрытий Линейное
- 72. Что такое выщелоченный слой (leached layer) ? Выщелоченный слой образуется на всех АФ красках, чем он
- 73. Как образуется выщелоченный слой? Paint film surface
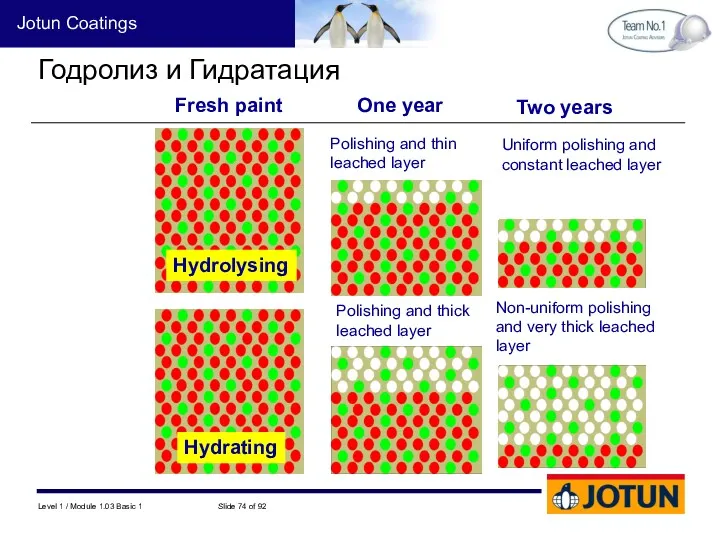
- 74. Годролиз и Гидратация
- 75. Типы самополирующихся АФ: Гидратация Полирование как результат эрозии без эффекта сглаживания Гидролиз Химическая реакция в морской
- 76. Гидратация Растворимое в воде связующее Нет постоянной степени эрозии Формируется мягкий выщелоченный слой Нет эффекта сглаживания
- 77. Гидролиз Химическая реакция разложения связующего в морской воде Пики поверхности больше подвержены эрозии Сглаживание поверхности корпуса
- 78. Почему важен гидролиз? Поскольку: Линейная скорость эрозии обеспечивает долгосрочную работу АФ Не образуется пористый выщелоченный слой,
- 79. Покрытия, сбрасывающие обрастание
- 80. Слабое прилипание животных организмов к поверхности, ⇒ Легко удаляются Принцип действия
- 81. Эффект скорости: Обросшая поверхность FRC: 10 минут при 15 узлах: ⮊ обрастание присутствует 60 минут при
- 82. Окружающая среда Sa 2.0 Не выделяются биоциды Отсутствуют металлы Нет химического разрушения пленки/эрозии Долго живущая система
- 83. Каждый слой играет важную роль Система SeaLion
- 84. Нанесение системы SeaLion Обмыв Очистка Грунт Safeguard Universal ES Tie coat Top coat Сушка 1 2
- 86. Скачать презентацию
Технология красок
Задачи:
Понимать, почему одни покрытия ведут себя иначе в тех же
Технология красок
Задачи:
Понимать, почему одни покрытия ведут себя иначе в тех же
Краска состоит из:
Жидкой части
(Связующее и растворители)
Сухой части
(Порошки: пигменты и наполнители)
Химических реагентов
Краска состоит из:
Жидкой части
(Связующее и растворители)
Сухой части
(Порошки: пигменты и наполнители)
Химических реагентов
Связующее
Связующее
Основные свойства красок определяются типом связующего:
Описывает тип краски
Определяет механизм пленкообразования/ тип
Основные свойства красок определяются типом связующего:
Описывает тип краски
Определяет механизм пленкообразования/ тип
Типы связующих:
Природные смолы:
Масла
Древесные смолы
КУ смолы
Битумы
Нитроцеллюлоза
Синтетические смолы:
Алкидные
Хлоркаучуковые
Акриловые
Эпоксидные
Полиуретановые
Виниловые
Силикатные
Полиэстеры
Другие
Типы связующих:
Природные смолы:
Масла
Древесные смолы
КУ смолы
Битумы
Нитроцеллюлоза
Синтетические смолы:
Алкидные
Хлоркаучуковые
Акриловые
Эпоксидные
Полиуретановые
Виниловые
Силикатные
Полиэстеры
Другие
Модифицированные связующие
Модифицированные краски содержат более одного связующего, например:
КУ Эпоксидные
КУ Виниловые
Эпоксидные мастики
Связующее
Модифицированные связующие
Модифицированные краски содержат более одного связующего, например:
КУ Эпоксидные
КУ Виниловые
Эпоксидные мастики
Связующее
Механизм сушки
Свойства краски напрямую связаны с механизмом ее высыхания.
Существуют три основных
Механизм сушки
Свойства краски напрямую связаны с механизмом ее высыхания.
Существуют три основных
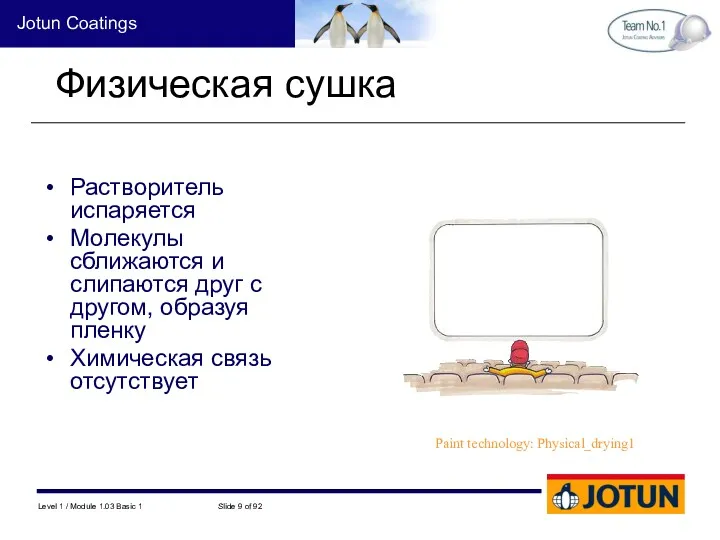
Физическая сушка
Растворитель испаряется
Молекулы сближаются и слипаются друг с другом, образуя
Физическая сушка
Растворитель испаряется
Молекулы сближаются и слипаются друг с другом, образуя
Преимущества
Один компонент
Сушка не зависит от температуры
Легко перекрывать, хорошая межслойная адгезия
Относительно
Преимущества
Один компонент
Сушка не зависит от температуры
Легко перекрывать, хорошая межслойная адгезия
Относительно
Хлоркаучуковые
Виниловые
Акриловые
Силиконовые
Битумные
Каменноугольные
Противообрастающие
полимеры
Краски физической сушки
Хлоркаучуковые
Виниловые
Акриловые
Силиконовые
Битумные
Каменноугольные
Противообрастающие
полимеры
Краски физической сушки
Окисление
Испарение растворителя
Кислород проникает в краску и начинается реакция
Молекулы связующего соединяются
Окисление
Испарение растворителя
Кислород проникает в краску и начинается реакция
Молекулы связующего соединяются
Преимущества
Один компонент
Легко наносятся
Хорошая стойкость к атмосферным воздействиям
Хорошее смачивание поверхности
Хорошо перекрываются
Хорошая
Преимущества
Один компонент
Легко наносятся
Хорошая стойкость к атмосферным воздействиям
Хорошее смачивание поверхности
Хорошо перекрываются
Хорошая
Краски кислородного отверждения/ окисления
Алкидные
Краски кислородного отверждения/ окисления
Алкидные
Химическое отверждение
Испарение растворителя
Молекулы компонентов A и B движутся друг
Химическое отверждение
Испарение растворителя
Молекулы компонентов A и B движутся друг
Преимущества
Хорошая химическая стойкость
Хорошая стойкость к растворителям
Хорошая адгезия
Низкая проницаемость пленки
Высокая механическая
Преимущества
Хорошая химическая стойкость
Хорошая стойкость к растворителям
Хорошая адгезия
Низкая проницаемость пленки
Высокая механическая
Эпоксидные
Полиуретановые
2-компонентные акриловые
Цинк силикатные
Полисилоксановые
Полиэстеровые
Винилэстеровые
Краски химического отверждения
Эпоксидные
Полиуретановые
2-компонентные акриловые
Цинк силикатные
Полисилоксановые
Полиэстеровые
Винилэстеровые
Краски химического отверждения
Плохое перемешивание 2 компонентных красок
Хорошее перемешивание- обязательное условие для правильного отверждения
Плохое
Плохое перемешивание 2 компонентных красок
Хорошее перемешивание- обязательное условие для правильного отверждения
Плохое

Воздействие ультрафиолетового излучения: Сохранность глянца различных красок
Глянец
Часы ускоренного испытания
Воздействие ультрафиолетового излучения: Сохранность глянца различных красок
Глянец
Часы ускоренного испытания
Что влияет на процесс сушки ?
Относительная влажность, % R.H.
Вентиляция
Что влияет на процесс сушки ?
Относительная влажность, % R.H.
Вентиляция
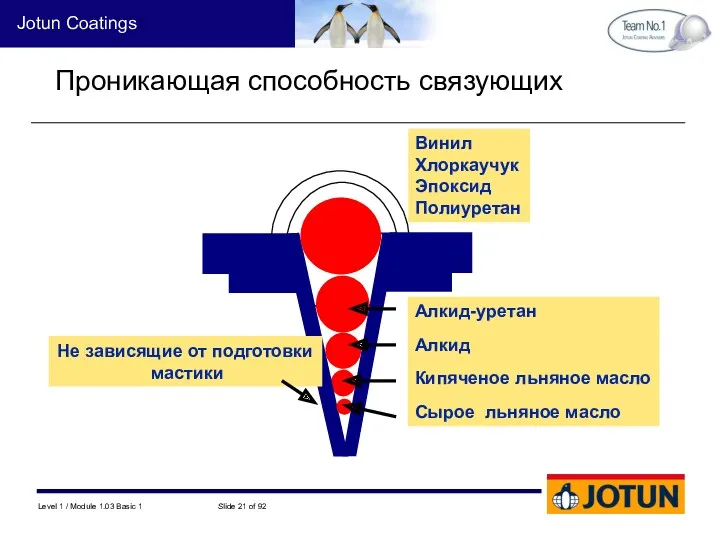
Винил
Хлоркаучук
Эпоксид
Полиуретан
Алкид-уретан
Алкид
Кипяченое льняное масло
Сырое льняное масло
Проникающая способность связующих
Не зависящие от подготовки
мастики
Винил
Хлоркаучук
Эпоксид
Полиуретан
Алкид-уретан
Алкид
Кипяченое льняное масло
Сырое льняное масло
Проникающая способность связующих
Не зависящие от подготовки
мастики
Не зависящие от подготовки краски рекомендованы на слабо подготовленной поверхности
Большинство
Не зависящие от подготовки краски рекомендованы на слабо подготовленной поверхности
Большинство
Растворители/ разбавители
Растворители/ разбавители
Растворение/ разбавление связующего
Снижение рабочей вязкости
Обеспечение вязкости для нанесения кистью, валиком, распылением
После
Растворение/ разбавление связующего
Снижение рабочей вязкости
Обеспечение вязкости для нанесения кистью, валиком, распылением
После
Вода
Уайт-спирит
Ксилол
Толуол
Кетоны
Гликоли
Спирты
Реактивные растворители
Примеры, растворители/ разбавители :
Вода
Уайт-спирит
Ксилол
Толуол
Кетоны
Гликоли
Спирты
Реактивные растворители
Примеры, растворители/ разбавители :
Добавление растворителя
Скорость испарения и растворимость разбавителя влияют на свойства краски:
Время сушки
Пленкообразующие
Добавление растворителя
Скорость испарения и растворимость разбавителя влияют на свойства краски:
Время сушки
Пленкообразующие

Никогда не добавляйте не рекомендованный растворитель
Никогда не добавляйте не рекомендованный растворитель
Разбавление краски
Разбавление может быть допущено только в случаях:
Очень холодная краска (загустевшая)
Высокая
Разбавление краски
Разбавление может быть допущено только в случаях:
Очень холодная краска (загустевшая)
Высокая
Летучие/ нелетучие
“Сухой остаток” краски означает часть, которая не испаряется, часто
Летучие/ нелетучие
“Сухой остаток” краски означает часть, которая не испаряется, часто
Сухой остаток
Сухой остаток: 50%
Сухой остаток: 80%
Сухой остаток
Сухой остаток: 50%
Сухой остаток: 80%

50 мкм сухого
Сухой остаток: WFT и DFT
50% с.о.
80% с.о.
50 мкм сухого
Сухой остаток: WFT и DFT
50% с.о.
80% с.о.
Пигменты
Пигменты
Красящие пигменты
Природные или синтетические
Органические или неорганические
Дают цвет краски
Дают укрывную способность
Почти все
Красящие пигменты
Природные или синтетические
Органические или неорганические
Дают цвет краски
Дают укрывную способность
Почти все
Активные/ реактивные пигменты
Играют активную роль в обеспечении требуемых свойств краски:
Антикоррозионные
Свинцовый
Активные/ реактивные пигменты
Играют активную роль в обеспечении требуемых свойств краски:
Антикоррозионные
Свинцовый
Наполнители
В основном, природные минералы:
Доломит
Тальк
Мел (Карбонат кальция)
Глина
Формируют и улучшают пленку
Дают различную твердость
Белый
Наполнители
В основном, природные минералы:
Доломит
Тальк
Мел (Карбонат кальция)
Глина
Формируют и улучшают пленку
Дают различную твердость
Белый
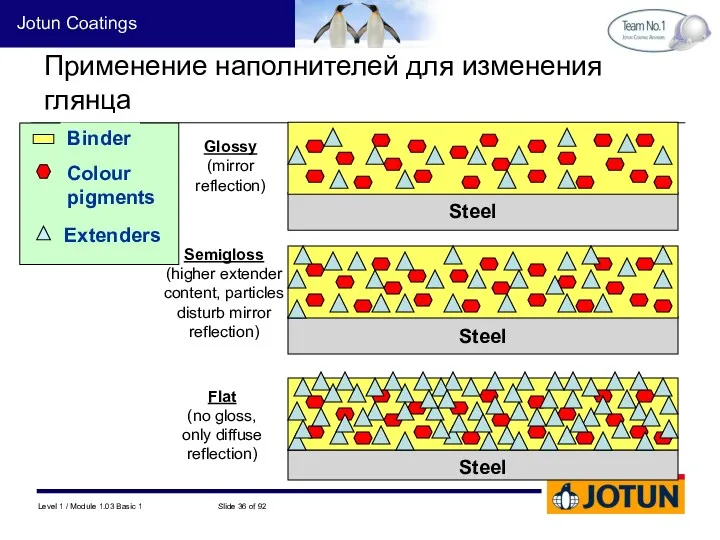
Применение наполнителей для изменения глянца
Semigloss
(higher extender content, particles disturb mirror reflection)
Flat
(no
Применение наполнителей для изменения глянца
Semigloss
(higher extender content, particles disturb mirror reflection)
Flat
(no
“Барьерные ” пигменты
В виде чешуек
Располагаются параллельно поверхности
Улучшают свойства пленки
Повышают барьерный эффект
“Барьерные ” пигменты
В виде чешуек
Располагаются параллельно поверхности
Улучшают свойства пленки
Повышают барьерный эффект
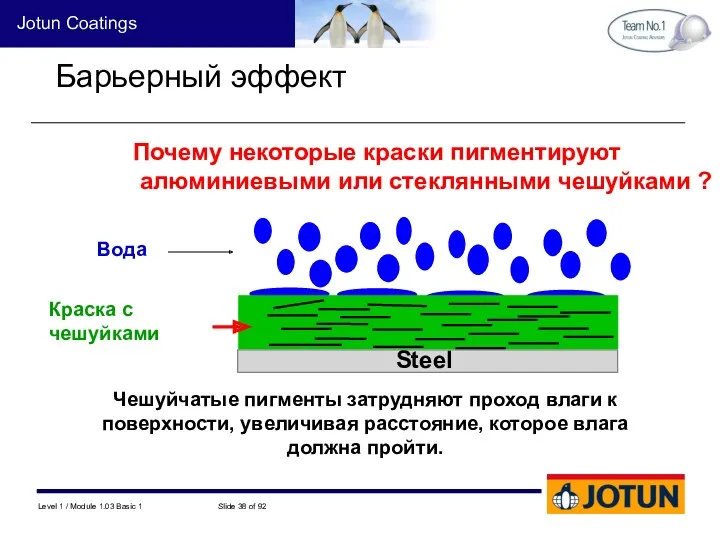
Почему некоторые краски пигментируют
алюминиевыми или стеклянными чешуйками ?
Вода
Краска
Почему некоторые краски пигментируют
алюминиевыми или стеклянными чешуйками ?
Вода
Краска
Добавки
Добавки
Смачивающие агенты
Противо-обмыляющие
Противо-осаждающие
Противоскользящие
Противосползающие
Катализаторы
UV-абсорберы
…и другие…
Добавки
Смачивающие агенты
Противо-обмыляющие
Противо-осаждающие
Противоскользящие
Противосползающие
Катализаторы
UV-абсорберы
…и другие…
Добавки
Коррозионная защита
Коррозионная защита
Коррозионная защита
Барьерная
Ингибирующая
Гальваническая
Применяются 3 основных принципа коррозионной защиты окрашиванием:
Коррозионная защита
Барьерная
Ингибирующая
Гальваническая
Применяются 3 основных принципа коррозионной защиты окрашиванием:
Барьерная защита
Непроницаемая пленка служит инертным барьером для защиты поверхности
Барьерная защита
Непроницаемая пленка служит инертным барьером для защиты поверхности
Ингибиторная защита
В ингибиторный системах покрытий влага может достигать ингибирующего грунта,
Ингибиторная защита
В ингибиторный системах покрытий влага может достигать ингибирующего грунта,
Гальваническая защита
Неорганический цинк реагирует, защищая стальную поверхность, когда имеет место повреждение
Гальваническая защита
Неорганический цинк реагирует, защищая стальную поверхность, когда имеет место повреждение
Для чего нужна толщина противокоррозионной системы?
Определяющим фактором являются условия эксплуатации:
В сухой
Для чего нужна толщина противокоррозионной системы?
Определяющим фактором являются условия эксплуатации:
В сухой
Solvent test
Solvent test
Solvent Test
Служит для определения механизма высыхания неизвестного покрытия
Покрытие подвергается воздействию MEK
Solvent Test
Служит для определения механизма высыхания неизвестного покрытия
Покрытие подвергается воздействию MEK
Solvent test: Три образца
(до начала теста)
Solvent test: Три образца
(до начала теста)
Solvent test:
Solvent test:
Solvent test:
Solvent test:
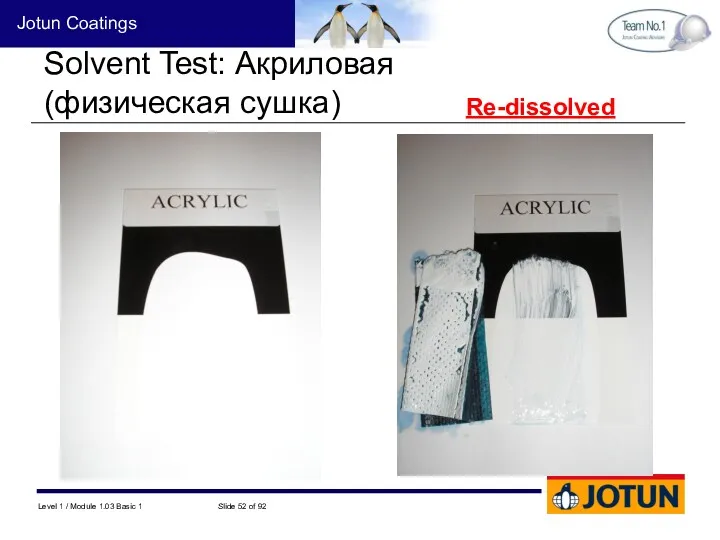
Solvent Test: Акриловая
(физическая сушка)
Solvent Test: Акриловая
(физическая сушка)

Solvent Test: Алкидная
(окисление)
Solvent Test: Алкидная
(окисление)
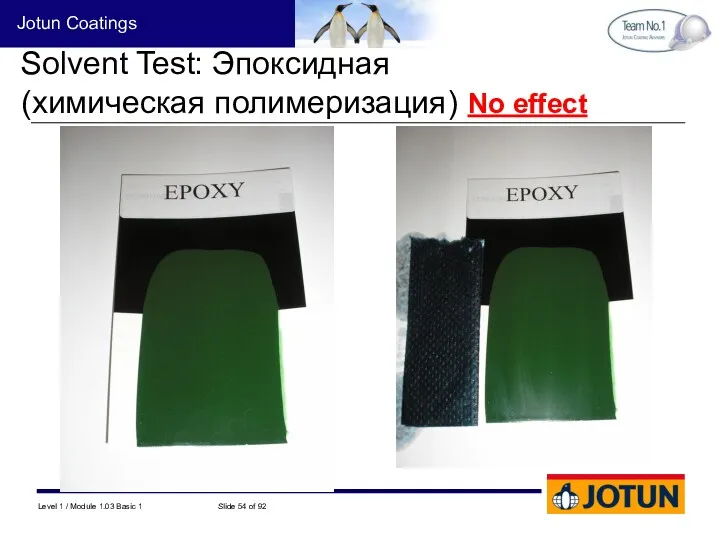
Solvent Test: Эпоксидная
(химическая полимеризация)
Solvent Test: Эпоксидная
(химическая полимеризация)
Противообрастающие покрытия
Задача:
Познакомиться с технологией основных противообрастающих покрытий
Противообрастающие покрытия
Задача:
Познакомиться с технологией основных противообрастающих покрытий
Что такое обрастание ? (1 of 2)
Обрастание это осаждение и рост
Что такое обрастание ? (1 of 2)
Обрастание это осаждение и рост
Что такое обрастание ? (2 of 2)
Существует около 4 - 5000
Что такое обрастание ? (2 of 2)
Существует около 4 - 5000
Как происходит обрастание?
Свободно плавающие споры и личинки перемещаются течениями, приливами и
Как происходит обрастание?
Свободно плавающие споры и личинки перемещаются течениями, приливами и
Микро-обрастание
CD 1545 nr. 6
CD 1545 nr. 8
Диатомы
Рачковая стадия балянуса
Микро-обрастание
CD 1545 nr. 6
CD 1545 nr. 8
Диатомы
Рачковая стадия балянуса

CD 1545 nr. 5
Макро-обрастание
CD 1545 nr. 12
Балянус
Гидроиды
CD 1545 nr. 5
Макро-обрастание
CD 1545 nr. 12
Балянус
Гидроиды
Обрастание на днище
Длинношеий балянус на днище
CD 1545 nr. 15
Обрастание на днище
Длинношеий балянус на днище
CD 1545 nr. 15
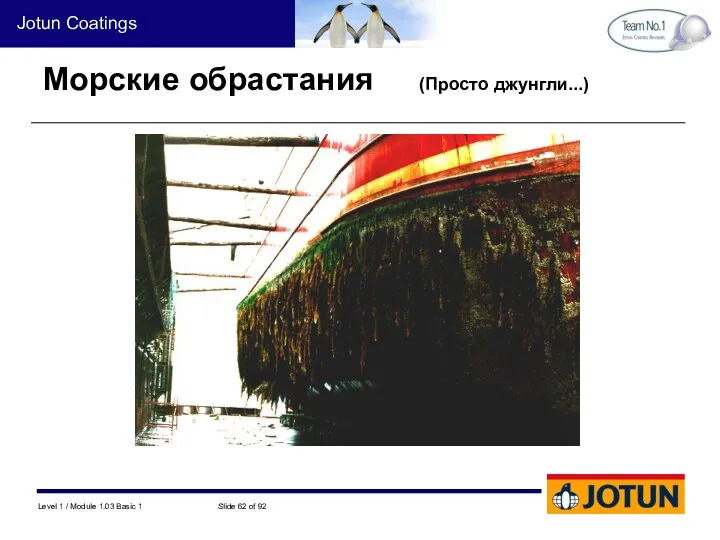
Морские обрастания (Просто джунгли...)
Морские обрастания (Просто джунгли...)
….механическая очистка….
…”склад морепродуктов”…
….механическая очистка….
…”склад морепродуктов”…
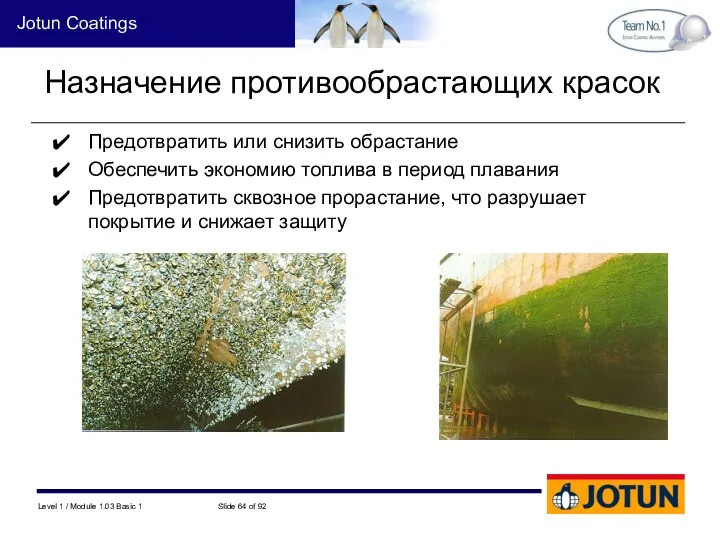
Назначение противообрастающих красок
Предотвратить или снизить обрастание
Обеспечить экономию топлива в период плавания
Предотвратить
Назначение противообрастающих красок
Предотвратить или снизить обрастание
Обеспечить экономию топлива в период плавания
Предотвратить
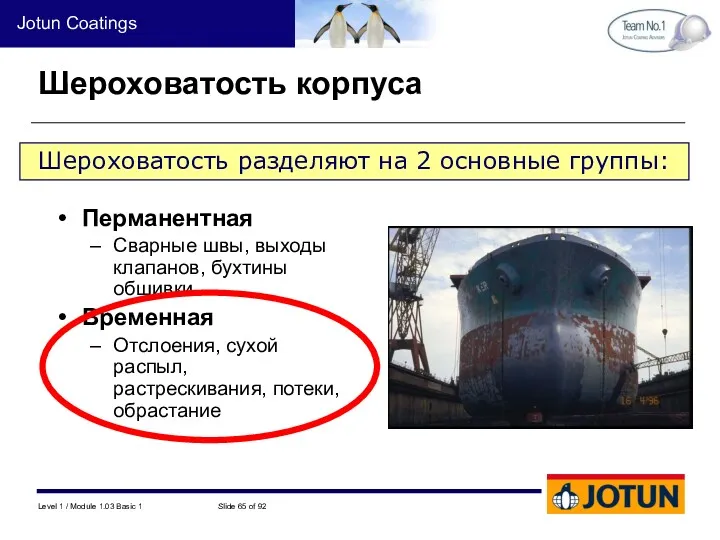
Шероховатость корпуса
Перманентная
Сварные швы, выходы клапанов, бухтины обшивки.
Временная
Отслоения, сухой распыл, растрескивания, потеки,
Шероховатость корпуса
Перманентная
Сварные швы, выходы клапанов, бухтины обшивки.
Временная
Отслоения, сухой распыл, растрескивания, потеки,
Дефекты нанесения
Типовые дефекты нанесения, увеличивающие шероховатость:
Аэрозоль
Потеки
Сухой распыл
Брызги краски
Неквалифицированная окраска оказывает большее
Дефекты нанесения
Типовые дефекты нанесения, увеличивающие шероховатость:
Аэрозоль
Потеки
Сухой распыл
Брызги краски
Неквалифицированная окраска оказывает большее
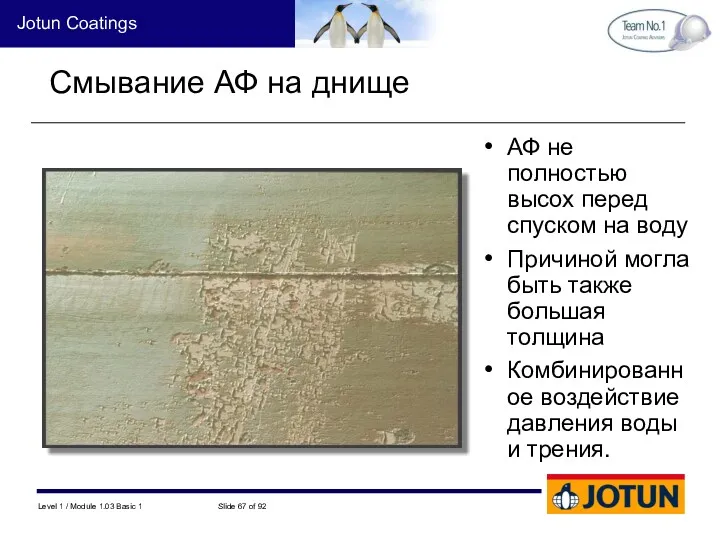
Смывание АФ на днище
АФ не полностью высох перед спуском на воду
Причиной
Смывание АФ на днище
АФ не полностью высох перед спуском на воду
Причиной
Основные типы АФ
Обычные АФ
Больше не используют
2. Долго живущие АФ
Больше не используют
3.
Основные типы АФ
Обычные АФ
Больше не используют
2. Долго живущие АФ
Больше не используют
3.
Обычные АФ
Водорастворимая матрица
Связующее- природные смолы
Защита 12 месяцев
Связующее растворяется в воде и
Обычные АФ
Водорастворимая матрица
Связующее- природные смолы
Защита 12 месяцев
Связующее растворяется в воде и
Долго живущие АФ
Нерастворимая матрица
Только высвобождение биоцидов
Эффективная защита до 24 месяцев
Leach-layer
Долго живущие АФ
Нерастворимая матрица
Только высвобождение биоцидов
Эффективная защита до 24 месяцев
Leach-layer
Самополирующиеся АФ
Предсказуемая работа
Большой междоковый интервал
Контроль шероховатости и сглаживания
Отсутствие проблем многослойных покрытий
Линейное
Самополирующиеся АФ
Предсказуемая работа
Большой междоковый интервал
Контроль шероховатости и сглаживания
Отсутствие проблем многослойных покрытий
Линейное
Что такое выщелоченный слой (leached layer) ?
Выщелоченный слой образуется на всех
Что такое выщелоченный слой (leached layer) ?
Выщелоченный слой образуется на всех

Как образуется выщелоченный слой?
Paint film surface
Как образуется выщелоченный слой?
Paint film surface
Годролиз и Гидратация
Годролиз и Гидратация
Типы самополирующихся АФ:
Гидратация
Полирование как результат эрозии без эффекта сглаживания
Гидролиз
Химическая реакция в
Типы самополирующихся АФ:
Гидратация
Полирование как результат эрозии без эффекта сглаживания
Гидролиз
Химическая реакция в
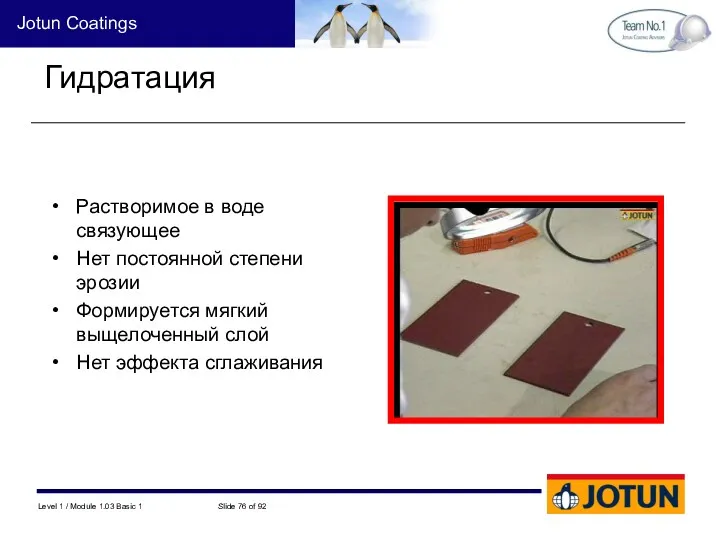
Гидратация
Растворимое в воде связующее
Нет постоянной степени эрозии
Формируется мягкий выщелоченный слой
Нет эффекта
Гидратация
Растворимое в воде связующее
Нет постоянной степени эрозии
Формируется мягкий выщелоченный слой
Нет эффекта
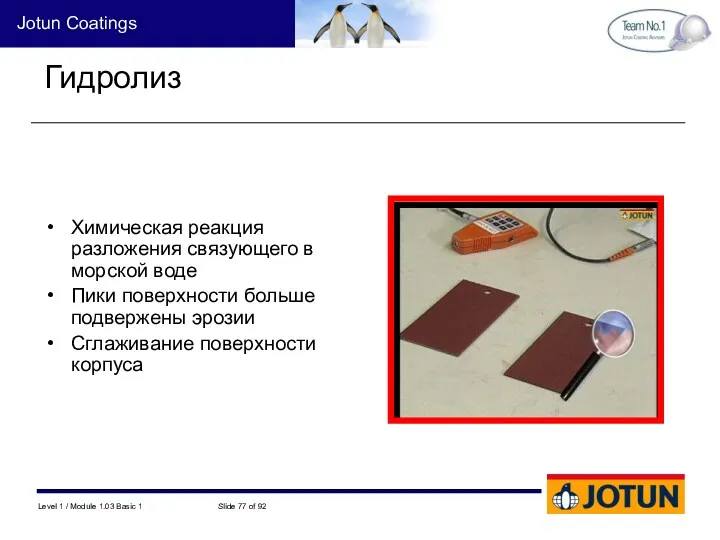
Гидролиз
Химическая реакция разложения связующего в морской воде
Пики поверхности больше подвержены эрозии
Гидролиз
Химическая реакция разложения связующего в морской воде
Пики поверхности больше подвержены эрозии
Почему важен гидролиз?
Поскольку:
Линейная скорость эрозии обеспечивает долгосрочную работу АФ
Не образуется пористый
Почему важен гидролиз?
Поскольку:
Линейная скорость эрозии обеспечивает долгосрочную работу АФ
Не образуется пористый
Покрытия, сбрасывающие обрастание
Покрытия, сбрасывающие обрастание

Слабое прилипание животных организмов к поверхности,
⇒ Легко удаляются
Принцип действия
Слабое прилипание животных организмов к поверхности,
⇒ Легко удаляются
Принцип действия
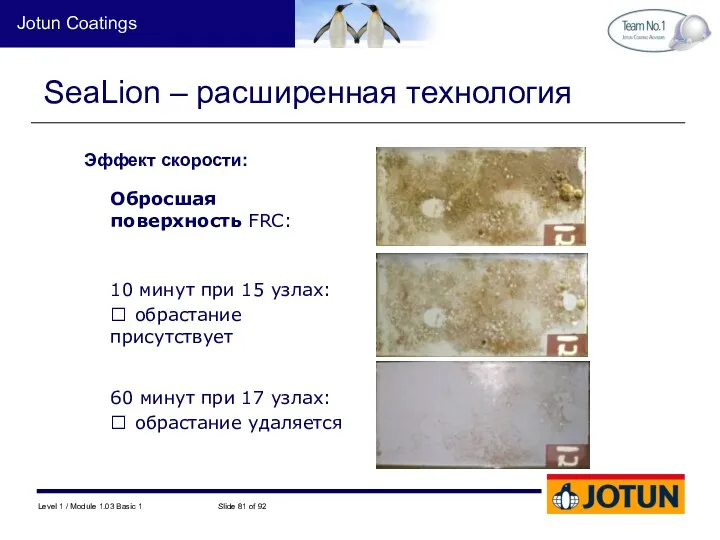
Эффект скорости:
Обросшая поверхность FRC:
10 минут при 15 узлах:
⮊ обрастание присутствует
60
Эффект скорости:
Обросшая поверхность FRC:
10 минут при 15 узлах:
⮊ обрастание присутствует
60
Окружающая среда
Sa 2.0
Не выделяются биоциды
Отсутствуют металлы
Нет химического разрушения пленки/эрозии
Долго живущая система
Меньше
Окружающая среда
Sa 2.0
Не выделяются биоциды
Отсутствуют металлы
Нет химического разрушения пленки/эрозии
Долго живущая система
Меньше
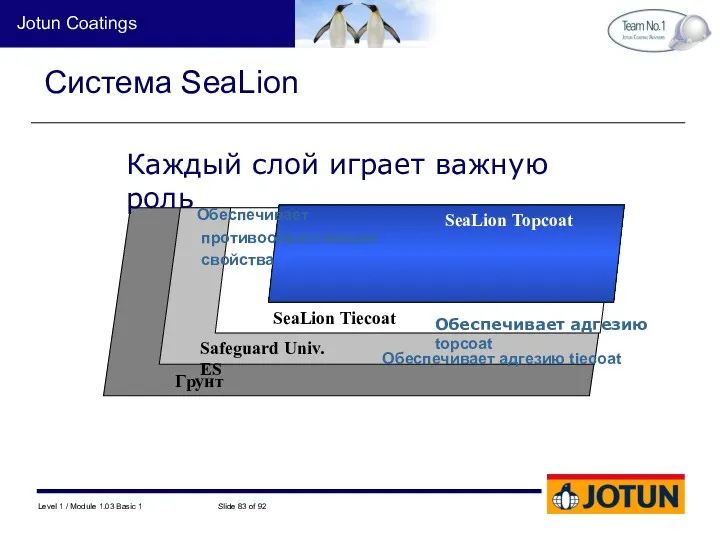
Каждый слой играет важную роль
Система SeaLion
Каждый слой играет важную роль
Система SeaLion
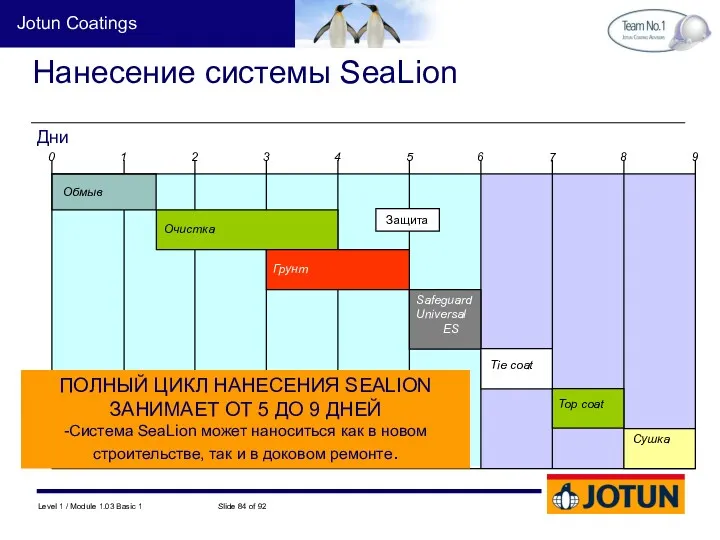
Нанесение системы SeaLion
Обмыв
Очистка
Грунт
Safeguard
Universal ES
Tie coat
Top coat
Сушка
1
2
3
4
5
0
6
7
8
9
ПОЛНЫЙ ЦИКЛ НАНЕСЕНИЯ SEALION ЗАНИМАЕТ ОТ
Нанесение системы SeaLion
Обмыв
Очистка
Грунт
Safeguard
Universal ES
Tie coat
Top coat
Сушка
1
2
3
4
5
0
6
7
8
9
ПОЛНЫЙ ЦИКЛ НАНЕСЕНИЯ SEALION ЗАНИМАЕТ ОТ
 Водород
Водород Метаболизм кетоновых тел. Метаболизм холестерина
Метаболизм кетоновых тел. Метаболизм холестерина Физико-химические свойства белков. Электрофоретические и хроматографические методы
Физико-химические свойства белков. Электрофоретические и хроматографические методы Галогены. Свойства галогенов
Галогены. Свойства галогенов Виды присадок к моторным топливам. Бензин
Виды присадок к моторным топливам. Бензин Межмолекулярные силы (силы Ван дер Ваальса)
Межмолекулярные силы (силы Ван дер Ваальса) Выращивание кристаллов в домашних условиях
Выращивание кристаллов в домашних условиях Синтетические методы получения лекарственных средств гетероциклического ряда антибиотики с четырехчленным азетидиновым ядром
Синтетические методы получения лекарственных средств гетероциклического ряда антибиотики с четырехчленным азетидиновым ядром Синтетические моющие средства
Синтетические моющие средства Химические свойства основных неорганических соединений в свете ЭД и ОВР (9 класс)
Химические свойства основных неорганических соединений в свете ЭД и ОВР (9 класс) Природный и попутный нефтяные газы
Природный и попутный нефтяные газы Способи очищення води в побуті
Способи очищення води в побуті Карбонилсодержащие соединения. Строение и химические свойства карбоновых кислот. Липиды. Фосфолипиды
Карбонилсодержащие соединения. Строение и химические свойства карбоновых кислот. Липиды. Фосфолипиды Гидролиз солей. Лекция №9
Гидролиз солей. Лекция №9 Введение в химическую термодинамику
Введение в химическую термодинамику Химические свойства солей
Химические свойства солей Кремний и его соединения
Кремний и его соединения Мыльная история. (3 класс)
Мыльная история. (3 класс) Степень загрязнения почвы по химическому составу снежного покрова на разном удалении от источника загрязнения
Степень загрязнения почвы по химическому составу снежного покрова на разном удалении от источника загрязнения Алюминий. Природные соединения алюминия
Алюминий. Природные соединения алюминия Энергетикалық деңгейлер
Энергетикалық деңгейлер Исследование снежного покрова
Исследование снежного покрова Железо как химический элемент
Железо как химический элемент Электрохимические методы. Кондуктометрия в анализе объектов окружающей среды
Электрохимические методы. Кондуктометрия в анализе объектов окружающей среды Электрохимия. Электродные потенциалы. Электродвижущие силы. Электролиз
Электрохимия. Электродные потенциалы. Электродвижущие силы. Электролиз Хімічні властивості алкенів
Хімічні властивості алкенів Хімічні властивості кисню
Хімічні властивості кисню Почему мыло пенится
Почему мыло пенится